Comment réparer les déformations de soudage : Techniques et conseils efficaces
Peu de choses sont aussi frustrantes dans le monde du soudage que de faire face à une déformation inattendue. Que vous travailliez sur un...
Imaginez que vous êtes sur le point de commencer votre premier projet de soudage, mais que vous ne savez pas comment régler les paramètres de votre machine à souder. Cela peut sembler décourageant au début, mais il est essentiel de maîtriser ces réglages pour obtenir des soudures solides et nettes. De la compréhension de la tension et de l'ampérage à l'interprétation des diagrammes de soudage, ce guide pas à pas vous guidera tout au long du processus. Vous apprendrez à régler votre machine en fonction de l'épaisseur du matériau, afin de garantir la précision et l'efficacité de vos soudures. Nous nous pencherons également sur la vitesse d'alimentation du fil, un facteur critique qui peut faire ou défaire votre succès en matière de soudage. Prêt à réaliser des soudures parfaites ? Plongeons dans l'action et découvrons comment régler votre machine à souder pour obtenir des résultats optimaux.
En soudage, la tension est la mesure de la différence de potentiel électrique entre l'électrode et la pièce à souder. Ce paramètre influence la longueur de l'arc et la forme du cordon de soudure. Une tension plus élevée produit un arc plus long et un cordon plus large et plus plat, tandis qu'une tension plus faible produit un arc plus court et un cordon plus étroit et plus concentré.
L'ampérage, ou courant, est le flux de charge électrique dans le circuit de soudage. Il affecte directement l'apport de chaleur à la soudure et la profondeur de pénétration. Un ampérage élevé augmente la vitesse de fusion de l'électrode ou du fil, ce qui permet une pénétration plus profonde et un taux de dépôt plus élevé. Toutefois, un ampérage excessif peut provoquer des brûlures, en particulier sur les matériaux minces.
La tension et l'ampérage sont des facteurs liés qui doivent être équilibrés pour obtenir des performances de soudage optimales. Alors que la tension contrôle la longueur de l'arc et la forme du cordon, l'ampérage détermine l'apport de chaleur et la profondeur de pénétration. Le réglage correct de ces paramètres garantit un arc stable, une fusion correcte et un minimum de défauts dans la soudure.
La compréhension et le réglage de la tension et de l'ampérage sont essentiels pour obtenir des soudures de haute qualité. Des réglages corrects permettent d'éviter les problèmes courants tels que les contre-dépouilles, l'absence de fusion et les brûlures.
En comprenant et en réglant correctement la tension et l'ampérage, les soudeurs peuvent obtenir des résultats optimaux, garantissant des soudures solides et sans défaut, adaptées à diverses applications.
Les tableaux de soudage sont des outils essentiels qui fournissent des indications détaillées sur les paramètres de soudage nécessaires pour différents joints et matériaux. Ils aident les soudeurs à régler correctement leurs machines, garantissant ainsi des soudures de haute qualité. Il est essentiel de comprendre comment interpréter ces tableaux pour obtenir des résultats de soudage optimaux.
Les symboles de soudage sont des représentations graphiques qui transmettent des instructions de soudage spécifiques. Par exemple, le symbole de la flèche indique l'endroit où la soudure doit être appliquée, agissant comme un guide vers le joint. La ligne de référence contient des informations essentielles telles que la taille, la profondeur et le modèle de la soudure. Elle peut être simple ou double, montrant des soudures différentes de chaque côté du joint. Le symbole de la soudure représente le type de soudure, par exemple la soudure d'angle ou la soudure de gorge.
Il est essentiel de comprendre les différents types de soudures et les symboles correspondants pour pouvoir les interpréter correctement :
Les diagrammes de soudage fournissent les réglages recommandés pour la tension, l'ampérage et la vitesse d'alimentation du fil (WFS) en fonction du type et de l'épaisseur du matériau. Voici comment utiliser efficacement ces tableaux :
Les diagrammes de soudage varient en fonction du matériau à souder, avec des recommandations spécifiques pour des paramètres tels que la tension, l'ampérage et le WFS.
L'épaisseur du matériau est cruciale pour le soudage, car elle influe directement sur les réglages de la machine à souder. Il s'agit de la mesure de l'épaisseur du matériau à souder, généralement en pouces ou en millimètres. Les matériaux plus épais ont besoin de plus de chaleur pour une bonne pénétration, tandis que les matériaux plus fins ont besoin de moins de chaleur pour éviter les brûlures.
L'épaisseur du matériau détermine les paramètres de tension, d'ampérage et de vitesse d'alimentation du fil (WFS) de votre machine à souder, qui doivent être réglés correctement pour garantir une soudure solide, propre et sans défauts. Voici comment chaque paramètre est influencé par l'épaisseur du matériau :
Les tableaux de soudage sont des outils utiles qui proposent des réglages recommandés pour différents matériaux et épaisseurs. Voici comment les utiliser efficacement :
Le réglage précis de votre machine à souder en fonction de l'épaisseur du matériau garantit des soudures de haute qualité avec une bonne pénétration et un minimum de défauts.
La vitesse d'alimentation du fil (WFS) est la vitesse à laquelle le fil de soudage est introduit dans la torche pendant le soudage. Elle est mesurée en pouces par minute (ipm) et influe considérablement sur la qualité de la soudure.
Il est essentiel d'avoir une bonne WFS pour une pénétration et un aspect corrects de la soudure, afin d'obtenir un cordon de soudure cohérent et sans défaut. Si le WFS est trop élevé, il peut en résulter des brûlures et des éclaboussures excessives. À l'inverse, si le WFS est trop faible, la soudure peut souffrir d'une mauvaise pénétration et d'un cordon plus large et moins défini.
Plusieurs facteurs influencent le réglage approprié du WFS :
Les matériaux plus épais nécessitent des vitesses de dévidage du fil plus élevées pour obtenir une pénétration adéquate, garantissant ainsi une soudure solide et correctement fusionnée.
Les différentes tailles de fil nécessitent des réglages WFS spécifiques. Les tailles de fil les plus courantes sont 0,023, 0,030 et 0,035 pouces. Chaque taille nécessite des ajustements du WFS pour correspondre à l'ampérage désiré et aux caractéristiques de la soudure.
La vitesse à laquelle la torche de soudage est déplacée influe sur la vitesse de soudage requise. Les vitesses de soudage plus rapides nécessitent des WFS plus élevés pour maintenir un bain de soudure et une vitesse de dépôt constants.
Les soudeurs expérimentés peuvent ajuster les réglages du WFS en fonction de l'apparence du cordon de soudure pour obtenir des résultats optimaux.
Commencez par vous familiariser avec le concept de WFS et son impact sur la qualité de la soudure. Sachez que la vitesse d'alimentation du fil de soudage dans le bain de soudure est contrôlée.
Pour calculer le WFS, il faut utiliser un multiplicateur basé sur la taille du fil. Par exemple, un fil de 0,030 pouce utilise généralement 2 pouces par ampère. Ainsi, à 125 ampères, le WFS serait d'environ 250 ipm.
Observer les caractéristiques du cordon de soudure, telles que la pénétration, le profil du cordon, la largeur et le raccord sur les bords. Régler le WFS en conséquence pour obtenir la qualité de soudure souhaitée.
La tension et le WFS sont interdépendants. Le réglage de l'un nécessite souvent le réglage de l'autre pour maintenir l'équilibre nécessaire à une soudure de haute qualité.
Utilisez un chronomètre ou une minuterie numérique pour mesurer la quantité de fil acheminée pendant une durée déterminée, par exemple 6 secondes. Calculez le nombre d'ipm en multipliant la longueur mesurée par dix.
Certains postes de soudage peuvent avoir des affichages numériques imprécis ; des mesures physiques peuvent garantir un réglage plus précis du WFS.
Contrôler en permanence le cordon de soudure et procéder à des ajustements progressifs du WFS en fonction des besoins pour maintenir la cohérence et la qualité.
Conservez un registre des réglages WFS réussis pour référence ultérieure. Cette pratique permet de rationaliser le processus d'ajustement pour des projets similaires.
Comprendre et régler avec précision la vitesse d'alimentation du fil permet aux soudeurs d'optimiser les réglages de la machine pour produire des soudures de haute qualité avec une bonne pénétration et un minimum de défauts.
La longueur de l'arc correspond à la distance entre l'électrode de soudage et la pièce à souder, et son réglage est essentiel pour contrôler la chaleur et la qualité de la soudure. Une longueur d'arc plus courte produit une zone de chaleur plus concentrée, ce qui conduit à un cordon de soudure plus étroit, idéal pour souder des matériaux minces afin d'éviter les brûlures. Inversement, un arc plus long répartit la chaleur sur une zone plus large, ce qui produit un cordon de soudure plus large convenant au soudage de matériaux plus épais nécessitant une pénétration plus profonde.
La pénétration de la soudure fait référence à la profondeur à laquelle la soudure fusionne avec le matériau de base. Une bonne pénétration garantit la solidité et la durabilité de la soudure. Une pénétration élevée, obtenue en augmentant l'ampérage, permet une fusion plus profonde dans le matériau de base, ce qui est nécessaire pour les soudures structurelles où la résistance est essentielle. Une faible pénétration, obtenue en réduisant l'ampérage, entraîne une fusion moins profonde, adaptée aux soudures esthétiques ou aux matériaux minces.
Maintenir une vitesse de déplacement et une longueur d'arc constantes, en utilisant une méthode de poussée ou de traction en fonction du type de joint. Ce procédé est idéal pour le soudage de matériaux d'épaisseur fine à moyenne, y compris l'acier et l'aluminium.
Utiliser un arc précis et contrôlé avec une électrode de tungstène non consommable, en ajoutant manuellement le matériau d'apport. Cette technique est idéale pour souder des matériaux fins et des joints complexes, et permet d'obtenir des soudures nettes et de haute qualité.
Utilisez une électrode enrobée de flux, maintenez un arc de courte durée et utilisez une vitesse de déplacement constante. Cette méthode convient au soudage en extérieur et aux matériaux plus épais, et permet d'obtenir des soudures solides et durables.
S'assurer que l'alignement et l'ajustement sont corrects. Effectuer un mouvement de tissage pour remplir le joint de manière uniforme. Ce type de joint est couramment utilisé dans les applications structurelles où deux pièces sont assemblées bord à bord.
Faites chevaucher les pièces et effectuez un mouvement en zigzag ou circulaire pour assurer une fusion parfaite. Cette technique est idéale pour assembler deux pièces dont l'une se superpose à l'autre, comme c'est souvent le cas dans les travaux de tôlerie.
Gardez la main ferme pour remplir l'angle de manière uniforme, en utilisant une courte longueur d'arc pour plus de précision. Ce type de joint est utilisé pour assembler deux pièces à angle droit, ce qui est courant dans la construction de cadres.
Dans la position plate, soudez par-dessus le joint, en laissant la gravité vous aider à former un cordon lisse. Il s'agit de la position la plus facile et la plus courante, qui convient à la plupart des soudures. En position verticale, utilisez un mouvement de tressage pour éviter que le bain de soudure ne coule et ajustez les réglages pour réduire l'apport de chaleur. Cette position difficile est souvent utilisée pour le soudage de structures où des joints verticaux sont nécessaires.
Utiliser un arc de courte durée et un ampérage plus faible pour contrôler le bain de soudure, en travaillant par petites sections pour éviter une chaleur excessive. Ce poste requiert des compétences et de la précision, et est utilisé dans les situations où il est nécessaire de souder par le bas.
L'alimentation pour le soudage à l'arc sous tension constante (GMAW-CV) est un composant essentiel des processus de soudage qui garantit une tension de sortie stable et cohérente. Cette stabilité est essentielle pour maintenir la qualité et l'intégrité des soudures dans diverses applications.
L'alimentation électrique des systèmes GMAW-CV joue un rôle essentiel dans le contrôle des paramètres de soudage. Elle détermine la tension, qui affecte la longueur de l'arc et le profil général du cordon de soudure. Un réglage correct des paramètres de l'alimentation électrique garantit que les soudures sont solides, sans défaut et conformes aux spécifications requises.
Le choix de la tension de soudage correcte est la première étape de la configuration d'une alimentation GMAW-CV. Voici comment sélectionner la tension appropriée :
La vitesse d'alimentation du fil (WFS) contrôle indirectement le courant de soudage, ce qui la rend cruciale dans le soudage GMAW-CV. Suivez les étapes suivantes pour régler la vitesse d'alimentation du fil :
Bien que le courant de soudage ne soit pas directement réglé dans les systèmes GMAW-CV, il est influencé par les réglages du WFS. Voici comment surveiller et contrôler le courant :
Une distance correcte entre la pointe de contact et le travail (CTWD) garantit des conditions d'arc stables. Respectez les consignes suivantes :
La vitesse de déplacement a un impact sur le profil et la pénétration du cordon de soudure. Voici comment la régler :
Le courant de soudage influence le mode de transfert du métal. Par exemple, au-delà d'environ 190 ampères, le mode de transfert peut passer de globulaire à pulvérisé, en fonction du métal et du gaz de protection utilisés. Ajustez les réglages pour obtenir le mode de transfert optimal pour votre application.
Le choix du gaz de protection approprié est essentiel pour protéger la zone de soudure de la contamination atmosphérique. Différents gaz, tels que l'argon ou le CO2, sont utilisés en fonction du matériau et de la qualité de soudure souhaitée. Veillez à ce que les débits et les mélanges de gaz soient appropriés pour maintenir l'intégrité de la soudure.
En comprenant et en réglant correctement les paramètres de l'alimentation GMAW-CV, les soudeurs peuvent optimiser leurs procédés de soudage et obtenir des soudures fiables et de haute qualité dans diverses applications.
Lors du soudage, divers problèmes peuvent survenir et affecter la qualité et l'intégrité de la soudure. Voici quelques problèmes courants et leurs causes :
Les projections se produisent lorsque de petites gouttelettes de métal en fusion sont éjectées de l'arc de soudage, créant des imperfections sur la surface de la soudure.
Les causes :
Solutions :
La porosité désigne la présence de petits trous ou de vides dans le cordon de soudure, ce qui peut affaiblir la soudure.
Les causes :
Solutions :
La distorsion se produit lorsque le matériau soudé se déforme ou se plie en raison d'une répartition inégale de la chaleur.
Les causes :
Solutions :
On parle de manque de fusion lorsque la soudure n'est pas suffisamment liée au métal de base, ce qui entraîne des joints fragiles.
Les causes :
Solutions :
La contre-dépouille est une rainure formée au niveau du bord de la soudure, qui réduit la section transversale de la soudure et compromet sa résistance.
Les causes :
Solutions :
Il y a chevauchement lorsque l'excédent de métal d'apport déborde du bord de la soudure, ce qui crée un joint faible.
Les causes :
Solutions :
Pour résoudre ces problèmes, il est essentiel de régler correctement les paramètres de votre machine à souder :
Le réglage de la vitesse du dévidoir et de la tension permet d'obtenir le bon équilibre pour votre soudure. Des réglages trop élevés ou trop bas peuvent provoquer des éclaboussures ou des porosités.
Ajuster le débit de gaz pour éviter la porosité, en fonction du matériau et des conditions de soudage.
Régler l'ampérage et la tension pour obtenir une fusion correcte sans provoquer de distorsion ou de contre-dépouille. Contrôler l'apport de chaleur pour s'assurer qu'il correspond à l'épaisseur du matériau et aux exigences de soudage.
En suivant ces étapes et en effectuant les ajustements nécessaires aux réglages de votre machine à souder, vous pouvez améliorer la qualité de vos soudures et résoudre efficacement les problèmes de soudage les plus courants.
Vous trouverez ci-dessous les réponses à certaines questions fréquemment posées :
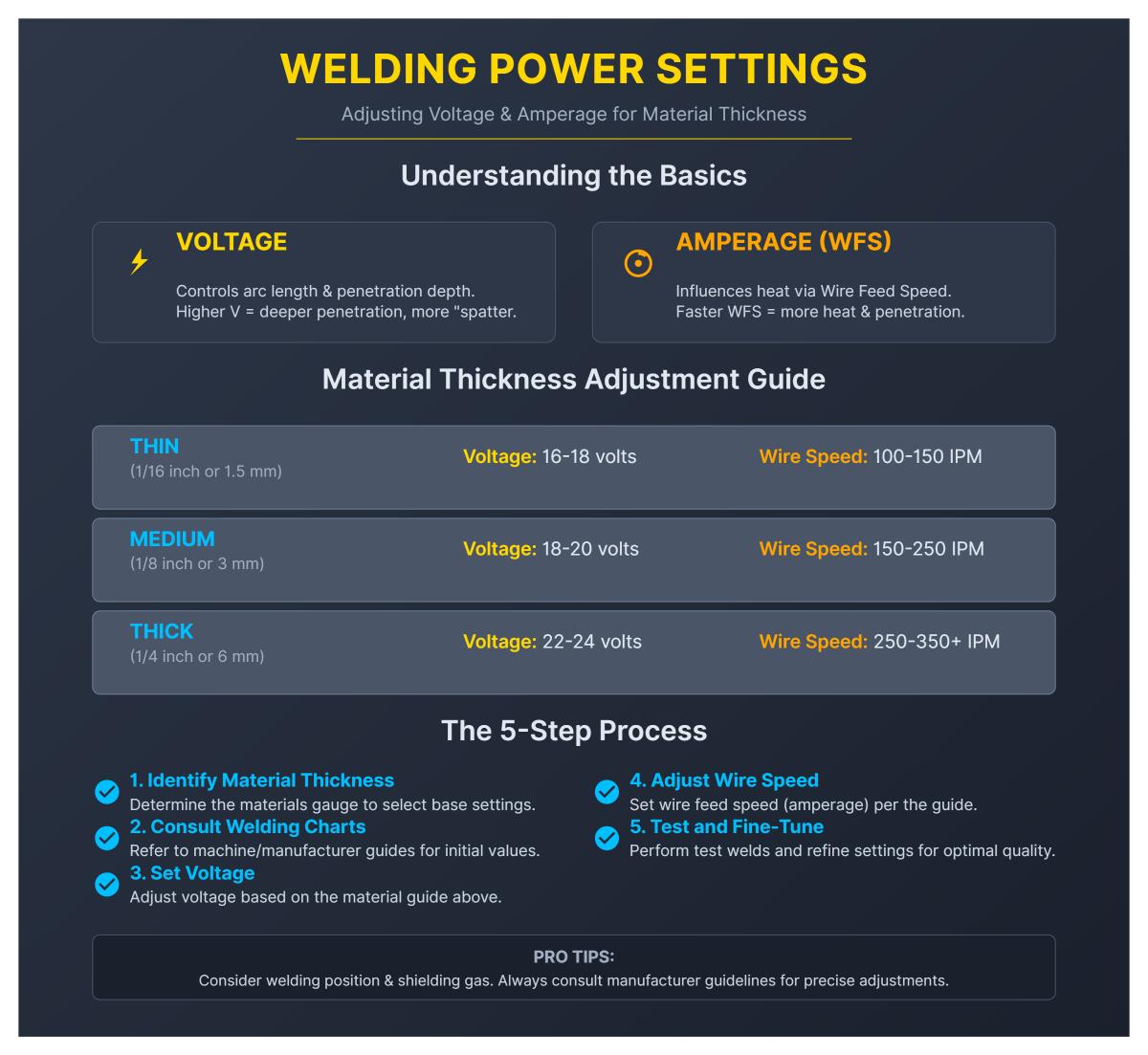
Le réglage de la tension et de l'ampérage en fonction de l'épaisseur des matériaux est essentiel pour un soudage efficace.
Tension contrôle la longueur de l'arc et la profondeur de pénétration. Une tension plus élevée permet une pénétration plus profonde, mais peut entraîner davantage de projections. AmpérageL'apport de chaleur, régulé par la vitesse de dévidage du fil, influence l'apport de chaleur dans la soudure. Une vitesse de fil plus élevée augmente l'apport de chaleur et la pénétration.
Voici comment ajuster les paramètres en fonction de l'épaisseur du matériau :
Tenir compte de la position de soudage et du gaz de protection, car ces facteurs peuvent affecter les réglages. Consultez les directives du fabricant pour des réglages précis.
Si la vitesse d'alimentation du fil est trop élevée pendant le soudage, plusieurs problèmes peuvent survenir. Tout d'abord, le fil peut se planter dans la pièce au lieu de former un arc lisse, ce qui entraîne une mauvaise pénétration de la soudure et une surface rugueuse du cordon. En outre, l'augmentation de la vitesse d'alimentation du fil augmente le courant (ampérage), ce qui peut provoquer un apport de chaleur excessif si la tension et la vitesse de déplacement ne sont pas équilibrées. Cette chaleur excessive peut entraîner un bourrelet large et une détérioration potentielle du matériau. Pour gérer ces problèmes, il est essentiel d'équilibrer la vitesse du dévidoir avec les réglages de tension, la vitesse de déplacement et le gaz de protection appropriés afin de garantir une soudure de qualité.
La lecture d'un tableau des réglages de soudage est essentielle pour régler correctement votre machine à souder. Ces tableaux fournissent des indications basées sur divers facteurs tels que l'épaisseur du matériau, le diamètre du fil et le type de gaz de protection. Pour lire efficacement un tableau de réglage de soudage, suivez les étapes suivantes :
En suivant ces conseils, vous pouvez ajuster les réglages de votre machine à souder afin d'obtenir une qualité de soudure optimale pour votre projet spécifique. Testez toujours d'abord sur de la ferraille et affinez les réglages si nécessaire.
Pour les débutants en soudage, la maîtrise des techniques de base est essentielle pour produire des soudures de qualité et comprendre comment ajuster efficacement les réglages de la machine à souder. Voici quelques techniques de soudage courantes pour les débutants :
En pratiquant ces techniques et en comprenant comment ajuster les réglages de la machine, tels que la tension, l'ampérage, la vitesse d'alimentation du fil et le débit du gaz de protection, les débutants peuvent améliorer leurs compétences en matière de soudage et obtenir de meilleurs résultats. Les mesures de sécurité, une bonne ventilation et le fait de commencer par des projets simples sont également essentiels pour que les débutants acquièrent de la confiance et garantissent un environnement de soudage sûr.
Pour éviter les brûlures sur les matériaux minces, vous devez gérer soigneusement l'apport de chaleur et adapter vos techniques de soudage. Tout d'abord, réduisez l'intensité du courant sur votre machine à souder afin de minimiser la quantité de chaleur appliquée, car une chaleur excessive peut faire fondre les métaux minces et créer des trous. Terminer rapidement les passes de soudage permet également de réduire l'exposition à la chaleur.
Le choix des électrodes et des métaux d'apport est crucial. Optez pour des électrodes plus petites qui nécessitent moins de chaleur, ce qui convient mieux aux matériaux minces. Maintenez une longueur d'arc modérée, idéalement égale au diamètre de l'électrode, afin d'éviter de concentrer trop de chaleur en un seul point.
Ajustez votre angle de déplacement et votre vitesse de soudage pour vous assurer que vous n'appliquez pas trop de chaleur à un endroit. L'utilisation d'une technique de tissage peut aider à répartir uniformément la chaleur sur la zone de soudure. En outre, veillez à ce que vos matériaux soient propres et exempts de contaminants afin d'obtenir une soudure de qualité sans défauts.
L'utilisation de gaz de protection appropriés, comme les mélanges argon/CO2, peut aider à contrôler l'arc et l'apport de chaleur, ce qui réduit encore le risque de brûlure. En suivant ces étapes, vous pouvez prévenir efficacement le percement et réaliser des soudures de haute qualité sur des matériaux minces.
Si vos soudures ne pénètrent pas correctement, commencez par augmenter l'ampérage dans la plage recommandée pour l'épaisseur du matériau et le type d'électrode. Un ampérage plus élevé permet de faire fondre le métal de base plus efficacement, ce qui améliore la pénétration. En outre, maintenez un arc de courte durée en tenant l'électrode plus près de la pièce, ce qui concentre la chaleur et améliore la pénétration.
Le ralentissement de la vitesse de déplacement peut également s'avérer utile, car les vitesses plus élevées risquent de refroidir prématurément le bain de soudure, ce qui entraînerait une pénétration superficielle. Veillez à utiliser l'électrode adaptée à votre matériau, avec des diamètres plus petits pour les matériaux minces et des types pénétrants tels que E6010 pour les passes de racine en courant continu.
Une bonne préparation des joints, y compris le maintien d'écarts appropriés entre les racines et le nettoyage du matériau de base pour éliminer les contaminants, est essentielle pour un transfert de chaleur efficace. Si vous utilisez le soudage MIG ou TIG, ajustez le mélange de gaz de protection pour améliorer la pénétration. Enfin, vérifiez l'angle de l'électrode, en maintenant un léger angle de traînée pour diriger la chaleur vers la racine de la soudure.