Maîtriser le SMAW : sélectionner les bons paramètres de soudage
Qu'est-ce qui rend le soudage à l'arc sous protection métallique (SMAW) si efficace ? La réponse réside dans le choix des bons paramètres de soudage. Cet article...

Différentes méthodes de soudage ont des paramètres différents, et même la même méthode de soudage peut avoir des paramètres différents en raison de conditions de travail différentes, de la taille des pièces, de leur forme, des matériaux et de la position des soudures pendant le soudage. Voici donc une brève introduction aux principes de sélection des paramètres de soudage pour les méthodes de soudage les plus courantes.
La détermination des paramètres de soudage prend principalement en compte les aspects suivants :
Voir le méthodes de soudage couramment utilisées décrite.
Lorsque les autres paramètres de soudage restent inchangés, l'augmentation du courant de soudage accroît l'épaisseur et le renforcement de la soudure, tandis que la largeur de la soudure reste pratiquement inchangée (ou augmente légèrement), comme le montre la figure 2-67. Si le courant de soudage est trop élevé, il peut y avoir des défauts tels que des brûlures ou un renforcement excessif. Lorsque le courant de soudage est réduit, l'épaisseur de la soudure diminue et la pénétration de la soudure s'aggrave.
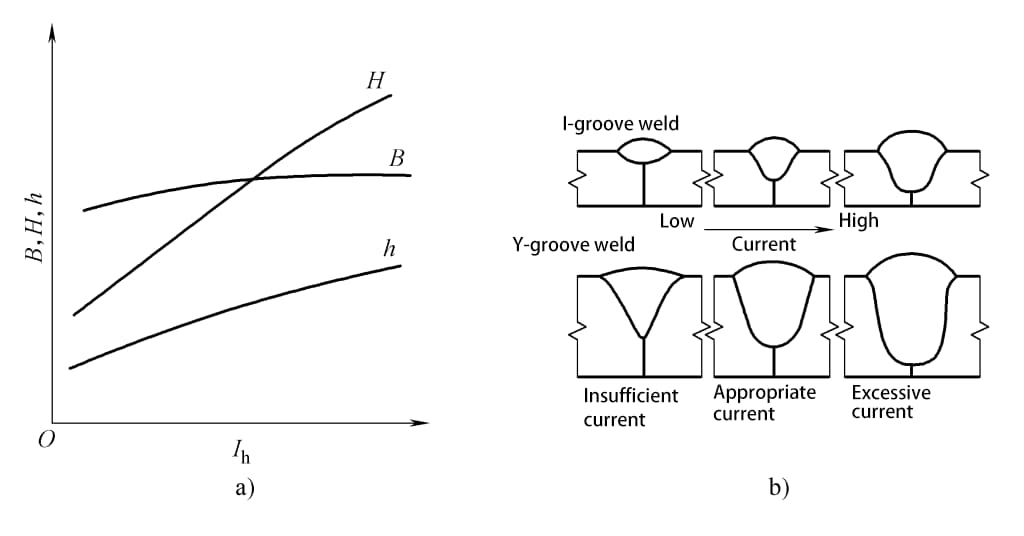
a) Influence des règles b) Modifications de la forme de la soudure
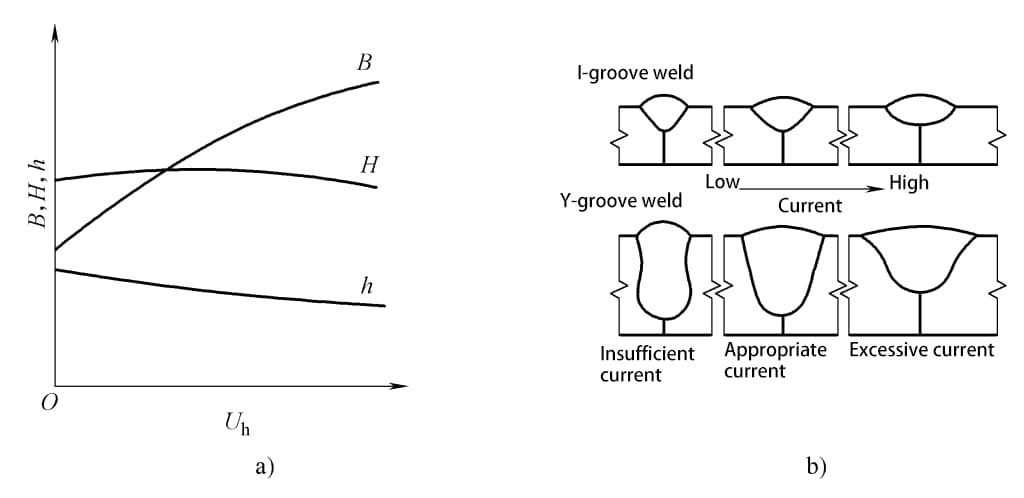
Lorsque les autres paramètres de soudage restent inchangés, une augmentation de la tension de l'arc augmente considérablement la largeur de la soudure, tandis que l'épaisseur de la soudure et le renforcement diminuent légèrement, comme le montre la figure 2-68. On constate que le courant de soudage est le principal facteur déterminant l'épaisseur de la soudure, tandis que la tension de l'arc est le principal facteur affectant la largeur de la soudure.
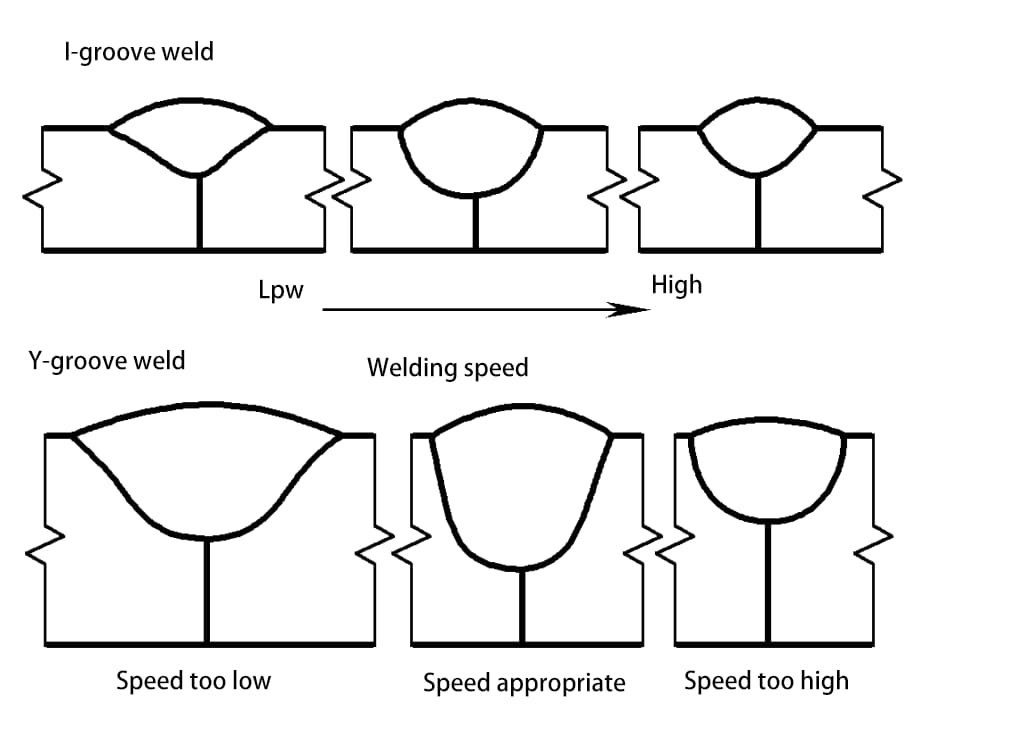
La vitesse de soudage a un impact significatif sur l'épaisseur et la largeur de la soudure, comme le montre la figure 2-69. Lorsque la vitesse de soudage augmente, l'épaisseur et la largeur de la soudure diminuent considérablement.
Outre les trois principaux paramètres de soudage mentionnés ci-dessus, d'autres paramètres de soudage ont également un certain impact sur la forme de la soudure.
(1) Diamètre de l'électrode et longueur de l'extension du fil
La réduction du diamètre de l'électrode diminue l'épaisseur et la largeur de la soudure. L'augmentation de la longueur d'extension du fil entraîne une augmentation du renforcement. Plus le diamètre du fil est petit ou plus la résistivité du matériau est élevée, plus cet effet est prononcé.
(2) Inclinaison de l'électrode
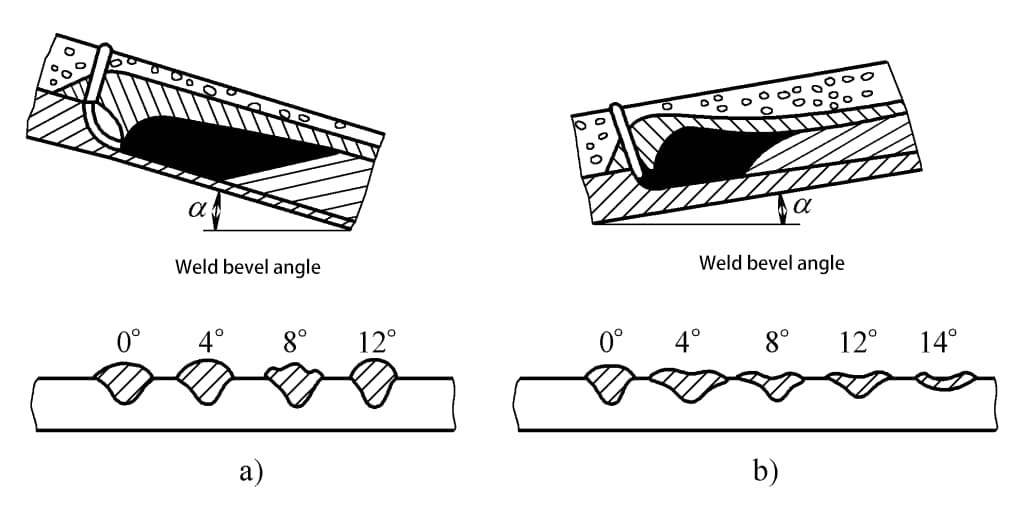
Pendant le soudage, l'électrode (ou le fil) est inclinée par rapport à la pièce à souder de manière à ce que l'arc soit toujours orienté vers la pièce à souder. Cette méthode de soudage est appelée soudage d'angle. Avec le soudage d'angle, le facteur de formation de la soudure augmente, la pénétration est peu profonde, la largeur de la soudure augmente et le renforcement diminue. Plus l'angle d'attaque α est faible, plus cet effet est prononcé, comme le montre la figure 2-70. Cette méthode convient au soudage de plaques minces. Lorsque l'électrode (fil) est inclinée vers l'arrière, la situation est inverse.
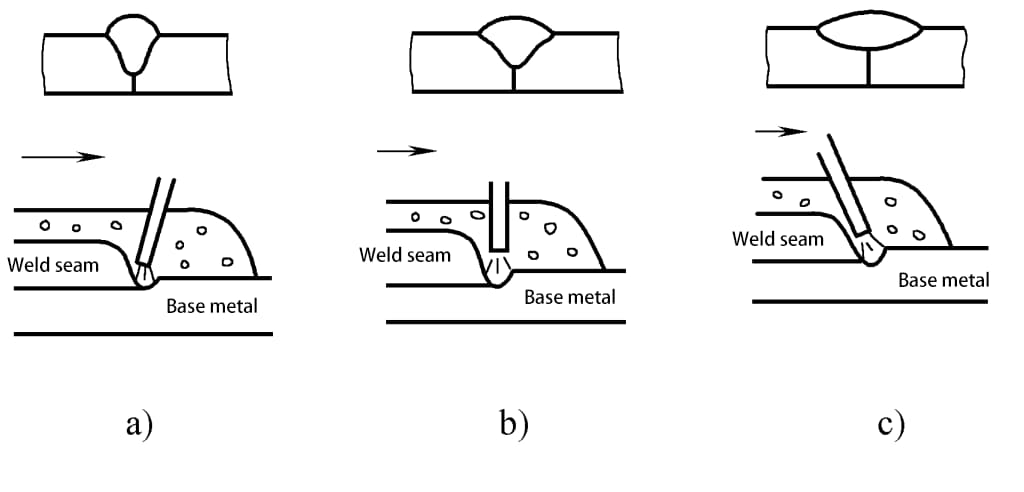
a) Fil incliné vers l'arrière b) Fil vertical c) Fil incliné vers l'avant
(3) Inclinaison de la pièce
Lors du soudage en montée, l'épaisseur de la soudure et le renforcement augmentent, tandis que la largeur de la soudure diminue. Plus l'angle de montée est grand, plus l'effet est prononcé. Lorsque l'angle de montée α > 6°, la formation se détériore. Par conséquent, dans le soudage automatique à l'arc, il est toujours préférable d'éviter le soudage en montée.
La situation avec le soudage en descente est exactement l'inverse, c'est-à-dire que l'épaisseur de la soudure et le renforcement diminuent légèrement, tandis que la largeur de la soudure augmente légèrement. Par conséquent, le soudage en descente avec un angle d'inclinaison α < 6° peut améliorer la formation de la soudure en surface. Lors du soudage de tôles minces à l'arc sous protection, le soudage en descente est souvent utilisé. Si l'angle d'inclinaison est trop important, il peut entraîner une pénétration incomplète et un débordement du métal fondu dans le bain de soudure, ce qui détériore la formation de la soudure, comme le montre la figure 2-71.
a) Soudage en montée b) Soudage en descente
(4) Forme de la rainure
Lorsque les autres paramètres de soudage restent inchangés, l'augmentation de la profondeur et de la largeur de la rainure augmente légèrement l'épaisseur de la soudure, réduit légèrement la largeur de la soudure et réduit considérablement le renforcement, comme le montre la figure 2-72.
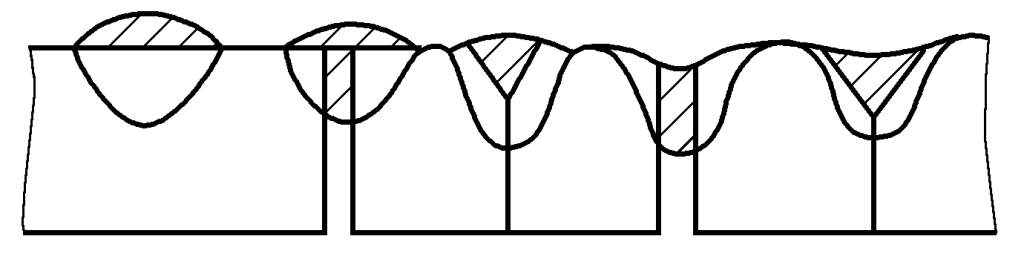
(La zone ombrée de la figure représente la zone occupée par le métal déposé par l'électrode)
(5) Flux
En soudage à l'arc submergéLa composition, la densité, la granularité et la hauteur d'empilement du flux ont toutes un certain impact sur la forme de la soudure. Lorsque les autres conditions sont identiques, les flux ayant une mauvaise stabilité d'arc produisent des soudures plus épaisses, tandis que la largeur de la soudure est plus petite. Lorsque la densité du flux est faible, que la granularité est importante ou que la hauteur d'empilement est réduite, la plage d'oscillation de l'arc s'élargit, ce qui réduit l'épaisseur de la soudure, augmente la largeur de la soudure et réduit légèrement le renforcement.
En outre, la viscosité excessive du laitier entraîne une mauvaise perméabilité à l'air du laitier, ce qui rend difficile l'évacuation des gaz pendant la solidification du bain de fusion, entraînant la formation de nombreuses piqûres à la surface de la soudure et détériorant la formation.
(6) Composition du gaz de protection
Dans le cas du soudage sous protection gazeuse, la composition du gaz de protection et la forme de transition des gouttelettes qui y est étroitement liée ont un impact significatif sur la forme de la soudure. Les changements de forme de la soudure lors de l'utilisation de différents gaz de protection pour le soudage à l'arc sous protection gazeuse à polarité inversée sont illustrés à la figure 2-73.

Le soudage à l'arc sous argon avec transition par jet forme toujours des soudures évidentes en forme de champignon. L'ajout d'O, de CO ou d'H à l'argon peut élargir la formation de la racine et augmenter légèrement l'épaisseur de la soudure. Le soudage à l'arc de transition granulaire et en court-circuit forme une soudure large et peu profonde.
(7) Composition chimique du matériau de base
La composition chimique du matériau de base varie, et sous les mêmes autres facteurs de processus, la forme de la soudure est différente, ce qui est particulièrement évident dans le soudage à l'arc sous argon. Par exemple, trois origines différentes d'aciers inoxydables 06Cr19Ni10 et 06Cr17Ni12Mo2, lorsqu'ils sont soudés par la méthode de soudage à l'arc à l'électrode de tungstène avec les mêmes paramètres de soudage, les changements dans la forme de la soudure obtenue sont indiqués dans le tableau 2-24.
Tableau 2-24 Influence de la composition chimique du matériau de base sur la forme de la soudure
| Non. | Composition chimique du matériau de base (fraction de masse, %) | Épaisseur de la soudure/mm | Largeur de la soudure/mm | Tension d'arc/V | |||||||
| C | Si | Mn | P | S | Cr | Mo | Ni | ||||
| 1 | 0.034 | 0.55 | 1.63 | 0.03 | 0.002 | 17.2 | 2.65 | 11.4 | 2.5 | 6.8 | 15.1 |
| 2 | 0.037 | 0.63 | 0.93 | 0.018 | 0.02 | 16 | 2.18 | 10.2 | 1.7 | 6.8 | 14.9 |
| 3 | 0.042 | 0.45 | 1.65 | 0.032 | 0.012 | 16.3 | 2.62 | 11.5 | 1.6 | 6.6 | 14.9 |
| 4 | 0.041 | 0.67 | 1.66 | 0.031 | 0.014 | 17.8 | - | 8.6 | 3 | 5.2 | 15.1 |
| 5 | 0.036 | 0.4 | 1.54 | 0.035 | 0.11 | 18 | - | 8.8 | 2.3 | 6.5 | 15.2 |
| 6 | 0.44 | 0.6 | 0.99 | 0.016 | 0.004 | 17.8 | - | 9.1 | 1.3 | 6.9 | 14.7 |
Remarque : extrémité de la tige de tungstène à 45°, longueur d'arc de 2 mm, courant de 150 A, vitesse de soudage de 300 mm/min.