Guide comparatif des techniques de fonte des métaux
Lorsqu'il s'agit de donner au métal des formes fonctionnelles et complexes, l'art du moulage est inégalé. Mais avec un...

Le prototypage rapide (RP), également connu sous le nom de fabrication rapide de prototypes (RPM), fait référence à la création rapide de prototypes ou de pièces, un terme technique spécialisé dans le monde universitaire et l'industrie.
Cependant, il ne s'agit pas seulement de prototypage rapide, mais d'un concept de formage, qui fait largement référence au processus de fabrication par formage rapide, aux techniques de formage rapide et aux logiciels, matériaux et équipements correspondants, ainsi qu'à l'ensemble de la chaîne technologique. Actuellement, la fabrication rapide (RM) est reconnue comme une importante technologie de fabrication avancée qui fait largement référence à la fabrication par formage rapide.
D'un point de vue académique, les méthodes de formage basées sur le principe du formage discret-accumulatif sont collectivement appelées formage rapide ou fabrication rapide, c'est-à-dire la technologie qui pilote directement la fabrication de toute entité tridimensionnelle complexe à partir d'un modèle de CAO.
Le processus de formage RP peut être divisé en processus discret et accumulatif, comme le montre la figure 1. Le processus discret décompose le modèle CAO de l'entité tridimensionnelle dans une certaine direction, c'est-à-dire qu'il échantillonne l'entité continue (surface) à une certaine épaisseur, la décompose en couches discontinues et obtient une série de données transversales.
Différents processus, selon leurs propres exigences, traitent les données de coupe transversale (telles que le remplissage, le décalage, etc.) et, grâce à une planification raisonnable des processus, génèrent la trajectoire de mouvement de l'outil de formage. Dans le processus d'accumulation, sous le contrôle de la trajectoire de mouvement, l'outil de formage traite les couches, accumule et relie les couches nouvellement formées aux pièces déjà formées. Le processus de génération de couches et de connexion d'accumulation est répété jusqu'à ce que la pièce soit complètement traitée.
La discrétisation et l'accumulation sont deux processus uniques dans la technologie RP ; la discrétisation est la préparation et la base de l'accumulation, et l'accumulation est la restauration de la discrétisation. Ils se complètent l'un l'autre pour réaliser la mise en forme numérique des pièces.
En clair, le processus de discrétisation est un processus de traitement des données, qui implique la discrétisation de modèles CAO tridimensionnels, tandis que le processus d'accumulation est un processus de réalisation physique qui complète la stratification et la mise en forme par le mouvement d'entités physiques.
Entre ces deux processus, il est nécessaire d'effectuer une planification raisonnable du processus en fonction des différentes exigences des diverses technologies de RP, principalement sur la base des caractéristiques du processus de formage et des exigences de l'utilisateur afin de formuler raisonnablement les règles du processus, de générer des trajectoires de mouvement des unités d'accumulation et de sélectionner les paramètres de processus appropriés, etc.
On peut donc constater que la planification des processus est le pont qui relie le processus de discrétisation (traitement des données) et le processus d'accumulation (réalisation physique), et que c'est le processus de traitement de l'information qui réalise l'échantillonnage de l'information au moment de la discrétisation jusqu'à la restauration de l'information au moment de l'accumulation, reflétant ainsi les différences et les caractéristiques des différentes technologies de RP.
Récemment, des experts du monde universitaire et de la communauté des ingénieurs ont qualifié cette méthode de fabrication par formage de fabrication additive, pour la distinguer de la fabrication soustractive traditionnelle, comme l'usinage, et de la fabrication par formage à l'aide de moules, comme le moulage et le forgeage.
Le prototypage rapide (fabrication) est un terme général désignant la science et la technologie qui commandent directement l'assemblage (l'accumulation) d'unités matérielles à partir des données d'un modèle CAO tridimensionnel du produit pour en faire des pièces complètes de toute complexité avec une utilisation fonctionnelle. Le processus de base consiste d'abord à compléter le modèle tridimensionnel informatique (modèle numérique, modèle CAO) de la pièce à usiner.
Ensuite, selon les exigences du processus, le modèle est discrétisé en une série d'unités ordonnées, généralement discrétisées dans la direction Z à une épaisseur donnée (stratification, tranchage), transformant le modèle tridimensionnel CAO original en une série de couches superposées ordonnées ; ensuite, sur la base des informations relatives au contour de chaque couche, les paramètres de traitement sont saisis et le code CNC est automatiquement généré ; enfin, la machine de formage achève la fabrication d'une série de couches et les relie automatiquement en temps réel, ce qui donne une entité physique tridimensionnelle.
Cela transforme un usinage tridimensionnel complexe en une série d'usinages de couches bidimensionnelles, réduisant ainsi considérablement la difficulté de l'usinage, ce que l'on appelle la fabrication par réduction des dimensions. Étant donné que le processus de formage implique l'empilement d'unités matérielles standard, il ne nécessite pas d'outils ni de montages spéciaux, de sorte que la difficulté du processus de formage n'est pas liée à la complexité de l'entité physique à former.
Le point central et fondamental de la définition ci-dessus réside dans l'entraînement direct des données et l'assemblage contrôlé (accumulation) des matériaux au cours du processus de formage, ces caractéristiques établissent la position importante du prototypage rapide dans la science et la technologie de la fabrication moderne. La rapidité de la fabrication de prototypes rapides repose sur sa flexibilité d'assemblage. On peut donc dire que l'assemblage est la base de la rapidité de la fabrication de prototypes rapides.
Il n'est pas nécessaire d'utiliser des montages ou des outils spécialisés, il suffit de modifier le modèle CAO de la pièce à former pour obtenir une nouvelle pièce formée, ce qui permet d'atteindre la rapidité dans le plein sens du terme de la fabrication de pièces. Le terme "rapide" dans prototypage rapide et fabrication rapide met en évidence l'attribut le plus important des technologies de formage et de fabrication par prototypage rapide (RM), ce qui leur a valu d'être largement reconnues. En outre, ces technologies sont également connues sous d'autres noms, tels que Solid Freeform Fabrication (SFF).
Sur la base de la définition du prototypage rapide, la technologie de prototypage rapide présente les caractéristiques de base suivantes :
La technologie du prototypage rapide intègre la conception et la fabrication. Dans le processus de prototypage rapide, les données du modèle CAO de l'ordinateur sont converties, par le biais d'un logiciel d'interface, en instructions CNC qui peuvent directement piloter l'équipement de prototypage rapide. L'équipement de prototypage rapide termine le traitement des prototypes ou des pièces conformément aux instructions de la CNC. C'est également la signification de l'entraînement direct.
La technologie de prototypage rapide, en utilisant un processus de fabrication couche par couche, discrétise des entités tridimensionnelles complexes en une série de couches à traiter et à empiler, ce qui simplifie grandement le processus de fabrication. En théorie, elle permet donc de fabriquer des prototypes et des pièces de n'importe quelle forme complexe.
Les équipements de prototypage rapide ne nécessitent pas de montages ou d'outils spécialisés. Il s'agit d'une machine universelle. La technologie de prototypage rapide ne nécessite pas de fixations ou d'outils spécialisés pendant le processus de formage, ce qui lui confère une très grande flexibilité. Il s'agit d'une caractéristique technique très importante de la technologie de prototypage rapide. L'équipement de prototypage rapide est un équipement de traitement universel typique.
Le prototypage rapide est un processus de formage entièrement automatique qui ne nécessite aucun processus d'installation ou de réglage. Tout au long du processus de formage, l'opérateur n'a besoin que de peu ou pas d'intervention. En cas de défaillance, l'équipement s'arrête automatiquement, émet un avertissement et conserve les données en cours ; lorsque le processus de formage est terminé, la machine s'arrête automatiquement et affiche les résultats correspondants.
La technologie du prototypage rapide offre une gamme extrêmement large de matériaux, allant des polymères à l'aluminium. métauxLa technologie de prototypage rapide peut être utilisée dans de nombreux domaines, des matériaux organiques aux matériaux inorganiques, et des matériaux non vivants aux matériaux vivants (cellules), ce qui ouvre la voie à une large application de la technologie de prototypage rapide.
Il est possible de modifier les composants des matériaux de formage au cours du processus, ce qui permet de fabriquer des pièces avec des gradients de matériaux, ce qui est difficile à réaliser avec d'autres processus traditionnels et constitue l'un des avantages significatifs de la technologie de prototypage rapide par rapport aux processus traditionnels. Le processus de prototypage rapide intègre étroitement la préparation des matériaux et leur mise en forme.
Depuis l'apparition du premier équipement de prototypage rapide SLA-1 en 1986, près de 20 ans se sont écoulés et une vingtaine de méthodes et procédés de formage différents ont vu le jour dans le monde, avec l'apparition continue de nouvelles méthodes et de nouveaux procédés. Les principaux procédés de la technologie de prototypage rapide existante sont les suivants :
1. Le procédé SL (stéréolithographie), connu sous le nom de photopolymérisation ou de stéréolithographie, est le premier procédé de RP. Il consiste à polymériser point par point une résine liquide à l'aide d'un laser. Il s'agit du procédé de formage de haute précision le plus utilisé actuellement.
2. LOM (Laminated Object Manufacturing) ou SSM (Sliceing Solid Manufacturing), connu sous le nom de procédé de fabrication de solides en couches, il utilise les éléments suivants découpe au laser Les feuilles sont fondues par la chaleur et la pression des rouleaux chauffants et de l'adhésif thermique, puis collées et empilées couche par couche pour fabriquer des prototypes.
3. Le procédé SLS (Selective Laser Sintering), connu sous le nom de frittage sélectif par laser, utilise un laser pour fritter un matériau en poudre point par point, ce qui fait fondre et adhérer le liant solide qui recouvre le matériau en poudre ou le matériau en poudre lui-même, et permet de former le matériau.
4. Le procédé FDM (Fused Deposition Modeling) ou MEM (Melted Extrusion Modeling), connu sous le nom de modélisation par dépôt fusionné ou modélisation par extrusion fondue, utilise un matériau thermoplastique filamenteux, alimenté en continu dans la buse où il est chauffé et fondu, et extrudé à partir de la buse, s'accumulant graduellement pour former.
5.3DP (Three Dimensional Printing), connu sous le nom d'impression tridimensionnelle, utilise la projection point par point d'un liant pour lier des matériaux en poudre afin de fabriquer des prototypes. Ce procédé permet de produire des modèles colorés et est compétitif dans les applications conceptuelles.
6 Le procédé PCM (Patternless Casting Manufacturing), connu sous le nom de coulée sans modèle, utilise la projection point par point de liant et de catalyseur, c'est-à-dire une méthode de deux balayages le long de la même trajectoire, pour réaliser la liaison entre les grains de sable de résine et achever la fabrication automatique de moules en sable. Ce procédé a été développé avec succès par l'université de Tsinghua et d'autres.
7.3D Plotting (Three Dimensional Plotting), connu sous le nom de processus de traçage tridimensionnel, utilise une pompe pour extruder un matériau fondu à une certaine température à travers une buse extrêmement précise (0,05 mm de diamètre) afin de l'accumuler et de le former. Ce procédé a été commercialisé et mis sur le marché par Solidscape Inc. (anciennement Sanders Proto-
Société de frappe).
8 Le procédé SGC (Solid Ground Curing), connu sous le nom de solid grinding curing, utilise la technologie des plaques de masque pour former une couche de résine photopolymérisable en une seule fois, plutôt que de polymériser chaque couche (résine) point par point comme le font les équipements SL, ce qui permet d'accélérer la fabrication des prototypes. Ce procédé a été développé et commercialisé avec succès par la société Cubital en Israël.
9.Le processus de l'imprimante 3D, connu sous le nom d'imprimante tridimensionnelle, utilise des matériaux thermoplastiques solides en bloc, qui sont chauffés et fondus après avoir pénétré dans la buse, et extrudés à partir de la buse pour s'accumuler et se former point par point. L'imprimante Genisys3D, développée avec succès par Stratasys en coopération avec IBM, a été lancée en tant qu'appareil de bureau.
10. le processus CC (Contour Crafting), connu sous le nom de processus d'artisanat de contour, utilise une combinaison d'empilage de contours et de moulage de matériaux en fusion pour former. Lors de l'empilement des contours, de simples dispositifs de raclage ou de lame sont utilisés, et les couches du prototype sont quasi tridimensionnelles. L'université de Californie du Sud réalise une percée dans le domaine de la recherche.
11. le RIPF (Rapid Ice Prototype Forming), connu sous le nom de processus de formation rapide de prototypes de glace à basse température, utilise des buses à modulation de largeur d'impulsion pour pulvériser des gouttelettes discrètes à haute fréquence, accumulant ainsi des prototypes de glace à basse température. Ce procédé a été mis au point avec succès par l'université de Tsinghua et l'université du Missouri-Rolla aux États-Unis.
12.SIS (Selective Inhibition Sintering), connu sous le nom de procédé de frittage par inhibition sélective, proposé et étudié par l'université de Californie du Sud. Ce procédé utilise des têtes à jet d'encre pour pulvériser sélectivement des inhibiteurs, puis des radiateurs thermiques pour chauffer la couche, ce qui permet aux parties non couvertes par l'inhibiteur d'adhérer rapidement et de se former.
En outre, la fabrication rapide s'est développée très rapidement au cours des dernières années, produisant également de nombreuses nouvelles technologies et de nouveaux processus.
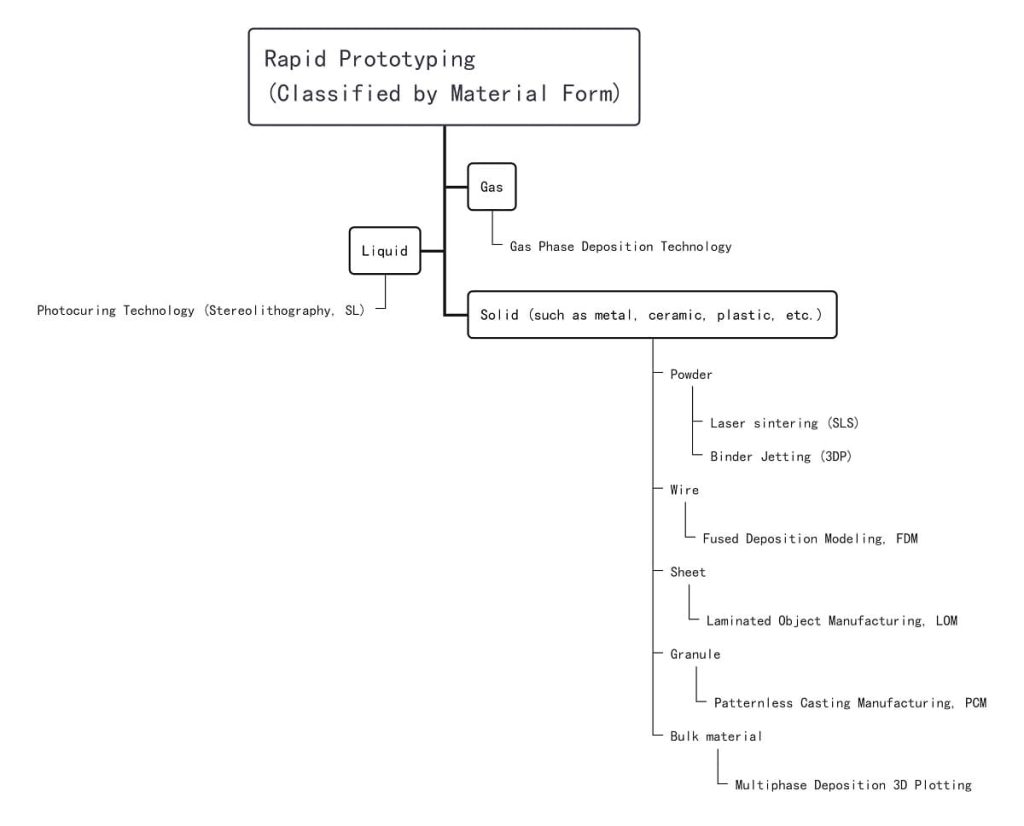
Le processus de RP susmentionné peut être classé en fonction de la forme des matières premières utilisées (voir figure 2). Il peut également être classé en fonction de la technologie utilisée pendant l'accumulation des matériaux, comme les technologies utilisant des faisceaux à haute énergie tels que les lasers, les faisceaux d'électrons, et les technologies utilisant la pulvérisation ou la déposition.
La technologie du prototypage rapide a été largement appliquée dans de nombreux domaines tels que l'aérospatiale, l'automobile, les machines, l'électronique, les appareils électriques, la médecine, les jouets, la construction et l'art, obtenant des résultats remarquables, qui se reflètent principalement dans les aspects suivants :
De nombreux produits, en particulier les appareils électroménagers et les automobiles, ont des exigences extrêmement élevées en matière d'esthétique et d'innovation. La forme n'est pas intuitive parce qu'elle est "visible mais pas facile à toucher". Grâce à la technologie RP, les prototypes peuvent être rapidement mis à la disposition des concepteurs et des utilisateurs pour qu'ils les examinent selon différentes normes et perspectives, ce qui rend la conception et l'inspection des formes plus intuitives, plus efficaces et plus efficientes.
La technologie RP permet de fabriquer des prototypes de pièces avec précision et réalisme avant l'ouverture du moule, ce qui permet de faire apparaître clairement sur le modèle divers problèmes et erreurs mineurs dans la conception, réduisant ainsi considérablement les risques liés à l'ouverture du moule. La fabrication rapide de modèles physiques permet d'évaluer la conception plus tôt, ce qui raccourcit le cycle de retour d'information sur la conception, accélère le retour d'information sur la conception, augmente le taux de réussite du développement de produits, réduit les coûts de développement et raccourcit globalement le temps de développement.
Les concepteurs peuvent utiliser la technologie RP pour effectuer rapidement des tests fonctionnels afin de déterminer si la conception répond au mieux aux exigences, optimisant ainsi la conception du produit.
Grâce aux prototypes, les gens peuvent toucher et sentir l'entité physique, ce qui est extrêmement important pour la conception des pièces de préhension des appareils photo, des outils électriques portatifs, etc. et a une grande importance dans l'application de l'ergonomie.
Il est très important d'effectuer des inspections d'interférence d'assemblage dans des espaces limités, et les essais d'assemblage de prototypes permettent de compléter la conception en une seule fois.
Le fait de pouvoir fournir en temps voulu des modèles de produits pour l'évaluation des clients augmente considérablement la compétitivité du produit.
La technologie RP peut également être appliquée à l'analyse informatique et aux modèles expérimentaux. Par exemple, des modèles physiques peuvent être réalisés à partir des résultats de l'analyse par éléments finis, ce qui permet de comprendre la distribution des contraintes et des déformations de l'objet de l'analyse.
Diverses opérations chirurgicales, en particulier celles qui sont complexes, nécessitent de toute urgence des modèles physiques in situ des organes endommagés à l'échelle réelle. L'introduction de données de tomodensitométrie dans des dispositifs de RP pour obtenir des modèles solides tridimensionnels peut être très efficace pour aider les chirurgiens à décider des plans chirurgicaux.
Ces dernières années, la technologie du prototypage rapide a évolué dans deux directions : d'une part, la précision des prototypes, la performance des pièces moulées et la vitesse de moulage ne cessent de s'améliorer ; d'autre part, le coût des équipements et des matériaux diminue. Parallèlement à la popularisation progressive des systèmes de CAO en 3D, les domaines d'application et le marché sont de plus en plus vastes. D'après l'évolution de ces dernières années, la proportion d'applications de prototypes généraux a progressivement diminué, et les modèles conceptuels et les pièces fonctionnelles occuperont la majeure partie du marché des applications de prototypage rapide.
La fabrication directe de pièces fonctionnelles a toujours été un point chaud et la direction la plus stimulante de la recherche en matière de RP, avec de nombreuses entreprises professionnelles, des établissements d'enseignement supérieur et des organismes de recherche qui se consacrent à ce domaine.
Les prototypes utilisés pour la conception sont appelés "modèles conceptuels". Ils ne nécessitent pas de propriétés physiques et chimiques élevées ni de précision de moulage, mais surtout une vitesse de moulage rapide, adaptée à la conception, aux environnements de bureau (équipement compact, fonctionnement fiable sans pollution, propre, silencieux) et facile à utiliser.
Les principales applications des modèles conceptuels comprennent la conception stylistique, l'inspection structurelle, l'inspection des interférences d'assemblage, les essais statiques et dynamiques et l'ergonomie, couvrant ainsi un large éventail. Les modèles conceptuels représentent plus de la moitié des applications de P.
La combinaison de la technologie de prototypage rapide avec les sciences de la vie et la technologie biomédicale est l'une des principales tendances du développement de la fabrication de prototypes rapides au cours de ce siècle, comme en témoignent ses applications importantes dans le domaine de l'ingénierie tissulaire et de l'assemblage contrôlé de cellules en trois dimensions.
Avec la miniaturisation et l'ultra-miniaturisation des équipements de prototypage rapide, semblables aux imprimantes à jet d'encre, la taille des équipements de prototypage rapide peut être réduite à celle d'un ordinateur, devenant ainsi un périphérique de l'ordinateur. La popularité des petits équipements de prototypage rapide augmente au fur et à mesure que leur prix diminue. Par conséquent, la technologie de petite RP est plus communément appelée technologie d'impression 3D (3DP).
Les élèves de l'école primaire, du collège et du lycée, en particulier ceux des écoles professionnelles et techniques, peuvent facilement maîtriser l'ensemble du processus, de la conception créative à l'obtention de prototypes ou de modèles réduits de pièces mécaniques, de modèles architecturaux, d'œuvres d'art artisanales ou même de gribouillages d'enfants, grâce à l'apprentissage de logiciels de CAO en 3D et à l'utilisation d'équipements de photoréférence. Pour les concepteurs, les artistes, les architectes et les créateurs d'entreprises en ligne, le petit équipement de RP devient un outil essentiel pour les bureaux à domicile.
Avec le développement de la technologie de prototypage rapide dans différents pays, des associations internationales de prototypage rapide ont vu le jour. La Global Alliance Rapid Prototyping Association (GARPA) a été officiellement créée en 1998 sous l'égide du professeur Terry Wohler des États-Unis et du Dr Ian Gibson de Hong Kong. GARPA est une alliance d'associations de prototypage rapide (sociétés, comités techniques, etc.) enregistrées dans différents pays. Elle compte actuellement 17 pays membres, régions et dirigeants d'associations, comme le montre le tableau 1.
Tableau 1 : Présentation de l'association GARPA (Global Alliance Rapid Prototyping Association)
| (1) | PME DES ÉTATS-UNIS | Boris Fritz | Président |
| (2) | ROYAUME-UNI | Graham Truman | Président |
| (3) | Suède | Berndt Homer | |
| (4) | Allemagne (NC Branch) | Michael Junghanss | |
| (5) | Japon | Igata Tetsuzo | |
| (6) | Chine | Yongnian Yan | Président |
| (7) | Finlande | Jukka Tuomi | Président |
| (8) | France | Alain Bernard | Vice-président |
| (9) | Canada | Vesna Cota | Président |
| (10) | Danemark | Bent Mieritz | |
| (11) | Italie | Luca Iuliano | |
| (12) | Corée du Sud | Dongyol Yang (Yang Donglie) | |
| (13) | Afrique du Sud | Deon de Beer | |
| (14) | Nouvelle-Zélande | Walter Kruf | Président |
| (15) | Irlande | Michael Muphy | |
| (16) | Australie | Noel Frost | |
| (17) | Hong Kong | Ian Gibson | Vice-président |
La recherche et l'application de la technologie RP sont principalement concentrées aux États-Unis, en Europe et au Japon. Les principales universités des États-Unis qui mènent des recherches sur la technologie RP sont les suivantes :
MIT, dirigé par le professeur Emanuel Sachs, qui recherche et développe le processus 3DP ; l'université de Dayton, dirigée par le professeur Allan J. Lightman, qui se consacre à la recherche sur divers processus RP, et cette université organise chaque année une conférence académique internationale RPM conjointement avec la Society of Manufacturing Engineers (SME) ; l'université du Texas à Austin, dirigée par le prof. Joseph J. Beaman, qui se consacre principalement à la recherche sur le processus SLS, où se tient la conférence universitaire internationale SFF ; l'université de Stanford, dirigée par le professeur Fritz B. Prinz, qui se consacre principalement à la recherche sur le processus et les applications SDM (Shape Deposition Manufacturing).
L'université Carnegie Mellon, dirigée par Lee E. Weiss, mène principalement des recherches sur l'application de la RP à la micromécanique. En outre, de nombreuses universités et instituts de recherche aux États-Unis mènent des recherches sur de nouveaux processus de RP, de nouvelles technologies et la fabrication directe de prototypes en céramique ou en métal.
Principale situation en matière de recherche et de développement des grandes entreprises de photogravure aux États-Unis : 3D Systems Inc. étudie principalement le processus, l'équipement et les applications SLS ; l'ancienne TM Corp. étudie principalement le processus, l'équipement et les applications SLS ; Stratasys Inc. étudie principalement le processus, l'équipement et les applications FDM ; Z Corp. étudie et produit des équipements de RP principalement basés sur le processus 3DP ; Solidscape est au plus haut niveau mondial en RP pour les prototypes de précision tels que les bijoux, avec un processus de projection de matériaux thermoplastiques non métalliques (Jetting).
Les principales unités de recherche au Japon sont les suivantes : L'Université de Tokyo, dirigée par le professeur Takeo Nakayama, engagée dans la recherche sur les processus et technologies SL et LOM ; la filiale D-MEC de SONY, qui a lancé l'équipement SCS pour les processus SL ; la filiale CMET INC. de Mitsubishi, qui a lancé l'équipement SOUP pour les processus SL, occupant un marché important au Japon ; la filiale MES de Mitsui, qui a lancé les machines de moulage CO-LAMM pour les processus SL ; la société Du Pont/Teijin-Seiki, qui a lancé l'équipement SOMOS pour les processus SL.
De nombreux instituts de recherche et fabricants d'Europe occidentale se concentrent également sur ce domaine : La société allemande Electro-Optical System Gmbh, ou EOS, qui se consacre principalement à la recherche et au développement des procédés SL et SLS ; la société suédoise Sparx AB (Larson Brothers CO.AB) a lancé le système "Hot Plot Rapid Prototyping", similaire au procédé LOM d'Helisys ; la société française Laser3D a lancé le système RP.