
Comment calculer le poids de la tôle : Formules essentielles
Vous vous êtes déjà demandé comment calculer rapidement le poids d'une tôle ? Cet article dévoile une formule simple qui prend en compte le...
Vous êtes-vous déjà demandé comment sont fabriquées les pièces de précision ? Tout commence par le marquage, première étape cruciale de l'usinage. Cet article explore l'art du marquage, de la sélection des points de référence à l'alignement des pièces. Vous apprendrez les principales techniques utilisées par les machinistes qualifiés pour garantir la précision. Que vous soyez amateur ou professionnel, la compréhension du marquage vous permettra d'améliorer vos compétences en matière de travail des métaux.

Tracer des lignes sur la surface d'une pièce brute ou usinée pour marquer les limites du traitement conformément au dessin s'appelle le repérage.
Après le marquage de la pièce, il y a des indicateurs clairs pour le traitement. Il montre clairement la surépaisseur d'usinage sur la surface de la pièce et aide à localiser les trous ou les surfaces à travers les lignes tracées. Grâce au marquage, il est possible de vérifier à l'avance si les dimensions de chaque partie de l'ébauche sont conformes aux exigences. Pour certaines pièces brutes présentant de faibles tolérances, le repérage peut également aider à trouver des moyens de les récupérer, évitant ainsi les pertes.
Le marquage permet également d'identifier à l'avance les problèmes liés à l'ébauche, ce qui évite de gaspiller de la main-d'œuvre et des ressources. Selon leur fonction dans le traitement, les lignes tracées peuvent être divisées en trois types : les lignes de traitement, les lignes de vérification et les lignes d'alignement. Les lignes tracées sur la surface des pièces en tant que limites de traitement conformément aux exigences du dessin sont appelées lignes de traitement.
Les lignes utilisées pour vérifier les différentes erreurs après le traitement des pièces, ou même pour analyser les raisons des défauts, sont appelées lignes de vérification. En général, la distance entre les lignes de vérification et les lignes de traitement est de 5 à 10 mm, en fonction de la taille et de la forme de la pièce, mais les lignes de vérification peuvent être omises lorsqu'elles risquent d'être confondues avec d'autres lignes. Les lignes tracées à l'extérieur des lignes de traitement sont appelées lignes d'alignement et servent à aligner la pièce avant le traitement.
La distance entre les lignes d'alignement et les lignes d'usinage est généralement comprise entre 3 et 10 mm, en fonction de la taille de la pièce, mais dans des cas particuliers, elle peut être supérieure à 10 mm. Dans les situations générales, les lignes d'usinage peuvent également être utilisées comme lignes d'alignement. Les différentes lignes tracées doivent être claires et précises. Pour éviter que les lignes importantes ne s'effacent ou ne deviennent floues après de multiples transferts et traitements, des marques de poinçonnage doivent être faites sur les lignes.
Le marquage peut être divisé en deux catégories : le marquage planaire et le marquage tridimensionnel. Le marquage planaire est effectué sur une surface de la pièce, c'est-à-dire sur un plan ; le marquage tridimensionnel est effectué sur plusieurs plans différents de la pièce, c'est-à-dire qu'il s'agit d'un marquage en trois dimensions.
Les outils de marquage comprennent les traceurs, les jauges de marquage, les jauges de surface, les pieds à coulisse, ainsi que les marteaux, les poinçons de centrage, etc. Lors de l'utilisation d'outils de marquage, il convient de noter que : les pointes d'aiguille utilisées pour le marquage sont toutes trempées ou en alliage dur et ne doivent pas être heurtées ou frappées ; la jauge de hauteur est un outil de marquage plus précis et ne doit être utilisée que pour mesurer et non pour marquer directement sur la surface vierge.
Les poinçons de centrage sont fabriqués en acier à outils et trempés, avec des angles de pointe généralement rectifiés à 45°-60°. Après le marquage, les poinçons de centrage sont généralement utilisés pour faire de petites marques de poinçonnage uniformes sur les lignes afin de faciliter l'observation. Lors du perçage de trous ou du traçage d'arcs, les poinçons de centrage sont également utilisés pour marquer le centre, ce qui facilite l'alignement de la mèche ou de la pointe du compas sur le centre.
Les outils de serrage et de soutien comprennent des blocs en V, des pinces en C, des vérins et diverses cales, utilisés pour serrer et soutenir la pièce à usiner.
Le point de référence utilisé pour déterminer la position des points, des lignes et des surfaces sur le dessin de la pièce est appelé point de référence de conception. Le point de référence du marquage fait référence à certains points, lignes et surfaces de la pièce utilisés pour déterminer les dimensions, les formes géométriques et les positions relatives de divers éléments sur la pièce lors du marquage. Les autres lignes dimensionnelles sont mesurées à partir de ces points, lignes et surfaces.
Le choix correct du point de référence du marquage est essentiel pour un bon marquage de ligne. Un point de référence raisonnable peut rendre le marquage pratique et précis, tandis qu'un point de référence mal choisi peut entraîner un échec du marquage. Il est donc nécessaire d'analyser soigneusement le dessin et la technologie de traitement pour sélectionner le point de référence approprié à la pièce avant de procéder au marquage.
Les principes généraux de sélection d'un point de référence sont les suivants : premièrement, essayer de faire en sorte que le point de référence du marquage soit cohérent avec le point de référence de la conception ; deuxièmement, tenir compte de la forme de l'ébauche, en utilisant de préférence des trous dans l'ébauche ou de grandes surfaces planes comme point de référence du marquage.
Les trois types de sélection de données suivants sont couramment utilisés :
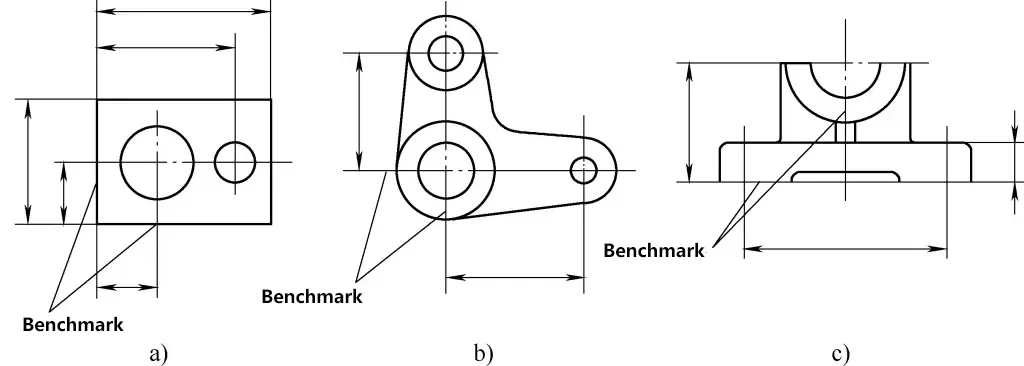
Comme le montre la figure 1a, la plupart des dimensions dans chaque direction sont marquées sur la base de ces deux surfaces (le point de référence de la conception sur le dessin). Dans ce cas, ces deux surfaces peuvent être utilisées comme point de référence pour le marquage.
Comme le montre la figure 1b, la plupart des dimensions de cette pièce sont marquées à partir de ces deux lignes centrales, et les dimensions dans les deux directions sont symétriques par rapport à leurs lignes centrales respectives. Par conséquent, ces deux lignes centrales peuvent être utilisées comme point de référence pour le marquage.
Comme le montre la figure 1c, les dimensions verticales de cette pièce sont déterminées en fonction de la ligne inférieure, tandis que les dimensions horizontales sont symétriques par rapport à la ligne centrale.
Pour des raisons technologiques, les pièces brutes coulées, forgées et soudées à traiter présentent certaines erreurs et certains défauts de dimensions et de forme. Si les erreurs sont importantes, la pièce peut être mise au rebut. Par conséquent, l'alignement doit être effectué sur les ébauches avant le marquage, et l'alignement doit être effectué après avoir déterminé la référence de marquage.
Les principes suivants doivent être respectés lors de l'alignement :
1) Lorsque la pièce brute présente des surfaces non traitées, alignez-la en fonction de la surface non traitée avant de procéder au marquage. Cela permettra de maintenir une épaisseur constante entre la surface non traitée et la surface à traiter.
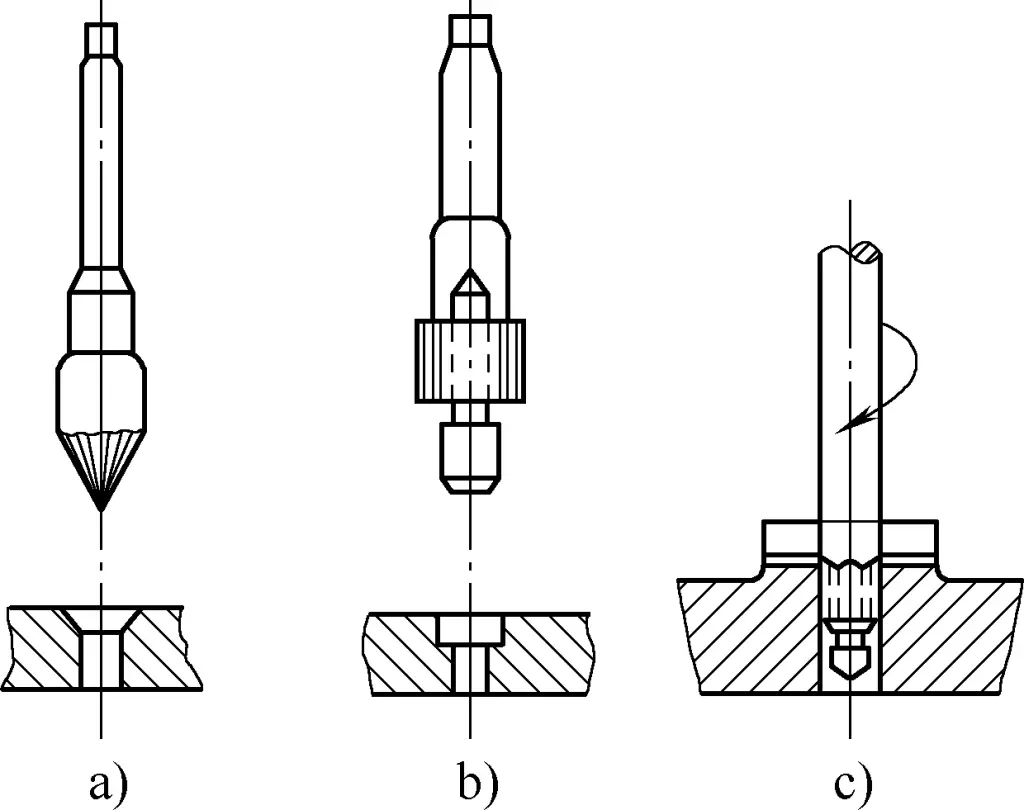
La figure 2 montre une ébauche de palier. Le cercle extérieur et la surface A n'ont pas besoin d'être traités. Lors du marquage de la ligne de traitement pour le trou intérieur, il faut d'abord s'aligner sur le cercle extérieur, insérer une pièce de remplissage (bloc de plomb ou outil de centrage réglable) dans le trou, utiliser une jauge de marquage pour trouver le centre, et marquer la ligne de traitement pour le trou intérieur en fonction du centre.
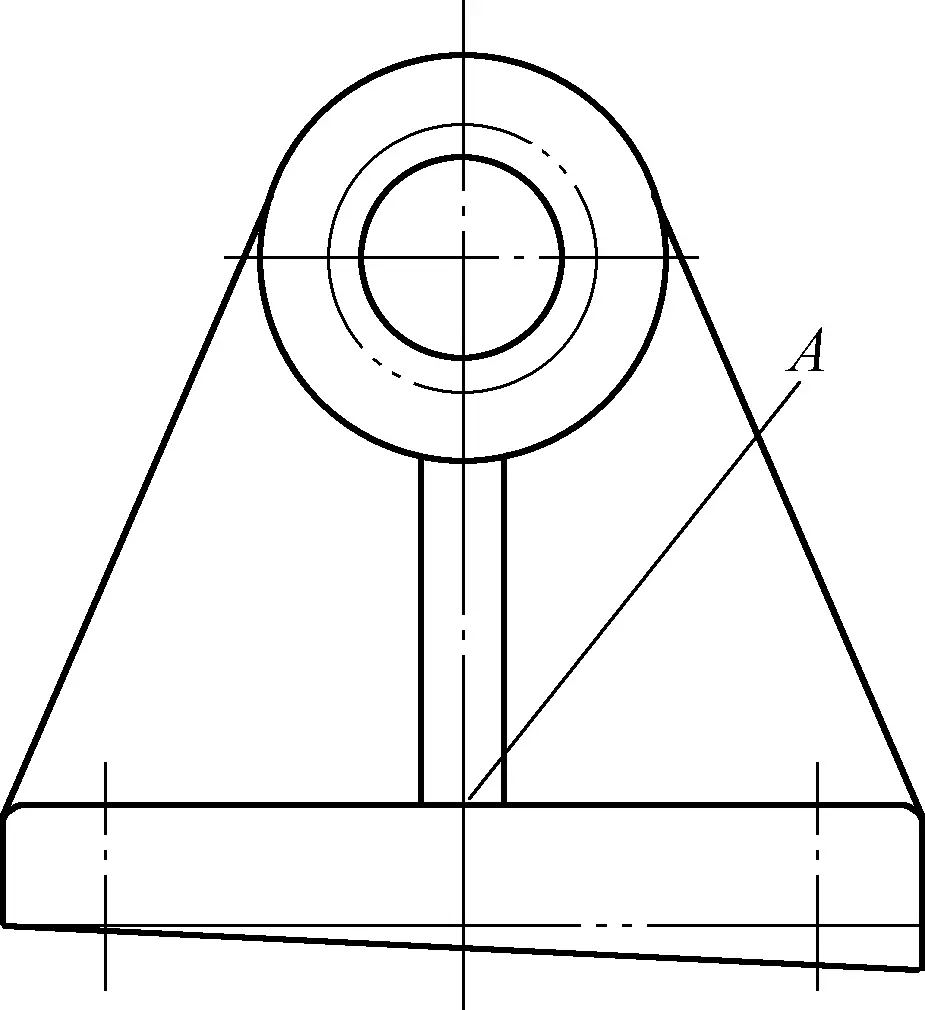
De cette manière, le trou intérieur et le cercle extérieur peuvent en principe être concentrés. De même, avant de marquer la ligne de traitement pour la surface inférieure, il faut d'abord s'aligner sur le plan supérieur A (surface non traitée) et marquer la ligne de traitement pour la surface inférieure. Cela permet de garantir une épaisseur relativement uniforme sur l'ensemble de la base.
2) Lorsque toutes les surfaces de l'ébauche doivent être traitées, aligner la position de chaque surface à traiter avant le marquage. Cela permet une répartition raisonnable et uniforme de la surépaisseur d'usinage sur chaque surface à traiter, en évitant une surépaisseur inégale ou biaisée.
En raison des différentes formes structurelles des pièces, le travail d'alignement doit être effectué en fonction de la situation réelle de la pièce. Lorsque la pièce comporte deux ou plusieurs surfaces non traitées, choisissez la surface la plus grande, la plus importante ou de meilleure qualité d'aspect comme référence d'alignement principale, tout en tenant compte des autres surfaces non traitées moins importantes. Cela permet de garantir que les dimensions entre les principales surfaces non traitées et les surfaces à traiter (telles que l'épaisseur de la paroi du boîtier, la hauteur des saillies, etc.) sont aussi uniformes que possible, et de refléter les erreurs difficiles à compenser sur des zones secondaires ou moins évidentes.
Lorsque la pièce comporte déjà des surfaces traitées, la surface traitée doit être utilisée comme référence d'alignement.
Lorsque les erreurs et les défauts de forme, de taille et de position de la pièce brute ne peuvent être corrigés après l'alignement, il faut envisager de recourir à la méthode de l'emprunt de matériaux pour remédier à la situation.
Lorsque l'ébauche non conforme présente un petit écart de tolérance, il est possible, par le biais d'essais de marquage et d'ajustement, de redistribuer la surépaisseur d'usinage de chaque surface à traiter sur l'ébauche, afin de minimiser l'impact de l'erreur initiale et de la transformer en un produit qualifié. Cette méthode corrective s'appelle l'emprunt de matière.
Lorsque vous empruntez du matériau, vérifiez d'abord les dimensions et les décalages des différentes parties de l'ébauche afin de déterminer la direction et la taille de l'emprunt de matériau, et marquez les lignes de référence. Marquez ensuite les lignes restantes jusqu'à ce qu'elles soient appropriées.
La figure 3 montre un carter de boîte de vitesses dans lequel une erreur de coulée a provoqué un décalage du trou A de 6 mm vers la droite, faisant passer l'entraxe de 200 mm à 194 mm. Traditionnellement, si les deux trous étaient alignés sur la base de leurs cercles extérieurs non usinés respectifs des protubérances, le côté droit du trou A ne bénéficierait d'aucune surépaisseur d'usinage, ce qui entraînerait des rebuts.
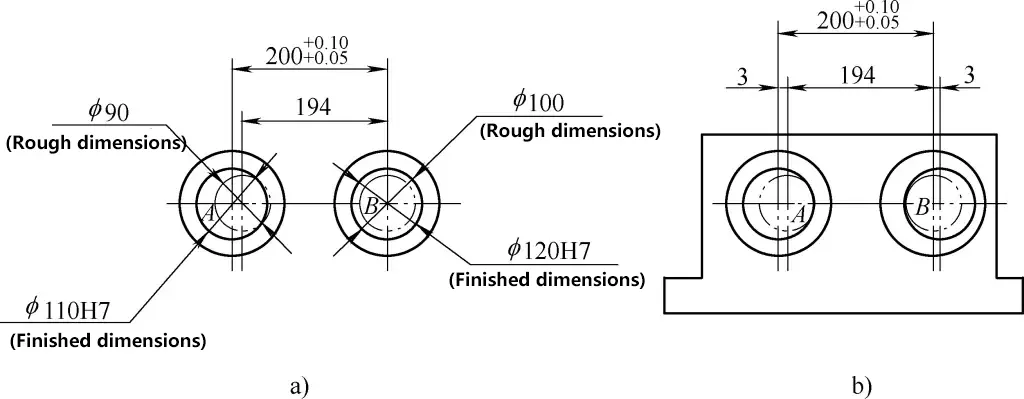
Maintenant, en utilisant la méthode d'emprunt de matériau, décalez les trous A et B de 3 mm vers la gauche et la droite respectivement. Marquez à l'essai les lignes centrales des deux trous et les lignes de dimension de la circonférence intérieure du trou. De cette manière, les deux trous ont une surépaisseur d'usinage appropriée. Cette approche répartit uniformément l'erreur de coulée sur les cercles extérieurs des protubérances des deux trous, ce qui entraîne une légère excentricité entre les protubérances des cercles extérieurs et les trous intérieurs (voir figure 3b). Cependant, le degré d'excentricité n'est pas significatif et a généralement peu d'impact sur la qualité de l'apparence, satisfaisant habituellement aux exigences de la pièce.
1) Analyser soigneusement le dessin, clarifier la fonction et les exigences de la pièce et les zones de marquage correspondantes dans la machine. Certaines pièces plus complexes nécessitent plusieurs marquages et traitements pour être achevées. Par conséquent, avant de procéder au marquage, familiarisez-vous avec l'ensemble du processus de la pièce et marquez les lignes correspondant à ce processus, le cas échéant. Lors du marquage, évitez de marquer des lignes qui seront supprimées au cours du traitement et de marquer des lignes inutiles.
2) Sélectionnez la référence de marquage.
3) Nettoyer et inspecter la pièce. Éliminer les élévateurs, les bavures, le sable, l'huile, etc.
4) Appliquer la couleur sur la pièce. Pour les ébauches coulées et forgées, la boue de chaux blanche (obtenue en mélangeant de la chaux blanche, de la colle à l'eau ou de la gomme de pêche avec de l'eau) est couramment utilisée pour la coloration. Lorsque la rugosité de la surface de la pièce est élevée et que la quantité est très faible, la craie blanche peut également être utilisée pour colorer la pièce.
Les surfaces traitées sont souvent colorées avec de l'eau dorée claire (mélange de vernis à la gomme-laque et de solution alcoolique) additionnée d'un colorant (teinture basique). Quel que soit le type de revêtement utilisé, il doit être appliqué finement et uniformément pour garantir un marquage clair. S'il est trop épais, il risque de se décoller.
5) Marquer les lignes.
6) Vérifiez soigneusement si les lignes marquées sont correctes et s'il manque des lignes.
7) Marques de poinçon sur les lignes. Lors de l'utilisation d'un poinçon central, la pointe doit être alignée sur le centre de la ligne ou du trou, et la force du marteau doit être appropriée et uniforme. Les marques de poinçonnage doivent être au centre des lignes et des trous, et non de travers. La distance entre les marques de poinçonnage et leur taille doivent être déterminées en fonction de la taille de la pièce, de la longueur des lignes et de la taille des trous, en veillant à ce qu'elles soient clairement visibles pour le traitement.
En règle générale, les marques de poinçonnage sur les lignes de traitement ne doivent pas être trop grandes ou trop profondes. La densité des marques de poinçonnage doit suivre le principe suivant : "peu nombreuses sur les lignes droites, denses sur les courbes et précises aux points d'intersection". Pour les ébauches et les centres de trous, il est préférable d'utiliser des marques de poinçonnage plus grandes et plus profondes, car elles facilitent le centrage lors du perçage. Pour les plaques minces ou les pièces minces, n'utilisez pas trop de force afin d'éviter toute déformation. Les marques de poinçonnage sont interdites sur les matériaux plus tendres et les surfaces finement traitées.
1) Structure de la tête de division
La tête de division est un outil qui permet de diviser la circonférence de manière égale et qui est souvent utilisé pour le marquage. La figure 4a montre la forme extérieure d'une tête de division universelle. La tête de division universelle se compose principalement d'une coquille, d'une broche, d'un corps rotatif en forme de tambour, d'une plaque de division et d'une fourche de division.
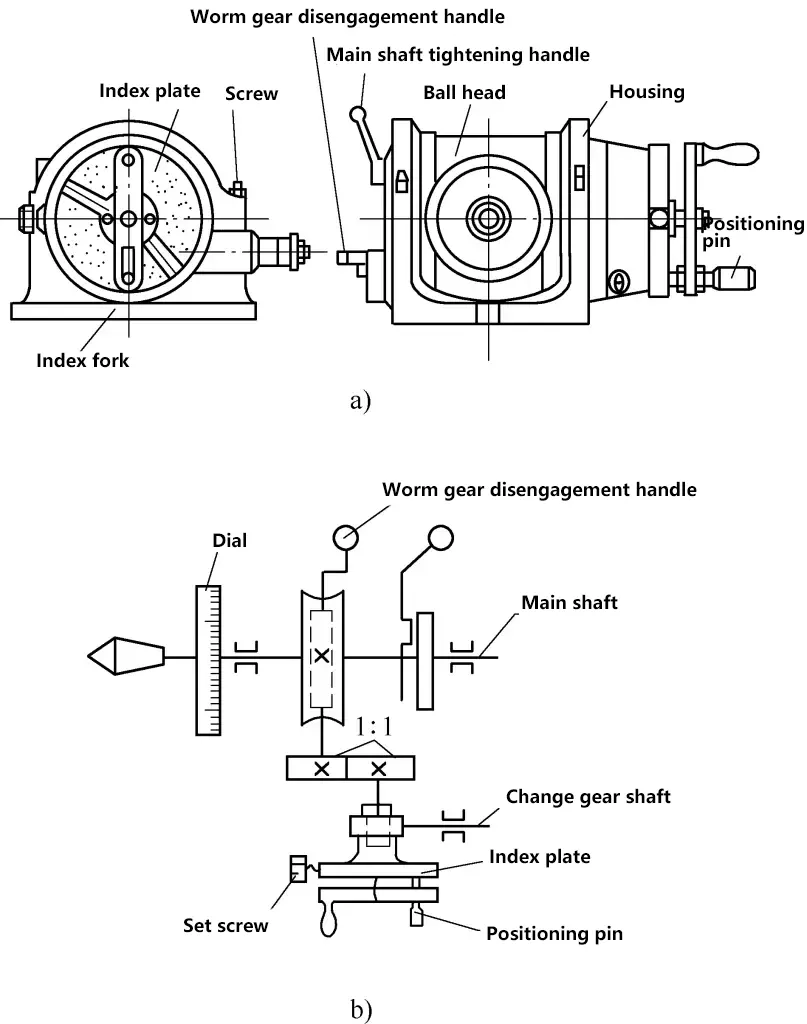
a) Forme externe
b) Système d'entraînement
L'extrémité avant de la broche présente un trou conique interne et des filets externes, qui peuvent être utilisés pour insérer un centre et monter un mandrin à centrage automatique. Le plateau diviseur est également fixé sur la broche et tourne avec elle, avec des graduations de 0° à 360° utilisées pour la division.
La tête sphérique de la broche peut tourner à l'intérieur du rail de guidage annulaire de la coque, ce qui lui permet de s'incliner de 90° vers le haut et de 10° vers le bas par rapport à la surface de la table de travail, en tournant à n'importe quel angle dans cette plage. Une fois l'angle approprié sélectionné, il peut être fixé à l'aide de vis sur la coque pour faciliter le marquage.
Le système d'entraînement de la tête de division est illustré à la figure 4b. Une extrémité de la poignée de la tête de division est installée dans le manchon au centre de la plaque de division, tandis que l'engrenage de l'autre extrémité s'engrène avec l'engrenage de l'arbre à vis sans fin.
Pour une division simple, utilisez la vis de fixation pour fixer la plaque de division, tournez la poignée et, grâce à la transmission par engrenage, la vis sans fin entraîne la roue à vis sans fin qui tourne pour la division. L'arbre d'engrenage situé derrière la plaque de division est destiné à la division complexe, où l'on peut installer des engrenages pour la division.
2) Principe de division et calcul
La tête de division peut être utilisée pour diviser la circonférence de manière égale ou pour marquer des lignes d'angle. Installez la pièce à usiner sur l'extrémité avant de la broche du diviseur, placez le diviseur sur la plate-forme de marquage et utilisez-le avec un bloc de traçage pour marquer des lignes horizontales, des lignes verticales et diverses lignes d'angle.
Réglez le nombre de dents de la roue à vis sans fin sur la tête de division à 40, avec une vis sans fin à départ unique. Lorsque la poignée tourne d'un tour, la tête de division tourne de 1/40 de tour. Si la pièce montée sur la broche doit être divisée en z parties égales, c'est-à-dire en traçant une ligne tous les 1/z tours, le nombre de tours de la poignée peut être calculé selon la formule de la relation de transmission. C'est-à-dire
1/40=1/(zn)
n = 40/z
Où
Exemple 1 Diviser une circonférence en huit parties égales à l'aide d'un diviseur.
Solution Étant donné z=8, n=40/z=40/8=5, ce qui signifie que la poignée fait 5 tours pour tracer une ligne sur la circonférence.
Exemple 2 Diviser une circonférence en six parties égales à l'aide d'un diviseur.
Solution Étant donné z=6, n=40/z=40/6=63, ce qui signifie que la poignée fait (6+2/3) tours pour que la pièce tourne de 1/6 de tour.
Comme le montre l'exemple 2, en production, il est fréquent de rencontrer des situations où la poignée doit tourner un nombre non entier de tours. Dans ce cas, il convient d'utiliser la formule suivante pour effectuer le calcul. C'est-à-dire
40/z=a+P/Q
Où
3) Sélection des plaques de séparation
Les plateaux diviseurs sont utilisés pour le comptage par division. Il y a plusieurs cercles de petits trous très précis avec des nombres différents sur la plaque de division. Lorsque la valeur n calculée après la division est une fraction, le numérateur et le dénominateur de cette fraction doivent être augmentés (ou réduits) du même facteur pour que le dénominateur soit égal au nombre de trous dans un certain cercle de la plaque de division. La valeur du numérateur qui en résulte est alors le nombre d'intervalles entre les trous que la poignée doit tourner.
Comme dans l'exemple 2 ci-dessus, après que la poignée a fait 6 tours, il lui reste à faire 2/3 de tour. En se référant au tableau 1, le dénominateur et le numérateur peuvent tous deux être multipliés par 8, ce qui permet d'étendre 2/3 à 16/24, c'est-à-dire de tourner à 16 intervalles de trous sur le cercle à 24 trous.
Bien entendu, 2/3 peut également être étendu à 44/66, ce qui signifie que l'on tourne 44 trous sur le cercle de 66 trous, ce qui a pour effet de faire tourner l'arbre principal de 2/3 de tour. Il peut être étendu à de nombreux autres multiples, mais comme les cercles comportant plus de trous sont plus éloignés du centre de l'axe, il est plus pratique de tourner la poignée, c'est pourquoi ils sont souvent utilisés. La tête de division universelle est généralement livrée avec plus d'une plaque de division, et le nombre de trous sur les différentes plaques de division est indiqué dans le tableau 1.
Tableau 1 Nombre de trous sur les plaques de séparation
| Nombre de plaques incluses | Nombre de trous sur les plaques de séparation |
| 1 plaque | Devant : 24, 25, 28, 30, 34, 37, 38, 39, 41, 42, 43 Dos : 46, 47, 49, 51, 53, 54, 57, 58, 59, 62, 66 |
| 2 plaques | Avant de la 1ère plaque : 24, 25, 28, 30, 34, 37 Dos : 38, 39, 41, 42, 43 Avant de la 2ème plaque : 46, 47, 49, 51, 53, 54 Dos : 57, 58, 59, 62, 66 |
| 3 plaques | Bloc 1 : 15, 16, 17, 18, 19, 20 Bloc 2 : 21, 23, 27, 29, 31, 33 Bloc 3 : 37, 39, 41, 43, 47, 49 |
La fourche à diviser permet une division précise et rapide. La fourche à diviser doit être réglée avant de tourner la poignée. L'angle entre les deux pieds de la fourche peut être ajusté en fonction du nombre de trous espacés.
Lors du réglage, le nombre de trous entre les angles doit être supérieur d'une unité au nombre requis d'espacements de trous, car le premier trou est compté comme zéro et seul le deuxième trou compte comme un espacement de trous. Après chaque rotation de la poignée, la fourche diviseuse doit être tournée vers la nouvelle position (la position de départ de la deuxième division) dans le sens de la rotation de la poignée.
Lors de l'utilisation de la tête de division, la poignée de verrouillage de la broche doit être desserrée avant chaque division. Pendant la division, la poignée de division doit être tournée dans une seule direction pour assurer une division précise. Lorsque la poignée de division est sur le point de tourner jusqu'à la position prédéterminée du trou, veillez à ne pas la laisser tourner trop loin ; la goupille de positionnement doit juste s'insérer dans le trou.
Si vous constatez qu'elle est allée trop loin, vous devez la tourner d'environ un demi-tour, puis la tourner à nouveau jusqu'à la position prédéterminée du trou. Lorsque vous divisez et tracez des lignes, serrez la broche pour éviter qu'elle ne se desserre pendant le processus de traçage.
La méthode d'usinage consistant à couper ou à fendre des matières premières ou des pièces à l'aide d'une scie est appelée sciage.
La lame de scie est la partie coupante. Les lames de scie à main mesurent généralement 300 mm de long, sont habituellement fabriquées en acier à outils au carbone ou en acier allié, et sont durcies par traitement thermique. Les scies à main coupent en poussant vers l'avant ; la lame de scie doit donc être installée avec les dents tournées vers l'avant. Si la lame de scie est installée à l'envers, non seulement elle ne peut pas couper normalement, mais elle accélère également l'usure des dents. La méthode d'installation de la lame de scie est illustrée à la figure 5.
a) Correct
b) Incorrect
La grosseur des dents de scie est exprimée par le nombre de dents par 25 mm de longueur de la lame de scie, avec des options de 14, 18, 24 et 32. Les lames de scie à denture grossière ont des rainures plus larges et conviennent au sciage de matériaux tendres et de grandes sections ; les lames de scie à denture fine conviennent au sciage de matériaux durs, de plaques minces ou de tuyaux. Les spécifications et les applications des lames de scie grossières sont indiquées dans le tableau 2.
Tableau 2 Spécifications et applications de la rugosité des lames de scie
| Grossièreté de la dent de scie | Nombre de dents par 25 mm de longueur | Application |
| Grossière | 14~18 | Sciage de l'acier doux, du laiton, de l'aluminium, de la fonte, du cuivre pur et des matériaux en résine artificielle |
| Moyen | 22~24 | Sciage d'acier de dureté moyenne, de tuyaux en acier à parois épaisses, de tuyaux en cuivre |
| Bien | 32 | Mince et pur métauxtuyaux à parois minces |
| Fin à moyen | 32~20 | Généralement utilisé dans les usines pour démarrer les coupes |
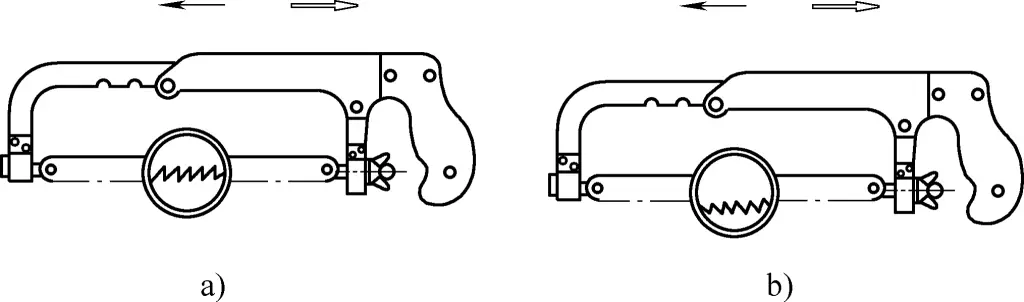
Le serrage de la lame de scie doit être modéré et peut être réglé à l'aide de l'écrou papillon situé sur le cadre de la scie. Si elle est trop serrée, la lame de scie sera soumise à de fortes contraintes et perdra l'élasticité nécessaire, ce qui la rendra susceptible de se casser ; si elle est trop lâche, la lame de scie peut facilement se plier et se casser, et la coupe de la scie risque d'être faussée. La lame de scie installée doit être maintenue dans le même plan médian que le cadre de la scie, ce qui est nécessaire pour garantir une coupe de scie droite et éviter que la lame de scie ne se casse.
Il existe deux types de mouvement du cadre de la scie lorsqu'on pousse la scie : l'un est un mouvement linéaire, adapté aux fentes à fond plat ou aux pièces à parois minces ; l'autre permet au cadre de la scie d'osciller de haut en bas, ce qui peut réduire la résistance à la coupe, améliorer l'efficacité du travail, et est plus naturel à utiliser, réduisant ainsi la fatigue des mains.
Lorsque la vitesse de sciage est trop rapide, que le matériau à scier est trop dur ou qu'il est approprié, la vitesse de sciage est trop élevée. fluide de coupe n'est pas utilisé, il peut entraîner une surchauffe de la partie dentée, une usure rapide des côtés de la dent, une augmentation de la friction entre la lame de scie et le trait de scie, ce qui accélère encore l'usure des dents de la scie.
Au début du sciage, si l'angle de départ est trop grand, les dents de la scie s'accrochent au bord tranchant de la pièce, ou si la grosseur des dents de la lame de scie choisie est inappropriée, ou si l'angle de poussée change soudainement pendant le sciage, ou si des impuretés dures sont soudainement rencontrées dans le matériau à scier, cela peut conduire à la rupture de la dent ; si la lame de scie est installée de manière trop lâche ou trop serrée, si la pièce n'est pas fermement serrée, si le sciage est instable et produit des vibrations, ou si les corrections d'un trait de scie de travers sont effectuées trop brusquement, cela peut entraîner la rupture de la lame de scie.
Pour scier des tuyaux et des plaques minces, il faut utiliser des lames de scie à dents fines. Sinon, si le pas de la dent est supérieur à l'épaisseur de la plaque, les dents de scie s'accrocheront, ce qui entraînera la perte ou la rupture de la dent. Par conséquent, pendant le sciage, au moins deux dents de scie ou plus doivent couper simultanément la section transversale afin d'éviter que les dents de scie ne s'accrochent et ne se cassent.
En fonction de la forme et de l'épaisseur du matériau, les méthodes de sciage peuvent être divisées en plusieurs types.
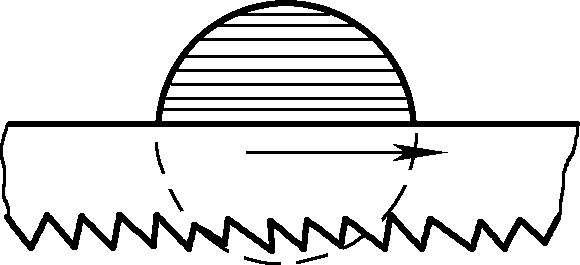
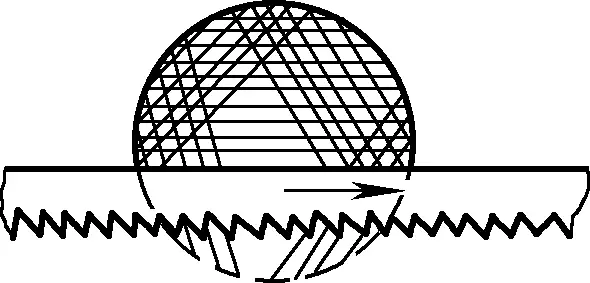
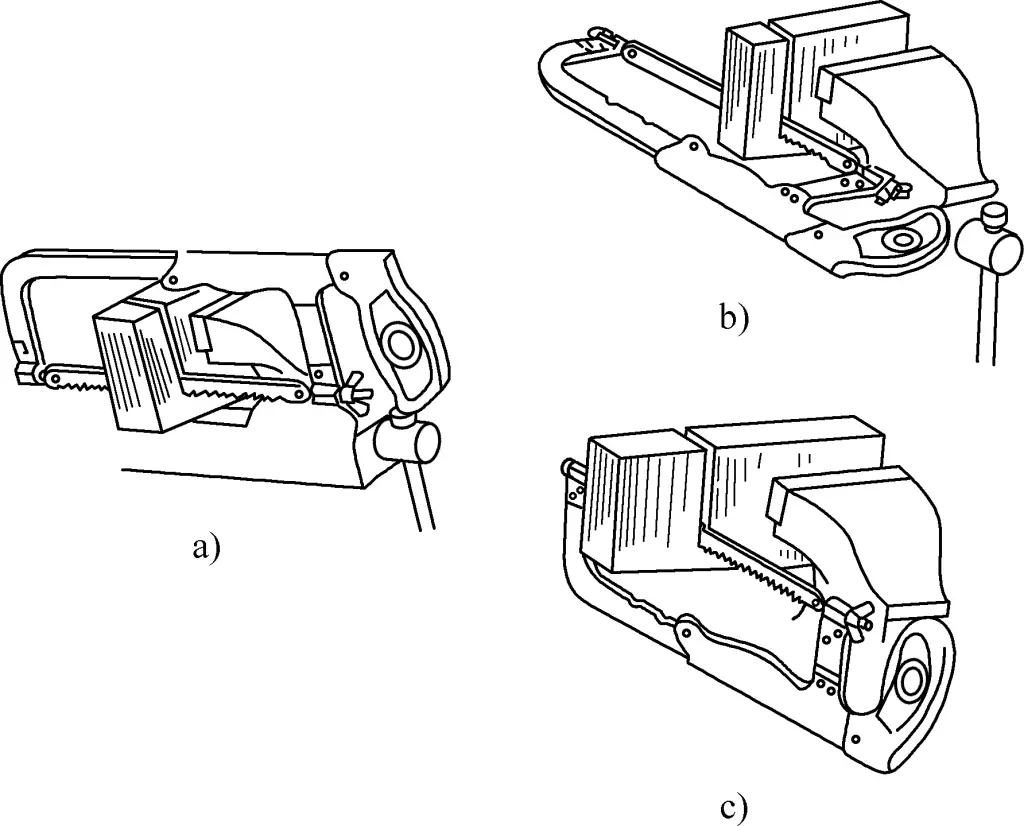
Si une section lisse est nécessaire pour le sciage, elle doit être sciée en continu du début à la fin (voir figure 6) ; si les exigences relatives à la section sciée ne sont pas élevées, elle peut être sciée dans plusieurs directions (voir figure 7), ce qui la rend plus facile à scier en raison de la surface de sciage plus petite, améliorant ainsi l'efficacité du travail.
Avant de scier un tuyau, il faut tracer une ligne de sciage perpendiculaire à l'axe. Les exigences relatives à la ligne de sciage n'étant pas très élevées, la méthode la plus simple consiste à enrouler une bande de papier rectangulaire (avec un bord droit pour le marquage) autour de la circonférence extérieure de la pièce en fonction des dimensions de sciage, puis à la marquer à l'aide d'une pointe à tracer. Lors du sciage, le tube doit être correctement serré. Pour les tuyaux minces et les tuyaux usinés avec précision, il convient de les serrer entre deux plaques de bois avec des rainures en forme de V afin d'éviter que le tuyau ne s'aplatisse ou n'endommage la surface.
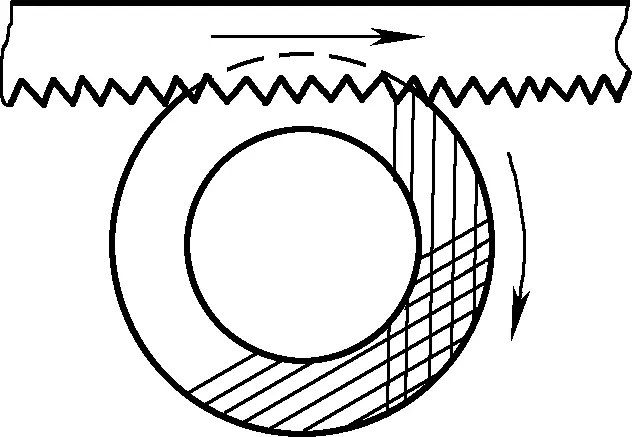
Lorsque vous sciez des tuyaux à parois fines, ne sciez pas continuellement dans la même direction du début à la fin. Sinon, les dents de la scie seront accrochées par la paroi du tuyau et provoqueront des éclats. La méthode correcte consiste à scier d'abord dans une direction jusqu'à la paroi intérieure du tuyau ; puis à faire tourner le tuyau à un certain angle dans la direction de la poussée de la scie, à rejoindre le trait de scie original et à scier à nouveau jusqu'à la paroi intérieure du tuyau. Changez progressivement de direction et continuez à tourner et à scier jusqu'à ce que le tuyau soit coupé, comme le montre la figure 8.
Lors du sciage de matériaux en feuilles relativement minces, des déformations et des vibrations peuvent se produire pendant le sciage, rendant impossible la poursuite de l'opération. Lors du sciage, essayez autant que possible de scier à partir de la surface large. S'il n'est possible de scier qu'à partir de la surface étroite de la feuille, il est possible d'utiliser deux planches de bois pour la serrer et de la scier avec les planches de bois. Cela permet d'éviter que les dents de la scie ne s'accrochent et d'augmenter la rigidité de la feuille mince, évitant ainsi les vibrations pendant le sciage, comme le montre la figure 9a.
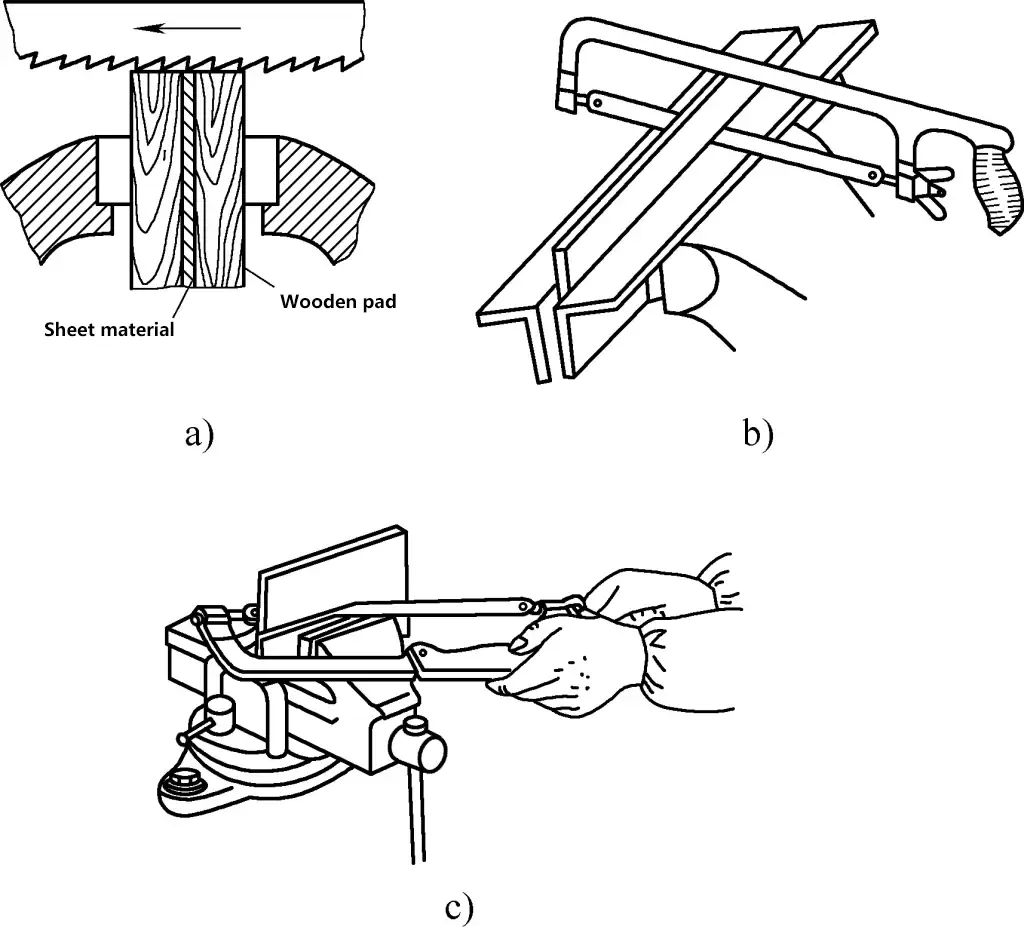
Si l'on scie une feuille plus longue, on peut utiliser deux cornières comme plaques d'appui pour les mâchoires de l'étau, en serrant fermement la feuille, puis en sciant le long de la cornière, comme le montre la figure 9b. Il est également possible de serrer la tôle fine sur un étau et de la scier horizontalement avec une scie à main, en augmentant le nombre de dents en contact avec la tôle fine pour éviter l'écaillage des dents de la scie, comme le montre la figure 9c.
Lorsque la profondeur du trait de scie dépasse la largeur du cadre de la scie, la lame de scie doit être tournée de 90° et réinstallée, en tournant le cadre de la scie du côté de la pièce à usiner. Lorsque la hauteur du cadre de la scie n'est toujours pas suffisante lorsque le cadre est tourné sur le côté, la lame de scie peut également être installée avec les dents face à la scie (en tournant la lame de 180° à l'intérieur du cadre) pour le sciage, comme illustré à la figure 10.
Le burinage est une méthode de traitement des pièces à usiner qui consiste à frapper un burin avec un marteau. Cette opération s'appelle le ciselage. Le burinage est principalement utilisé dans les situations où le traitement mécanique n'est pas pratique, notamment pour éliminer les bavures des pièces moulées, couper les matériaux en feuille, enlever les rivets usés et les vis rouillées, éliminer au burin les saillies mal alignées sur les pièces assemblées, découper les rainures d'huile, etc. Parfois, il est également utilisé pour l'usinage grossier de zones relativement petites.
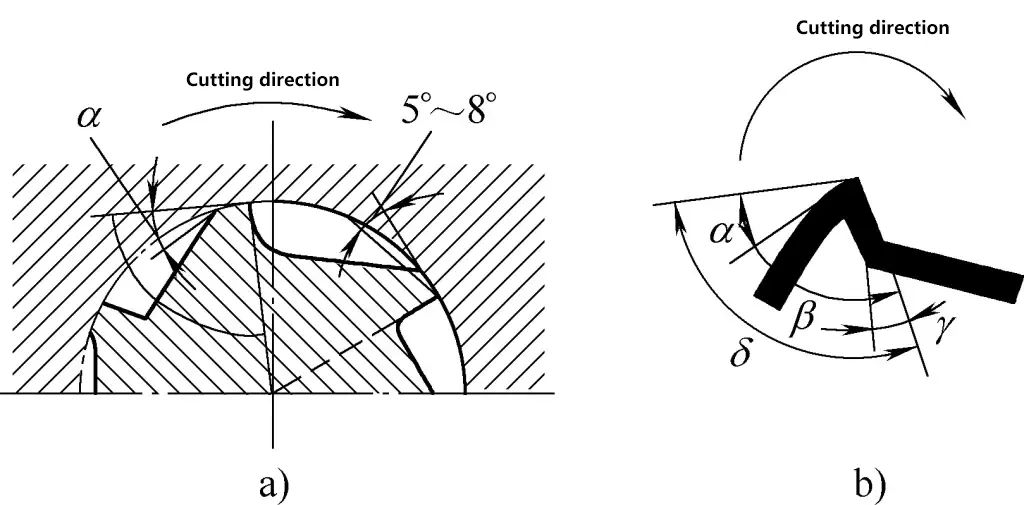
La qualité du burin influe directement sur la qualité et l'efficacité du burinage. Les principaux facteurs affectant la qualité du burin sont la forme rationnelle et la dureté du tranchant.
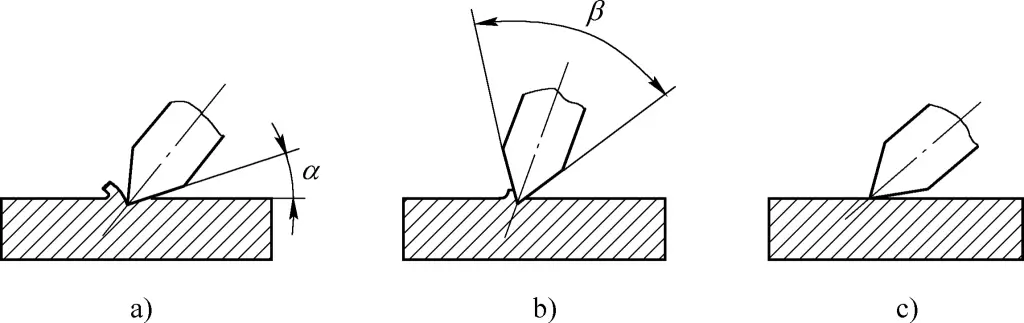
La forme de l'arête de coupe (partie coupante) est représentée par l'angle de calage β, qui est l'angle entre la face avant et la face arrière de l'arête de coupe. Plus l'angle de calage est grand, plus l'arête du burin est résistante, mais la résistance à la coupe est également plus grande ; plus l'angle de calage est petit, plus l'arête du burin est tranchante. Par conséquent, lors du choix de l'angle de calage, il convient de prendre la valeur la plus petite possible tout en garantissant une résistance suffisante. Lors du burinage de matériaux durs, l'angle de calage doit être plus grand, et lors du burinage de matériaux tendres, l'angle de calage doit être plus petit.
Pour le burinage de matériaux durs tels que l'acier ou la fonte, l'angle de calage est généralement de 60° à 70° ; pour les matériaux de dureté moyenne, l'angle de calage est de 50° à 60° ; pour les matériaux tendres tels que le cuivre ou l'aluminium, l'angle de calage est de 30° à 50°.
L'angle entre la face arrière du ciseau et le plan de coupe est appelé angle arrière. La taille de l'angle arrière est déterminée par la position dans laquelle le ciseau est tenu. L'objectif de l'angle arrière est de réduire la friction entre la face arrière et la surface de coupe, et de faciliter la pénétration du ciseau dans le matériau. L'angle du dos est généralement déterminé par l'expérience, habituellement de 5° à 8°. S'il est trop petit, il risque de glisser ; s'il est trop grand, il risque de couper trop profondément, comme le montre la figure 11.
La dureté du tranchant du ciseau doit être supérieure à celle de la pièce à couper. Plus le tranchant du ciseau est dur, tranchant et moins il a tendance à s'incurver, mieux c'est. Toutefois, si la dureté est trop élevée, le tranchant du burin risque de devenir cassant et de s'écailler facilement, voire de faire voler des fragments et de blesser quelqu'un. C'est pourquoi la dureté du ciseau doit être appropriée.
Les burins sont généralement forgés à partir d'acier à outils T7A et soumis à un traitement thermique. Le traitement thermique des burins comprend des processus de trempe et de revenu. Les burins trempés à "chaleur jaune" ont une dureté plus élevée mais une ténacité plus faible ; ceux trempés à "chaleur bleue" ont une dureté plus faible mais une ténacité plus élevée. En général, on utilise une dureté entre les deux - trempé à une "chaleur jaune d'or".
La méthode spécifique est la suivante : Chauffer la partie coupante du burin, d'une longueur d'environ 20 mm, dans un four à 750-800 °C (couleur rouge cerise), puis la retirer rapidement et placer le burin verticalement dans de l'eau froide pour le refroidir (profondeur d'immersion de 5-6 mm) afin d'achever le processus de trempe.
Lors du refroidissement du burin dans l'eau, il convient de le balancer doucement à la surface de l'eau. Cela permet d'accélérer le refroidissement, d'augmenter la dureté de la trempe, d'empêcher la formation d'une limite nette entre les parties trempées et non trempées afin d'éviter la rupture du burin à cet endroit, d'éliminer les bulles d'air qui adhèrent à la surface du burin et d'empêcher la formation de zones molles pendant la trempe. Après la trempe, le burin doit également être trempé, ce qui se fait en utilisant sa propre chaleur résiduelle.
Lorsque la partie du burin trempé au-dessus de la surface de l'eau devient noire, retirez-le de l'eau, essuyez la couche d'oxyde et observez le changement de couleur du bord du burin. Pour les ciseaux larges, lorsque la partie du tranchant devient violette (entre le rouge violacé et le bleu foncé) et pour les ciseaux étroits, lorsque la partie du tranchant devient rouge brunâtre (entre le brun jaunâtre et le rouge), immergez à nouveau le ciseau dans l'eau pour qu'il refroidisse. Le processus de trempe et de revenu du ciseau est alors terminé.
Le moment choisi pour immerger complètement le ciseau dans l'eau froide influe grandement sur la dureté du tranchant. S'il est trop tôt, le tranchant devient trop fragile ; s'il est trop tard, le tranchant devient trop mou. Seule une pratique continue permet d'obtenir la dureté idéale du ciseau. En hiver, il convient d'utiliser de l'eau chaude pour la trempe, sinon le tranchant risque de se briser facilement.
Lors de l'affûtage du ciseau, il faut s'assurer que les faces avant et arrière sont lisses et planes, que l'angle de calage est correct et qu'il est bien aiguisé. Si nécessaire, après l'avoir affûté sur une meule, il doit être affûté sur une pierre à aiguiser. Pendant l'affûtage, il est important de refroidir continuellement avec de l'eau pour éviter le recuit dû aux températures élevées.
Il existe plusieurs types de burins, notamment les burins plats, les burins à pointe et les burins à rainure d'huile, comme le montre la figure 12.
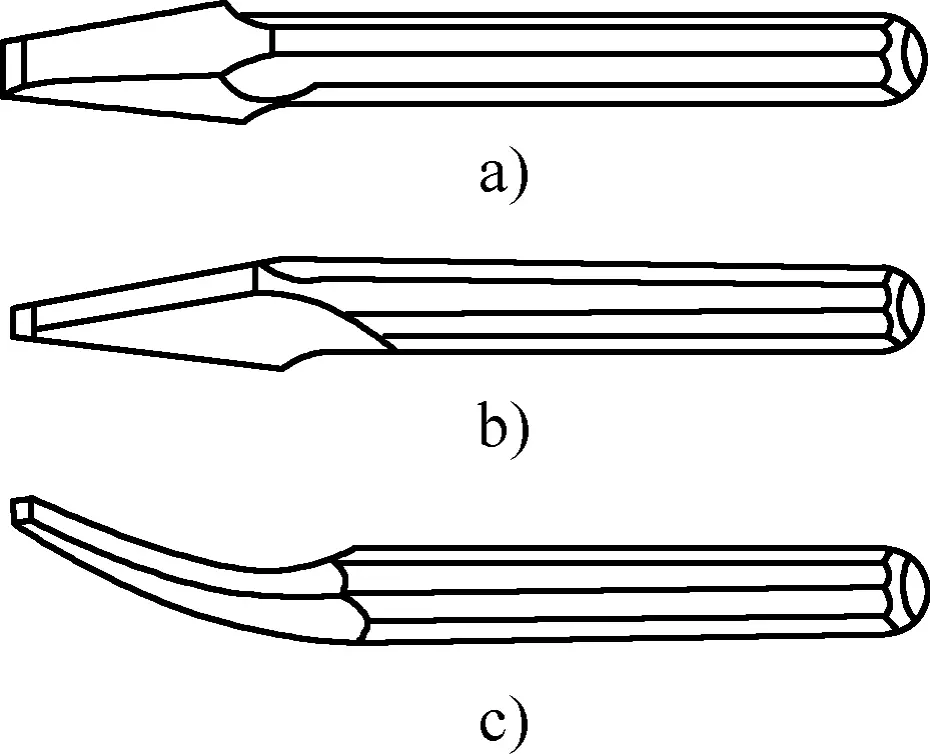
a) Ciseau plat
b) Ciseau à pointe
c) Ciseau à huile
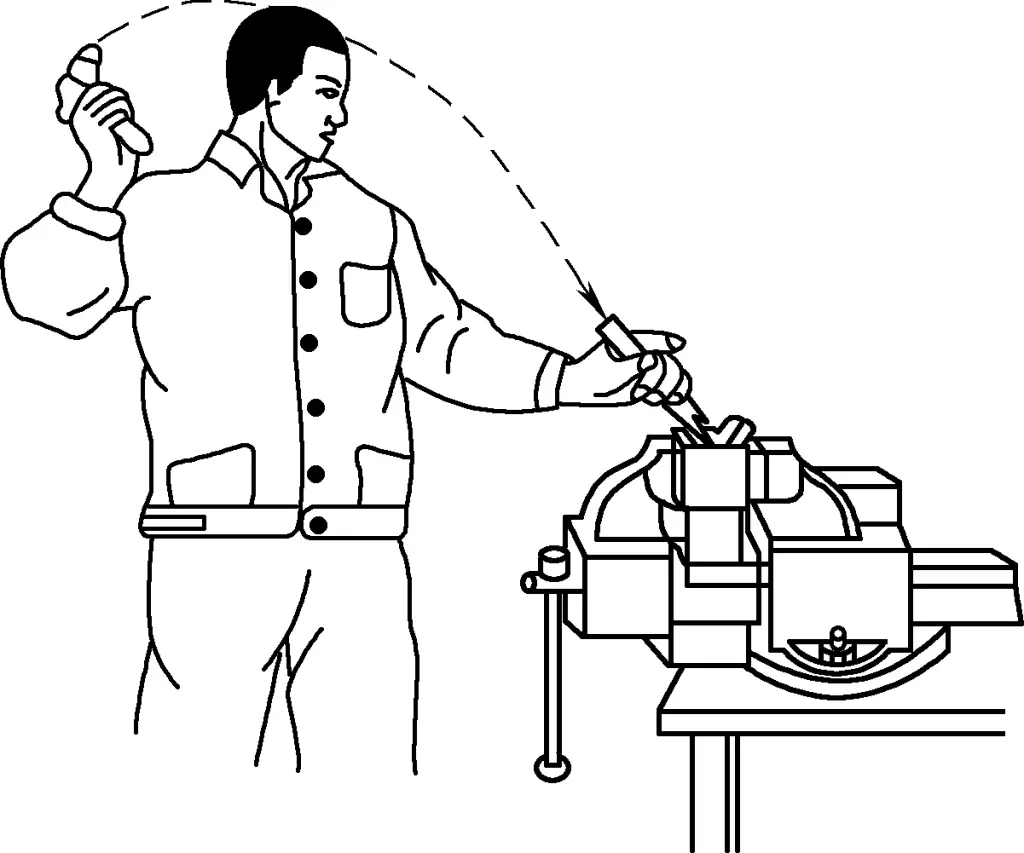
Lors du burinage, les yeux doivent se concentrer sur le bord du burin. Les débutants regardent souvent le manche du marteau ou du burin, ce qui n'est pas correct. Lorsque l'on balance le marteau, le bras doit être détendu et l'on doit apprendre à utiliser la force du poignet. L'angle entre le ciseau et la pièce doit être approprié ; si le ciseau est trop incliné, il coupera trop profondément ; s'il est trop peu incliné, il ne pourra pas couper et risque de glisser. La méthode de burinage correcte est illustrée à la figure 13.
Lorsque vous utilisez un ciseau plat, il est plus facile de commencer par l'angle vif. Lorsque vous approchez de la fin de la coupe, veillez à ce que l'extrémité de la pièce ne se fissure pas. En général, à environ 10 mm de la fin, vous pouvez faire demi-tour et ciseler la partie restante dans l'autre sens.
Lors du burinage d'une surface plane étroite, le bord du burin peut être incliné dans le sens de la progression pour faciliter la coupe. Lors du burinage d'une surface plane plus large, il est généralement plus efficace d'utiliser d'abord un burin étroit (à pointe) pour créer une rainure, puis d'utiliser un burin plat pour enlever le matériau restant.
Avant de procéder au ciselage, il faut d'abord affûter avec précision la partie coupante du ciseau à rainure d'huile en fonction de la forme de la face frontale de la rainure d'huile indiquée dans le dessin. Lors du ciselage, l'angle d'inclinaison du ciseau doit varier en fonction de la surface courbe afin de garantir que la rainure d'huile ciselée est lisse et d'une profondeur constante. Des ajustements peuvent être nécessaires et, après le ciselage, toute bavure sur les bords de la rainure doit être lissée.
Comme le montre la figure 14, lors du burinage d'une tôle fine, la ligne de coupe de la pièce doit être au même niveau que les mâchoires de l'étau. Serrez fermement la pièce et utilisez un ciseau plat le long de la mâchoire de l'étau à un angle (environ 45°) par rapport à la surface de la tôle. L'épaisseur de la tôle à ciseler ne doit pas être trop importante, généralement inférieure à 4 mm.
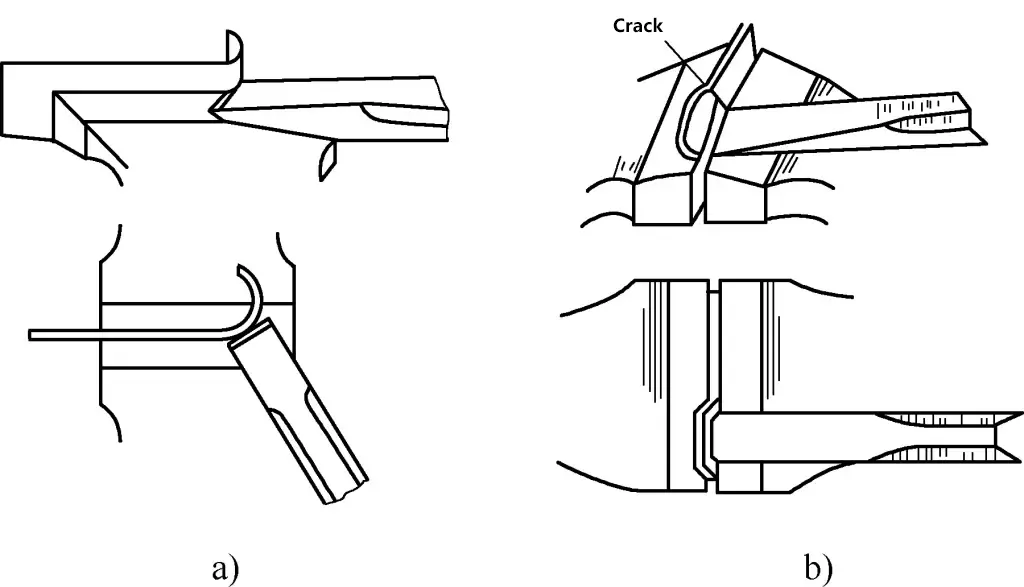
a) Correct
b) Incorrect
Lorsque vous coupez des tôles de grande taille sur une enclume, placez un tampon de fer doux sous l'enclume pour éviter d'endommager le tranchant du ciseau.
Pour ciseler une tôle courbée, on commence généralement par percer une série de trous très rapprochés le long de la ligne de contour, puis on la coupe progressivement avec un ciseau plat.
Tableau 3 Types de défauts dans les surfaces planes ciselées et leurs causes
| Type de défaut | Causes |
| Surface rugueuse | 1. Le tranchant du ciseau est ébréché ou courbé et n'est pas tranchant. 2. Frappe irrégulière du marteau 3. La tête du ciseau a été martelée à plat, ce qui entraîne un changement constant de la direction de la force |
| Surface irrégulière | 1. L'angle arrière est trop important dans une certaine section pendant le ciselage, ce qui rend la surface ciselée concave. 2. L'angle arrière est trop faible dans une certaine section pendant le ciselage, ce qui entraîne une convexité de la surface ciselée. |
| Surface avec stries | 1. La main gauche n'a pas positionné et tenu le ciseau correctement, ce qui a entraîné l'inclinaison du bord du ciseau et l'enfoncement de l'angle du bord lors de la reprise du ciselage. 2. Le tranchant du ciseau a été rendu concave au milieu lors de l'affûtage. |
| Ébréchure et effondrement des coins | 1. Ne pas retourner le ciseau lorsqu'il arrive en bout de course, ce qui provoque l'écaillage des bords. 2. Une coupe trop importante entraîne l'effondrement de l'angle |
| Imprécision dimensionnelle | 1. Dimensions imprécises au début du ciselage 2. Absence de mesures et d'inspections en temps utile |
L'utilisation d'une lime pour enlever l'excès de métal de la surface d'une pièce afin d'obtenir les dimensions, la forme et la rugosité de surface requises, telles que spécifiées dans le dessin, est appelée limage. Il peut être utilisé pour l'usinage fin des pièces après le ciselage ou le sciage. Elle convient à l'usinage des surfaces planes et courbes.
Le limage est une méthode de traitement manuel relativement fine, avec une précision pouvant atteindre 0,01 mm et une rugosité de surface pouvant aller jusqu'à Ra0,8μm. Le limage est l'une des principales méthodes d'exploitation dans le travail d'ajusteur, une compétence de base pour les ajusteurs, et est fréquemment utilisé dans la production.
Les limes sont fabriquées en acier à outils à haute teneur en carbone T12 ou T13 et sont trempées, généralement avec une dureté de 62-67HRC. Les dents des limes peuvent être à simple ou à double coupe.
Les limes à coupe unique ont des dents dans une seule direction et sont généralement utilisées pour limer des métaux tendres tels que l'aluminium et l'étain, ou pour des surfaces nécessitant une finition plus lisse.
Les limes à double tranchant ont des dents disposées dans deux directions qui se croisent. Selon le processus de fabrication, les dents les moins profondes coupées en premier sont les dents inférieures, qui forment un angle de 55° avec l'axe de la lime ; les dents les plus profondes coupées plus tard sont les dents supérieures, qui forment un angle de 75° avec l'axe de la lime. En raison des angles différents des dents inférieures et supérieures, les marques de la lime ne se chevauchent pas pendant le limage, ce qui permet d'obtenir une surface plus lisse.
Si les angles des dents inférieures et supérieures étaient identiques, les dents de la lime s'aligneraient le long de l'axe de la lime sans s'échelonner, ce qui entraînerait des rainures sur la surface limée et une finition plus rugueuse. La finesse des dents de la lime est exprimée par la taille de l'espacement entre les dents. Les degrés de finesse sont classés comme suit :
Utilisée pour les limes grossières, avec un espacement des dents de 2,3-0,83 mm.
Utilisée pour les limes moyennes, avec un espacement des dents de 0,77-0,42 mm.
Utilisée pour les limes fines, avec un espacement des dents de 0,33-0,25 mm.
Utilisée pour les limes extra-fines, avec un espacement des dents de 0,25-0,20 mm.
Utilisée pour les limes superfines, avec un espacement des dents de 0,20-0,16 mm.
Le choix de la grosseur de la lime dépend généralement de la surépaisseur d'usinage de la pièce, de la précision requise et de la dureté du matériau. Les limes grossières ont des espaces de copeaux plus importants et conviennent généralement au limage des matériaux tendres, ainsi qu'aux pièces présentant des surépaisseurs d'usinage plus importantes ou des exigences moindres en matière de précision et de rugosité de surface. Les limes fines sont l'inverse.
Lorsque l'on utilise des limes fines sur des matériaux tendres, les copeaux peuvent facilement obstruer la lime, ce qui non seulement raye la surface de la pièce, mais peut également rendre la lime inutilisable dans les cas les plus graves. Par conséquent, les limes fines ne conviennent pas pour limer les métaux tendres.
Pour prolonger la durée de vie des limes, ne pas utiliser de nouvelles limes sur des métaux durs ; ne pas utiliser de limes sur des pièces trempées ; pour les pièces forgées avec une peau dure ou les pièces coulées avec du sable, les enlever d'abord avant d'utiliser une lime semi-affûtée ; utiliser d'abord un côté d'une nouvelle lime, et lorsqu'elle devient émoussée, utiliser l'autre côté ; éviter d'utiliser les limes à des vitesses excessives pour éviter l'usure prématurée.
Les limes doivent être nettoyées régulièrement à l'aide d'une brosse métallique en laiton afin d'éliminer les copeaux des dents. Elles doivent également être tenues à l'écart de l'eau et de l'huile pour éviter qu'elles ne rouillent et ne glissent. Lorsqu'elles ne sont pas utilisées, les limes doivent être conservées dans un endroit sec.
Le limage par étirement (voir figure 15a) consiste à limer la pièce dans la même direction. Cela permet d'obtenir des marques de limage droites, nettes et attrayantes, qui conviennent au polissage final.
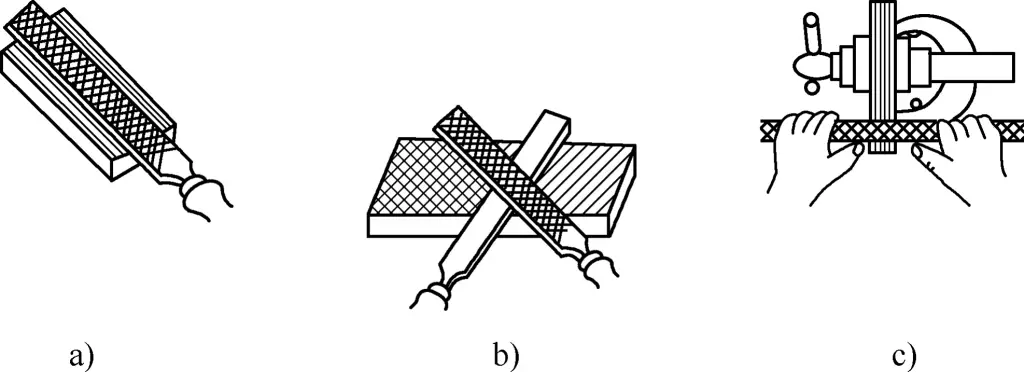
a) Dessiner le classement
b) Classement croisé
c) Classement transversal
Le limage croisé (voir figure 15b) consiste à limer la pièce à partir de deux directions qui se croisent. Pendant le limage, le contact entre la lime et la pièce est plus important, ce qui facilite la stabilité de la lime. Les marques de la lime peuvent également indiquer les points hauts et bas de la surface, ce qui facilite l'obtention d'une surface plane. Passez au limage par étirement lorsque vous avez presque terminé.
Le limage transversal (voir figure 15c) consiste à tenir la lime symétriquement avec les deux mains et à utiliser les pouces pour pousser la lime sur la longueur de la pièce. Cette méthode convient pour limer des surfaces étroites et longues et pour ajuster les dimensions.
Lors du limage de surfaces planes, utilisez une règle métallique ou une règle à lame pour vérifier la planéité. Recherchez de légers écarts dans les directions longitudinale, transversale et diagonale pour identifier les zones irrégulières.
Lors du limage de surfaces planes, en particulier lors de l'utilisation de grosses limes sur de petites surfaces planes, il peut être difficile de maintenir la lime à niveau, ce qui donne souvent un milieu convexe. Dans ce cas, frottez les zones basses avec votre main pour laisser un léger résidu d'huile. Lorsque vous limerez à nouveau, ces zones glisseront et seront moins limées, tandis que les zones convexes seront plus limées, ce qui permettra d'obtenir une surface plane.
Lorsque le limage touche à sa fin, pour obtenir une surface plus lisse, appliquez un peu de poussière de craie sur les dents de la lime fine utilisée pour la finition. La poussière de craie remplit les espaces entre les dents de la lime, ce qui réduit la profondeur de coupe et permet d'obtenir une surface plus lisse et plus régulière.
L'opération qui consiste à utiliser un foret pour créer des trous dans des matériaux s'appelle le perçage.
Quel que soit le type de machine, les pièces ne peuvent être assemblées sans trous. Pour assembler deux ou plusieurs pièces, il faut percer plusieurs trous, puis utiliser des vis, des rivets ou d'autres fixations pour les relier. Le perçage joue donc un rôle important dans la production.
Pendant le forage, la pièce reste immobile tandis que le trépan effectue simultanément des mouvements de rotation et de descente, qui sont le mouvement de coupe et le mouvement d'avance dans la pièce. Comme ces deux mouvements sont continus et simultanés, le trépan suit une trajectoire hélicoïdale lorsqu'il perce des trous.
Un foret hélicoïdal est un type de foret couramment utilisé, composé d'une tige, d'un col et d'une partie travaillante, comme le montre la figure 16.
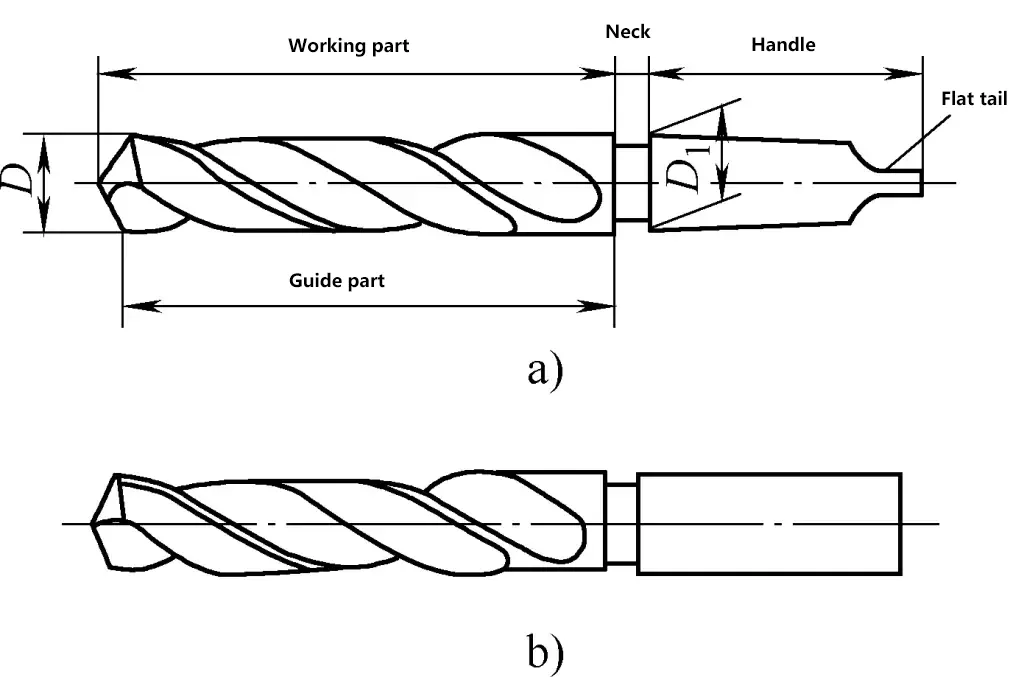
a) Tige conique
b) Tige droite
La partie fonctionnelle d'un foret hélicoïdal peut être divisée en deux parties : la partie coupante et la partie de guidage. La partie coupante effectue le travail de coupe principal et possède deux arêtes de coupe principales, une arête de ciseau, deux faces de râteau et deux faces de flanc. Comme le montre la figure 17, la partie de guidage maintient la direction de forage droite du foret pendant le processus de coupe et sert également d'appui à la partie de coupe.
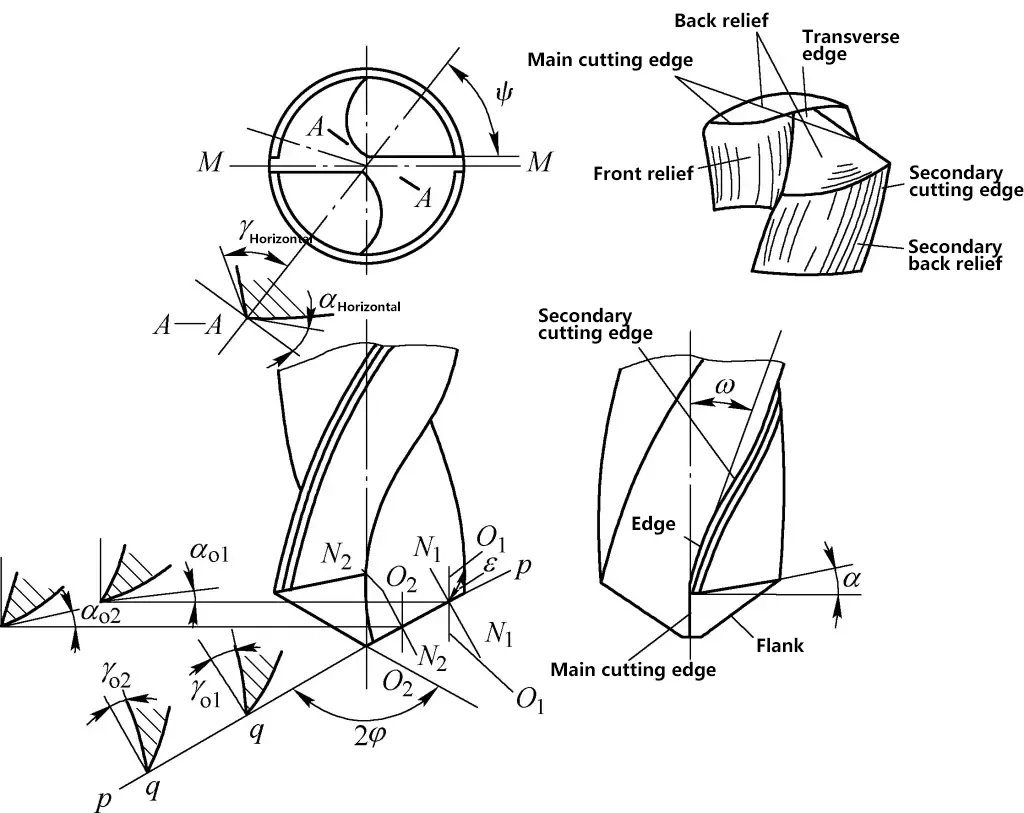
La partie de guidage sert également à lisser la paroi du trou et contribue à l'évacuation des copeaux et à l'acheminement du liquide de coupe. Elle comporte deux goujures en spirale et deux bords étroits en spirale, les surfaces des goujures se croisant pour former deux arêtes (arêtes de coupe secondaires). Le diamètre du foret diminue progressivement de la pointe vers la queue, avec une conicité de 0,05 à 0,10 mm sur une longueur de 10 mm, ce qui réduit la friction entre le foret et la paroi du trou.
La partie solide située le long de l'axe de la section de travail du foret hélicoïdal s'appelle le noyau du foret. Sa fonction est de relier les deux goujures en spirale afin de maintenir la résistance et la rigidité du foret. L'âme du foret s'élargit progressivement de la partie coupante vers la tige.
Le matériau de la partie travaillante du trépan est généralement en acier rapide, trempé à 62-68 HRC.
Comme le montre la figure 17, le plan de coupe pendant le forage est le plan p-p de la figure, et le plan de base est q-q. Les deux plans sont perpendiculaires l'un à l'autre. Les paramètres géométriques du foret hélicoïdal pendant la coupe sont les suivants :
L'angle de pointe est l'angle formé par les projections des deux arêtes de coupe principales du foret sur son plan parallèle M-M, également connu sous le nom d'angle de pointe. L'angle de pointe d'un foret hélicoïdal standard est de 2φ = 118° ± 2°.
Le choix de l'angle de pointe est lié à la nature du matériau. L'angle de la pointe affecte la force de recul sur l'arête de coupe principale ; plus l'angle de la pointe est petit, plus la force d'avance est petite, et en même temps, plus l'angle de l'arête au bord extérieur du foret est grand, ce qui est bénéfique pour la dissipation de la chaleur et l'amélioration de la durée de vie du foret.
Cependant, dans les mêmes conditions, la réduction de l'angle de pointe augmentera le couple de coupe du foret et entraînera des difficultés dans l'évacuation des copeaux et entravera l'entrée du liquide de coupe. En général, un angle de pointe plus important est choisi pour le perçage des matériaux durs par rapport aux matériaux tendres. La sélection des angles de coupe des forets hélicoïdaux est présentée dans le tableau 4.
Tableau 4 Sélection des angles de coupe des forets hélicoïdaux [Unité : (°)]
| Matériau de forage | Angle du point 2φ | Angle de décharge αo | Angle de l'hélice ω |
| Matériaux en acier général | 116~118 | 12~15 | 20~32 |
| Matériaux généraux en acier ductile | 116~118 | 6~9 | 20~32 |
| Alliage d'aluminium (trou profond) | 118~130 | 12 | 32~45 |
| Alliage d'aluminium (trou traversant) | 90~120 | 12 | 17~20 |
| Laiton et bronze doux | 118 | 12~15 | 10~30 |
| Bronze dur | 118 | 5~7 | 10~30 |
| Cuivre et alliages de cuivre | 110~130 | 10~15 | 30~40 |
| Fonte douce | 90~118 | 12~15 | 20~32 |
| Fonte froide (dure) | 118~135 | 5~7 | 20~32 |
| Acier trempé | 118~125 | 12~15 | 20~32 |
| Acier moulé | 118 | 12~15 | 20~32 |
| Acier au manganèse [w(Mn)=7%~13%] | 150 | 10 | 20~32 |
| Acier rapide | 135 | 5~7 | 20~32 |
| Acier au nickel (250~400HBW) | 135~150 | 5~7 | 20~32 |
| Bois | 70 | 12 | 30~40 |
| Caoutchouc dur | 60~90 | 12~15 | 10~20 |
C'est l'angle entre la face du râteau et le plan de base dans le plan orthogonal N1-N1 ou N2-N2 (plan passant par tout point de l'arête de coupe principale et perpendiculaire au plan de coupe et au plan de base), c'est-à-dire γo1, γo2 dans la figure.
L'angle de coupe augmente vers le diamètre extérieur le long de l'arête de coupe principale, pour atteindre 30° sur l'arête extérieure et -30° près de l'arête du ciseau, et -60° sur l'arête du ciseau. Plus l'angle de coupe est grand, plus la coupe est facile, mais plus la résistance de la partie coupante est faible.
L'angle de dépouille est l'angle entre la face du flanc et le plan de coupe dans la section cylindrique O1-O1 ou O2-O2 (αo1, αo2 dans la figure). L'angle de dépouille n'est pas non plus égal en tout point de l'arête de coupe, contrairement à l'angle de coupe, l'angle de dépouille étant le plus petit sur le bord extérieur et le plus grand au centre.
Plus l'angle de dépouille est faible, plus le frottement entre le foret et la surface de coupe de la pièce est important pendant le perçage ; plus l'angle de dépouille est important, plus le foret est tranchant, mais la résistance de l'arête de coupe est affaiblie, ce qui affecte la durée de vie du foret ; il est également sujet aux vibrations pendant le perçage, ce qui entraîne la formation de trous polygonaux.
Lors du perçage de matériaux durs, l'angle de dépouille peut être légèrement plus petit pour garantir la solidité de l'arête de coupe ; lors du perçage de matériaux tendres, l'angle de dépouille peut être légèrement plus grand. Toutefois, lors du perçage de métaux non ferreux, l'angle de dépouille ne doit pas être trop important, sous peine de provoquer un effet de plongée.
L'angle d'hélice est l'angle entre la ligne tangente de la spirale au bord extérieur de l'arête de coupe principale et l'axe du foret, généralement de 18°~30°. Des angles plus petits sont utilisés pour les forets de petit diamètre afin d'améliorer la résistance.
L'angle d'hélice n'est pas constant aux différents diamètres extérieurs du foret, il diminue progressivement du bord extérieur vers le centre. L'angle d'hélice est généralement représenté par la valeur du bord extérieur.
L'angle du tranchant du burin est l'angle entre le tranchant du burin et la section axiale parallèle M-M du tranchant principal. Sa taille est liée à la taille de l'angle de dépouille. Lorsque l'angle de dépouille du foret augmente après le meulage, l'angle de l'arête du burin devient plus petit et, par conséquent, la longueur de l'arête du burin devient plus longue. Par conséquent, lors de l'affûtage d'un foret hélicoïdal, l'angle de l'arête du burin peut être utilisé pour juger si l'angle de dépouille près du noyau du foret est correctement affûté. L'angle de l'arête du burin d'un foret hélicoïdal standard est de ψ = 50°~55°.
L'objectif de l'affûtage des forets est de redonner une forme géométrique correcte aux pièces de coupe émoussées ou endommagées. Lorsque le matériau de la pièce à usiner change, les pièces de coupe et les angles du foret doivent également être affûtés afin de maintenir de bonnes performances de coupe.
La partie coupante du foret a un impact direct sur la qualité et l'efficacité du forage. Des forets de même matériau et de mêmes spécifications peuvent avoir une durée de vie, une efficacité et une précision bien supérieures lorsqu'ils sont affûtés par des travailleurs expérimentés.
Après l'affûtage d'un foret hélicoïdal, vérifiez que l'angle de pointe 2φ est correct, et que la longueur et la hauteur des deux arêtes de coupe sont identiques pour assurer un perçage vertical. Vérifiez si l'angle de dépouille αo au bord extérieur et au centre du foret répond aux exigences. Pendant le meulage, pour éviter la trempe de l'arête de coupe, le foret doit être fréquemment refroidi à l'eau pour maintenir la dureté de la partie coupante.
Pour s'adapter au perçage de différents matériaux et répondre à différentes exigences de perçage, ainsi que pour améliorer les performances du foret, la forme de la partie coupante du foret doit être modifiée. La modification des forets hélicoïdaux est illustrée à la figure 18.
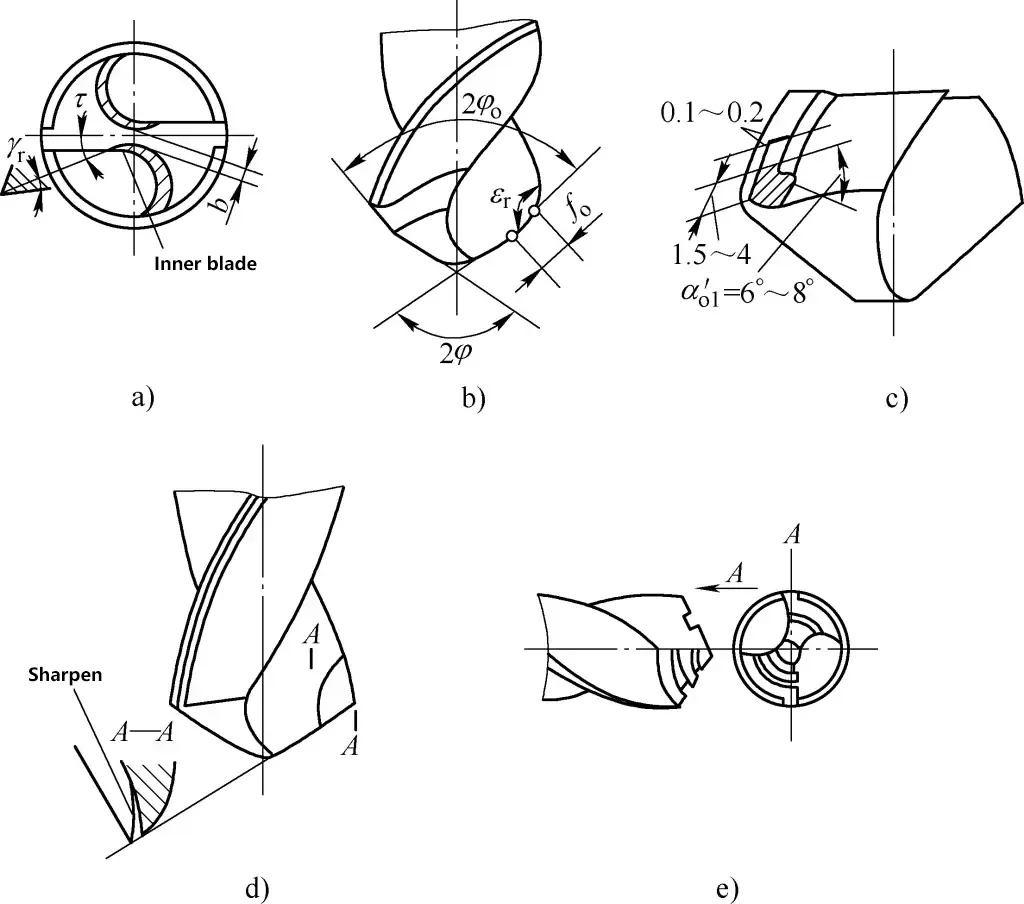
a) Modification du tranchant du ciseau
b) Modification de l'angle du point
c) Modifier le bord
d) Modification de la face d'attaque
e) Création de rainures brise-copeaux
(L'objectif est de raccourcir l'arête du burin et d'augmenter l'angle de coupe près du centre du foret. En général, les forets dont le diamètre est supérieur à 5 mm doivent être meulés. Après l'affûtage, la longueur de l'arête du burin doit être de 1/3 à 1/5 de la longueur d'origine, formant une arête intérieure avec un angle d'inclinaison τ=20°~30°, et un angle de coupe γτ=0°~15° sur le bord intérieur. Après l'affûtage du tranchant du ciseau, les conditions de coupe s'améliorent et le centrage est renforcé.
(Voir figure 18b) En règle générale, l'angle ponctuel 2φo=70°~75°, fo=0,2D (D est le diamètre du trou).
(Voir figure 18c) Sur une section de la marge proche de l'arête de coupe principale, meuler un angle de dégagement secondaire de 6°~8° tout en conservant 1/3 à 1/2 de la largeur initiale de la marge pour réduire le frottement et améliorer la durée de vie du trépan.
(Voir figure 18d) Meuler une partie de la face de coupe à l'intersection des arêtes de coupe principale et secondaire pour réduire l'angle de coupe dans cette zone, améliorer la résistance de l'arête de coupe et empêcher le vagabondage du foret.
(Voir figure 18e) Après le rainurage, les copeaux larges deviennent plus étroits, ce qui facilite l'évacuation des copeaux.
Au cours du processus de coupe, les forets génèrent une grande quantité de chaleur, ce qui peut facilement provoquer un recuit de l'arête de coupe, entraînant de graves dommages et une perte de capacité de coupe. Lors du forage, pour réduire la température de coupe, augmenter les performances de lubrification, améliorer la durée de vie du trépan, la qualité du trou et l'efficacité, il convient de sélectionner le fluide de coupe approprié en fonction des propriétés du matériau de la pièce à usiner.
Le liquide de coupe doit être appliqué en continu à partir du moment où le foret pénètre dans le métal. Sauf pour le perçage de la fonte et des trous de petit diamètre, le liquide de coupe doit généralement être utilisé pour tous les autres matériaux. Lorsque l'on utilise du liquide de coupe, il faut l'appliquer à l'intérieur du trou, là où se produit l'action de coupe. Se reporter au tableau 5 pour le choix du fluide de coupe lors du perçage.
Tableau 5 Sélection du fluide de coupe pour le forage
| Matériau de la pièce à percer | Fluide de coupe |
| Acier au carbone, acier moulé, fonte malléable | 3%~5% émulsion ou huile de machine |
| Acier allié | Huile de coupe sulfurisée ou émulsion 3%~5% |
| Fonte générale | Pas de liquide de coupe |
| Fonte réfrigérée | Kérosène |
| Laiton et bronze | Pas de liquide de coupe ou d'émulsion 5%~8% |
| Aluminium et alliages d'aluminium | Pas de liquide de coupe ou d'émulsion |
| Caoutchouc dur, bakélite, carton | Pas de liquide de coupe |
| Alliage de magnésium | 4% eau salée |
| Acier inoxydable | 3% savon plus 2% huile de lin solution aqueuse ou liquide de coupe sulfurisé |
| Acier à outils | 3%~5% émulsion ou huile de machine |
1) Éléments de coupe
① Vitesse de coupe v.
La vitesse linéaire d'un point situé sur le diamètre extérieur du trépan en rotation est appelée vitesse de coupe (vitesse du mouvement primaire). Elle peut être calculée à l'aide de la formule suivante :
v=πDn/1000
Où ?
Sur la base de la formule ci-dessus, nous pouvons dériver :
n=1000v/(πD)=318.3v/D
② Vitesse d'avance f.
La distance parcourue par le foret à chaque tour est appelée vitesse d'avance, mesurée en mm/r.
2) Sélection des paramètres de coupe
Les paramètres de coupe font référence à la vitesse de coupe et à l'avance. La vitesse de coupe est liée aux propriétés du matériau de la pièce, au diamètre du foret, au matériau du foret, à la vitesse d'avance et au lubrifiant de refroidissement. Des vitesses de coupe plus élevées augmentent l'efficacité mais doivent être adaptées.
Des vitesses de coupe excessives peuvent provoquer une augmentation de la température du foret, entraînant un recuit et un endommagement de l'arête de coupe. La vitesse d'avance doit également être appropriée et choisie en fonction de facteurs tels que les propriétés du matériau de la pièce. Si la vitesse d'avance est trop élevée, l'arête de coupe peut être endommagée ou le foret peut se casser.
Les paramètres de coupe pour le perçage sont souvent choisis en fonction de l'expérience. En général, pour les petits trous, il convient d'utiliser des vitesses plus élevées et des vitesses d'avance plus faibles ; pour les grands trous, il convient d'utiliser des vitesses d'avance plus élevées. Pour les matériaux durs, utilisez des vitesses plus lentes et des vitesses d'avance plus faibles ; pour les matériaux tendres, utilisez des vitesses plus élevées et des vitesses d'avance plus importantes. Lors de l'utilisation de petits forets sur des matériaux durs, il peut être judicieux de réduire la vitesse. Voir le tableau 6 pour la sélection des paramètres de coupe pour le perçage.
Tableau 6 Vitesses de coupe et vitesses d'avance des forets à grande vitesse pour le perçage de l'acier au carbone (avec fluide de coupe)
| Vitesse d'avance f/(mm/r) | Diamètre de perçage d/mm | ||||||||||
| 2 | 4 | 6 | 10 | 14 | 20 | 24 | 30 | 40 | 50 | 60 | |
| Vitesse de coupe v/(m/min) | |||||||||||
| 0.05 | 46 | - | - | - | - | - | - | - | - | - | - |
| 0.08 | 32 | - | - | - | - | - | - | - | - | - | - |
| 0.10 | 26 | 42 | 49 | - | - | - | - | - | - | - | - |
| 0.12 | 23 | 36 | 43 | - | - | - | - | - | - | - | - |
| 0.15 | - | 31 | 36 | 38 | - | - | - | - | - | - | - |
| 0.18 | - | 26 | 31 | 35 | - | - | - | - | - | - | - |
| 0.20 | - | - | 28 | 33 | 38 | - | - | - | - | - | - |
| 0.25 | - | - | - | 30 | 34 | 35 | 37 | - | - | - | - |
| 0.30 | - | - | - | 27 | 31 | 31 | 34 | 33 | - | - | - |
| 0.35 | - | - | - | - | 28 | 29 | 31 | 30 | - | - | - |
| 0.40 | - | - | - | - | 26 | 27 | 29 | 29 | 30 | 30 | - |
| 0.45 | - | - | - | - | - | 26 | 27 | 27 | 28 | 29 | 27 |
| 0.50 | - | - | - | - | - | - | 26 | 26 | 26 | 27 | 26 |
| 0.60 | - | - | - | - | - | - | - | 24 | 24 | 25 | 25 |
| 0.70 | - | - | - | - | - | - | - | - | 23 | 23 | 23 |
| 0.80 | - | - | - | - | - | - | - | - | - | 21 | 22 |
| 0.90 | - | - | - | - | - | - | - | - | - | - | 21 |
L'utilisation d'un alésoir pour agrandir les trous existants dans les pièces s'appelle l'alésage. L'objectif de l'alésage est de réduire l'impact d'un traitement unique et d'améliorer la précision du trou traité. L'alésage est généralement utilisé comme préparation à l'alésage.
En général, pour les trous d'un diamètre D>30mm, il faut d'abord percer avec un foret de 0,5~0,7mm plus petit que le diamètre du trou, puis aléser. Pour les trous ayant des exigences plus élevées, l'alésage peut être effectué deux fois pour améliorer la qualité.
La structure d'un alésoir est similaire à celle d'un foret hélicoïdal, ce qui équivaut à aplatir l'extrémité d'un foret hélicoïdal (en supprimant l'arête du ciseau). Les alésoirs ont généralement 3 ou 4 arêtes de coupe, ce qui leur permet d'avoir un meilleur guidage, de garantir une direction d'alésage correcte et d'obtenir des valeurs de rugosité de surface plus faibles, comme le montre la figure 19.

L'utilisation de la méthode de fraisage pour usiner des fraises à fond plat ou conique (ou des bossages) s'appelle le fraisage. Les principaux outils utilisés pour le lamage sont les lamages cylindriques, les lamages coniques et les fraises à surfacer, comme le montre la figure 20.
a) Fraise conique
b) Contre-trou cylindrique
c) Fraise à surfacer
L'arête de coupe de sa face frontale joue le rôle principal de coupe. L'angle de coupe et l'angle d'hélice du lamage sont identiques, généralement de 15°, et l'angle de dépouille est généralement de 8°. L'arête de coupe du cercle extérieur sert à polir la paroi du trou, avec un angle de dépouille secondaire généralement de 8°. L'extrémité avant du lamage est un pilier de guidage qui peut assurer le centrage et le guidage.
Un lamage cylindrique plus couramment utilisé possède des arêtes de coupe en carbure cémenté et le pilier de guidage peut tourner par rapport au centre. Comme il n'y a pas de glissement relatif entre le pilier de guidage et la pièce à usiner, il n'endommage pas le trou de la pièce à usiner pendant la coupe.
Son angle conique est de quatre types : 60°, 75°, 90° et 120°, qui peuvent être choisis en fonction des exigences de la pièce, l'angle de 90° étant le plus couramment utilisé. Le grand diamètre d'extrémité du cône est de 12 à 60 mm, et le nombre de dents est généralement de 4 à 12. Les fraises coniques peuvent également être modifiées à partir de forets hélicoïdaux, mais l'effet n'est pas aussi bon que celui des fraises coniques spécialisées.
Les vibrations sont facilement produites lors du fraisage, il convient donc d'y prêter attention lors du traitement : les fraises modifiées à partir de forets hélicoïdaux doivent être aussi courtes que possible et, lors du meulage, il faut veiller à ce que les deux arêtes de coupe soient de longueur égale et d'angles symétriques ; l'angle de dépouille et l'angle de dépouille sur le bord extérieur de la fraise doivent être réduits de manière appropriée.
La vitesse de coupe doit être plus lente que lors du perçage. Des vitesses plus élevées entraînent des vibrations plus importantes. Pour éviter cela, la vitesse de coupe pour le lamage doit être maintenue à 1/3~1/2 de la vitesse de perçage. En général, l'avance manuelle est adoptée, avec un retrait plus lent. Pendant le fonctionnement, de l'huile de machine peut être ajoutée au pilier de guidage et à la surface de coupe pour les lubrifier. Ces mesures permettent de réduire les vibrations et d'améliorer la qualité du chanfreinage.
Pour améliorer la précision des trous et réduire la rugosité de leurs parois, l'utilisation d'un alésoir pour l'usinage fin est appelée alésage. L'alésage est largement utilisé dans les pièces mécaniques. Certains trous nécessitent une grande précision et de faibles valeurs de rugosité de surface, et nombre d'entre eux doivent être traités par des aléseurs. L'alésage permet de garantir plus facilement la précision et a une plus grande efficacité par rapport à d'autres méthodes de traitement. Il est particulièrement adapté au traitement des petits trous et des trous coniques exigeant une grande précision.
Les alésoirs sont divisés en alésoirs mécaniques et alésoirs manuels en fonction de leur méthode d'utilisation, comme le montre la figure 21. Les principales différences entre les alésoirs mécaniques et les alésoirs manuels sont les suivantes : le premier a une partie active plus courte, moins de dents et une tige plus longue ; le second est l'inverse. En fonction de leur utilisation, les alésoirs peuvent être divisés en alésoirs cylindriques et alésoirs coniques. Les alésoirs cylindriques sont également divisés en alésoirs fixes et alésoirs réglables.
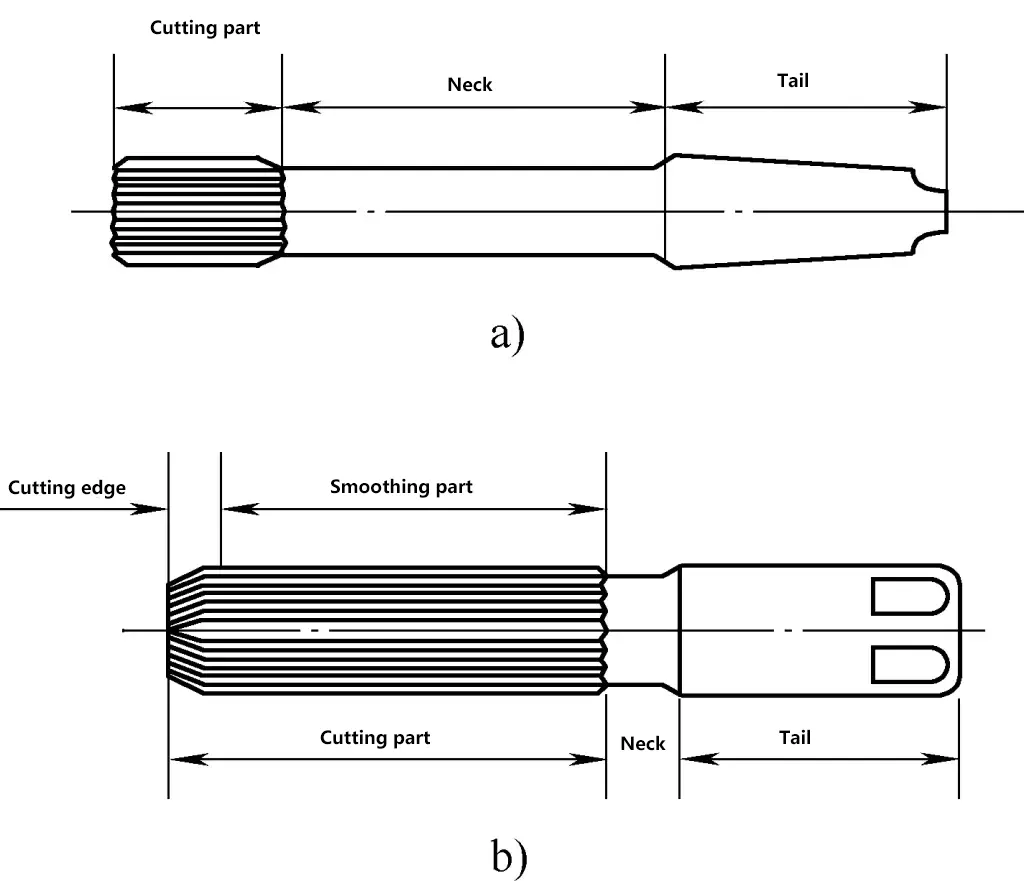
a) Alésoir de machine
b) Alésoir à main
Un alésoir est un outil de coupe à plusieurs arêtes, dont la structure se compose principalement d'une partie coupante, d'un col et d'une queue. Le nombre de dents varie de 4 à 12 en fonction du diamètre de l'alésoir.
La forme du tranchant est en forme de coin. La quantité de coupe étant très faible, l'angle de coupe est de 0°, ce qui lui confère une fonction de raclage. Si une grande précision est requise, l'angle de coupe peut être négatif. L'angle de coupe est généralement compris entre -5° et 0°. L'angle de dépouille ne doit pas être trop grand car il est lié à la résistance de l'arête de coupe (plus l'angle de dépouille est petit, plus la résistance est grande). En général, l'angle de dépouille est de 8° pour l'alésage de matériaux durs et de 5° pour les matériaux fragiles.
Pour une mesure précise, le nombre d'arêtes de coupe est toujours égal, mais réparti de manière irrégulière pour assurer une coupe lisse et stable de l'alésoir et éviter les marques de frottement sur la paroi du trou. Les arêtes de coupe de l'alésoir sont illustrées à la figure 22. La partie de polissage de l'alésoir sert à assurer le centrage de l'alésoir, à polir la paroi du trou et à servir de pièce de rodage. Le haut des dents de l'alésoir comporte une bande de 0,3 à 0,5 mm de large pour aligner la position du trou.
a) Arête de coupe avec angle de coupe de 0
b) Arête coupante avec angle de coupe négatif
Une barre d'alésage est un outil pour l'alésage manuel, le type réglable étant couramment utilisé. Pendant le traitement, la queue de l'alésoir est fermement placée et le tenon carré est serré dans le trou carré de la barre d'alésage. La barre d'alésage est tournée pour faire tourner l'alésoir. Le trou carré de ce type de barre d'alésage est réglable, c'est-à-dire qu'en tournant la poignée mobile, le curseur se déplace d'avant en arrière, élargissant ou rétrécissant le trou carré pour accueillir des têtes carrées d'alésoirs de différentes tailles.
Le processus précédent l'alésage doit laisser une certaine marge d'usinage pour l'alésage. La surépaisseur d'usinage pour l'alésage doit être appropriée pour que la paroi du trou alésé soit lisse. Si la surépaisseur est trop importante, elle peut facilement provoquer l'usure de l'alésoir, affecter la rugosité de la surface et la précision du trou, et peut également donner lieu à une forme polygonale. Il convient donc de laisser une marge raisonnable pour l'alésage.
La taille de la surépaisseur d'alésage est généralement la suivante : Si un alésoir est utilisé pour aléser le trou en une seule passe et que le diamètre du trou est inférieur à 20 mm, la surépaisseur d'alésage est de 0,1~0,2 mm. Si l'alésage grossier et l'alésage fin sont utilisés pour aléser le trou en deux passes, pour des diamètres de trou de 5 à 80 mm, la surépaisseur d'alésage grossier est de 0,25 à 0,5 mm, et la surépaisseur d'alésage fin est de 0,05 à 0,15 mm.
Lorsque l'alésoir fonctionne, il y a beaucoup de friction entre sa face arrière et la paroi du trou, c'est pourquoi il faut utiliser un liquide de coupe pendant l'alésage. Cela permet de réduire les frottements, d'obtenir une rugosité de surface plus faible pour la surface du trou, d'empêcher l'alésoir de se dilater sous l'effet de la chaleur et d'augmenter le diamètre du trou, et de prolonger la durée de vie de l'alésoir. Le fluide de coupe utilisé pour l'alésage est le même que pour le perçage.
On trouve différents types de filets sur toutes les machines. Certains de ces filets sont tournés sur des machines-outils, tandis que d'autres sont formés par roulage. Les filetages de précision peuvent être fraisés sur des centres d'usinage ou même rectifiés sur des machines à rectifier les filets. Outre le traitement mécanique, les monteurs utilisent souvent le taraudage manuel pour les travaux d'assemblage et de maintenance. Le taraudage est généralement adapté à l'usinage de filets ordinaires d'un diamètre relativement faible.
L'utilisation d'un taraud pour traiter les filets intérieurs est appelée taraudage. Avant de présenter le taraudage, nous allons d'abord présenter la structure, les types et les différents éléments des filetages, ainsi que les normes pour les filetages ordinaires que les monteurs rencontrent fréquemment.
Si un triangle rectangle en papier est enroulé autour d'un corps cylindrique, comme le montre la figure 23, où la longueur de l'un des côtés à angle droit (côté AB) du triangle rectangle en papier est égale à la circonférence du cercle de base du corps cylindrique, alors l'hypoténuse (côté AC) forme une courbe à la surface du corps cylindrique. Cette courbe est appelée hélice.
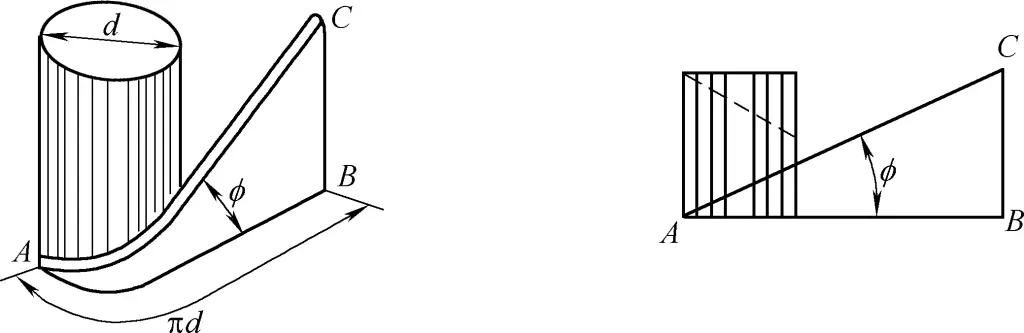
La distance entre le point de départ et le point d'arrivée de l'hélice après une rotation complète (c'est-à-dire la longueur du côté droit BC) est appelée l'avance. L'angle d'élévation de l'hélice (l'angle φ entre le côté droit AB et l'hypoténuse AC) est appelé angle d'hélice (angle d'avance). L'usinage d'une rainure d'une certaine forme le long de l'hélice forme un filet d'une forme spécifique sur la surface cylindrique.
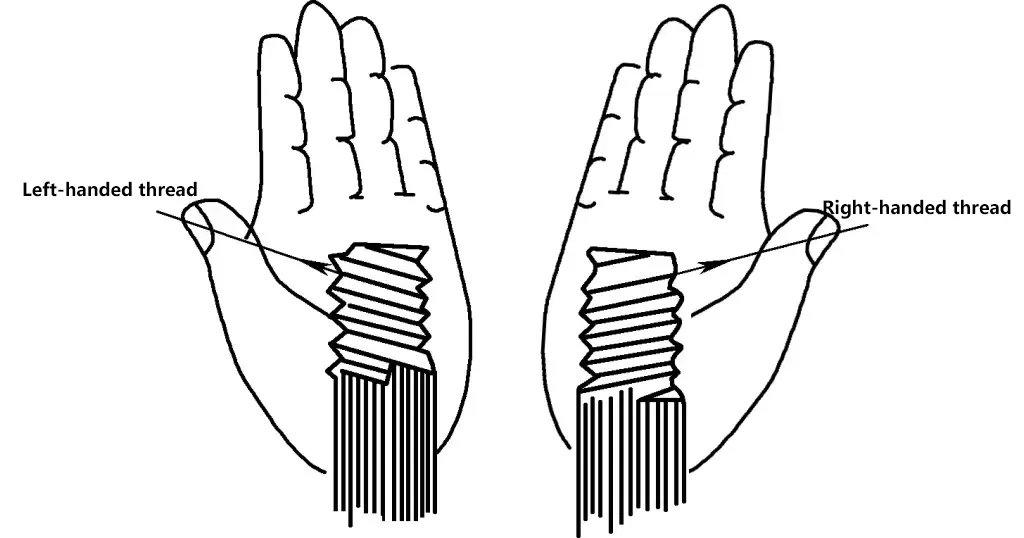
Selon le sens d'enroulement du filet sur la surface cylindrique, les filetages peuvent être classés comme droitiers (filet positif) ou gauchers (filet négatif). Un filet qui s'enroule de gauche à droite est appelé filet à droite et est vissé dans le sens des aiguilles d'une montre ; l'inverse est appelé filet à gauche, comme le montre la figure 24. En fonction des différentes utilisations, le nombre de lignes de filetage sur la surface cylindrique peut être simple, double ou multiple. Plus il y a de lignes de filetage, plus la vitesse de transmission est élevée.
1) Éléments du fil
Les éléments du filetage comprennent la forme du filetage, le diamètre principal, le pas, l'avance, le nombre de départs, la tolérance et le sens de rotation. Les filets sont usinés en fonction de ces éléments.
2) Forme du fil
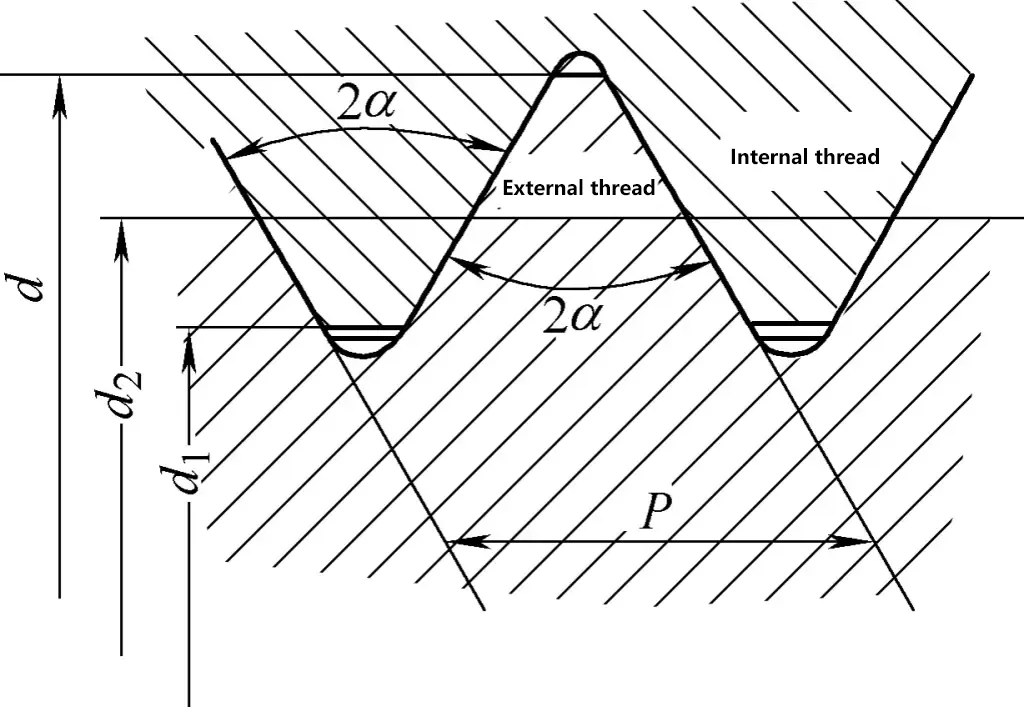
La forme du filet fait référence à la forme de la section axiale du filet, comme le montre la figure 25.
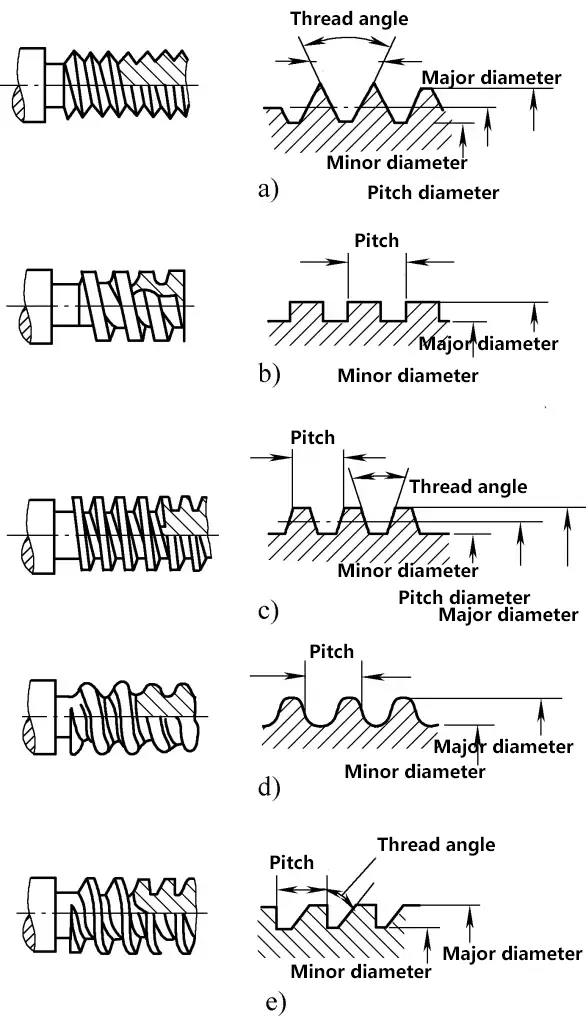
a) Fil conducteur
b) Filet carré
c) Filet trapézoïdal
d) Filet arrondi
e) Filet d'arête
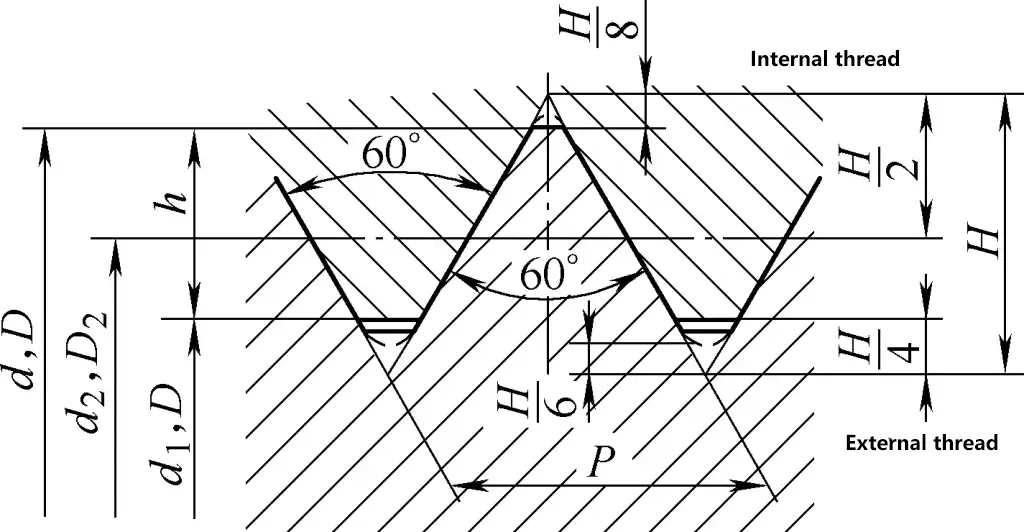
3) Dimensions principales des filets
Si l'on prend l'exemple des filetages communs, les principales dimensions des filetages sont indiquées dans les figures 26 et 27.
1) Gamme d'applications de filetage
2) Désignation des fils
Chaque type de filetage a une désignation standard spécifique.
① Fils ordinaires.
L'angle du filet est de 60° et l'unité de mesure est le mm. Ils sont divisés en filets grossiers et en filets fins, la différence étant que les filets ordinaires fins ont un pas plus petit que les filets ordinaires grossiers de même diamètre principal. La norme GB/T 197-2003 définit les degrés de tolérance des filets comme étant fins, moyens et grossiers. Dans les cas suivants, la classe de tolérance des filets de précision moyenne n'est pas indiquée.
② Filets de tuyauterie.
L'angle du filetage est de 55° ou 60°, et il est représenté par une désignation de taille. Par exemple, Rp3/4 indique un filetage intérieur cylindrique à droite de 55° avec une désignation de taille de 3/4.
③ Désignation des filetages standard.
Selon les normes nationales, les désignations de filets standard comprennent le code des caractéristiques du filet, la désignation de la taille, la désignation de la classe de tolérance, la désignation du sens du filet et la désignation de la longueur d'engagement du filet. Le tableau 7 présente des exemples de désignations et de notations de filets standard.
Tableau 7 Désignations des filetages standard et exemples de notation
| Type de fil | Code de la caractéristique | Exemple de désignation | Exemple de description |
| Filet ordinaire grossier | M | M10 | Filet ordinaire grossier, diamètre nominal 10mm, classe de tolérance 6g |
| Fil fin ordinaire | M | M10×1 | Filet fin ordinaire, diamètre nominal 10mm, pas 1mm, classe de tolérance 6g |
| Filet trapézoïdal | Tr | Tr40×14(P7)LH | Filet trapézoïdal, diamètre nominal 40mm, avance 14mm, pas 7mm, gauche |
| Filet d'arc-boutement | B | B70×10 | Filet à contrefort, diamètre nominal 70 mm, pas de 10 mm |
| Filet intérieur conique 55 | Rc | Rc3/4 | 55° Filet intérieur conique, désignation de la taille 3/4 |
| 55° Filet intérieur cylindrique | Rp | Rp5/8 | 55° Filet intérieur cylindrique, désignation de la taille 5/8 |
| 55° Filet extérieur conique | R | R11 | 55° Filet extérieur conique, désignation de la taille 1 |
Les filetages non standard et les filetages spéciaux (tels que les filetages carrés) n'ont pas de désignation spécifique ; les éléments du filet sont généralement marqués sur le dessin de la pièce (dessin agrandi du profil du filet).
Les filets ordinaires grossiers et fins couramment rencontrés dans les opérations de taraudage de l'ajusteur sont indiqués dans le tableau 8 avec leurs paramètres correspondants.
Tableau 8 Diamètres nominaux et pas des filets ordinaires (unité : mm)
| Diamètre nominal d, D | Pitch P | |
| Grossière | Bien | |
| 3 | 0.5 | 0.35 |
| 4 | 0.7 | 0.5 |
| 5 | 0.8 | 0.5 |
| 6 | 1 | 0.75 |
| 8 | 1.25 | 1, 0.75 |
| 10 | 1.5 | 1.25, 1, 0.75 |
| 12 | 1.75 | 1.5, 1.25, 1 |
| 16 | 2 | 1.5, 1 |
| 20 | 2.5 | 2, 1.5, 1 |
| 24 | 3 | 2, 1.5, 1 |
| 30 | 3.5 | 2, 1.5, 1 |
| 36 | 4 | 3, 2, 1.5 |
| 42 | 4.5 | 3, 2, 1.5 |
| 48 | 5 | 3, 2, 1.5 |
| 56 | 5.5 | 4, 3, 2, 1.5 |
| 64 | 6 | 4, 3, 2, 1.5 |
Pour déterminer les dimensions et les spécifications du filetage, il est nécessaire de mesurer le diamètre principal, le pas et le profil du filetage pour le traitement et l'inspection de la qualité. Les méthodes courantes de mesure des filets sont les suivantes :
Un taraud se compose d'une partie filetée (y compris le chanfrein et la terre), de goujures, d'un col et d'une tige, comme le montre la figure 28. La partie filetée du taraud est fabriquée en acier rapide ou en acier allié et est durcie par traitement thermique.
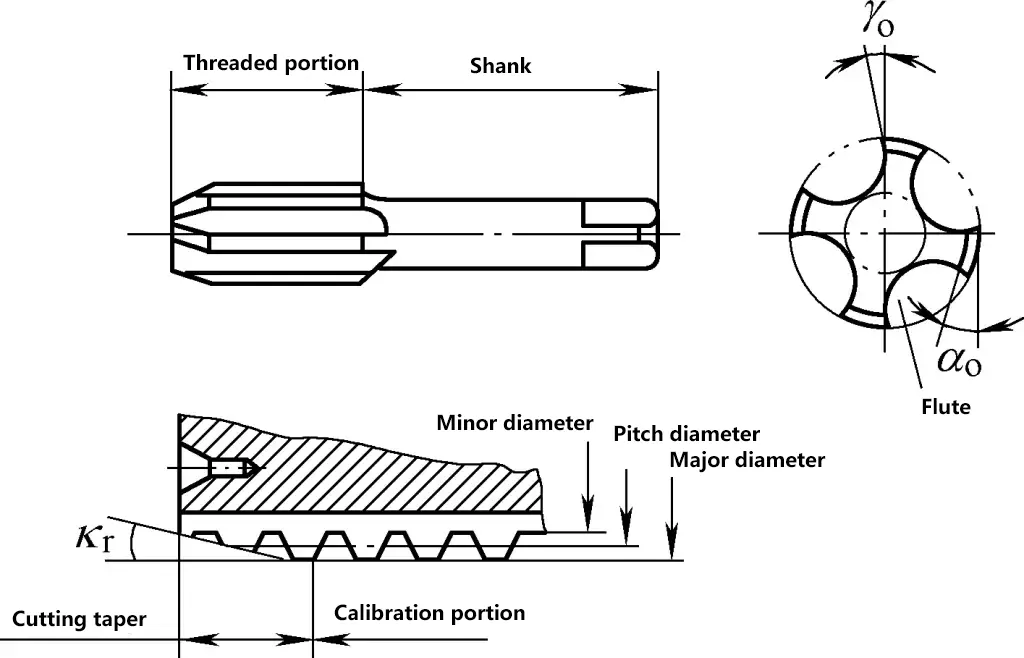
1) Chanfrein
Il s'agit de la partie conique à l'avant du robinet avec des arêtes de coupe tranchantes, servant de section de coupe principale. L'angle d'inclinaison de l'arête de coupe est de 8° à 10°, et l'angle de dépouille est de 4° à 6°.
2) Terrain
Il détermine le diamètre du trou fileté, termine la surface du filet, guide le mouvement axial du taraud et sert de réserve pour le réaffûtage. Son angle de dépouille est de 0°.
3) Flûtes
Ils servent à loger et à enlever les copeaux et à former des arêtes de coupe. Les tarauds courants ont 3 ou 4 goujures.
4) Tige
Sa forme et sa fonction sont les mêmes que celles d'un alésoir manuel.
1) Les robinets à main
Les robinets à main se présentent généralement en jeux de deux ou trois. Si l'on prend l'exemple d'un jeu de tarauds coniques, il peut être divisé en tarauds coniques, tarauds secondaires et tarauds de fond. Chaque taraud a un angle de chanfrein différent, et le diamètre principal de la terre varie également.
① Jeu de robinets en trois parties
Le taraud conique a un angle de chanfrein de 4° à 5°, avec 5 à 7 filets incomplets dans le chanfrein, complétant 60% du travail de coupe total ; le second taraud a un angle de chanfrein de 10° à 15°, avec 3 ou 4 filets incomplets dans le chanfrein, complétant 30% du travail de coupe total.
L'angle de coupe du cône fin est de 18° à 23°, avec 1 ou 2 filets incomplets dans le cône de coupe, réalisant 10% du travail de coupe total. Comme le jeu de tarauds en trois parties coupe les filets en trois passes, le volume de coupe total est divisé en trois parties, ce qui réduit la surface de coupe et la résistance, facilite le filetage et permet d'obtenir des surfaces de filetage plus lisses. Cela permet également d'éviter la rupture du taraud et l'endommagement des arêtes de coupe.
② Jeu de robinets en deux parties
L'angle de coupe du premier cône est de 7°, avec environ 6 filets incomplets ; le deuxième angle de coupe du deuxième cône est de 20°, avec environ 2 filets incomplets.
③ Application
En général, pour les filetages de M6 à M12, un jeu comporte deux tarauds ; pour les filetages inférieurs à M6 et supérieurs à M24, un jeu comporte trois tarauds. En effet, les tarauds pour petits filets sont moins résistants et ont tendance à se casser, c'est pourquoi on en prévoit trois ; les tarauds pour grands filets ont une charge de coupe élevée et nécessitent une coupe progressive en plusieurs passes, c'est pourquoi ils sont également fabriqués en jeux de trois. Les tarauds pour filets standard à pas fin sont livrés par jeux de deux, quelles que soient les spécifications de taille.
2) Tarauds à filets
Ils se divisent en deux catégories : les tarauds à filetage droit et les tarauds à filetage conique. Les tarauds à filetage droit ont une partie active plus courte et sont vendus par deux ; les tarauds à filetage conique sont des pièces uniques, mais les grandes tailles peuvent également être vendues par deux. Les tarauds sont utilisés pour couper les filets sur les raccords de tuyauterie et autres applications similaires.
3) Tarauds mécaniques
Les tarauds machine sont utilisés pour le filetage mécanique. Pour faciliter le serrage, la tige du taraud est plus longue. Généralement, les tarauds machine sont des pièces uniques, ce qui permet d'effectuer le filetage en un seul passage. Ils ont un angle de coupe plus important et sont plus longs, ce qui permet de fileter des trous longs, mais pas des trous peu profonds. Les tarauds machine peuvent également être utilisés pour le filetage manuel.
Lorsque l'on utilise des tarauds à main pour le filetage, il est essentiel d'utiliser une clé à tarauder pour maintenir le taraud. Les clés à tarauder sont divisées en deux catégories : les clés à tarauder ordinaires et les clés à tarauder à poignée en T. Chaque type est ensuite divisé en clés à tarauder fixes et en clés à tarauder réglables. Chaque type est subdivisé en clés à tarauder fixes et en clés à tarauder réglables.
1) Clés à tarauder fixes
Ces clés à tarauder ont des poignées aux deux extrémités et un trou carré au milieu qui s'adapte à une taille de carré de taraud. La taille du trou carré étant fixe, elle ne s'adapte pas à plusieurs tailles de carrés de taraud. Lors de l'utilisation, choisissez différentes spécifications de clés à tarauder en fonction de la taille du taraud.
L'avantage de ce type de clé à tarauder est qu'il est facile à fabriquer. Il suffit de percer un trou dans un morceau de barre de fer et de le limer pour obtenir un trou carré de la taille requise. Elle convient pour les filetages fréquents d'une taille spécifique.
2) Clés de serrage réglables
La taille du trou carré de ce type de clé à tarauder peut être ajustée pour s'adapter à différentes tailles de carrés à tarauder, ce qui la rend très pratique à utiliser.
Les spécifications des clés à tarauder courantes sont indiquées dans le tableau 9.
Tableau 9 Spécifications des clés à tarauder courantes (unité : mm)
| Diamètre du robinet | ≤6 | 8-10 | 12-14 | ≥16 |
| Longueur de la clé à tarauder | 150-200 | 200-250 | 250-300 | 400-450 |
3) Clés de serrage à poignée en T
Ce type de clé à tarauder est généralement utilisé pour les petits tarauds. Lorsqu'il s'agit de fileter près d'une marche ou à l'intérieur d'une boîte, où une clé à tarauder ordinaire pourrait heurter la pièce, on utilise une clé à tarauder à manche en T. Les petites clés à manche en T sont généralement fixes et utilisées pour le taraudage des diamètres M6 et inférieurs. La longueur de la clé à tarauder est déterminée en fonction des exigences de la pièce à travailler.
Lors du taraudage, le taraud a des effets de coupe et d'extrusion sur le métal. Si le diamètre du trou de fond de filet est le même que le diamètre mineur du filet, le métal peut s'accrocher au taraud, ce qui peut l'endommager et le casser.
Par conséquent, le diamètre du foret pour le trou de la racine du filet doit être légèrement supérieur au diamètre mineur du filet. S'il est trop grand, les filets seront insuffisants et il y aura des rebuts. La détermination du diamètre du trou de racine est étroitement liée au matériau et peut être déterminée en se référant aux tableaux 10-12.
Tableau 10 Diamètres des mèches pour les trous de racine à filetage commun avant taraudage (unité : mm)
| Diamètre nominal du filetage d | Pas de vis D | Diamètre du foret | |
| Fonte, bronze, laiton | Acier, fonte malléable, cuivre pur, Stratifié | ||
| 2 | 0.4 | 1.6 | 1.6 |
| 0.25 | 1.75 | 1.75 | |
| 2.5 | 0.45 | 2.05 | 2.05 |
| 0.35 | 2.15 | 2.15 | |
| 3 | 0.5 | 2.5 | 2.5 |
| 0.35 | 2.65 | 2.65 | |
| 4 | 0.7 | 3.3 | 3.3 |
| 0.5 | 3.5 | 3.5 | |
| 5 | 0.8 | 4.1 | 4.2 |
| 0.5 | 4.5 | 4.5 | |
| 6 | 1 | 4.9 | 5 |
| 0.75 | 5.2 | 5.2 | |
| 8 | 1.25 | 6.6 | 6.7 |
| 1 | 6.9 | 7 | |
| 0.75 | 7.1 | 7.2 | |
| 10 | 1.5 | 8.4 | 8.5 |
| 1.25 | 8.6 | 8.7 | |
| 1 | 8.9 | 9 | |
| 0.75 | 9.1 | 9.2 | |
| 12 | 1.75 | 10.1 | 10.2 |
| 1.5 | 10.4 | 10.5 | |
| 1.25 | 10.6 | 10.7 | |
| 1 | 10.9 | 11 | |
| 14 | 2 | 11.8 | 12 |
| 1.5 | 12.4 | 12.5 | |
| 1 | 12.9 | 13 | |
| 16 | 2 | 13.8 | 14 |
| 1.5 | 14.4 | 14.5 | |
| 1 | 14.9 | 15 | |
| 18 | 2.5 | 15.3 | 15.5 |
| 2 | 15.8 | 16 | |
| 1.5 | 16.4 | 16.5 | |
| 1 | 16.9 | 17 | |
| 20 | 2.5 | 17.3 | 17.5 |
| 2 | 17.8 | 18 | |
| 1.5 | 18.4 | 18.5 | |
| 1 | 18.9 | 19 | |
| 22 | 2.5 | 19.3 | 19.5 |
| 2 | 19.8 | 20 | |
| 1.5 | 20.4 | 20.5 | |
| 1 | 20.9 | 21 | |
| 24 | 3 | 20.7 | 21 |
| 2 | 21.8 | 22 | |
| 1.5 | 22.4 | 22.5 | |
| 1 | 22.9 | 23 | |
Tableau 11 Diamètres des mèches pour les trous de racine des filetages droits courants avant taraudage
| Code de taille | Diamètre du foret/mm |
| 1/8 | 8.8 |
| 1/4 | 11.7 |
| 3/8 | 15.2 |
| 1/2 | 18.9 |
| 3/4 | 24.4 |
| 1 | 30.6 |
| 11/4 | 41.6 |
| 11/2 | 45.1 |
Tableau 12 Diamètres des mèches pour les trous de racine des filets de tuyaux coniques à 55°, 60° avant le taraudage
| Filetage de tuyau conique à 55 | Filetage de tuyau conique à 60 | ||||
| Code de taille | Nombre de filets par 25,4 mm n | Diamètre du foret/mm | Code de taille | Nombre de filets par 25,4 mm n | Diamètre du foret/mm |
| 1/8 | 28 | 8.4 | 1/8 | 27 | 8.6 |
| 1/4 | 19 | 11.2 | 1/4 | 18 | 11.1 |
| 3/8 | 19 | 14.7 | 3/8 | 18 | 14.5 |
| 1/2 | 14 | 18.3 | 1/2 | 14 | 17.9 |
| 3/4 | 14 | 23.6 | 3/4 | 14 | 23.2 |
| 1 | 11 | 29.7 | 1 | 11.5 | 29.2 |
| 11/4 | 11 | 38.3 | 11/4 | 11.5 | 37.9 |
| 11/2 | 11 | 44.1 | 11/2 | 11.5 | 43.9 |
| 2 | 11 | 55.8 | 2 | 11.5 | 56 |
1) Choisissez un mandrin de sécurité approprié en fonction du matériau de la pièce, de la profondeur du filetage et de la taille du taraud.
2) Choisir une vitesse de coupe appropriée. En général, les diamètres de tarauds plus petits utilisent des vitesses plus élevées ; les diamètres de tarauds plus grands devraient utiliser des vitesses plus basses ; les pas de filets plus grands devraient utiliser des vitesses plus basses. Les valeurs suivantes peuvent être utilisées comme référence : matériaux généraux 6-15m/min ; acier trempé et revenu ou acier plus dur 5-15m/min ; acier inoxydable 2-7m/min ; fonte 8-10m/min.
3) Lorsque le taraud est sur le point d'entrer dans le trou du fond de filet, avancez lentement pour éviter d'endommager les dents du taraud. Lorsque vous commencez à couper, actionnez manuellement la poignée d'avance, en appliquant une pression régulière pour aider le taraud à pénétrer dans la pièce. Une fois que la partie coupante est complètement engagée, arrêtez d'appliquer la pression et laissez le taraud avancer de lui-même pour éviter de couper des filets défectueux.
4) Lors du taraudage à travers des trous, la partie d'alignement du taraud ne doit pas dépasser complètement, sinon l'inversion du taraud endommagera le filetage.
5) Une fois que le taraud a pénétré dans la pièce, ajoutez continuellement du liquide de coupe et inversez ou rétractez fréquemment le taraud pour éliminer les copeaux.
6) Pour les filetages M16 et plus, envisagez d'utiliser des méthodes de taraudage électrique. Cela permet de réduire le travail manuel et de produire des filetages plus perpendiculaires à la surface du trou, ce qui se traduit par une qualité et une efficacité accrues.
1) Percez le trou de la racine.
Avant de procéder au taraudage, il convient de percer un trou de racine approprié dans la pièce à usiner, conformément aux tableaux 10 à 12.
2) Chanfreinage.
Après le perçage, utilisez une fraise à 90° pour chanfreiner les deux côtés de l'ouverture du trou, en faisant en sorte que le diamètre maximal du chanfrein soit égal au diamètre nominal du filetage. Cela permet au taraud de pénétrer en douceur dans la pièce et empêche les bords du filetage de s'écailler lorsque le taraud sort du trou.
3) Serrer la pièce dans un étau.
En général, les pièces sont serrées dans un étau pour le taraudage, mais les pièces plus petites peuvent être posées à plat, maintenues fermement avec la main gauche, tandis que la main droite utilise le taraud pour le filetage. Veillez à choisir une clé à tarauder appropriée en fonction de la taille du carré de la tige du taraud.
4) Taraudage avec le cône de plomb.
Insérez le taraud dans le trou de la pièce, en veillant à ce que le taraud soit perpendiculaire à la surface de la pièce. Vérifiez et ajustez soigneusement. Lorsque vous commencez à couper le filet, appliquez une pression appropriée avec les deux mains et tournez le taraud dans le sens des aiguilles d'une montre (pour les filetages à droite) dans le trou.
Une fois le tranchant engagé, cessez d'appliquer une pression avec vos mains et utilisez uniquement une force de rotation régulière pour tarauder le filet. Lors du taraudage, appliquez une force équilibrée avec les deux mains et tournez sans à-coups. Après chaque 1/2 à 1 tour, inversez le taraud d'un quart de tour pour briser et éliminer les copeaux, afin d'éviter qu'ils ne s'accumulent dans les goujures, ce qui pourrait endommager ou briser le taraud.
5) Taraudage avec des tarauds intermédiaires et de finition.
Après avoir taraudé avec le taraud conique, utilisez des tarauds intermédiaires et des tarauds de finition pour élargir et finir le filetage.
① Tout d'abord, visser manuellement les tarauds intermédiaires et de finition dans le filetage réalisé par le taraud conique afin d'assurer un guidage correct. Utilisez ensuite une clé à tarauder, en suivant la méthode décrite précédemment, en tournant d'avant en arrière jusqu'à ce que le filetage soit complet.
② Retirez rapidement les copeaux du taraud et du fond du trou. Lors du taraudage de trous profonds, de trous borgnes ou de matériaux en métal ductile, retirer fréquemment le taraud pour enlever les copeaux du taraud et du fond du trou. Cela permet d'éviter que le taraud ne se bloque ou ne se brise dans le trou.
③ Utiliser correctement le liquide de coupe. Pour améliorer la qualité de la surface du filet et assurer une bonne performance de coupe du taraud, se référer au tableau 13 pour sélectionner les fluides de coupe en fonction des différents matériaux et exigences.
Tableau 13 Sélection des fluides de coupe pour le taraudage
| Matériau de la pièce | Fluide de coupe |
| Fonte | Kérosène ou autre liquide de coupe |
| Acier | Eau savonneuse, émulsion, huile de machine, huile de soja, etc. |
| Bronze ou laiton | Huile de colza ou de soja |
| Cuivre pur ou alliage d'aluminium | Kérosène, essence de térébenthine, émulsion concentrée |
Lorsqu'un robinet se brise dans le trou, différentes méthodes peuvent être utilisées pour le retirer, en fonction de la situation.
1) Si une partie du taraud cassé dépasse du trou, elle peut être retirée à l'aide d'une pince ou délicatement arrachée à l'aide d'un ciseau tranchant ou d'un poinçon central, comme le montre la figure 29. Cette méthode convient aux petits robinets qui ne sont pas trop coincés.
Si le robinet cassé est trop serré et ne peut pas être retiré en utilisant la méthode ci-dessus, une tige courbée ou un écrou peut être soudé au gaz sur le dessus du robinet cassé. Ensuite, faites tourner la tige courbée ou utilisez une clé pour tourner l'écrou afin de retirer le robinet cassé, comme le montre la figure 30. Pour les petits robinets cassés, une baguette de soudure peut être rapidement soudé par points au robinet, puis plié et utilisé pour l'extraire.
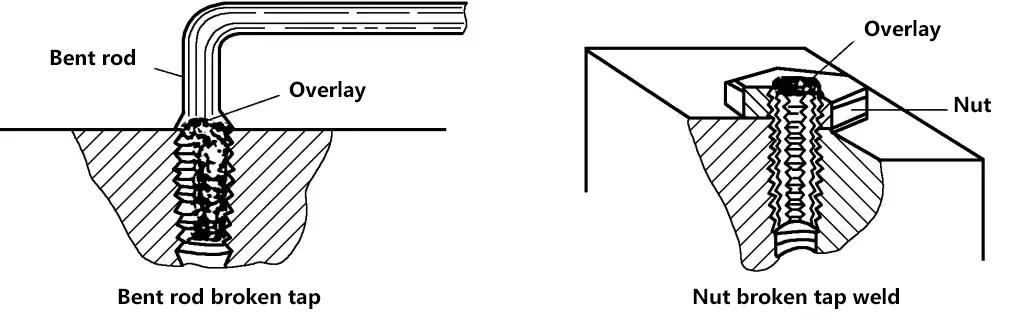
2) Lorsque la partie cassée du taraud se trouve à l'intérieur du trou, deux écrous peuvent être vissés sur l'extrémité carrée du taraud cassé. Insérez ensuite plusieurs morceaux de fil entre les cannelures du robinet et les écrous. Utilisez une clé pour tourner dans le sens inverse des aiguilles d'une montre afin de retirer le taraud cassé, comme le montre la figure 31. Le diamètre du fil dépend de la taille des cannelures du robinet. Lorsque vous utilisez cette méthode pour retirer le taraud cassé, appliquez un lubrifiant tel que de l'huile de graissage.
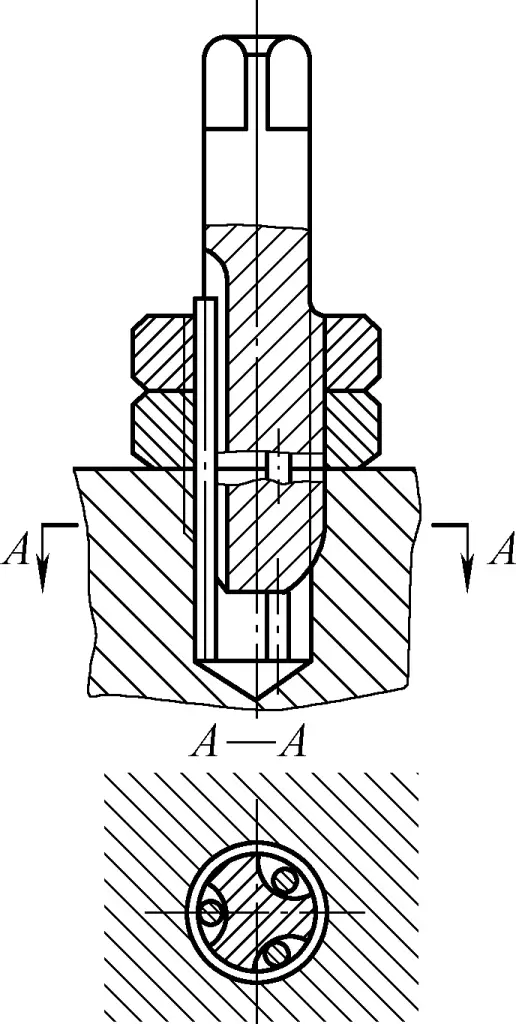
3) Si les méthodes ci-dessus ne permettent pas de retirer le taraud cassé, et si les conditions le permettent, l'usinage par décharge électrique peut être utilisé pour le retirer, bien que cette méthode puisse être limitée par l'équipement et la taille de la pièce à usiner. Il est également possible de recuire le taraud cassé et de le percer, mais cette méthode ne convient que lorsque l'agrandissement du trou fileté est acceptable.
Parfois, les tarauds cassés peuvent être difficiles à retirer, ce qui entraîne le rebut du trou fileté ou de la pièce à usiner. Par conséquent, lors du taraudage, il convient de respecter strictement les procédures et exigences opérationnelles, de travailler avec soin et méticulosité afin d'éviter la rupture du taraud.
Tableau 14 Causes des rebuts lors du taraudage et méthodes de prévention
| Type de ferraille | Causes | Méthodes de prévention |
| Fils croisés | 1. Le diamètre du trou pilote est trop petit, le taraud ne peut pas entrer, ce qui provoque des filets croisés à l'entrée du trou. 2. Après le taraudage avec le taraud conique, le taraud intermédiaire n'est pas aligné correctement, ce qui entraîne un désalignement entre le taraud conique et le taraud intermédiaire. 3. Le trou fileté est fortement incliné et le fait de forcer le taraud ne permet pas de le corriger. 4. Aucun liquide de coupe n'est utilisé lors du taraudage d'acier à faible teneur en carbone et de matériaux présentant une bonne plasticité. 5. Le cône de coupe du taraud est émoussé 1. Vérifier soigneusement l'avant-trou, choisir un foret approprié et agrandir l'avant-trou avant de procéder au taraudage | 2. Tout d'abord, visser manuellement le taraud intermédiaire dans le trou fileté pour aligner le cône et les tarauds intermédiaires. 3. Maintenir l'alignement entre le taraud et le centre du trou pilote, appliquer une force équilibrée avec les deux mains pendant l'opération, et ne pas forcer la correction en cas de déséquilibre important. 4. Utiliser un liquide de coupe 5. Affiner l'angle de dépouille du robinet Trou fileté oblique |
| 1. Le taraud n'est pas perpendiculaire à la surface de la pièce. | 2. Gros trous de sable dans les pièces coulées 3. Force inégale appliquée par les mains lors du tapotement, penché d'un côté 1. Assurez-vous que le taraud est perpendiculaire à la surface de la pièce lorsque vous commencez à couper. | 2. Vérifier le trou pilote avant de tarauder ; si les trous de sable sont trop grands, il n'est pas recommandé de tarauder. 3. Maintenir une force équilibrée avec les deux mains tout au long du processus, éviter de se balancer Hauteur du filet insuffisante |
| Le diamètre du trou pilote est trop grand | Calculer et sélectionner correctement le trou pilote et le diamètre du foret | Tableau 15 Causes de rupture du taraud lors du taraudage et méthodes de prévention |
Causes de rupture
| Méthodes de prévention | 1. Trou pilote trop petit lors du taraudage |
| 1. Calculer et sélectionner correctement le diamètre du trou pilote | 2. Le taraud est trop émoussé, le matériau de la pièce est trop dur |
| 2. Affiner l'angle de dépouille du robinet | 3. La clé à taraud est trop grande, ce qui entraîne un couple élevé ; la sensibilité de la main de l'opérateur est faible, ce qui l'amène souvent à ne pas remarquer que le taraud est coincé et à continuer à tourner, ce qui entraîne la rupture du taraud. |
| 3. Choisir une clé à molette de taille appropriée, prêter attention aux problèmes émergents et les traiter rapidement. | 4. Absence d'évacuation à temps des copeaux des goujures du taraud, en particulier dans le cas de matériaux très ductiles, ce qui entraîne l'obstruction du trou par les copeaux. |
| 4. Inverser le robinet selon les besoins pour briser les copeaux, les enlever rapidement ou retirer le robinet pour nettoyer les copeaux. 5. Aucun liquide de coupe n'est utilisé lors du taraudage de matériaux très ductiles (tels que l'acier inoxydable), ce qui entraîne le grippage de la pièce à usiner et du taraud. | 5. Utiliser un liquide de coupe |
| 6. Le robinet est de travers, ce qui entraîne une force excessive d'un côté. | 6. Utilisez une équerre pour aligner le taraud avant de le tarauder, en veillant à ce qu'il reste perpendiculaire à la pièce. |
| 7. Lors du taraudage de trous borgnes, la pointe du taraud entre en contact avec le fond du trou, mais la rotation se poursuit, ce qui entraîne la rupture du taraud | 7. Marquer la profondeur au préalable, observer la profondeur d'insertion du taraud pendant le taraudage, éviter le contact avec le fond et enlever les copeaux régulièrement |
| IX. Grattage | Le grattage est une méthode de finition qui utilise un grattoir pour enlever une très fine couche de métal de la surface de la pièce. Il s'agit d'une méthode d'usinage qui ne peut être remplacée par d'autres procédés. |
Le grattage est une méthode de finition qui utilise un grattoir pour enlever une très fine couche de métal de la surface de la pièce. Il s'agit d'une méthode d'usinage qui ne peut être remplacée par d'autres procédés.
Lors du grattage, il faut d'abord faire chevaucher la pièce à usiner contre une pièce de référence. Un composé indicateur révèle les points hauts et les points hauts secondaires sur la surface rodée de la pièce. Utilisez ensuite un grattoir pour pousser et enlever ces points de manière répétée. Ce processus de micro-coupage coupe et comprime la structure de la surface de la pièce, augmentant progressivement les points de contact avec la pièce de référence, ce qui permet d'obtenir la forme géométrique correcte de la pièce et un bon ajustement avec la pièce de référence.
Le raclage de la surface permet d'obtenir des piqûres uniformément réparties, ce qui est bénéfique pour le stockage de l'huile de lubrification, offrant ainsi de bonnes conditions de lubrification aux pièces mobiles ; la forme géométrique de la surface du rail de guidage ou de la pièce à usiner peut être raclée en diverses formes spéciales telles que concave ou convexe au milieu, en fonction des exigences d'utilisation réelles. Le raclage permet de répondre à des exigences de précision difficiles à atteindre par un traitement mécanique général et d'éliminer les erreurs ou les défauts de surface laissés par le traitement mécanique général.
Les outils de grattage comprennent les grattoirs et les outils de calibrage.
Les outils d'étalonnage couramment utilisés sont les plaques de surface standard, les règles d'étalonnage et les équerres. Parmi eux, les plaques de surface standard sont disponibles dans différentes spécifications et sont utilisées pour vérifier des surfaces planes plus larges. Lors du choix, sa surface ne doit pas dépasser les 3/4 de la surface grattée. Les différentes équerres doivent être suspendues pour être stockées après utilisation, et les équerres qu'il n'est pas possible de suspendre doivent être placées de manière stable pour éviter toute déformation.
Il existe deux types de grattoirs : les grattoirs plats et les grattoirs courbes. Les racloirs sont généralement forgés en acier à outils T10A ou en acier à roulements GCr15, et le bord de coupe doit être tranchant. Pour le raclage de matériaux durs, des pointes en carbure peuvent également être soudées.
Les grattoirs plats sont divisés en trois types : les grattoirs grossiers, les grattoirs fins et les grattoirs de précision. Après la trempe, les grattoirs doivent être affinés sur une pierre à aiguiser après un meulage grossier sur une meule. Pour les grattoirs bruts, βo est de 90°~92,5°, et le tranchant doit être droit ; pour les grattoirs fins, βo est de 95°, avec le tranchant légèrement incurvé ; pour les racloirs de précision, βo est de 97,5°, avec un rayon de courbure sur l'arête de coupe plus petit que celui des racloirs fins, comme le montre la figure 32.
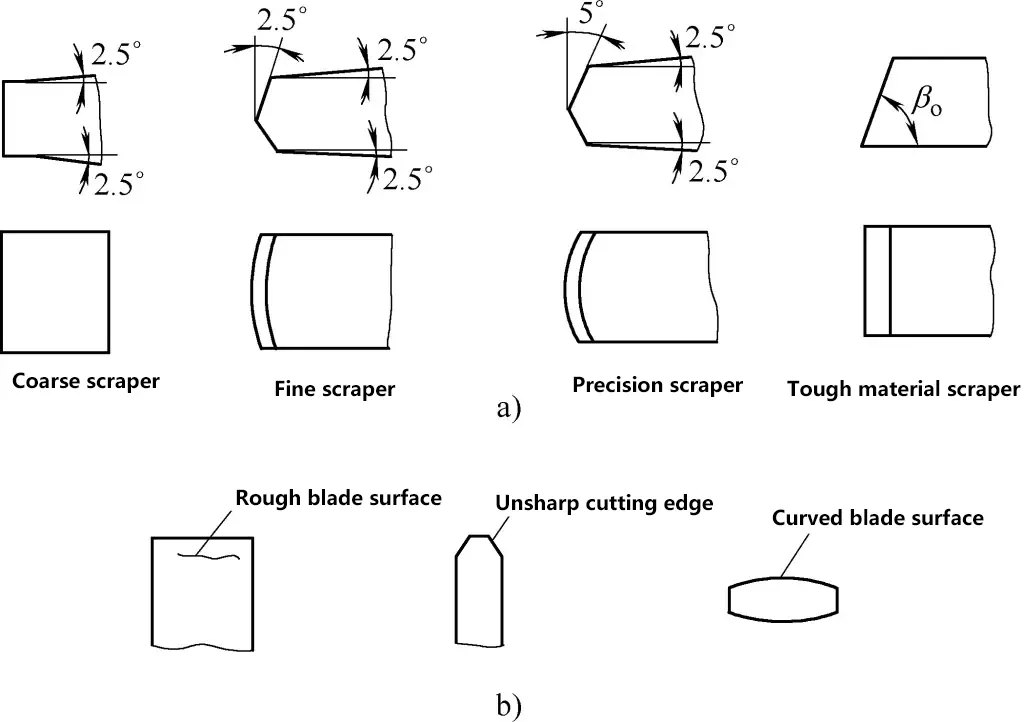
a) Angle de la tête de raclage
b) Forme incorrecte de la tête de raclage
Les racloirs courbes sont principalement utilisés pour racler des surfaces courbes, telles que les trous intérieurs des paliers lisses. Les types les plus courants sont les grattoirs triangulaires et les grattoirs à tête de serpent, comme le montre la figure 33.
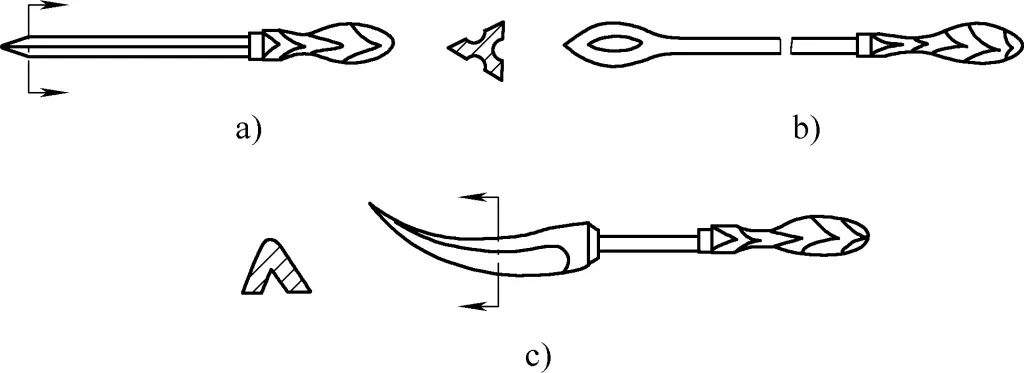
Avant de procéder au grattage, il est nécessaire de déterminer la position et la taille des erreurs dans la pièce. La méthode consiste à appliquer un agent de repérage (poudre de plomb rouge), puis à placer la surface à gratter avec un outil standard ou une pièce correspondante pour le rodage. Après le rodage, les parties saillantes sont mises en évidence et peuvent ensuite être éliminées à l'aide d'un grattoir. Cette méthode est appelée méthode des points de repérage ou de rodage. Les agents de repérage utilisés sont la poudre de plomb rouge et l'huile bleue.
La poudre de plomb rouge se divise en deux types : l'oxyde de plomb (rouge-orange) et l'oxyde de fer (brun-rouge). La poudre de plomb rouge est broyée en granulés et mélangée à de l'huile pour machine. Elle est largement utilisée sur les pièces en acier et en fonte. L'huile bleue est un mélange de poudre bleue, d'huile de ricin et d'huile de machine appropriée, de couleur bleu foncé, produisant de petites taches claires, principalement utilisée pour les pièces de précision et les métaux et alliages non ferreux.
Lors du raclage, l'agent de repérage peut être appliqué sur la surface de la pièce ou sur la pièce d'étalonnage. Dans le premier cas, le fond est rouge et les taches noires (les taches noires sont des points élevés) sur la surface de la pièce, sans éblouissement et avec une bonne visibilité, ce qui convient à un grattage de précision. Le second ne colore que les points élevés de la surface de la pièce, avec des taches sombres qui ne sont pas faciles à voir clairement, mais les copeaux sont moins susceptibles d'adhérer à l'arête de coupe, ce qui facilite le grattage ; il est généralement choisi pour le grattage grossier.
L'utilisation correcte des agents de détachage est étroitement liée à la qualité du grattage. Pour un grattage grossier, le mélange doit être plus fin et appliqué uniformément sur la surface de la pièce, un peu plus épais pour agrandir les taches. Pour le grattage de précision, il doit être mélangé plus épais et appliqué finement et uniformément sur la surface de la pièce, ce qui produit des taches plus fines, bénéfiques pour l'amélioration de la précision du grattage lors du grattage fin.
Lors de l'utilisation d'agents de repérage, il est essentiel de maintenir la propreté et d'empêcher les particules de sable, les copeaux, etc. de rayer la surface de la pièce. Le fil de coton utilisé pour appliquer les agents de repérage doit être enveloppé dans du papier de verre, et les autres outils d'application doivent également être maintenus propres pour garantir un repérage précis.
Les exigences de qualité pour les surfaces raclées comprennent généralement la précision géométrique, la précision dimensionnelle, la précision et l'ajustement du contact, la rugosité de la surface, etc. Les méthodes d'inspection couramment utilisées sont les deux suivantes :
Un cadre carré de 25 mm de côté est placé sur la surface à inspecter et la qualité est indiquée par le nombre de points de contact à l'intérieur du cadre. Le nombre de points de contact pour différentes précisions de contact plan est indiqué dans le tableau 16.
Tableau 16 Nombre de points de contact pour différentes précisions de contact plan
| Type d'avion | Nombre de points de contact/25mm×25mm | Exemples d'application |
| Avion général | 2~5 | Surfaces d'assemblage fixes des pièces plus rugueuses |
| 5~8 | Surface d'assemblage générale | |
| 8~12 | Surfaces des tables de machines, surfaces de référence générales, surfaces de guidage des machines-outils, surfaces d'assemblage des joints d'étanchéité | |
| 12~16 | Glissières et surfaces de guidage de machines-outils, surfaces de référence d'outils, surfaces de contact d'instruments de mesure | |
| Plan de précision | 16~20 | Rails de guidage pour machines-outils de précision, règles à suivre |
| 20~25 | Planche de grade 1, instruments de mesure de précision | |
| Plan ultra-précis | >25 | Plan de classe 0, rails de guidage pour machines-outils de haute précision, instruments de mesure de précision |
Dans le cas du raclage des surfaces courbes, il s'agit principalement de racler les trous intérieurs des paliers lisses. Le nombre de points de contact pour différentes précisions de divers paliers lisses est indiqué dans le tableau 17.
Tableau 17 Nombre de points de contact pour différentes précisions de divers paliers lisses
| Diamètre du palier/mm | Roulements de broches principales de machines-outils ou de machines de précision | Roulements pour équipements de forgeage, machines générales | Roulements pour machines électriques, équipements métallurgiques | ||||
| Haute précision | Précision | Ordinaire | Important | Ordinaire | Important | Ordinaire | |
| Nombre de points de contact/25mm×25mm | |||||||
| ≤120 | 25 | 20 | 16 | 12 | 8 | 8 | 5 |
| >120 | 16 | 10 | 8 | 6 | 6 | 2 | |
Pour les surfaces de pièces plus grandes, la planéité et la rectitude des rails de guidage de la machine-outil sont vérifiées à l'aide d'un niveau à cadre.
Pour certaines pièces, il est également nécessaire de vérifier l'espace entre les surfaces de contact à l'aide de jauges d'épaisseur spécifique. Pour les cylindres sous pression, les corps de vanne, etc., des tests de pression d'air ou de pression hydraulique sont également nécessaires.
La surépaisseur de grattage est généralement comprise entre 0,05 et 0,4 mm. Pour les zones de grattage plus importantes, une marge plus grande est laissée. D'une manière générale, la précision de traitement (rectitude et planéité) de la pièce avant le grattage ne doit pas être inférieure à la précision du 9e degré spécifiée dans la norme nationale relative aux tolérances géométriques.
Le processus général de grattage des plans peut être divisé en grattage grossier, grattage fin, grattage de précision et grattage de motifs.
Le grattage grossier consiste à utiliser un grattoir grossier pour enlever uniformément une couche plus épaisse de métal de la surface grattée, afin d'éliminer rapidement la surface rugueuse ou la surépaisseur. Lors du raclage, une méthode de poussée continue peut être adoptée, les marques de raclage formant de longues bandes. La surface raclée est nivelée en fonction des conditions d'erreur convexes et concaves. Le nombre de points de contact requis pour le grattage grossier est de 2 à 3 points/25mm×25mm.
Le grattage fin consiste à utiliser un grattoir fin pour éliminer les gros points de recherche épars sur la surface grattée, ce qui améliore encore l'irrégularité de la surface grattée. Il s'agit d'une méthode de raclage courte, où la longueur de la marque de raclage correspond à peu près à la largeur de l'arête de coupe. Au fur et à mesure que le nombre de points de recherche augmente, les marques de raclage doivent être progressivement raccourcies. Chaque tour de raclage doit être effectué dans une direction spécifique, et le deuxième tour doit être effectué de manière transversale pour éliminer la direction initiale des marques de raclage. Sinon, les points de recherche apparaîtront sous forme de bandes.
Pour augmenter rapidement le nombre de points de recherche, il est possible de gratter les zones environnantes en même temps que les points. Ainsi, lorsque les points les plus élevés sont enlevés, les points secondaires environnants deviennent rapidement visibles, ce qui accélère le processus de grattage.
Pendant le raclage, il faut veiller à ce que le racloir ne s'incline pas afin d'éviter de créer des rayures profondes sur la surface raclée. Au fur et à mesure que le nombre de points de recherche augmente, l'indicateur doit être appliqué finement et uniformément. Après le rodage, les points de recherche brillants (points durs) doivent être grattés plus fortement, tandis que les points de recherche ternes (points mous) doivent être grattés plus légèrement, jusqu'à ce que les points de recherche affichés soient uniformément durs et mous.
Le grattage fin nécessite 12 à 15 points de contact pour une surface de 25 mm × 25 mm.
Lors du grattage, utilisez un outil de grattage fin avec une méthode de grattage par points, où la longueur de la marque de l'outil est d'environ 5 mm. Lors du grattage fin, veillez à : abaisser légèrement l'outil, le relever rapidement lors de la finition. Ne grattez qu'une fois à chaque point de ponçage, ne répétez pas l'opération et grattez toujours de manière croisée.
Lorsque les points de contact dépassent 20 points/(25mm×25mm), les points de ponçage peuvent être divisés en trois catégories : gratter complètement les points les plus brillants ; gratter un petit morceau du haut des points moyens ; laisser les petits points non grattés. Lors des trois derniers passages, les marques d'outil croisées doivent être de taille constante et bien disposées pour donner un bel aspect à la surface grattée.
Lors du grattage fin, il convient d'accorder une attention particulière à la propreté. Lors du rodage, les impuretés au milieu provoquent souvent des lignes fines ou des rayures profondes sur la surface grattée, ce qui rend les réparations très difficiles et entraîne parfois même la mise au rebut.
La largeur de la marque de l'outil peut refléter la profondeur du grattage, de sorte que le contrôle de la largeur de la marque de l'outil permet de contrôler la profondeur du grattage. Pour un grattage grossier, la largeur de la marque doit être comprise entre 2/3 et 3/4 de la longueur de la lame ; pour un grattage fin, elle doit être comprise entre 1/3 et 1/2, et pour un grattage de précision, elle doit être encore plus étroite. Des marques d'outil trop larges affectent également le nombre de points de contact par unité de surface.
S'il y a des trous ou des trous filetés sur la surface raclée, contrôlez le racleur pour éviter de racler directement l'ouverture du trou afin de ne pas l'abaisser. Si la surface raclée comporte un cadre étroit, veillez à ce que l'angle entre la direction de raclage et le bord étroit soit inférieur à 30° afin d'éviter de racler le bord étroit trop bas.
Les objectifs du grattage décoratif sont les suivants : premièrement, l'aspect esthétique de la surface grattée ; deuxièmement, la création de bonnes conditions de lubrification entre des surfaces de glissement relatives, ainsi que l'évaluation du degré d'usure du plan sur la base de la disparition du motif. Pour les pièces ayant des exigences élevées en matière de précision de contact et de nombreux points de contact requis, les grands blocs ne doivent pas être grattés, sinon la précision de grattage requise ne peut être atteinte.
1) Marques concaves profondes sur la surface grattée
La raison en est que l'arc du bord de coupe du grattoir est trop petit et que la pression exercée pendant le grattage est élevée, ce qui entraîne des marques d'outil trop profondes, ou qu'une force inégale est appliquée pendant le grattage grossier, ce qui fait basculer le grattoir.
2) Marques de vibration
En cas de raclage répété dans une direction ou de raclage de pièces en acier, si l'angle de calage du racleur est trop petit et l'angle avant trop grand, des marques de vibration apparaîtront.
3) Marques d'arrachement en surface
Si la rugosité de la surface de l'arête de coupe du racleur est élevée, s'il y a des microfissures ou si la structure métallographique de l'arête devient grossière en raison d'une température de trempe excessive, il en résultera des marques de raclage régulières en forme de bandes rugueuses sur la surface raclée.
4) Rayures de surface
Cela est dû à un indicateur sale, à des impuretés mélangées ou à des particules de sable, à des copeaux et à d'autres impuretés au cours du processus de broyage.
5) Erreurs de précision de la forme
Si la pression est inégale lors du rodage des points de rectification, si la pièce dépasse trop de la pièce de référence, si la masse de la pièce est asymétrique, si aucune mesure n'est prise lors du rodage des points, si de faux points hauts sont produits, si le raclage est effectué en fonction de ces faux points hauts, ou si l'erreur de la pièce de référence est trop importante, la forme de la surface raclée sera imprécise.
Le rodage est un processus qui utilise des outils de rodage et des abrasifs pour enlever une couche extrêmement fine de métal de la surface de la pièce, ce qui donne à la surface de la pièce des dimensions exactes, une précision géométrique et une grande qualité de surface.
Le rodage est un processus de finition largement utilisé dans la fabrication d'outils, de jauges (jauges de bouchons de clavette) et de machines de précision.
Les outils de rodage sont des outils standard qui déterminent la forme géométrique de la surface de la pièce pendant le rodage. Ils peuvent être fabriqués en différentes tailles (cylindriques, coniques, en forme d'anneau, etc.), selon les besoins. Pour le rodage, il est nécessaire que la forme géométrique de l'outil de rodage soit aussi cohérente que possible avec la pièce, et la surface doit être lisse et exempte de fissures.
Lors du rodage, la dureté de la surface de l'outil de rodage doit être légèrement inférieure à celle de la pièce à roder. Cela permet aux minuscules particules abrasives de la pâte de rodage de s'incruster facilement et uniformément dans la surface de l'outil de rodage. Ces fines particules ont une dureté élevée et forment de nombreuses arêtes de micro-coupure pour effectuer une micro-coupure sur la surface de la pièce. Inversement, si les particules s'incrustent dans la surface de la pièce, elles couperont l'outil de rodage pendant le rodage.
Toutefois, l'outil de rodage ne doit pas être trop mou, sinon les particules abrasives s'incrusteront complètement dans l'outil de rodage et perdront leur effet de rodage. La structure du matériau de l'outil de rodage doit être fine et uniforme, avec une faible déformation, une certaine élasticité et une bonne résistance à l'usure pour garantir que la pièce rodée atteigne une grande précision dimensionnelle et de forme, et une faible rugosité de surface.
Les matériaux courants pour les outils de rodage sont la fonte grise, la fonte nodulaire, mais aussi l'acier doux, le cuivre, le métal Babbitt et le plomb. Ces deux derniers matériaux sont principalement utilisés pour polir des arbres de précision en alliages de cuivre ou pour le rodage de pièces souples.
1) Fonte grise
C'est le meilleur matériau pour les outils de rodage. Il possède de bonnes propriétés de lubrification, une grande efficacité de rodage, est économique et s'use peu. Elle est particulièrement adaptée au rodage fin et l'utilisation de la fonte à haute teneur en phosphore permet d'obtenir une rugosité de surface très faible. La composition de la fonte utilisée comme matériau pour les outils de rodage est indiquée dans le tableau 18.
Tableau 18 Composition des outils de rodage en fonte
| Composition du matériau en fonte pour le rodage de précision (fraction de masse) | Composition du matériau en fonte pour le rodage général (fraction de masse) | ||
| Carbone | 2.7%~3.0% | Carbone | 0.35%~3.7% |
| Manganèse | 0.4%~0.7% | Manganèse | 0.4%~0.7% |
| Antimoine | 0.45%~0.55% | Antimoine | 0.45%~0.55% |
| Silicium | 1.3%~1.8% | Silicium | 1.5%~2.2% |
| Phosphore | 0,65%~0,7% | Phosphore | 0.1%~0.15% |
2) Acier doux
Elle est plus résistante que la fonte grise, ne se casse ni ne se déforme facilement et est souvent utilisée pour le rodage des filets et des petits trous (diamètre inférieur ou égal à 8 mm).
3) Cuivre
Principalement utilisé pour le rodage grossier avec des surépaisseurs plus importantes.
4) Plomb
Convient au polissage des métaux doux.
Les composés de rodage sont fabriqués en mélangeant des abrasifs (poudres de rodage) et des fluides de rodage. Les séries d'abrasifs couramment utilisées et leurs applications sont indiquées dans le tableau 19.
Tableau 19 Séries d'abrasifs couramment utilisés et applications
| Série | Nom de l'abrasif | Code | Caractéristiques | Plage applicable |
| Corindon | Corindon brun | A | Couleur brune. Dureté et ténacité élevées, bon marché. | Rodage grossier et fin de l'acier, de la fonte et du laiton |
| Corindon blanc | WA | Couleur blanche. Dureté plus élevée que le corindon brun, ténacité plus faible que le corindon brun. | Rodage fin de l'acier trempé, de l'acier rapide, de l'acier à haute teneur en carbone et des pièces à parois minces | |
| Corindon chromique | PA | Couleur rouge rosé ou rouge pourpre. Plus grande ténacité que le corindon blanc, bonne régularité de broyage | Rodage d'outils de mesure, de pièces d'instruments et de surfaces de haute précision | |
| Corindon monocristallin | SA | Couleur jaune clair ou blanche. Dureté et ténacité supérieures à celles du corindon blanc. | Acier inoxydable résistant à l'usure, acier rapide à haute teneur en vanadium et autres matériaux à haute résistance et à haute ténacité | |
| Carbures | Carbure de silicium noir | C | Noir avec éclat. Dureté plus élevée que le corindon blanc, cassant et tranchant, bonne conductivité thermique et électrique. | Rodage de la fonte, du laiton, de l'aluminium, des matériaux réfractaires et des matériaux non métalliques |
| Carbure de silicium vert | GC | Couleur verte. Dureté et fragilité supérieures à celles du carbure de silicium noir, bonne conductivité thermique et électrique. | Broyage d'alliages durs, de pierres précieuses en chrome dur, de céramiques, de verre et d'autres matériaux durs | |
| Carbure de bore | BC | Gris-noir. Dureté inférieure à celle du diamant, bonne résistance à l'usure. | Meulage fin et polissage d'alliages durs, de pierres précieuses artificielles et d'autres matériaux durs | |
| Diamant | Diamant synthétique | JR | Incolore et transparent ou jaune pâle, jaune-vert ou noir. Dureté élevée, plus fragile que le diamant naturel, surface rugueuse. | Broyage grossier et fin d'alliages durs, de pierres précieuses artificielles, de semi-conducteurs et d'autres matériaux fragiles à dureté élevée matériaux |
| Diamant naturel | JT | Dureté la plus élevée, cher | ||
| Autres | Oxyde de fer | - | Rouge à rouge foncé, plus doux que l'oxyde de chrome | Meulage fin ou polissage de l'acier, du fer, du verre et d'autres matériaux |
| Oxyde de chrome | - | Vert foncé |
Les grains abrasifs sont divisés en gros grains et en poudres fines en fonction de la taille des particules, les gros grains étant marqués de F4 à F220, et les poudres fines de F230 à F2000 (mesurées par la méthode de sédimentation photoélectrique). La taille des grains doit être choisie en fonction de la précision requise et de la rugosité de la surface de la pièce à usiner pendant le broyage. Le tableau 20 présente les marquages courants de la granulométrie des poudres de broyage.
Tableau 20 Marques et applications courantes de la granulométrie des poudres de broyage
| Marquage de la granulométrie des poudres de broyage | Processus de broyage catégorie | Rugosité de surface réalisable Ra/μm |
| F100~F220 | Utilisé pour le processus de broyage initial | - |
| F280~F360 | Utilisé pour le broyage grossier | 0.2~0.1 |
| F400~F600 | Utilisé pour le broyage semi-grossier | 0.1~0.05 |
| F800~F2000 | Utilisé pour le broyage fin | <0.05 |
Le liquide de broyage a pour fonction de répartir uniformément la poudre de broyage, de refroidir et de lubrifier, et de former un film d'oxyde sur la surface de travail, accélérant ainsi le processus de broyage. Les liquides de meulage courants comprennent l'huile de machine n° 15 ou n° 32, et un mélange d'une part d'huile de machine et de trois parts de kérosène est souvent utilisé pour le meulage fin. Le kérosène est principalement utilisé pour le meulage rapide et le meulage grossier lorsque les exigences en matière de rugosité de surface ne sont pas élevées. Le saindoux convient mieux au meulage fin.
En outre, l'ajout de quantités appropriées de charges telles que la paraffine et la cire d'abeille, ainsi que d'acide oléique, d'acides gras, d'acide stéarique, etc. très visqueux et fortement oxydants, au fluide de broyage peut permettre d'obtenir de meilleurs résultats.
Lors du meulage, la surépaisseur de meulage ne doit pas être trop importante, sinon elle augmentera le temps de meulage. En général, une surépaisseur de rectification comprise entre 0,005 et 0,03 mm est appropriée. Pour les pièces de grande taille ou de haute précision, la surépaisseur peut être plus importante. La rectification se divise en deux catégories : la rectification manuelle et la rectification mécanique.
Lors du meulage manuel, pour garantir une coupe uniforme sur toutes les parties de la surface de la pièce, il convient de choisir une trajectoire de mouvement raisonnable. Cela affecte directement l'efficacité du meulage, la qualité de la surface de la pièce et la durée de vie de l'outil de meulage. Les trajectoires de meulage manuel adoptent généralement plusieurs types, tels que les lignes droites, les spirales, les figures en 8 et les pseudo-figures en 8, comme le montre la figure 34.
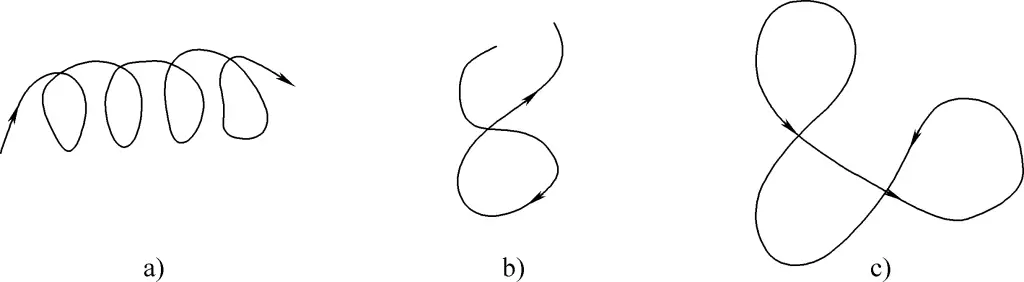
a) Forme en spirale
b) Forme en 8
c) Forme de la pseudo-figure-8
La trajectoire de mouvement de rectification en ligne droite permet d'obtenir une plus grande précision géométrique, convient aux surfaces planes étroites et longues avec des marches, mais il est difficile d'obtenir de petites valeurs de rugosité de surface. La trajectoire de mouvement en spirale est utilisée pour la rectification des faces frontales des pièces cylindriques et permet d'obtenir une meilleure qualité de surface. Les trajectoires de mouvement de meulage en figure 8 ou pseudo-figure 8 sont utilisées pour le meulage de petites pièces plates, qui peuvent maintenir un contact uniforme entre les deux surfaces à meuler, ce qui permet d'améliorer la qualité du meulage.
La rectification des surfaces cylindriques est généralement réalisée en combinant la rectification manuelle et la rectification mécanique. Les outils de meulage comprennent des anneaux de meulage et des tiges de meulage.
La qualité de la surface de la pièce après le meulage est non seulement étroitement liée à la sélection appropriée des abrasifs et à la rationalité du processus de meulage, mais elle est aussi directement affectée par l'attention portée à la propreté pendant le meulage. Si la propreté n'est pas maintenue, la pièce peut présenter un léger flou ou de graves rayures profondes. Par conséquent, tout au long du processus de meulage, une attention particulière doit être accordée à la propreté afin d'éviter d'endommager la surface de la pièce.
L'assemblage de deux ou plusieurs pièces à l'aide de rivets s'appelle le rivetage. En général, le rivetage est divisé en deux types : le rivetage mobile et le rivetage fixe.
Rivetage mobile : Les pièces assemblées peuvent encore bouger l'une par rapport à l'autre. Il s'agit par exemple d'outils tels que des ciseaux ou des compas. Rivetage fixe : Les pièces connectées sont relativement fixes l'une par rapport à l'autre, formant une connexion rigide. En fonction des différents objectifs et exigences, le rivetage fixe peut être divisé en plusieurs catégories :
1) Le rivetage fort (rivetage rigide) : Utilisé pour les structures qui nécessitent une résistance suffisante et supportent des forces importantes. Les exemples incluent les fermes de toit, les ponts et les grues.
2) Rivetage solide et étanche : Appliqué aux conteneurs scellés à basse pression et à diverses conduites de liquides et de gaz. Les conteneurs rivetés selon cette méthode ne peuvent résister qu'à de faibles pressions uniformes, mais les joints doivent être très étanches pour éviter les fuites de gaz ou de liquide. Il s'agit par exemple de réservoirs de gaz, de réservoirs d'eau et de réservoirs de pétrole. Ce type de rivetage se caractérise par des rivets petits et denses, et des feuilles de caoutchouc ou d'autres matériaux de remplissage sont souvent ajoutés aux joints des rivets pour améliorer l'étanchéité.
3) Rivetage rigide et étanche : Ce type de rivetage peut supporter des pressions plus importantes et nécessite des joints très étanches, empêchant les fuites de liquide ou de gaz même sous haute pression. Il est utilisé pour les cuves à haute pression (telles que les chaudières à vapeur, les réservoirs d'air comprimé) et d'autres conteneurs à haute pression.
En fonction des différentes méthodes de rivetage, le rivetage peut également être divisé en trois types :
1) Le rivetage à froid : Lors du rivetage, le rivet n'a pas besoin d'être chauffé et est directement refoulé pour former la tête du rivet. Le matériau du rivet utilisé pour le rivetage à froid doit avoir une plasticité élevée. Les rivets en acier d'un diamètre inférieur à 8 mm peuvent tous être rivetés à froid.
2) Le rivetage à chaud : On appelle rivetage à chaud le fait de chauffer l'ensemble du rivet à une certaine température avant de le riveter. En effet, le rivet a une meilleure plasticité lorsqu'il est chauffé et est plus facile à façonner. En outre, la tige du rivet se contracte lorsqu'elle est refroidie, ce qui augmente la résistance de l'assemblage. Lors du rivetage à chaud, le diamètre du trou du rivet doit être élargi de 0,5 à 1 mm pour permettre au rivet chauffé et expansé de s'insérer facilement dans le trou. Les rivets en acier d'un diamètre supérieur à 8 mm sont généralement rivetés à chaud.
3) Rivetage mixte : Seule la tête du rivet est chauffée pendant le rivetage. Pour les rivets longs et fins, cette méthode permet d'éviter que la tige du rivet ne se plie sous l'effet de la force de rivetage, ce qui empêcherait un rivetage normal.
Les formes de rivets sont illustrées à la figure 35, y compris les rivets à tête ronde, à tête plate conique, à tête plate, à tête plate fraisée, et les rivets creux, ainsi que des types plus récents tels que les rivets aveugles et les rivets à goupille d'entraînement.
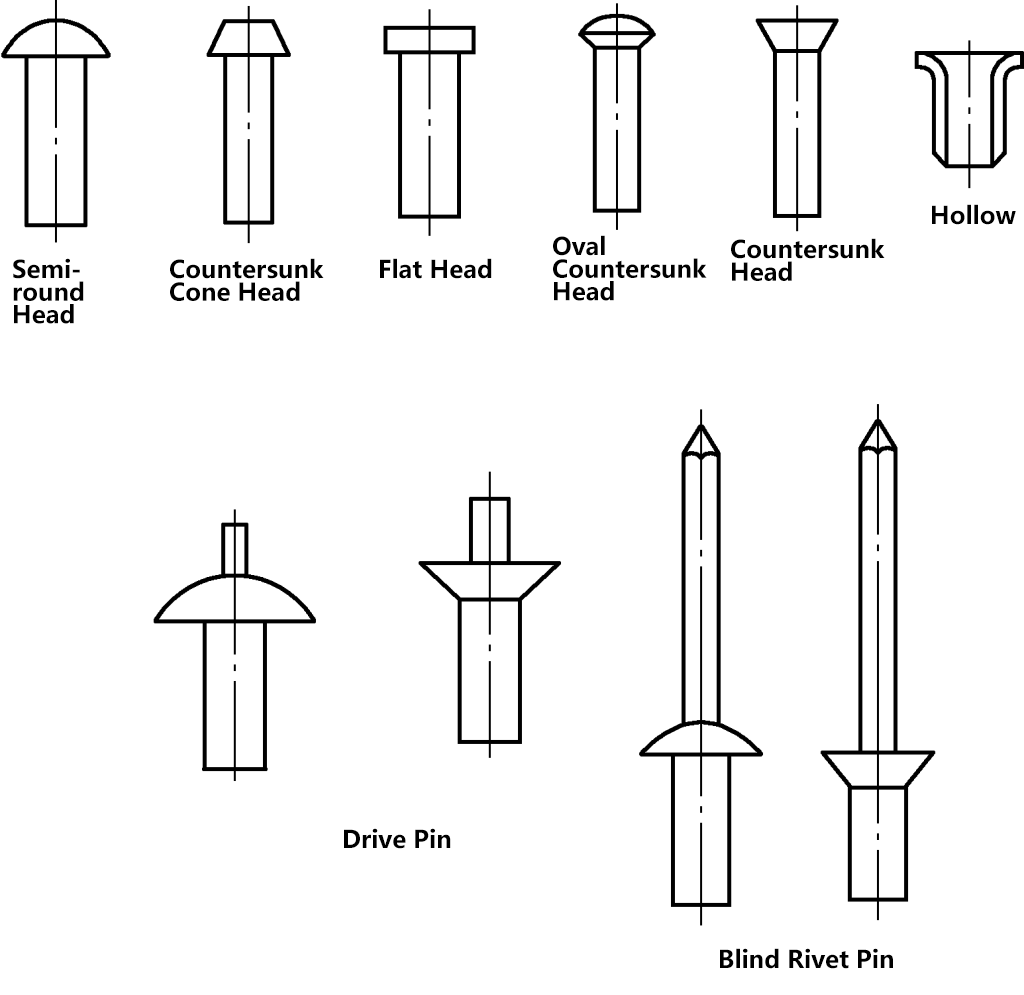
Les rivets sont généralement en aluminium, mais il existe également des rivets en acier et en cuivre. En général, les rivets en acier sont utilisés pour les rivets mobiles et les rivets à haute résistance.
Les outils de rivetage manuels courants comprennent les marteaux, les poinçons à pression, les outils à pression et les barres de flambage. Il existe aujourd'hui des machines à riveter spécialisées.
1) Poinçon de pression
Comme le montre la figure 36a, une fois le rivet inséré dans le trou, le marteau frappe le poinçon de pression pour serrer les pièces l'une contre l'autre, empêchant ainsi la situation décrite à la figure 36b de se produire.
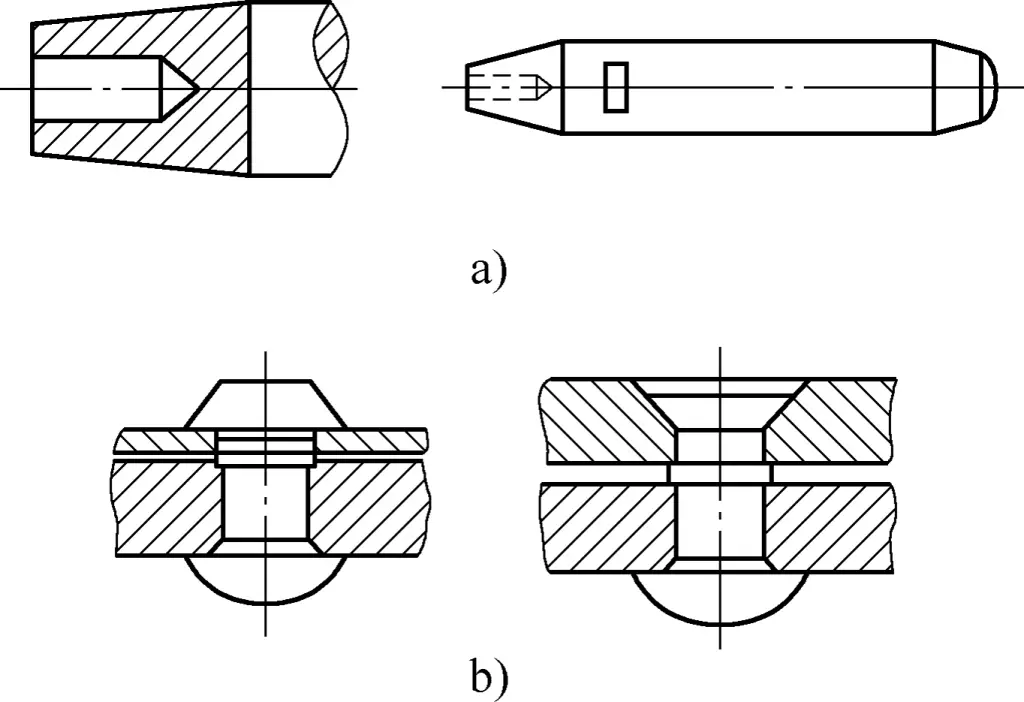
2) Snap tool et bucking bar
Comme le montre la figure 37, les parties travaillantes de la matrice du bouchon et de la matrice du fond sont concaves. La forme concave doit être adaptée à la forme de la tête de rivet utilisée, généralement une surface sphérique concave, puis trempée et polie. Lors du rivetage, la matrice de tête est utilisée pour former une tête de rivet complète, tandis que la matrice de fond est utilisée pour maintenir l'autre extrémité de la tête de rivet afin d'éviter toute déformation. La tige de la matrice inférieure est transformée en une surface plate et peut être serrée dans un étau.
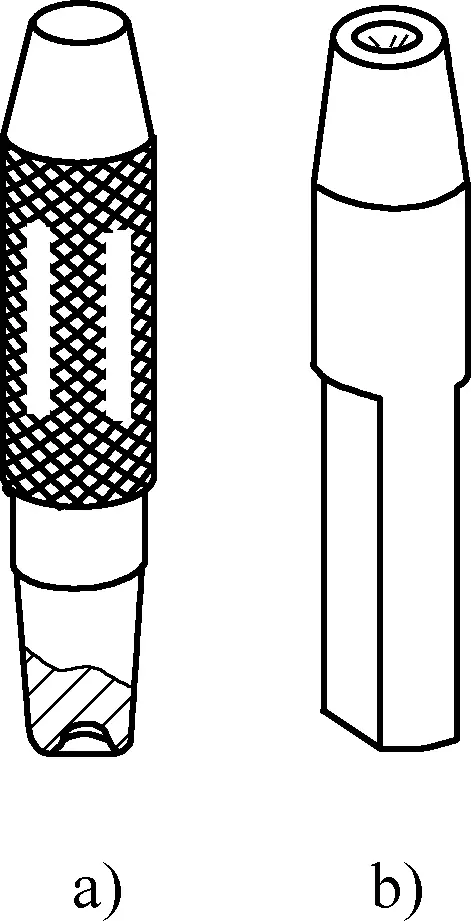
a) Filière de bouchage
b) Filière inférieure
Aujourd'hui, certaines pièces de petite et moyenne taille peuvent être rivetées à l'aide d'une machine à riveter. La puissance de la riveteuse est obtenue grâce à l'hydraulique. La méthode d'application de la force du poinçon supérieur consiste à faire tourner et à presser la tête du rivet autour du centre de la machine à riveter. En installant différents poinçons, différents types de rivets peuvent être assemblés. La qualité du rivetage est plus stable et plus efficace que le rivetage manuel.
Le diamètre du rivet est déterminé en fonction de l'épaisseur de la pièce à riveter, généralement égale à 1,8 fois l'épaisseur de la pièce, puis arrondi à un diamètre standard. Il peut également être choisi selon le tableau 21.
Tableau 21 Sélection du diamètre du rivet (unité : mm)
| Epaisseur calculée du composant | 9.5~12.5 | 13.5~18.5 | 9~24 | 24.5~28 | 28.5~31 |
| Diamètre du rivet | 19 | 22 | 25 | 28 | 31 |
Les diamètres standard des rivets peuvent être sélectionnés selon le tableau 22.
Tableau 22 Diamètres standard des rivets (unité : mm)
| Rivet Diamètre | Nominal Diamètre | 2.0 | 2.5 | 3.0 | 4.0 | 5.0 | 6.0 | 7.0 | 8.0 | 10.0 | 13.0 | 16.0 |
| Tolérance | ±0.1 | +0.2 -0.1 | +0.3 -0.2 | +0.4 -0.2 | ||||||||
Pour déterminer la longueur du rivet à utiliser, outre la prise en compte de l'épaisseur des pièces assemblées, le matériau restant pour la formation de la tête du rivet doit être suffisant pour réaliser une tête de rivet complète. La longueur du rivet peut être calculée à l'aide de la formule suivante :
Où
Pour le rivetage fixe, le diamètre du trou est choisi conformément au tableau 23. Un diamètre de trou plus petit permet de resserrer le rivet mais rend l'insertion du rivet plus difficile ; un diamètre de trou plus grand peut entraîner un desserrage facile de la pièce à usiner. Dans la pratique, il suffit généralement de percer un trou avec une mèche de la même taille que le diamètre du rivet.
Pour les rivets mobiles, le diamètre du trou doit être élargi en conséquence.
Tableau 23 Diamètres standard des rivets et des trous (unité : mm)
| Diamètre nominal | 2 | 2.5 | 3 | 4 | 5 | 6 | 8 | 10 | |
| Diamètre du trou | Ajustement de précision | 2.1 | 2.6 | 3.1 | 4.1 | 5.2 | 6.2 | 8.2 | 10.3 |
| La coupe brutale | 2.2 | 2.7 | 3.4 | 4.5 | 5.6 | 6.6 | 8.6 | 11 | |
Étapes du rivetage : Percez des trous dans la pièce (la méthode idéale consiste à percer des trous avec les pièces connectées ensemble) → Insérez le rivet → Maintenez l'extrémité inférieure du rivet avec une matrice inférieure, utilisez un poinçon à pression pour que les pièces s'ajustent étroitement → Utilisez un marteau pour former une forme grossière → Utilisez une matrice de capuchon pour former une tête de rivet complète.
Dans les pièces, les barres rondes sont souvent utilisées comme rivets, ce qui nécessite la formation de deux têtes de rivets.
Les étapes du rivetage sont similaires à celles des rivets à tête ronde (l'angle de fraisage est généralement de 90°). A savoir : Insérer le rivet → Utiliser le poinçon à pression pour que les pièces s'ajustent fermement → Utiliser le marteau pour renverser le rivet → Former les têtes de rivets aux deux extrémités → Aplatir les têtes de rivets.
Insérer le rivet creux dans le trou, utiliser un poinçon central ou un poinçon d'échantillonnage mis au rebut pour poinçonner d'abord l'extrémité du rivet, afin que le trou du rivet se dilate et s'adapte étroitement au trou de la pièce, puis utiliser un poinçon spécialement conçu pour faire en sorte que la tête du rivet s'adapte étroitement à la pièce.
Lors du rivetage d'assemblages mobiles, la force d'impact du marteau ne doit pas être trop importante. Vérifier régulièrement la rotation relative des pièces. Si le rivetage s'avère trop serré, placez une extrémité du rivet sur un tampon muni d'un trou, utilisez un marteau pour frapper plusieurs fois la tête du rivet sur l'autre extrémité et ajoutez de l'huile lubrifiante, puis faites tourner les pièces l'une par rapport à l'autre plusieurs fois.
En raison de la faible efficacité et de la forte intensité de main-d'œuvre du rivetage manuel, les méthodes de rivetage mécanique sont souvent utilisées dans la production de masse. Elles utilisent principalement des pistolets à rivets mécanisés et des machines à riveter.
L'opération qui consiste à plier des barres, des bandes, des plaques, des tuyaux et divers profils pour leur donner la forme voulue s'appelle le cintrage.
Pour que les matériaux puissent être pliés, ils doivent présenter un certain degré de plasticité.
Au cours du processus de pliage, la forme du matériau se modifie sous l'action de la force, et les propriétés du matériau changent également. Le matériau devient plus dur et plus cassant, un phénomène connu sous le nom de durcissement par écrouissage (par exemple, si un fil de plomb est plié d'avant en arrière plusieurs fois, la partie pliée du fil deviendra plus dure). Le phénomène de durcissement à froid des matériaux peut être éliminé par un traitement de recuit.
Lors du pliage, si le dessin n'indique pas la longueur dépliée, celle-ci doit être calculée avant la coupe et le pliage. Pendant le pliage, la couche extérieure du matériau s'étire, tandis que la face intérieure est comprimée et raccourcie. La longueur de la couche centrale du matériau reste inchangée, et cette couche est appelée couche neutre. En général, les monteurs calculent la longueur du matériau sur la base de la couche neutre.
Exemple Supposons qu'une barre d'acier plate de 4 mm d'épaisseur et de 12 mm de largeur soit utilisée pour fabriquer une pièce à angle droit multiple, comme le montre la figure 38. Calculez la longueur du matériau L.
Solution L=(2×48)mm+[2×(42-8)+76+(4×4π/4)]mm= (96+68+76+12.56)mm=252.56mm
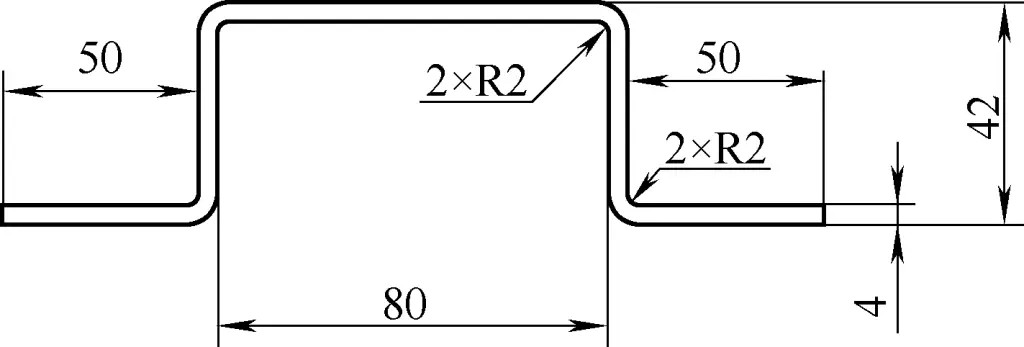
Pour plier des angles droits, il faut d'abord marquer la ligne de pliage, puis serrer la pièce dans un étau de manière à ce que la ligne affleure les mâchoires de l'étau et que les deux côtés soient perpendiculaires aux mâchoires. À l'aide d'un marteau, frappez la base de la pièce pour former un angle droit. Si les mâchoires de l'étau sont plus courtes que la ligne de pliage de la pièce, un fer à angle droit peut être utilisé pour fixer la pièce.
Pour les matériaux en feuilles minces, un maillet en bois peut être utilisé pour le martelage ; pour les matériaux en feuilles plus épais avec des bords plus courts à plier, un bloc de bois dur peut être utilisé comme coussin avant le martelage ; si les exigences en matière de qualité de surface de la pièce ne sont pas élevées, le marteau peut être utilisé directement. Lors du martelage, il faut frapper près du point de pliage, et non à l'extrémité supérieure du matériau. Pour plier une pièce comme le montre la figure 39, procédez comme suit :
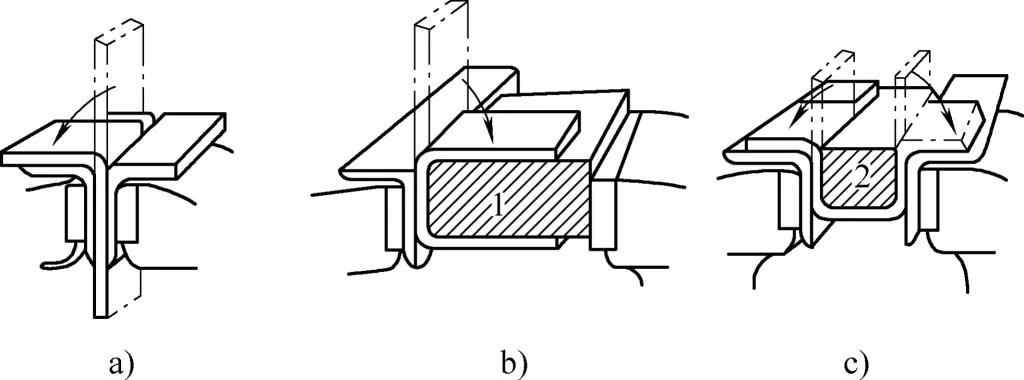
La méthode de pliage des pièces en forme d'arc est illustrée à la figure 40, où les flèches indiquent les points de martelage. Les flèches plus longues indiquent que la force de martelage doit être plus importante et que les points de martelage doivent être plus proches les uns des autres ; les flèches plus courtes indiquent que la force de martelage doit être moins importante et que les points de martelage doivent être plus espacés.
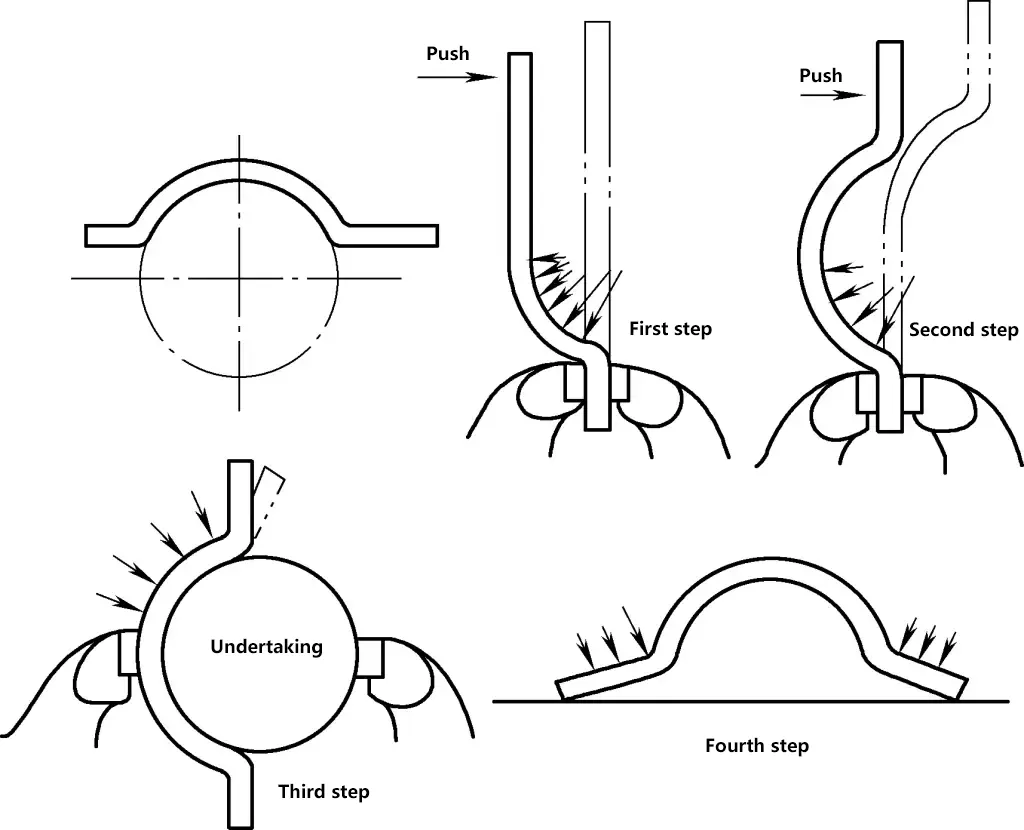
Lorsque le diamètre intérieur du tuyau est important (supérieur à 10 mm), utilisez la méthode de remplissage du tuyau avec du sable, comme le montre la figure 41a. Avant le cintrage, remplissez le tuyau de sable sec (tapez continuellement sur la paroi du tuyau pendant le remplissage pour assurer la compacité), et bouchez les deux extrémités avec des bouchons en bois. Si le tuyau présente un joint, placez le joint en position de couche neutre, comme indiqué dans la figure 41b.
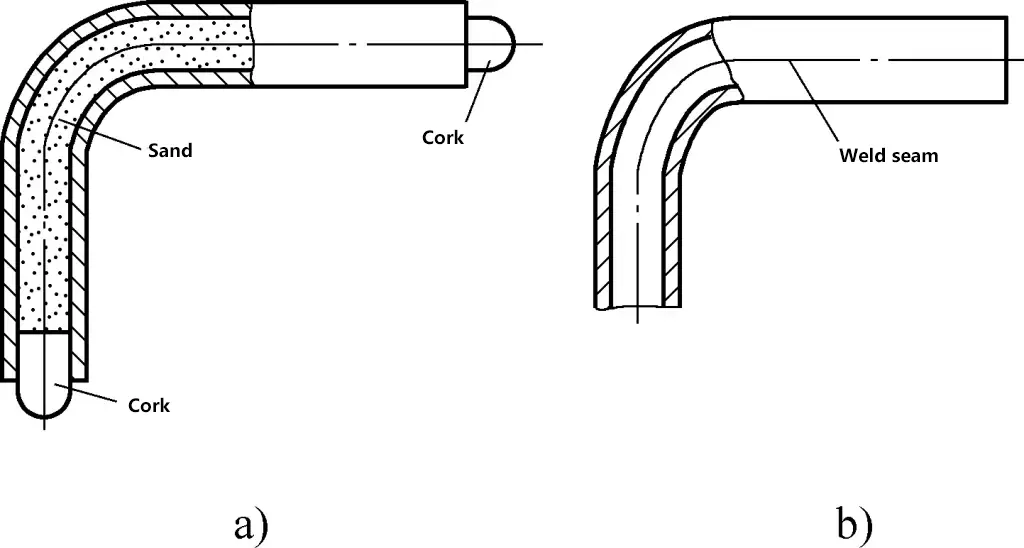
Il est préférable de cintrer les tuyaux à l'aide d'un cintrage de tuyaux l'outil. Le rayon de la rainure de l'arc sur le plateau tournant et le support de l'outil de cintrage de tuyaux doit être déterminé par le diamètre extérieur du tuyau à cintrer, tandis que la taille du plateau tournant doit être basée sur le diamètre extérieur du tuyau à cintrer. rayon de courbure. Lors de l'utilisation, insérer le tuyau dans la rainure de l'arc, accrocher le tuyau avec le crochet, puis actionner la poignée pour plier.
En raison du stockage, du transport, du traitement, du traitement thermique et d'autres raisons, les plaques, l'acier carré, l'acier rond et d'autres pièces présentent souvent des défauts tels que le pliage, le gauchissement ou la torsion. Le processus consistant à utiliser un marteau ou certaines machines pour éliminer la déformation et restaurer l'état d'origine des pièces ou des matériaux déformés est appelé redressage.
Le matériau à redresser doit présenter une certaine plasticité ; les matériaux fragiles ne conviennent pas au redressage.
Les méthodes de redressement couramment utilisées sont la flexion inverse directe, l'étirement et la pression.
1) Méthode directe de pliage inversé
La méthode du pliage inversé direct consiste à redresser directement la partie déformée du matériau. Cette méthode convient au redressage de barres.
Pour les barres tordues, utilisez une clé pour les redresser directement, comme le montre la figure 42. Lors du redressage, serrez la pièce dans un étau et utilisez une clé spéciale pour redonner à la barre sa forme initiale. Pour les barres pliées, utilisez la méthode illustrée à la figure 43 pour redresser directement la partie pliée.
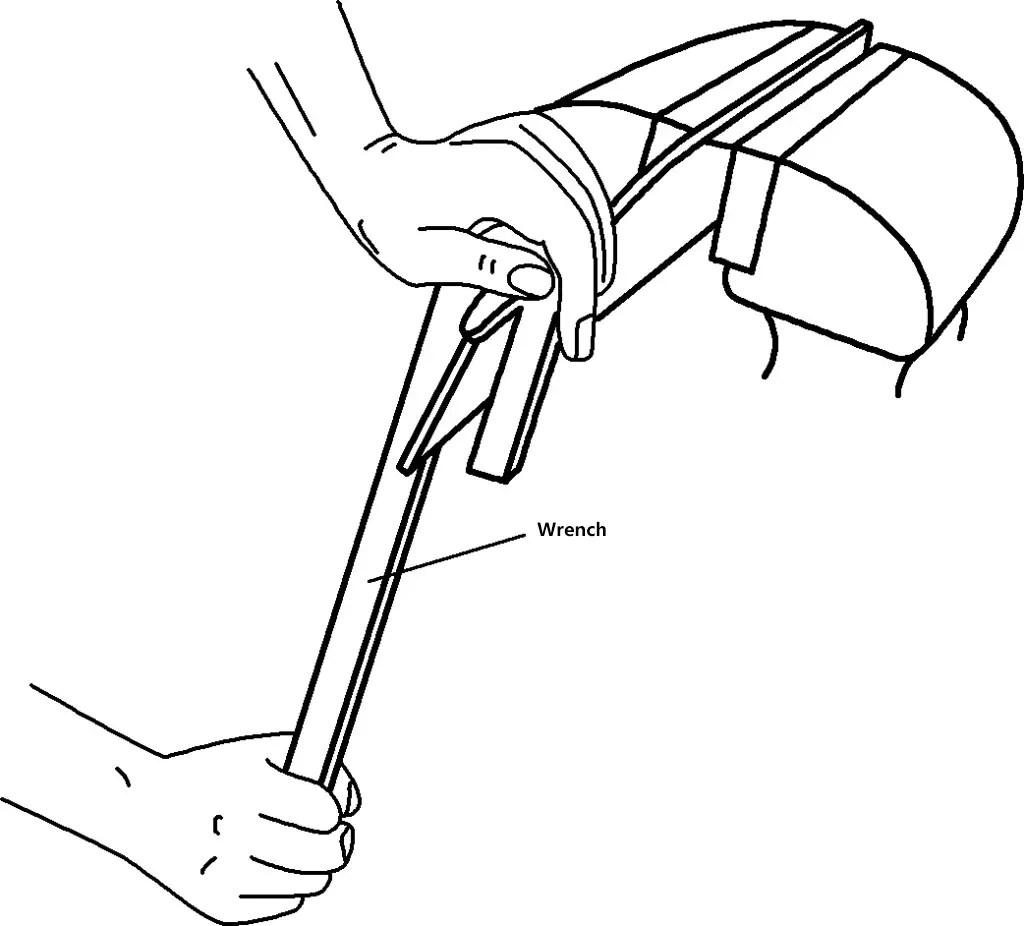
Lorsque vous utilisez la méthode illustrée à la figure 43a, l'étau doit être serré près de la partie pliée de la barre afin d'éviter que des plis multiples ne se produisent. Après avoir légèrement redressé la barre à l'aide d'une clé, serrez-la dans les mâchoires de l'étau (figure 43b), puis placez-la sur une plaque plate et continuez à la marteler (figure 43c).
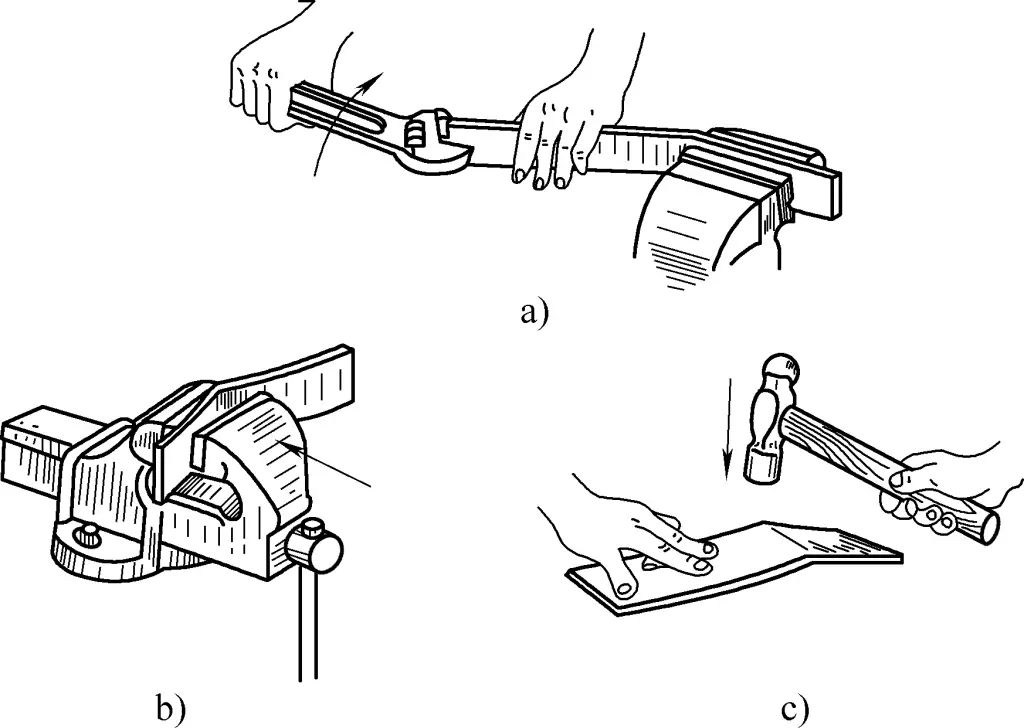
2) Méthode d'étirement
La méthode d'étirement consiste à marteler certaines parties du matériau afin d'allonger et de dilater le matériau sous la zone martelée, ce qui permet de redresser la partie déformée.
3) Méthode de pression
La méthode de pressage est souvent utilisée pour redresser les arbres courbés. Les arbres minces peuvent être redressés à l'aide d'une presse à vis manuelle, tandis que les arbres de plus grand diamètre sont redressés à l'aide d'un presse hydraulique. Soutenez l'arbre sur deux blocs en V, en veillant à ce que les blocs en V ne soient pas trop éloignés l'un de l'autre. Utilisez un comparateur pour trouver le point de flexion, puis tournez la vis de la presse ou utilisez la presse hydraulique pour appuyer sur le point haut de l'arbre. Continuez à presser et à mesurer jusqu'à ce que l'arbre soit droit.
4) Méthode d'étirement
Il est possible de redresser les fils minces courbés à l'aide de la méthode d'étirement, comme le montre la figure 44. Lors du redressement, serrez une extrémité du fil dans un étau, enroulez le fil autour d'un bloc de bois rond près des mâchoires de l'étau, tirez le bloc de bois vers l'arrière avec votre main gauche et redressez le fil avec votre main droite en le tirant vers le haut.
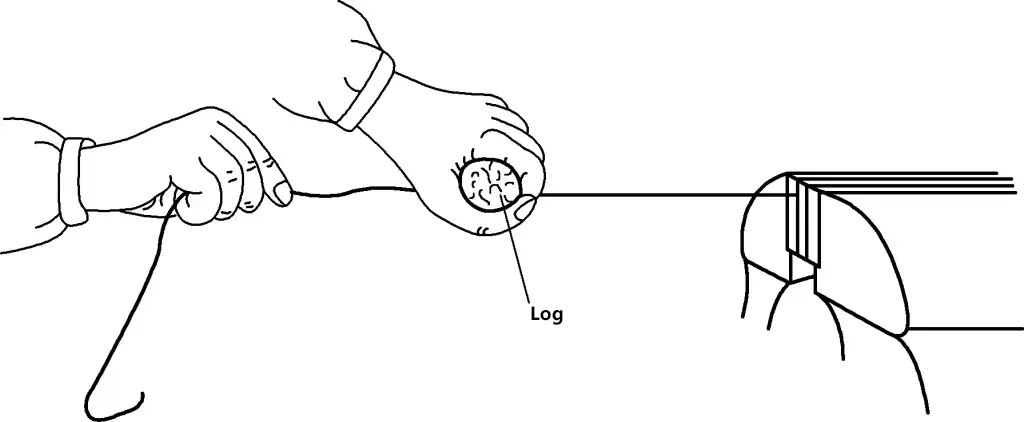
Les tôles fines déformées peuvent être aplaties à l'aide d'un maillet en bois. Pour les tôles plus fines, vous pouvez placer la tôle déformée sur une plaque plate, appuyer sur une extrémité de la tôle avec votre main gauche, et utiliser votre main droite pour tenir un bloc de bois plat contre la tôle déformée, en l'aplatissant avec force vers l'extérieur.







