Correction mécanique : Méthodes et applications
Avez-vous déjà réfléchi à la manière dont le métal plié redevient droit ? Cet article plonge dans le monde de la correction mécanique, révélant les...

Au cours du traitement des composants en tôle, diverses déformations peuvent se produire, telles que la déformation par retour élastique après l'élimination des forces externes, la déformation par contrainte causée par les tensions internes dues à la contrainte du matériau, la déformation due au traitement thermique, la déformation due au transport du matériau ou aux collisions, et la déformation causée par des matières premières irrégulières, parmi d'autres. Si ces déformations des pièces ne sont pas corrigées, elles peuvent affecter le bon assemblage de l'ensemble de la structure en tôle, réduire la qualité de l'assemblage et même compromettre la résistance et la durée de vie du composant.
Le processus d'élimination des déformations des composants en tôle est connu sous le nom de redressage. Le redressage est une méthode utilisée pour corriger la forme géométrique des structures en acier et des matières premières qui ne répondent pas aux exigences du produit, en provoquant un certain degré de déformation plastique, ce qui permet d'obtenir la géométrie requise par le produit. Toutes les déformations doivent être redressées avant de pouvoir procéder à un traitement ou à un assemblage ultérieur. Le redressage est l'une des opérations de base les plus importantes dans le domaine de l'acier. transformation de la tôle.
Les méthodes courantes de redressage des tôles comprennent le redressage manuel, le redressage mécanique et le redressage à la flamme. Le redressage manuel est principalement utilisé pour corriger les défauts de forme et de taille des pièces de tôle après le formage, ou dans les situations où le redressage mécanique n'est pas possible en raison des limitations de l'équipement de production. L'opération manuelle étant flexible, efficace et peu coûteuse, elle est largement utilisée dans la production.
Le redressage mécanique est généralement utilisé pour redresser et aplanir les matières premières métalliques et les grandes pièces brutes en tôle (tôles, profilés en acier, etc.). Le redressage à la flamme est principalement utilisé pour redresser et aplanir de grandes pièces de tôle. Comme il est peu affecté par les sites de traitement et les conditions de l'équipement, il est particulièrement adapté aux opérations sur le terrain ou en dehors des ateliers.
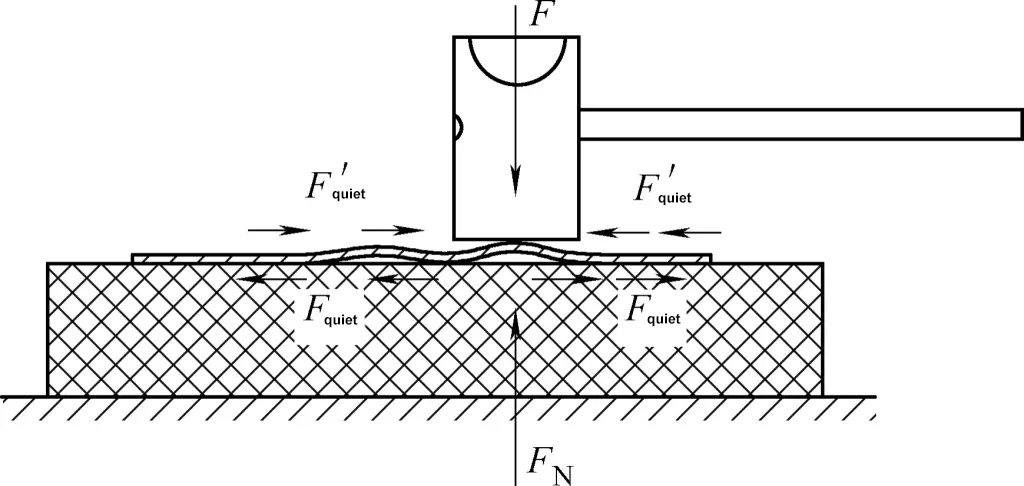
Le redressage manuel utilise des outils manuels (masses ou marteaux) pour frapper des parties spécifiques d'une pièce sur une plate-forme de travail. Grâce aux opérations de "compression" et de "détente" sur le flan, le métal des zones les plus étroites est étiré, ce qui a pour effet d'uniformiser la longueur des fibres de toutes les couches, et donc de réaliser le redressage. Étant donné que les composants de la tôle diffèrent en termes de matériau, de structure et de causes de déformation, les méthodes spécifiques de redressage manuel varient également.
Les tôles d'acier minces sont particulièrement sujettes à la déformation pendant le transport et la fabrication des produits en raison de contraintes localisées, de températures élevées ou d'un stockage irrégulier à l'extérieur pendant de longues périodes. La correction des tôles d'acier minces est une opération hautement qualifiée et relativement difficile.
Lors du processus de redressage, vous devez d'abord analyser le type de déformation ou la combinaison de déformations de base présentes, en fonction de l'état de la tôle mince. Après avoir déterminé les zones de la plaque qui sont lâches (fibres longues) et celles qui sont serrées (fibres courtes), il faut procéder aux opérations de redressage suivantes.
Les termes "lâche" et "serré" sont utilisés par les tôliers pour décrire les irrégularités de surface des tôles d'acier dues à des différences de contraintes localisées. Dans la pratique, les zones où le matériau est étiré et apparaît irrégulier ou déformé sont appelées "lâches", tandis que les zones où le matériau ne s'est pas déformé et reste plat sont appelées "serrées". L'objectif du redressage est de desserrer les zones "serrées" ou de resserrer les zones "lâches", afin d'obtenir une tension uniforme sur l'ensemble de la plaque pour corriger la déformation.
Avant de procéder au redressage, il convient d'inspecter la déformation de la plaque d'acier. Les zones "lâches" ou "serrées" peuvent être identifiées par expérience : les zones qui semblent soulevées ou déprimées et qui bougent sensiblement lorsqu'une pression est exercée sont classées comme "lâches", tandis que les zones relativement plates sont considérées comme "serrées". Lorsqu'une plaque d'acier mince et irrégulière est placée sur une plate-forme solide et plate, certaines zones se soulèvent, tandis que d'autres appuient fermement sur la plate-forme.
Si les bords de la plaque fine reposent à plat contre la plate-forme mais que le centre est bombé, le centre est "lâche" et les bords sont "serrés". Si le centre est plat mais que les bords ont une forme ondulée, les bords sont considérés comme "lâches".
Si la distinction entre "lâche" et "serré" dans une plaque d'acier n'est pas claire, vous pouvez commencer par appliquer un martelage circulaire aux régions internes appropriées près des bords, en transformant les déformations irrégulières en motifs réguliers. Ensuite, procédez à la relaxation des zones serrées.
En cas de bombement local important qui rend difficile le redressement des zones environnantes, il convient d'abord d'appliquer un chauffage localisé à la zone boursouflée. La zone bombée se rétrécit ainsi jusqu'à ce qu'elle soit presque plate, après quoi le redressage à froid peut être appliqué. Lors de la correction, veillez à ce que la pièce soit retournée et frappée des deux côtés.
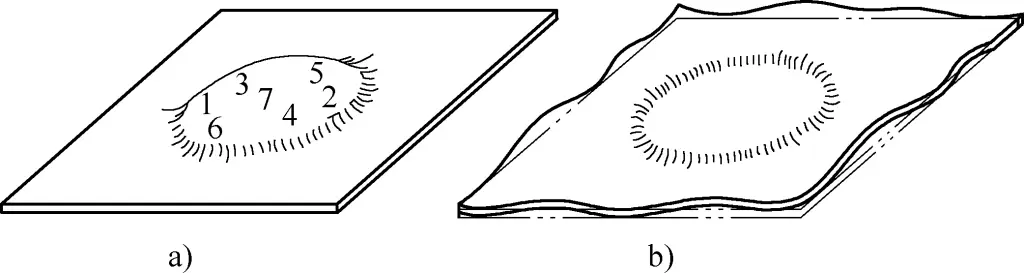
Les modèles de déformation dans les plaques minces comprennent un renflement au centre, des bords ondulés et un gauchissement vers le haut dans les coins, comme le montre la figure 1.
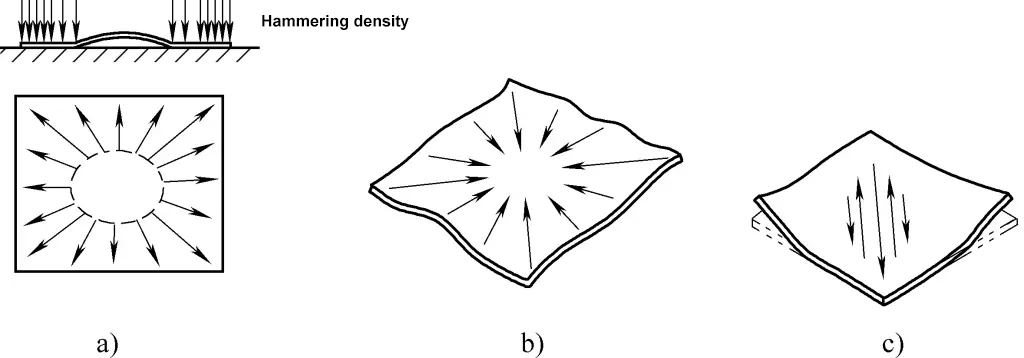
a) Renflement au centre
b) Bords ondulés
c) Déformation vers le haut aux angles
La figure 1 montre le redressement d'un renflement au centre d'une plaque d'acier mince. Un renflement au centre indique que les fibres au milieu de la plaque sont plus longues que sur les bords, ce qui est communément décrit comme les bords étant "serrés" et le centre "lâche".
La zone bombée ressemble à une tache humide sur une feuille de papier mince ayant un certain pouvoir absorbant ; vue d'un côté, la partie bombée est plus haute que le plan plat qui l'entoure et ses bords sont tendus. De l'autre côté, la zone apparaît plus basse que la surface environnante et ses bords sont également tendus. Si les longueurs des fibres de la plaque sont corrigées pour être relativement identiques, le renflement disparaîtra et la plaque deviendra plate.
Lors du redressement manuel, il convient de marteler les bords de la plaque, en commençant près de la zone bombée et en s'étendant progressivement vers l'extérieur, comme le montrent les flèches de la figure 1. Plus on se rapproche des bords, plus le martelage doit être dense et dur. L'objectif est d'étirer les fibres circonférentielles autour de la zone de renflement proportionnellement dans la direction radiale. Cela permet d'égaliser les longueurs des fibres sur toute la plaque et d'éliminer ainsi le renflement central.
S'il y a plusieurs bosses adjacentes sur la surface de la plaque mince, vous devez d'abord marteler légèrement les zones entre les bosses afin de fusionner plusieurs points en une seule zone. Ensuite, appliquez la méthode susmentionnée pour marteler les bords et aplatir la plaque.
La figure 1b montre le redressement des bords ondulés d'une plaque. Cette déformation indique que les fibres autour des bords de la plaque sont plus longues que celles du centre. En d'autres termes, les bords sont "lâches" et le centre est "serré", un peu comme une feuille de papier trempée qui a séché.
Le redressement manuel des bords ondulés doit impliquer un martelage progressif des bords vers le centre, comme le montrent les flèches de la figure 1b. La densité des coups de marteau doit augmenter des bords vers le centre, et la force de chaque coup doit également augmenter, de sorte que les fibres du centre s'étirent. Finalement, la longueur des fibres sur l'ensemble de la plaque s'égalise, ce qui permet d'obtenir le résultat de redressement souhaité.
Si la plaque mince subit des déformations irrégulières telles que la torsion, comme la déformation par gauchissement diagonal illustrée à la figure 1c, cela indique qu'il existe une zone de contrainte de traction perpendiculaire à la direction du gauchissement diagonal dans la zone centrale de la plaque mince, et que la direction de la contrainte de traction est le long de la direction longue de cette zone de contrainte.
D'après cette analyse, la déformation de la plaque mince est due au fait que les fibres situées dans la direction de la contrainte de traction sont légèrement plus courtes que celles qui les entourent. Lors de la correction manuelle, il faut commencer à marteler progressivement vers le centre à partir des deux extrémités en suivant la direction de la zone de contrainte, de sorte que les fibres de la zone de contrainte s'étirent et deviennent aussi longues que les fibres environnantes, ce qui permet d'obtenir la correction.
Pour les trois types de déformations susmentionnées, la correction peut aussi généralement être effectuée à l'aide d'une planche de frappe (également connue sous le nom de "slapper"). La planche de frappe est fabriquée à partir d'une plaque d'acier présentant une bonne élasticité, d'une épaisseur de 3 à 5 mm, d'une largeur d'au moins 40 mm et d'une longueur d'au moins 400 mm. Les dimensions spécifiques de la planche de frappe dépendent de l'épaisseur et de la taille de la plaque à corriger.
En frappant la partie surélevée (ou relâchée) de la zone de déformation avec la planche de frappe, les fibres du matériau frappé se raccourcissent et s'alignent sur les fibres environnantes en longueur, ce qui permet d'obtenir une correction.
Étant donné que l'épaisseur de la planche de frappe est beaucoup plus importante que celle de la plaque mince et que sa rigidité est également plus élevée, elle peut également comprimer et étirer les fibres dans les zones tendues du matériau afin de réaliser la correction. Comme la surface de contact entre la planche de frappe et la plaque corrigée est grande et que la force est uniformément répartie, il n'y a pas de marques de marteau et l'efficacité de la correction est relativement élevée. Toutefois, la déformation causée par la frappe n'est pas très importante, de sorte qu'elle ne convient que pour une correction initiale sur de grandes surfaces.
Lorsque vous corrigez la déformation d'un renflement au centre d'une plaque mince, évitez de marteler directement le renflement. En effet, la plaque mince présente une faible rigidité normale de surface et le fait de marteler le renflement risque d'allonger davantage les fibres au niveau du renflement en raison de la compression, ce qui aggraverait le renflement.
Lors de la correction d'une plaque mince, qu'il s'agisse de raccourcir les fibres les plus longues dans la zone bombée ou d'allonger les fibres les plus courtes dans la zone tendue, il faut toujours procéder progressivement et uniformément des bords vers le centre de déformation, et la force de correction doit augmenter graduellement. Il est interdit de commencer par le centre de déformation, car cela peut entraîner des déformations plus complexes, ce qui rend la correction ultérieure plus difficile.
En outre, il convient d'éviter les variations irrégulières de la force de correction, qui peuvent provoquer un étirement ou une contraction inégale des fibres, entraînant des zones de déformation contiguës qui compliqueront les corrections ultérieures et augmenteront la charge de travail.
Les métaux non ferreux métaux Les métaux les plus couramment utilisés pour les pièces de tôle sont les alliages d'aluminium et les alliages de cuivre, et leurs propriétés mécaniques sont relativement faibles. Toutefois, pour améliorer la maniabilité du matériau, les métaux qui peuvent être renforcés par un traitement thermique sont généralement utilisés à l'état recuit lorsqu'ils sont livrés à l'usine.
Étant donné que les métaux non ferreux ont tendance à présenter des marques de marteau sur leur surface après le martelage, lors de la correction et du formage de tôles en métal non ferreux, un morceau de bande de caoutchouc en caoutchouc mi-dur (également appelé "slapper") est souvent utilisé comme outil de correction. L'objectif de ce claquement est de provoquer une déformation tangentielle de contraction du matériau au niveau de la zone de contact avec la bande de caoutchouc, sur toute la longueur de la bande.
Les métaux non ferreux ont une bonne aptitude au façonnage. Leur dureté est relativement faible dans les conditions de travail, et l'épaisseur de la plaque est également faible, de sorte que la rigidité normale de la surface est faible. Par conséquent, il est facile de déformer la plaque, mais il est difficile de la rendre entièrement plate. Tout impact mineur ou toute manipulation incorrecte peut entraîner de nouvelles irrégularités.
Par conséquent, lors de la correction de tôles minces en métaux non ferreux, il est important d'être méticuleux, de manipuler avec précaution et de posséder un certain niveau de compétence. Il faut d'abord analyser la déformation pour localiser les zones déformées et comprendre sa nature, puis choisir la méthode appropriée et les zones spécifiques à corriger.
Pendant la correction, observez attentivement et agissez lentement. La zone de déformation (le fait qu'elle soit "lâche" ou "serrée" est déterminé de la même manière que pour les tôles d'acier minces) doit être identifiée avec précision avant de choisir la méthode et les outils de correction appropriés.
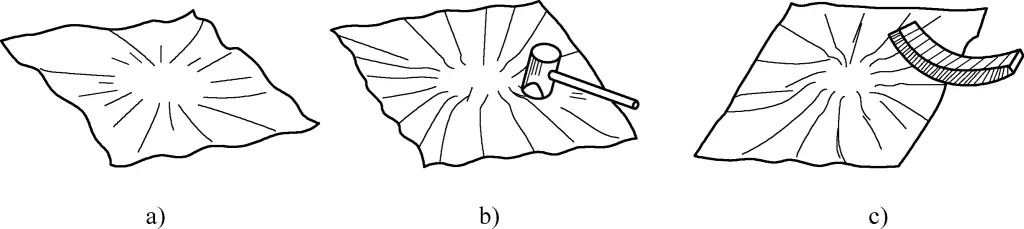
Les déformations courantes des plaques planes sont le bombement central et l'ondulation sur les bords.
L'opération de correction du bombage est illustrée à la figure 2. Placez la surface bombée de la plaque plate face vers le haut sur la plate-forme, en exerçant une légère pression sur les quatre coins pour que les bords de la plaque soient en contact avec la plate-forme. Utilisez d'abord la bande de caoutchouc pour frapper toute la surface, en veillant à ce que la bande couvre la zone bombée, ce qui provoque une contraction du matériau dans la zone bombée (voir figure 2a). À ce stade, le degré de boursouflure diminue et la limite entre les zones boursouflées et non boursouflées devient floue.
a) Bande de caoutchouc frappant la plaque mince bombée
b) Martelage des bords
Ensuite, utilisez un marteau en cuivre ou en aluminium pour marteler les bords de la zone bombée, en commençant par le bord et en poursuivant dans une direction tangentielle le long de la limite de la zone bombée. Le martelage doit suivre un sens de rotation choisi et progresser systématiquement.
Plus les points de martelage sont éloignés, plus ils doivent être denses et aussi uniformes que possible. Le but du martelage est d'induire une déformation tangentielle d'allongement dans le matériau. Plus les points de martelage sont denses, plus le matériau martelé est important au-delà de la zone bombée ; plus le martelage est uniforme, meilleur sera l'effet de correction, évitant de nouveaux petits renflements causés par un martelage inégal (voir figure 2b).
Il convient de mentionner que les deux méthodes de correction pour aplatir une plaque bombée sont complémentaires l'une de l'autre. Quant à savoir jusqu'où il faut aller avec chaque méthode, cela dépend de l'ampleur spécifique du bombement et de la taille de la zone bombée de la plaque. Le principe est le suivant : chaque méthode doit fonctionner au maximum de son potentiel de correction.
Pour les plaques présentant des renflements plus importants, la correction peut se faire progressivement en plusieurs étapes. Après chaque cycle de correction, il est nécessaire d'effectuer un recuit de détente. Lors de chaque combinaison de corrections, la séquence des méthodes reste inchangée, c'est-à-dire d'abord la bande de caoutchouc pour contracter la zone bombée, puis le martelage autour des bords, jusqu'à ce que l'exigence de correction soit satisfaite.
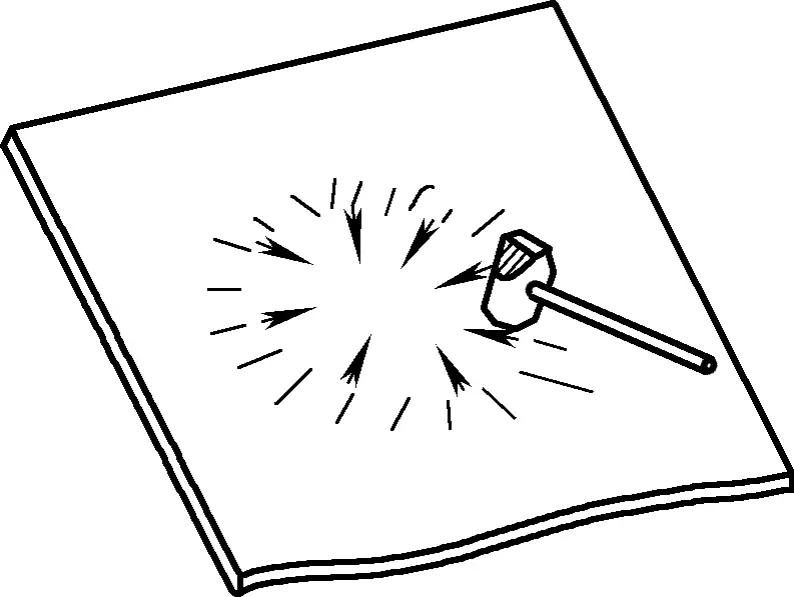
Lorsque le relâchement des bords entraîne une instabilité et une déformation ondulatoire sur les bords de la plaque (voir figure 3a), la méthode suivante peut être utilisée pour la correction.
a) Déformation des vagues
b) Casser les vagues
c) Lisser les vagues à l'aide d'une bande de caoutchouc
Tout d'abord, décomposez les grandes vagues en un nombre incalculable de petites vagues en martelant les bords libres avec un marteau en cuivre ou en aluminium (voir figure 3b). Retournez ensuite la plaque sur la plate-forme et frappez les bords avec la bande de caoutchouc (voir figure 3c), ce qui provoque une contraction du matériau dans les parties non adhérentes, réduisant ainsi la hauteur des grandes vagues.
La décomposition des grandes vagues en plusieurs petites vagues a pour but de convertir les grandes surfaces de vagues en surfaces microscopiquement incurvées mais globalement plates, ce qui facilite la déformation par contraction en frappant la bande de caoutchouc à l'intérieur des surfaces microcourbées.
Après avoir frappé autour de la plaque, commencez par l'intérieur de la zone desserrée et martelez vers l'intérieur, comme indiqué dans la figure 4, afin que le matériau s'étende sur le pourtour. Cela permet de réduire l'irrégularité générale causée par le relâchement sur les bords. Pendant le martelage de la zone centrale, plus les coups de marteau sont proches du centre, plus ils sont denses, ce qui garantit l'uniformité de la correction globale de la plaque.
Comme pour la correction du bombement, les deux méthodes de correction mentionnées ci-dessus pour l'élimination du relâchement des bords sont utilisées conjointement. Pour des degrés de relâchement plus importants, vous pouvez également vous référer à la méthode d'élimination des bombements.
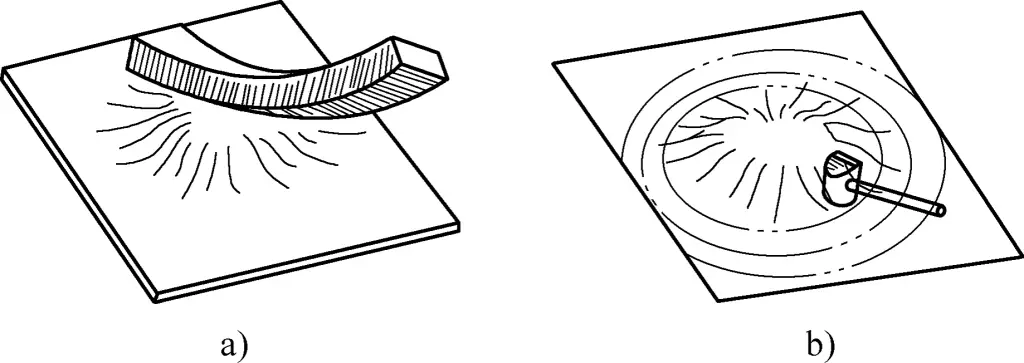
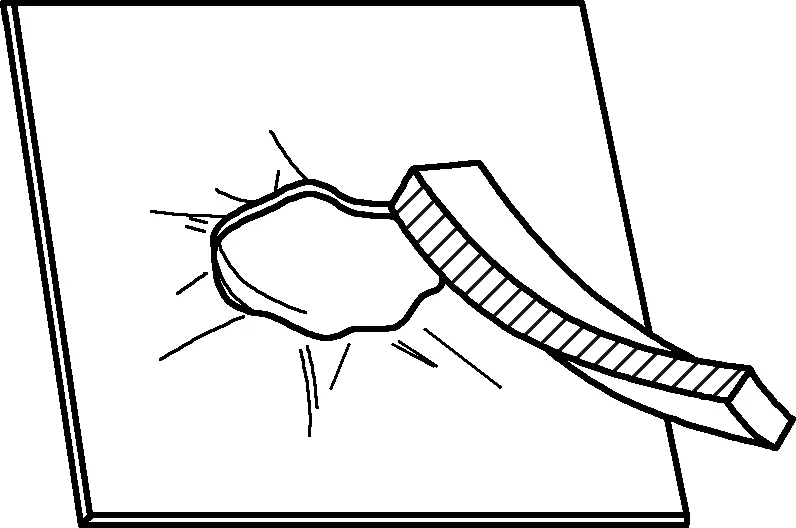
Pour les plaques à trous plats, le relâchement de la déformation autour du trou peut être corrigé comme le montre la figure 5. Il s'agit d'utiliser une bande de caoutchouc pour frapper tangentiellement le long du bord du trou afin de repousser le matériau, ce qui permet d'effectuer la correction.
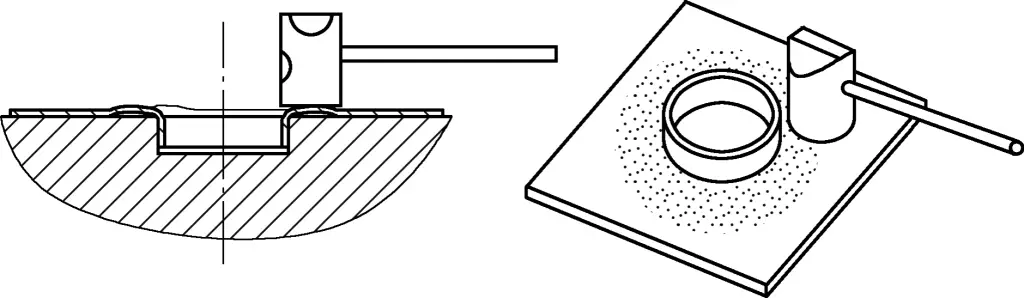
Dans le cas de bords de trous très relâchés, la plaque peut être placée sur un coussin en caoutchouc et un marteau en cuivre peut être utilisé pour frapper les bords surélevés autour du trou, ce qui provoque une contraction du matériau et permet de corriger la plaque (voir figure 6). Le principe de cette correction est que lorsque le bord surélevé autour du trou est martelé, la friction statique entre la plaque et le coussin en caoutchouc, combinée à la force d'impact et à la contre-force du coussin, provoque une déformation compressive du bord surélevé, ce qui permet d'égaliser les bords du trou.
Pour les plaques comportant des trous renforcés, tels que les trous à collerette, des contraintes résiduelles complexes subsistent autour du trou à collerette, notamment des moments de flexion radiale dans l'axe du trou et des contraintes de compression tangentielle le long du bord de la collerette. Il en résulte une déformation de "serrage" au niveau du rayon extérieur de la courbe de la bride et une déformation de relâchement au niveau du bord extérieur plat.
Pour éliminer ces déformations, la pièce est généralement placée sur un moule avec le côté plié vers le bas ou sur une surface plane avec le côté plié vers le haut, en utilisant un marteau en cuivre pour frapper autour du trou (voir figure 7). La contrainte de traction résiduelle répartie dans le matériau autour du trou se transforme ainsi en contrainte de compression résiduelle, ce qui entraîne une "relaxation" de la contrainte en divers points autour du trou et la surface tend à s'aplatir. La partie du bord extérieur est tapotée avec une bande de caoutchouc pour faire rétrécir le matériau et obtenir l'aplatissement.
a) Détente avec le bord plié vers le bas
b) Détente avec le bord plié vers le haut
La méthode de traction par bande de caoutchouc peut provoquer un rétrécissement dans un matériau plat et mince, ce qui permet d'obtenir un nivellement. Toutefois, comme le frottement statique au moment où la plaque mince et la bande de caoutchouc entrent en contact est limité, le matériau à corriger doit avoir une limite d'élasticité relativement faible. Même les métaux non ferreux doivent être corrigés à l'état "M" (recuit).
Lors du martelage sur une plate-forme, la partie de la plaque à frapper doit être entièrement soutenue en dessous et ne doit pas rester suspendue. Le marteau utilisé doit être fabriqué dans un matériau plus tendre, tel qu'un marteau en cuivre, en aluminium, en bois dur ou en caoutchouc, afin d'éviter de laisser des marques de marteau sur la surface de la plaque fine. Parfois, le fait de placer une plaque plate sur le point de correction avant de le marteler peut également aider à corriger le matériau.
Lors du martelage, il est essentiel d'analyser soigneusement, de sélectionner le point correct et d'agir de manière décisive. Plus de travail ne signifie pas toujours de meilleurs résultats. Si les points sélectionnés sont incorrects, des corrections excessives peuvent se produire, les opérations inefficaces peuvent augmenter, et la tension interne de la plaque peut même augmenter, entraînant une épaisseur inégale du matériau. Cela entraîne non seulement une augmentation des coûts, mais nuit également à la qualité du produit.
Lors de l'affinage ou de la réduction de grandes ondulations autour des bords ou des trous d'une plaque sur une plate-forme, placez un tampon en caoutchouc d'une dureté appropriée entre la plaque ondulée et la plate-forme. Utilisez un marteau en cuivre ou un marteau en caoutchouc dur d'une dureté modérée pour frapper les sommets des grandes ondulations. Sous l'effet combiné de la force de réaction vers le haut du tampon en caoutchouc, de la friction agissant symétriquement sur le sommet et de la force de frappe du marteau, le matériau situé entre les trois points de contrainte du sommet se comprime et se déforme, réduisant la hauteur du sommet ou transformant même un grand sommet en deux plus petits.
N'oubliez jamais qu'il ne faut pas placer la pièce directement sur la plate-forme et frapper le sommet avec un marteau dur. En effet, la friction entre la pièce et la plate-forme est limitée. Le matériau situé entre les trois points de contrainte du sommet ne se rétractera pas et ne se déformera pas ; au contraire, la contrainte locale causée par le martelage direct entre le marteau et la plate-forme peut entraîner un écrasement et un amincissement du matériau, augmentant ainsi l'irrégularité de la plaque en forme de vague.
Il convient de noter que les techniques de correction manuelle décrites ci-dessus pour les métaux non ferreux sont également applicables à la correction manuelle des tôles d'acier minces.
Les tôles d'acier formées par laminage à chaud de lingots d'acier d'une épaisseur supérieure à 4 mm sont appelées tôles d'acier épaisses. Les tôles d'une épaisseur de 4 à 25 mm sont généralement appelées tôles moyennes, celles d'une épaisseur supérieure à 25 mm sont appelées tôles épaisses et celles d'une épaisseur supérieure à 60 mm sont appelées tôles extra-épaisses. Au cours de la processus de laminageL'acier peut se déformer sous l'effet de contraintes résiduelles.
L'excellente plasticité du métal et la rigidité transversale importante des tôles épaisses, ainsi que l'allongement variable entre les zones adjacentes et les changements dans la distribution des contraintes internes au cours du traitement, peuvent tous entraîner une déformation des tôles d'acier épaisses. Les déformations les plus courantes sont le renflement central et la flexion lente des tôles d'acier épaisses.
Il existe de nombreuses méthodes pour corriger les tôles d'acier épaisses. La correction manuelle implique une correction à froid à température ambiante. Comme la correction à froid provoque un écrouissage, elle ne convient qu'à la correction d'un acier présentant une bonne plasticité.
En cas de déformation importante ou si l'acier est très fragile (par exemple, les aciers alliés ou l'acier qui a beaucoup rouillé parce qu'il est resté à l'extérieur), la correction à froid ne peut pas être utilisée. Il faut plutôt recourir à la correction à chaud, qui consiste à chauffer l'acier à une température élevée de 700 à 1 000 °C pour le corriger. La correction à chaud est utilisée lorsque l'acier présente une forte déformation, une faible plasticité ou lorsque l'équipement électrique est insuffisant pour la correction.
En général, dans les tôles d'acier qui présentent une déformation par bombement central, l'épaisseur de la tôle n'est pas excessivement élevée et les fibres de la zone déformée sont légèrement plus longues que celles du matériau environnant. Les fibres restent cohérentes sur toute l'épaisseur de la plaque. Pour la déformation du renflement central dans les plaques d'acier épaisses, la méthode de correction manuelle consiste à positionner la plaque d'acier sur une plate-forme de travail, le renflement étant orienté vers le haut, comme le montre la figure 8.

Exercer une pression sur la surface supérieure de la zone déformée (vous pouvez également utiliser une presse). Le matériau environnant ayant une plus grande rigidité dans le sens du plan, la contrainte de la zone de déformation ressemble à celle d'une poutre arquée soumise à une charge transversale, ce qui entraîne un raccourcissement des fibres et, par conséquent, un effet de nivellement. Plus la zone déformée est petite et plus la plaque est épaisse, plus l'effet de correction est apparent et fiable.
Pour les plaques plus fines et plus épaisses, vous pouvez placer un tampon dans la zone déformée (le but de ce tampon est d'éviter que des forces de martelage importantes ne laissent des marques de marteau sur la surface de la plaque d'acier) et utiliser un marteau pour frapper directement le renflement, ce qui entraînera la même déformation des fibres et les nivellera.
Dans le cas de renflements centraux plus importants dans des plaques épaisses, où les fibres de la zone déformée ont subi un allongement excessif et où la rigidité du matériau environnant a diminué, lorsqu'on exerce une pression comme auparavant, les fibres de la zone déformée ne se raccourcissent que légèrement et appuient contre la plate-forme. Les matériaux environnants sont alors poussés vers l'extérieur. Bien que la zone déformée puisse adhérer à la plate-forme, le matériau environnant s'étire légèrement et s'incline vers le haut, ce qui entraîne une nouvelle déformation, comme le montre la figure 9b.
Par conséquent, la meilleure méthode de correction consiste à utiliser d'abord la méthode de chauffage du point de correction de la flamme (voir figure 9a), qui provoque un certain rétrécissement des fibres bombées, réduisant ainsi la hauteur du renflement. Ensuite, il faut diviser le renflement en plusieurs zones plus petites et utiliser des méthodes de correction manuelles pour niveler chaque petit renflement, afin d'obtenir finalement une plaque plate.
a) Répartition et ordre des points de chauffe
b) Élimination des ondulations
En cas de flexion lente sur des plaques d'acier épaisses, la méthode de correction est illustrée à la figure 10. Tout d'abord, placez la plaque d'acier déformée sur une plate-forme de travail avec le côté concave vers le haut, et placez un bloc de fer sur le côté concave de la plaque épaisse (voir figure 10a). Martelez ensuite le côté concave de la plaque d'acier, en déplaçant uniformément le bloc de fer dans la direction de la flèche S de la figure 10b.
Frappez le bloc de fer avec une faible force. Étant donné que la zone de contact entre la surface supérieure et la bande de fer est petite, la contrainte de compression produite par le martelage est relativement importante. Les fibres de la zone concave s'allongent progressivement, ce qui entraîne une déformation de la surface concave dans la direction opposée et une correction.
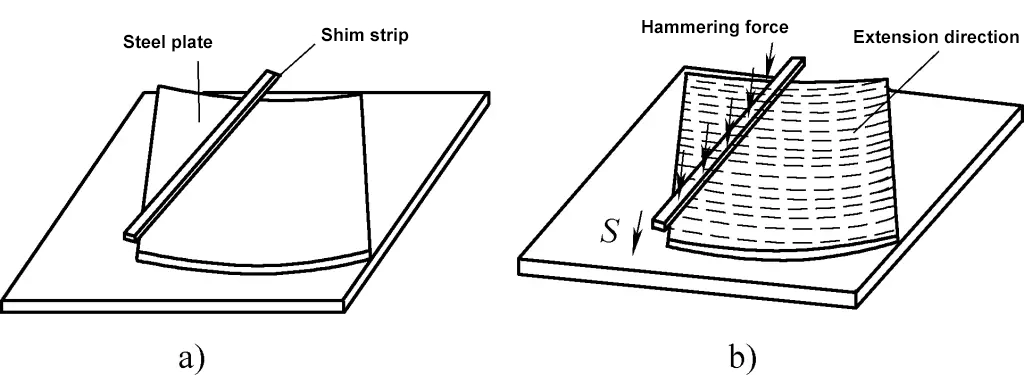
a) Placement de plaques épaisses lors de la correction
b) Correction du marteau
Pour les plaques modérément épaisses avec des zones modérément déformées et un renflement central, en raison de la grande rigidité de flexion, la déformation sous des charges externes plus importantes ne comprend qu'une petite quantité de déformation élastique, ce qui rend l'effet de déformation plus important. Il convient donc d'utiliser une méthode de correction avec des charges plus importantes. Lorsque l'on dispose d'un équipement à haute pression, il faut s'efforcer d'utiliser l'équipement pour appliquer la force afin de réduire l'intensité du travail de l'opérateur ; sinon, on peut utiliser une cale et une masse pour frapper directement le renflement de la plaque d'acier.
Pour les tôles d'acier peu épaisses ou les tôles épaisses dont la surface déformée est beaucoup plus grande que leur épaisseur, parce que leur rigidité de flexion n'est pas très élevée, elles peuvent produire une certaine déformation sous des charges externes, mais celle-ci comprend une certaine quantité de déformation élastique, ce qui rend difficile l'obtention d'une correction complètement plate.
Si le marteau frappe trop souvent, la plaque épaisse, frappée instantanément par la plate-forme et la masse, peut provoquer l'allongement des fibres du matériau, ce qui exacerbe la déformation par bombement. Dans de tels cas, la méthode de chauffage à la flamme doit d'abord être utilisée pour réduire la déformation par bombement, en transformant la déformation à grande échelle en plusieurs zones plus petites de déformation par bombement légère, puis la méthode de correction susmentionnée peut être utilisée pour corriger la déformation par bombement de la plaque épaisse.
Pour diverses déformations de flexion de plaques épaisses, si elles sont relativement épaisses et que les zones déformées sont également assez grandes, la méthode de correction thermique doit être utilisée en premier lieu pour réduire l'ampleur de la déformation. Les grandes zones de déformation doivent être divisées en déformations plus petites, puis la correction manuelle doit être appliquée.
Pour toute déformation compliquée de plaques épaisses, la première étape consiste à analyser correctement la cause et la localisation de la déformation. Pour chaque partie déformée qui doit être corrigée, il est important d'appliquer avec souplesse diverses méthodes de correction en fonction de la situation spécifique.
Dans les corrections à froid, on utilise souvent des marteaux-pilons. Les points de frappe du marteau doivent être précis et les marques du marteau doivent être régulières afin d'éviter de laisser des empreintes de marteau visibles sur la surface de la plaque d'acier, ce qui pourrait affecter sa qualité de surface. Lorsqu'une force de frappe plus importante est nécessaire, des cales doivent être ajoutées de manière appropriée.
Lorsqu'on tient une masse, il ne faut pas porter de gants pour éviter de glisser, ce qui pourrait faire voler le marteau et entraîner des accidents ou des dangers. Avant d'utiliser la masse, vérifiez que le manche ou la tête du marteau n'est pas desserré, qu'il n'y a pas de fissures, de bavures ou d'arêtes roulées sur la tête du marteau. Tout défaut doit être réparé avant l'utilisation.
Comme d'autres matériaux en tôleLes matériaux (généralement de l'acier angulaire, de l'acier en U, etc.) et les autres profils façonnés utilisés dans la transformation des tôles sont également susceptibles de se déformer au cours de la production et de la transformation, de sorte que des corrections sont également nécessaires. Les méthodes de correction manuelle varient selon les profils.
Les pièces en acier coudé sont divisées en cornières en tôle d'acier et en cornières laminées à chaud. Les premières sont des cornières fabriquées à partir de tôles d'acier pressées selon les besoins des composants en tôle (ci-après dénommées "cornières en tôle d'acier"). La seconde est une cornière façonnée directement par laminage à chaud à partir de lingots d'acier (ci-après dénommée "cornière en acier").
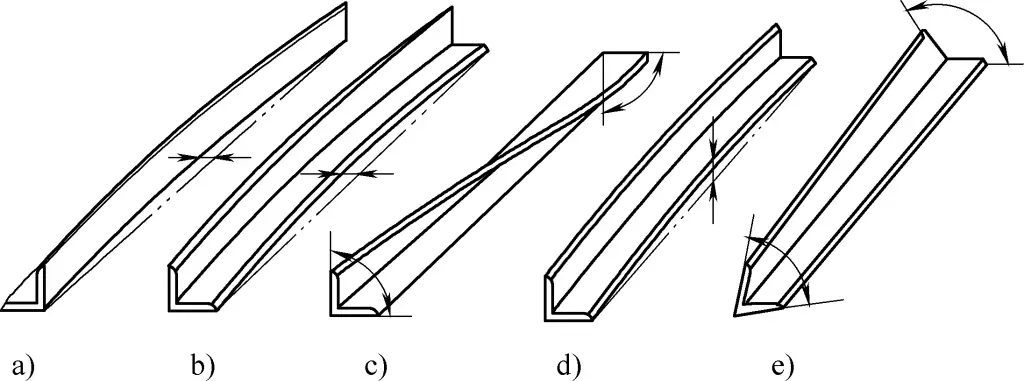
Comme les pièces en acier angulaire ont deux bords verticaux et sont souvent longues, elles sont sujettes à diverses déformations. Les déformations les plus courantes sont la flexion vers l'extérieur, la flexion vers l'intérieur, la torsion, les côtés uniques inégaux et les déformations angulaires (voir figure 11).
En raison des différences de méthodes de laminage et de dimensions des sections, les propriétés mécaniques des deux types d'acier angulaire susmentionnés varient considérablement. Leurs déformations et les méthodes de correction correspondantes diffèrent également.
La déformation par flexion est le problème le plus courant avec l'acier angulaire. Lors de la correction, un anneau d'acier approprié peut être sélectionné. La cornière est placée sur l'anneau, la partie convexe de la section pliée étant orientée vers le haut et positionnée entre les deux points d'appui de l'anneau en acier. La partie convexe de la zone de pliage est martelée au niveau de son bord vertical, ce qui force l'acier d'angle à se plier en sens inverse pour obtenir la correction.
1) Correction des coudes sortants en acier angulaire.
Lors de la correction d'une courbure vers l'extérieur d'une cornière en acier, son côté doit être posé à plat sur l'anneau en acier, et le bord de courbure vertical de la cornière en acier doit être perpendiculaire à la face d'extrémité de l'anneau, la partie convexe étant orientée vers le haut. Pour éviter que la cornière ne se retourne pendant le martelage, la poignée du marteau doit être légèrement relevée ou abaissée à un angle d'environ 50 degrés (angle α). Au moment de l'impact, la force doit être appliquée non seulement vers le bas, mais aussi légèrement vers l'intérieur (lorsque la main arrière lève le marteau) ou vers l'extérieur (lorsque la main arrière abaisse le marteau). Cet angle dépend de la position debout du marteleur, comme le montre la figure 12a.
2) Correction des coudes intérieurs en acier angulaire.
Lors de la correction d'une courbure vers l'intérieur, l'acier d'angle doit être placé avec sa face arrière tournée vers le haut, et le bord de courbure vertical doit être perpendiculaire à l'extrémité de support de l'anneau d'acier. Le martelage doit ensuite être effectué pour corriger la zone pliée. Pour éviter que l'acier angulaire ne se retourne pendant le martelage, la hauteur de la main arrière tenant le marteau doit également être légèrement ajustée, comme le montre la figure 12b, où l'angle (α) est d'environ 50 degrés. Pendant l'impact, une légère force de traction vers l'intérieur ou vers l'extérieur doit également être appliquée.
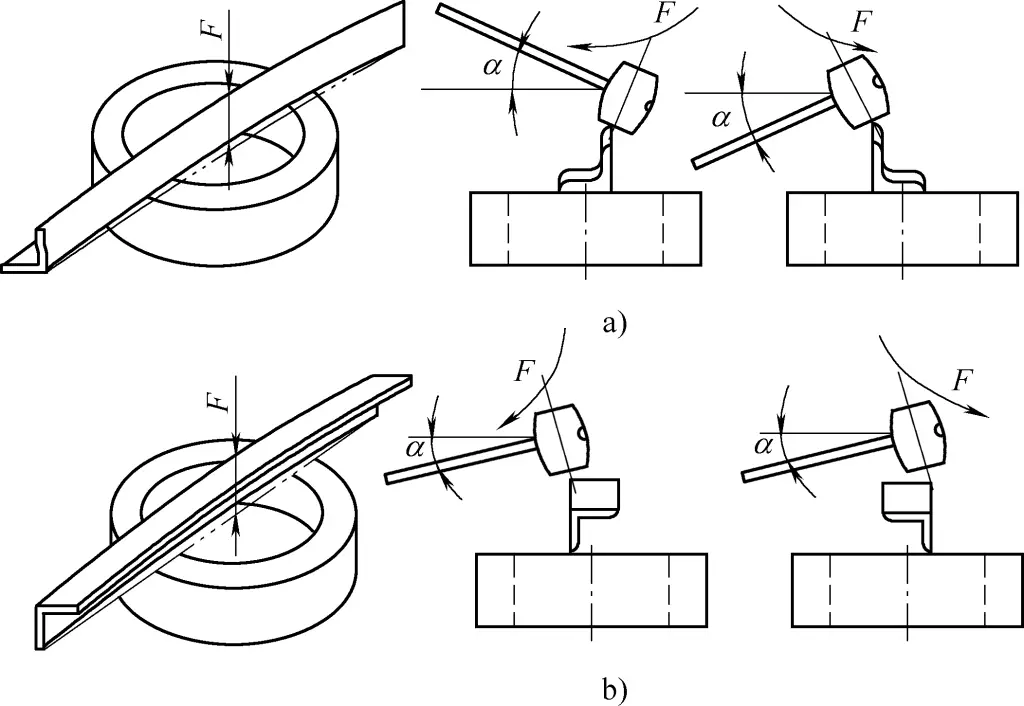
a) Pliages vers l'extérieur de l'acier angulaire
b) Pliage vers l'intérieur de l'acier angulaire
3) Correction de l'acier à cornières tordues.
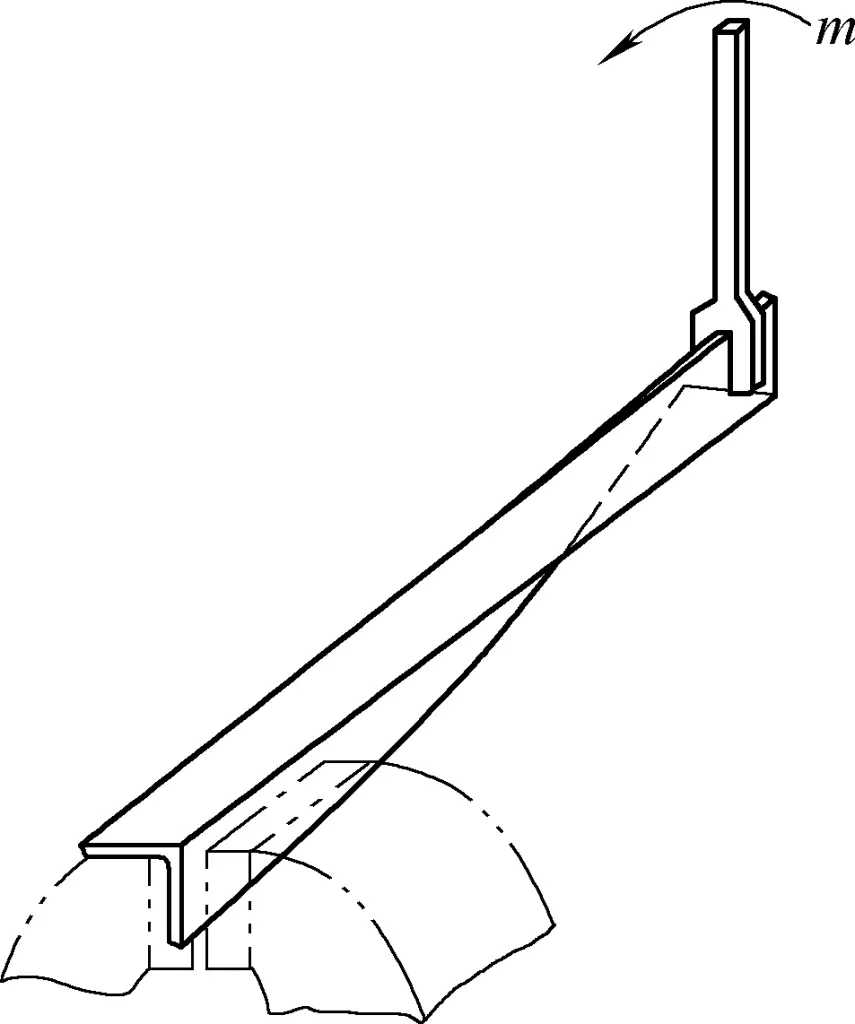
Pour corriger une cornière tordue, il faut appliquer un couple dans le sens opposé à la torsion jusqu'à ce qu'une déformation inverse se produise, ce qui permet de corriger la situation. Cette méthode consiste à serrer une extrémité de la cornière dans un étau, à saisir l'autre extrémité avec une clé et à la tordre dans le sens inverse, comme le montre la figure 13. Une fois la torsion éliminée, le martelage peut être utilisé pour aplanir et corriger les bords de la cornière.
4) Correction des déformations angulaires dans l'acier angulaire.
Lorsque l'angle de l'acier angulaire est supérieur à 90 degrés, placez l'acier angulaire dans une rainure en forme de V et martelez la partie extérieure inclinée pour la corriger. Vous pouvez également placer l'acier avec son bord incliné sur une plate-forme et marteler pour réduire l'angle, comme le montrent les figures 14a et 14b.
a), b) Correction des angles supérieurs à 90 degrés dans l'acier angulaire
c) Correction des angles inférieurs à 90 degrés dans l'acier angulaire
Le martelage doit commencer à une extrémité de la cornière, ce qui facilite la correction et permet d'observer clairement les résultats. Les sections corrigées doivent être progressivement déplacées hors de la plate-forme et, lorsque plus de la moitié de la longueur totale est corrigée, la cornière doit être retournée et l'extrémité opposée doit être corrigée jusqu'à ce que toute la longueur soit droite.
Lorsque l'angle de l'acier est inférieur à 90 degrés, placez-le à plat sur la plate-forme et utilisez un marteau façonné pour frapper le côté intérieur de l'angle afin d'augmenter l'angle, comme le montre la figure 14c.
5) Correction de l'irrégularité d'un seul côté de l'acier angulaire.
Lorsque l'acier angulaire subit une déformation unilatérale irrégulière, le côté irrégulier est généralement placé à plat sur la plate-forme et martelé pour le corriger. Pendant le martelage, alternez entre la surface irrégulière et le bord vertical.
6) Correction des déformations combinées dans l'acier angulaire.
Si une cornière présente plusieurs types de déformation, à des degrés divers, corrigez d'abord les zones où la déformation est la plus importante, puis travaillez progressivement sur les zones où la déformation est moindre. Si la déformation consiste en une combinaison de plusieurs types de base, l'ordre de correction approprié est le suivant : commencer par la torsion, puis procéder à la correction de l'angle, et enfin corriger toute courbure ou irrégularité unilatérale.
En raison de la possibilité d'une nouvelle déformation causée par les limites des méthodes de correction ou par des opérations incorrectes au cours des différentes corrections, ce processus peut devoir être répété plusieurs fois pour répondre aux exigences de correction.
Par rapport à la cornière ordinaire, la cornière en tôle a une épaisseur plus fine et une rigidité beaucoup plus faible au niveau des angles pliés, ce qui rend la cornière en tôle plus sujette à la déformation. La correction de sa déformation montre clairement les caractéristiques de la transformation de la tôle.
1) Correction de la torsion des cornières en tôle.
Lors de la correction de la torsion, la cornière en tôle ayant une faible rigidité à la torsion, pour les petites pièces, des effets correctifs importants peuvent être obtenus simplement en effectuant une torsion à la main.
Lors de l'application de la force, il convient d'utiliser des pinces à section simple aux deux extrémités de la pièce tordue. Étant donné que les pinces ont une certaine rigidité, lorsque le couple est appliqué, la section transversale aux deux extrémités de la cornière en tôle ne se déforme pas. Pour corriger la torsion des cornières en tôle plus rigides, on peut utiliser la méthode illustrée à la figure 13, où la torsion est corrigée à l'aide d'une clé montée sur un étau d'établi.
La rigidité de la cornière en tôle étant inférieure à celle de la cornière laminée à chaud, lors de l'application d'un couple, des actions non coordonnées peuvent provoquer de nouvelles déformations par flexion, voire conduire à la déstabilisation de la pièce, ce qui entraîne des déformations plus complexes.
2) Correction de la flexion des cornières en tôle.
Lorsqu'une cornière en tôle subit une déformation par flexion vers l'intérieur, la surface pliée doit être placée à plat sur une plate-forme et le martelage doit commencer à partir du bord le plus intérieur de la zone la plus pliée. En raison du rapport largeur/épaisseur relativement important et de l'épaisseur plus faible de la plaque, le martelage du bord intérieur a un effet correctif plus visible sur la flexion vers l'intérieur. Parallèlement, l'irrégularité de l'autre bord perpendiculaire doit également être corrigée alternativement jusqu'à ce que les deux côtés de la cornière en tôle soient droits, comme le montre la figure 15a.
a) Correction de la flexion vers l'intérieur.
b) Correction de la flexion vers l'extérieur.
Lorsqu'une cornière en tôle subit une flexion vers l'extérieur, la jambe avec la courbure doit être placée à plat sur la plate-forme, puis une cale d'épaisseur doit être placée entre le bord courbé et la surface de butée verticale, et un coin en bois doit être utilisé pour marteler le bord intérieur de la courbure en direction de la surface de butée verticale. Cela permet d'étendre les fibres longitudinales au niveau de la courbure en raison du martelage tout en appliquant une charge latérale sur le bord courbé, ce qui provoque une courbure inverse pour corriger la déformation.
Il convient de noter que l'angle de la cale en bois doit être inférieur d'un demi-degré à l'angle de la pièce. Le rayon de la cale doit correspondre au rayon intérieur de la cornière pliée, et sa largeur doit être égale à 2 ou 3 fois son épaisseur, comme le montre la figure 15b.
3) Correction de la déformation angulaire des cornières en tôle.
Lorsque la déformation angulaire de la cornière en tôle est trop importante, comme le montre la figure 16a, placez la cornière avec son ouverture vers le haut sur une rainure en forme de V. Utilisez la section R d'un coin en bois pour marteler la zone R intérieure de la cornière, en réduisant progressivement l'angle. Utiliser la section R d'une cale en bois pour marteler la zone R intérieure de la cornière, en réduisant progressivement l'angle. Le martelage commence généralement par une extrémité et s'étend progressivement vers le milieu. Avant de procéder à la correction, fabriquez un gabarit d'angle que vous utiliserez fréquemment au cours de l'opération.
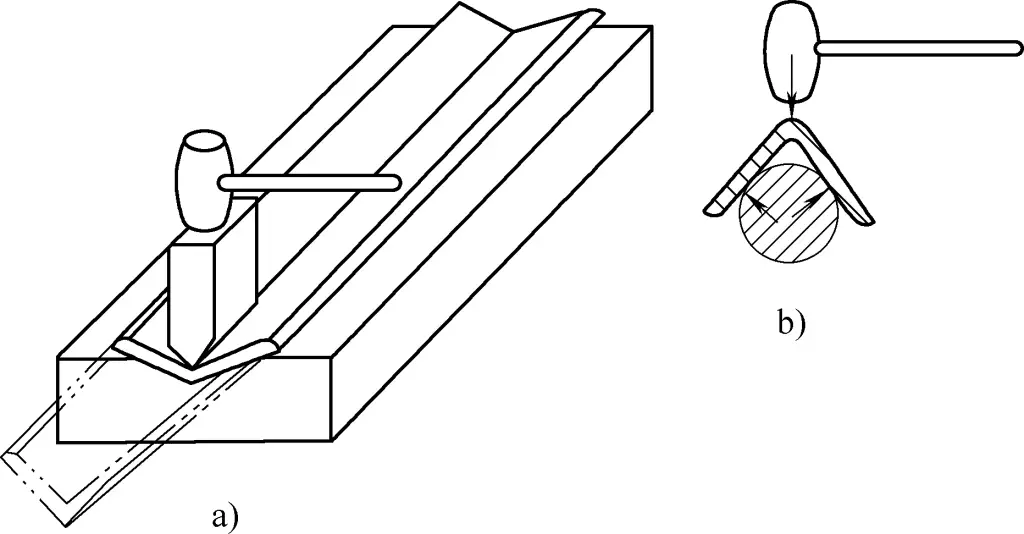
a) Réduire l'angle.
b) Augmenter l'angle.
Pour corriger des déformations angulaires plus importantes sur des cornières plus longues, suivez la méthode indiquée à la figure 15b, mais retirez les cales d'espacement. Placez les deux côtés de la cornière contre la surface de la plate-forme et la surface de la butée verticale, et martelez selon la direction indiquée dans la figure 15b pour réduire l'angle.
Lorsque la déformation angulaire d'une cornière en tôle est trop faible, vous pouvez placer les surfaces intérieures de la cornière contre une barre d'acier ronde. Sous l'effet de la force externe illustrée à la figure 16b, les deux côtés de la cornière auront tendance à tourner autour du sommet, augmentant ainsi l'angle et réalisant la correction.
4) Correction d'une irrégularité sur un côté d'une cornière en tôle.
La déformation causée par l'allongement ou le raccourcissement de la ligne de pliage, ou l'instabilité des deux plans à côté de la ligne de pliage, est appelée déformation irrégulière dans les cornières en tôle, comme le montre la figure 17. La figure 17a montre la déformation causée par le raccourcissement de la ligne de pliage, tandis que la figure 17b montre la déformation causée par l'allongement de la ligne de pliage.
La caractéristique commune de ces déformations est que les deux plans de la cornière en tôle deviennent courbés et inégaux. Lors de la correction, il faut d'abord vérifier l'adhérence entre les deux plans et la plate-forme. Si le milieu est creux, il s'agit de la déformation illustrée à la figure 17a ; si les extrémités sont creuses, il s'agit de la déformation illustrée à la figure 17b.
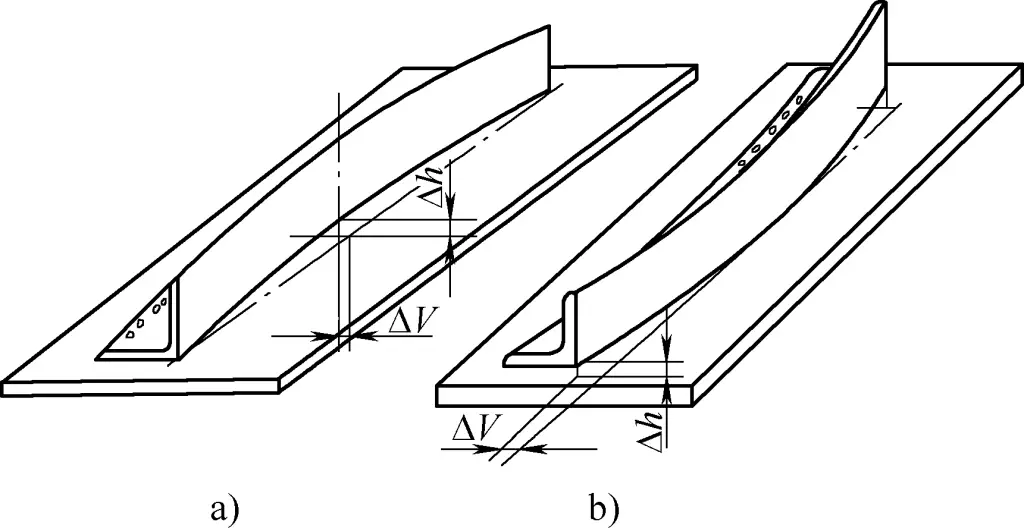
a) Déformation causée par le raccourcissement de la ligne de pliage.
b) Déformation due à l'allongement de la ligne de pliage.
Une méthode pour corriger la déformation intérieure illustrée à la figure 17a consiste à utiliser la méthode illustrée à la figure 15b pour corriger alternativement la flexion des deux côtés. Une autre méthode consiste à utiliser la rainure en forme de V illustrée à la figure 16a, l'ouverture de la cornière étant orientée vers le haut. Utiliser une cale en bois plus petite que l'angle intérieur pour marteler la ligne de flexion à l'intérieur de la section R de la cornière, en la prolongeant progressivement dans le sens axial pour obtenir la correction. Une troisième méthode consiste à provoquer une déformation de raccourcissement sur le bord extérieur des fibres de la cornière en tôle, par exemple à l'aide d'une machine à rétrécir ou d'une correction à la flamme.
Pour la déformation illustrée à la figure 17b, la méthode de correction courante consiste à marteler alternativement les bords extérieurs des deux côtés, ce qui provoque l'allongement des fibres du bord extérieur. Lorsque la ligne de pliage et les fibres du bord extérieur présentent la même déformation, la cornière en tôle s'aplatit et se redresse.
Enfin, s'il existe des irrégularités locales sur le bord plié, vous pouvez presser doucement la surface de la plaque sur la plate-forme, localiser les irrégularités et les éliminer progressivement.
La forme de la section transversale et les caractéristiques dimensionnelles des pièces pliées à un seul bord déterminent leur susceptibilité à la déformation, mais indiquent également qu'il n'est pas nécessaire d'appliquer des charges externes importantes pour que l'opérateur parvienne à la correction.
Pendant la correction, il est important d'utiliser des pinces plates rigides lors de l'application du couple, en particulier pour les cornières en tôle. Dans le cas contraire, une déformation de la section ou une inégalité localisée et une flexion peuvent se produire à l'extrémité chargée. Lors de la correction manuelle, les points de martelage dans la zone de correction doivent être répartis uniformément et une concentration excessive doit être évitée afin d'empêcher un durcissement localisé du matériau ou même une fissuration.
En outre, lors du martelage de correction, le dessous de la pièce doit être bien soutenu. Il est strictement interdit d'appliquer une force d'un seul côté du bord droit de la cornière afin d'éviter de créer des inégalités ou d'affecter les résultats du martelage. Les coups de marteau doivent être appliqués alternativement des deux côtés, afin d'éviter un durcissement localisé de la matière et de préserver la qualité de la surface. Les points de martelage doivent être choisis avec soin, précision et efficacité, avec le moins de points possible. Le matériau du marteau utilisé doit être plus tendre que l'acier, par exemple un marteau en cuivre, en aluminium ou en bois dur.
La section transversale d'un profilé en acier est constituée d'une âme et de deux ailes symétriques reliées à l'âme. Par rapport à la cornière, l'acier en canal est beaucoup plus rigide et sa correction demande donc plus d'efforts. Cependant, comme la section transversale de l'acier en canal est symétrique, sa déformation est légèrement plus facile à traiter que celle de la cornière.
Les types de déformation des profilés en acier sont la flexion verticale, la flexion latérale et la torsion, comme le montre la figure 18. La flexion dans le plan de l'âme est appelée flexion verticale, tandis que la flexion dans la direction des ailes est appelée flexion latérale.
La hauteur de l'âme étant supérieure à la largeur de l'aile, la probabilité d'une déformation par flexion latérale dans un profilé en acier est plus grande que celle d'une flexion verticale. De plus, du point de vue de la correction de la déformation, l'ajustement requis pour la flexion verticale est beaucoup plus important que pour la flexion latérale.
a) Courbe verticale
b) Courbure latérale
c) Torsion
En raison des exigences physiques, la correction manuelle de l'acier déformé n'est adaptée qu'aux petites dimensions, tandis que les aciers déformés de plus grande taille doivent être corrigés à l'aide de méthodes mécaniques.
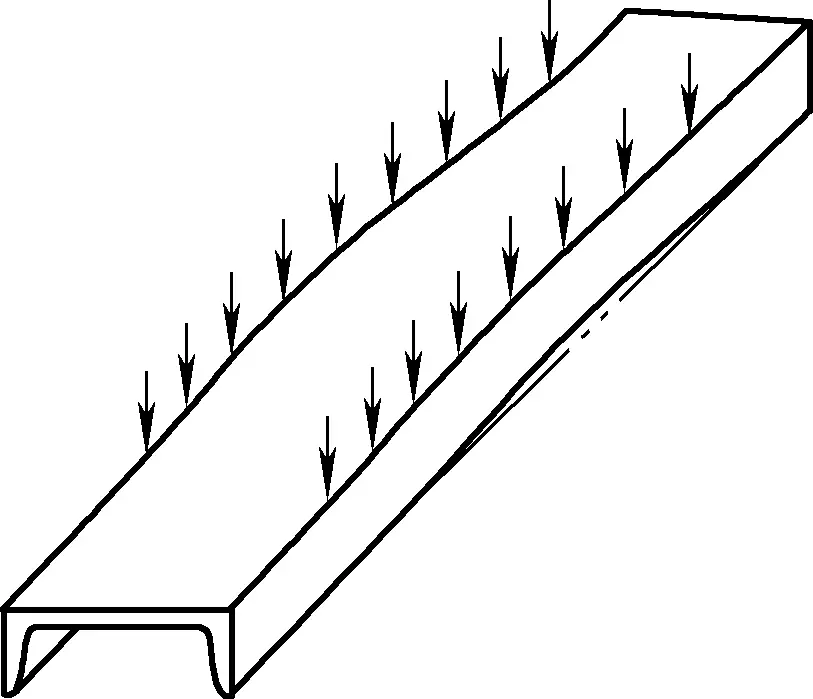
1) Correction de la déformation verticale de l'acier en canal.
Lors de la correction de la déformation verticale d'un profilé en acier, placer le profilé sur une table de correction improvisée composée de deux aciers ronds parallèles, la partie convexe étant orientée vers le haut. Frappez le plan de l'âme avec un marteau lourd, comme le montrent les flèches de la figure 19. Cela permet de transférer la force de frappe de la partie supérieure à la partie inférieure de l'âme.
La combinaison de l'âme et de la bride présente une transition arrondie avec une rigidité locale importante, ce qui permet d'éviter les déformations locales de la bride lors des coups de marteau.
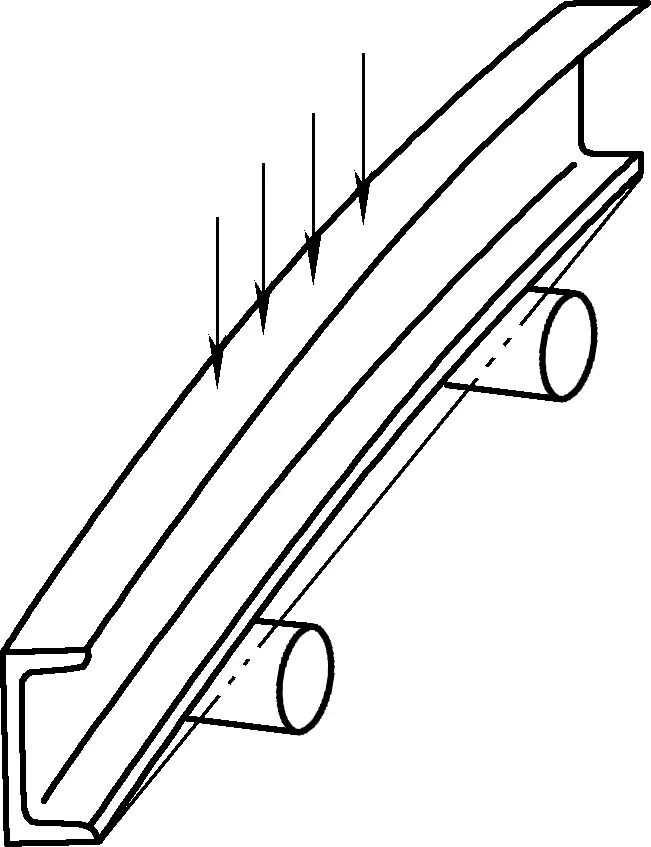
2) Correction de la déformation latérale de la courbure dans l'acier en canal.
La flexion latérale d'un profilé en acier peut être soit une flexion vers l'extérieur, soit une flexion vers l'intérieur. La méthode de correction pour la flexion vers l'extérieur consiste à placer la partie convexe de la bride vers le haut (voir figure 20), en la positionnant sur une table de correction simple composée de deux aciers ronds parallèles. Frapper alternativement et symétriquement le bord extérieur des deux brides à l'aide d'un marteau lourd. Cette opération corrige la déformation verticale des brides, ce qui facilite la correction de la courbure latérale de l'âme, et donc la courbure globale vers l'extérieur de l'acier du canal.
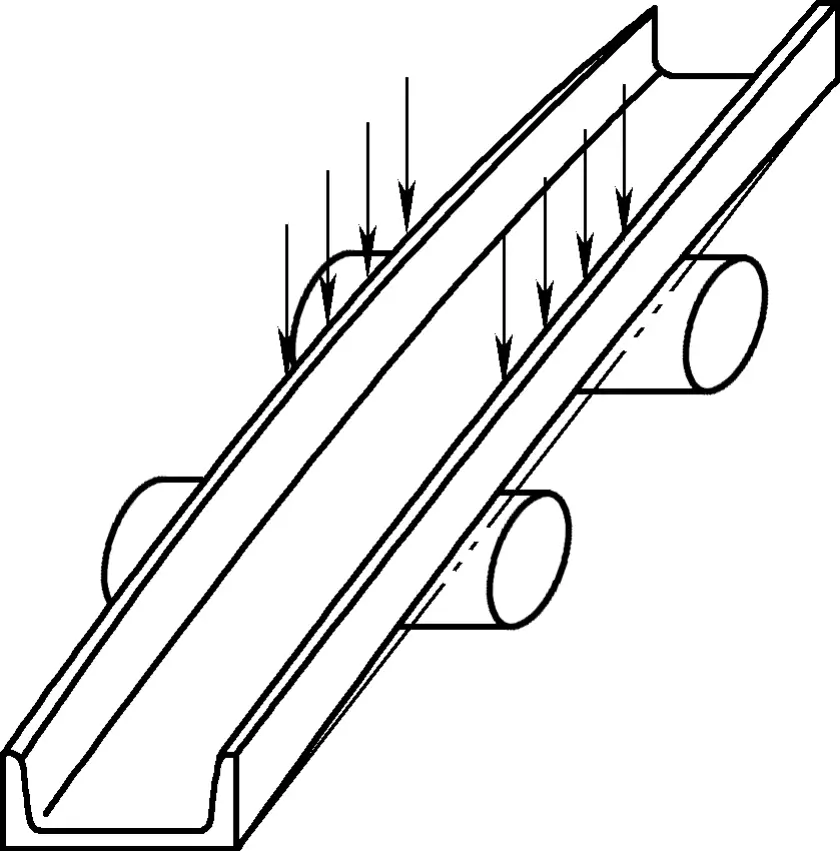
Lorsque le profilé en acier présente une déformation par flexion vers l'intérieur, et que la flexion vers l'intérieur couvre une section plus longue avec une légère courbure, le profilé en acier peut être placé horizontalement sur une plate-forme. Martelez l'âme des deux côtés des brides pour corriger la courbure verticale des brides, comme le montre la figure 21.
Il peut être nécessaire de retourner l'acier du rail, comme le montre la figure 20, pour corriger la courbure inversée dans des zones localisées. Une fois la courbure latérale des brides corrigée, la déformation globale de l'acier du rail sera également corrigée.
Si la déformation vers l'intérieur de l'acier du canal est un renflement faible mais important, il est préférable de procéder à une correction à la flamme, car un martelage excessif peut entraîner une distorsion de la section et avoir un impact négatif sur la qualité de la surface.
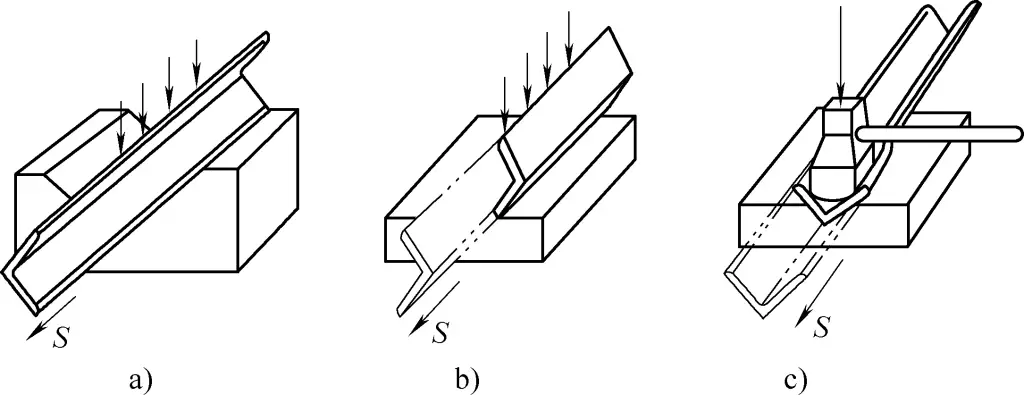
3) Correction de la déformation en torsion dans l'acier en canal.
Pour corriger la déformation par torsion d'un profilé en acier, il faut d'abord placer le profilé en diagonale sur une plate-forme, la partie torsadée dépassant la plate-forme. Ensuite, serrez l'acier en place et martelez le côté surélevé qui dépasse la plate-forme pour le tordre dans le sens inverse. Au fur et à mesure que le martelage se poursuit, déplacez le profilé sur la plate-forme (dans la direction S indiquée sur la figure 22a), puis retournez-le et répétez l'opération jusqu'à ce qu'il soit complètement redressé.
a) Correction à froid
b) Correction à chaud
La torsion dans les profilés en acier est souvent combinée à la flexion, ce qui rend la correction plus difficile. La figure 22b montre une déformation combinée de torsion et de flexion causée par des courbures verticales inégales dans les deux brides. La méthode de correction habituelle consiste à marquer des points d'échauffement à la flamme en nombre variable sur les deux brides en fonction du degré de torsion. La bride présentant la plus grande déformation verticale doit avoir plus de points de chauffe, et celle présentant la plus faible déformation doit en avoir moins.
Lors du chauffage à la flamme, il est préférable de chauffer simultanément les points des deux brides afin de produire une déformation corrective uniforme. Si la sélection des points et l'opération sont effectuées correctement, il est possible d'obtenir des résultats de correction satisfaisants avec un seul chauffage. Enfin, un ajustement manuel peut être appliqué pour éliminer complètement les déformations d'origine.
4) Correction d'autres déformations de l'acier en canal.
Comme le montrent les figures 23a et 23b, lorsqu'une déformation locale apparaît sur la bride de l'acier en forme de canal, un marteau lourd peut être placé contre la zone plate près de la partie convexe. Un marteau lourd peut également être placé horizontalement derrière la partie convexe, tandis qu'un second marteau frappe la surface extérieure de la zone convexe. Les fibres pliées sont ainsi comprimées, redressées et la bride aplatie.
a) Marteau placé verticalement contre la bride
b) Marteau placé horizontalement contre la bride
c) Correction de la bride concave
Si la bride présente une dépression locale, elle peut être posée à plat, le côté déformé contre la plate-forme. Marteler la partie surélevée de la dépression pour éliminer la protubérance locale (comme illustré à la figure 23c). Si la dépression est vers l'intérieur et qu'il est difficile de la marteler, utilisez un outil approprié tel qu'une enclume ou un autre outil long pour appliquer indirectement une force sur la partie surélevée afin d'aplanir la déformation.
La section transversale d'un profilé en acier se compose d'une âme relativement large et de deux ailes réparties symétriquement par rapport à l'âme. La clé de la correction de la déformation verticale réside dans la correction de la courbure verticale de l'âme, tandis que la clé de la correction de la déformation latérale réside dans la correction de la courbure verticale des deux brides. Une flexion verticale inégale dans les deux brides entraîne une torsion de l'acier du rail. Toute analyse de la déformation de l'acier du rail et le choix d'un plan de correction doivent être basés sur cette compréhension.
La largeur des brides étant nettement inférieure à celle de l'âme, la faible rigidité à la flexion dans le sens de la largeur des brides signifie qu'une déformation par flexion latérale est plus susceptible de se produire. En même temps, en raison de la faible rigidité, la déformation par flexion latérale est relativement plus facile à corriger. Pour toute déformation complexe d'un profilé en acier, la séquence de correction doit être la suivante : Torsion → Pliage vertical → Pliage latéral.
Lors de la correction de l'acier pour profilés, il convient de noter que l'épaisseur du bord des brides étant relativement faible et la résistance des deux bords à angle droit étant également plus faible, le martelage parallèle à la surface de la bride peut provoquer des dommages localisés en raison de la faible surface de contact.
Par conséquent, lorsqu'une force est appliquée à ces zones, il est préférable d'utiliser une enclume d'une largeur appropriée ou d'appliquer un marteau de formage adéquat, en veillant à ce que les brides et les bords n'entrent pas directement en contact avec le marteau. Cela permet de répartir uniformément la force, de réduire les contraintes de compression et d'éviter les marques de marteau. Il convient d'éviter de marteler directement les pièces soumises à des contraintes.
Les composants fabriqués à partir de feuilles minces pressées pour former une structure en forme de cadre avec certaines propriétés mécaniques sur un plan sont appelés composants de type cadre-plaque. En fonction de leur forme, les pièces à plaque de cadre peuvent être classées comme des pièces en forme de bande, d'anneau ou de nervure. Les principaux composants des pièces à plaque de cadre sont l'âme et la jante.
En raison des différents processus de formage, en particulier des différentes méthodes de formage de la jante, l'allongement et la contraction des fibres du matériau varient, ce qui entraîne diverses déformations dans les composants de type plaque de cadre.
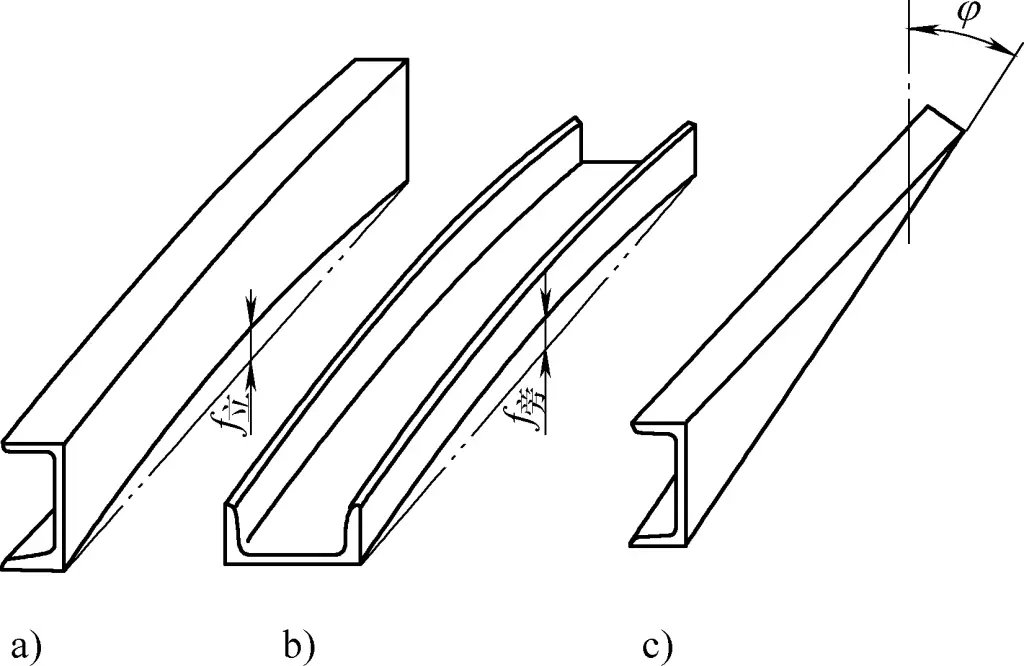
Par exemple, les composants du cadre en bande peuvent présenter une flexion, une irrégularité du plan de l'âme et une torsion, ainsi qu'un rebondissement accru de l'angle de la jante. Les cadres annulaires peuvent présenter un gauchissement de l'âme et un rebondissement accru de l'angle du bord. Les composants à cadre nervuré (ou à grande plaque de cadre) peuvent présenter une irrégularité de l'âme (torsion et forme imprécise de la jante).
Les composants de type panneau font partie des pièces de formage de plaques minces. Comme il s'agit de produits en plaques minces, leur rigidité locale est faible. En général, la déformation locale des composants de type panneau peut être directement corrigée, mais pour certaines déformations plus importantes, une analyse complète des pièces associées est nécessaire pour en trouver la cause.
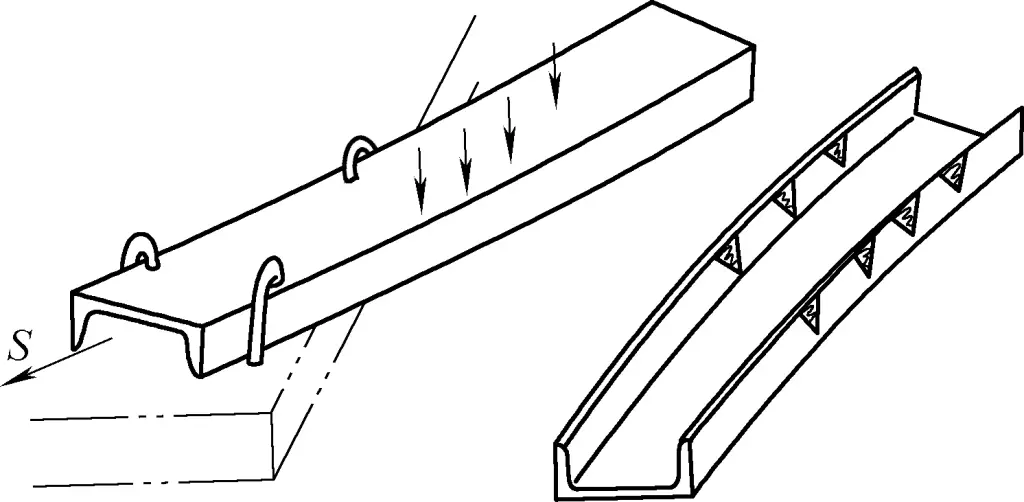
1) Opérations de correction pour les composants de panneaux en bandes.
La figure 24 illustre la déformation et la correction des composants d'un panneau en bande. Lorsque le panneau à bandes présente une courbure trop importante (c'est-à-dire que le rayon de l'arc est trop petit) (voir figure 24a), la méthode de correction consiste à placer la bande du panneau à bandes à plat sur une plate-forme et à utiliser une bande d'un certain rapport largeur/épaisseur pour frapper uniformément le long de la ligne de courbure du bord intérieur du panneau, étendant ainsi les fibres près du bord intérieur et réduisant la courbure.
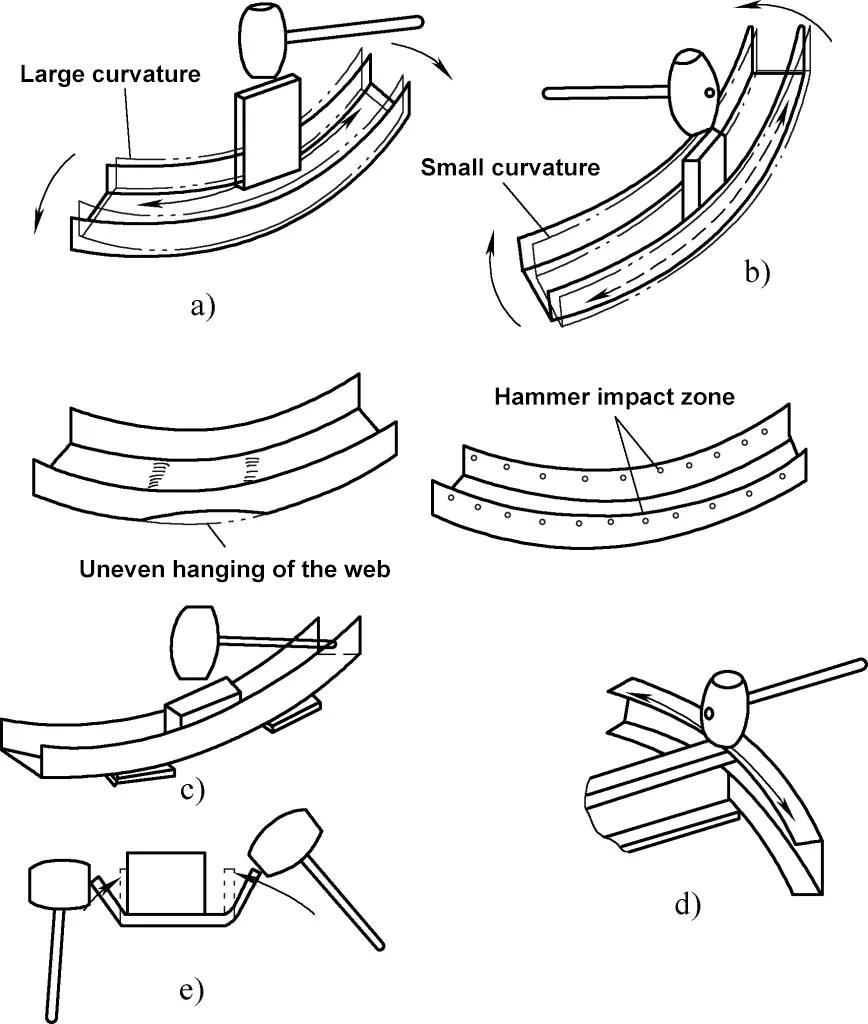
a) Correction de la courbure réduite
b) Correction de l'augmentation de la courbure
c) Correction du centre web suspendu en l'air
d) Correction du gauchissement de l'âme
e) Correction de l'angle de flexion
Lorsque le panneau à bandes présente une courbure trop faible (c'est-à-dire que le rayon de l'arc est trop grand) (voir figure 24b), la méthode de correction consiste à placer la bande du panneau à bandes à plat sur une plate-forme et à utiliser une bande du même type pour frapper uniformément le long de la ligne de courbure du bord extérieur du panneau, en étendant les fibres près du bord extérieur et en augmentant ainsi la courbure.
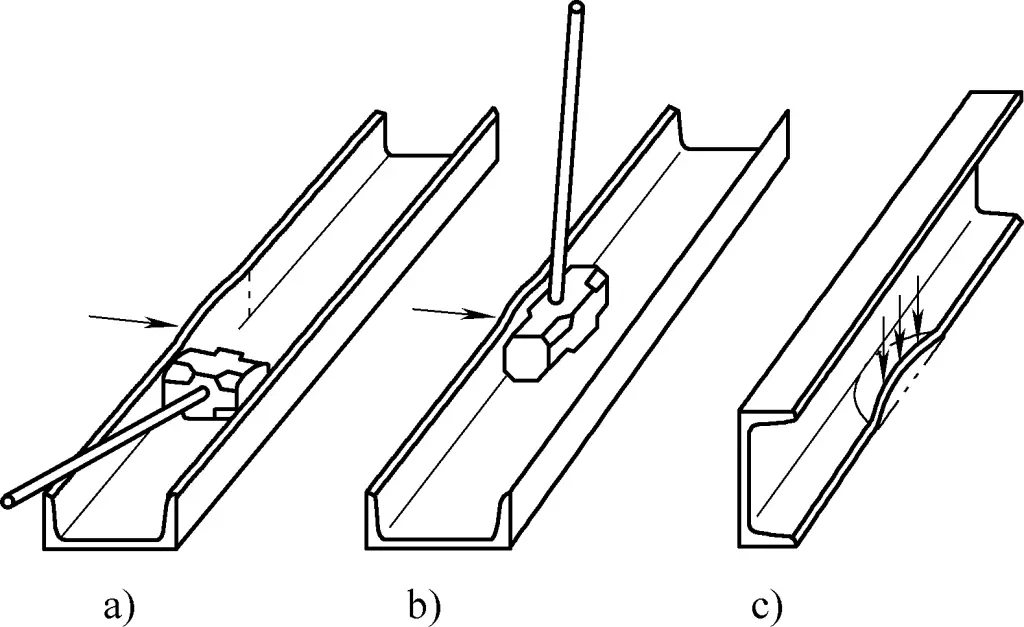
Lorsque le panneau de bande présente la déformation d'une zone d'âme localement suspendue (voir figure 24c), l'âme du panneau doit être placée à plat sur une plate-forme et des plaques minces doivent être placées aux deux extrémités de la zone déformée. Un bloc plus étroit que la largeur du bord intérieur doit être placé sur la zone déformée de manière à ce que les côtés du bloc soient bien appuyés contre les deux bords du panneau. Utiliser un marteau pour frapper et niveler les bords surélevés, puis retirer les plaques minces et continuer à utiliser le bloc et le marteau pour éliminer les irrégularités de l'âme.
Lorsque l'extrémité du panneau de bande se déforme et que la bande devient inégale (voir illustration 24d), vous pouvez placer des supports sous les côtés intérieurs des deux bords du panneau de bande. Frappez uniformément le long de la ligne des bords pour étendre les fibres et corriger ainsi la planéité de la bande.
Lorsque le panneau de bande présente une déformation par retour élastique dans l'angle de flexion (voir figure 24e), utilisez un marteau pour frapper directement le bord où l'angle de déformation a augmenté, ou utilisez un bloc serré contre la ligne de flexion du panneau, et frappez le long des bords extérieurs et des racines de la ligne de flexion. Cela permet de presser les bords déformés contre le bloc pour obtenir une correction de l'angle.
2) Opérations de correction pour les composants de panneaux en anneau.
Étant donné que le panneau de bord du panneau annulaire est une structure fermée, en plaques minces, perpendiculaire à l'âme, il forme avec l'âme une structure d'une rigidité considérable. Toute déformation ou répartition des contraintes dans une partie affectera inévitablement la répartition des contraintes dans d'autres parties, ce qui peut entraîner des déformations.
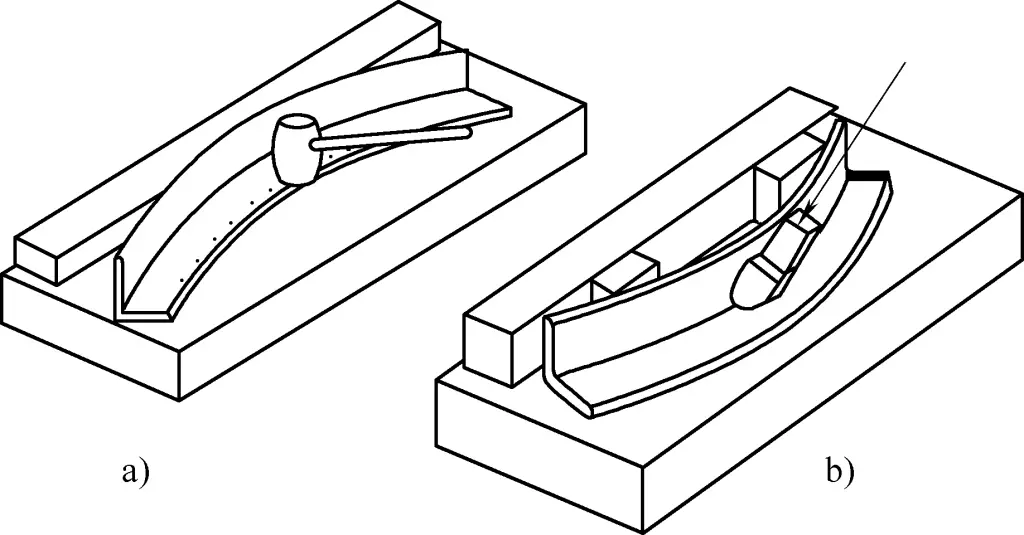
Lorsque la bande d'un panneau annulaire présente une déformation par gauchissement où les deux côtés sont relevés (voir figure 25a), la méthode de correction consiste à placer le côté concave vers le bas sur le bord d'une plate-forme. Maintenez le côté gauche du panneau vers le bas avec votre main gauche et appuyez sur le côté droit avec votre main droite, en pliant le panneau de bord et en aplatissant la bande. Ensuite, retournez le panneau avec la face concave vers le haut, et avec la bande touchant la plate-forme (comme le montre la figure 25b), utilisez un bloc pour frapper le long des bords intérieurs de la ligne de pliage, en particulier au niveau des joints à gauche et à droite, afin d'éliminer les contraintes de cisaillement et de traction et d'augmenter les contraintes de compression à proximité de la ligne de pliage.
Après avoir corrigé l'âme, vous devez également ajuster de manière appropriée les connexions des deux côtés du panneau de bord, en minimisant toute contrainte de traction résiduelle dans les zones déformées après la correction.
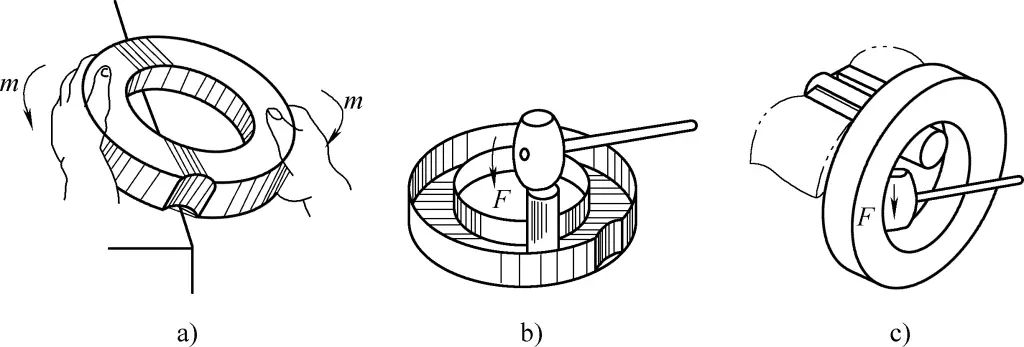
a) Correction manuelle du gauchissement de la bande
b) Correction du marteau
c) Correction du panneau de l'anneau intérieur
Lorsque les bords intérieurs et extérieurs du panneau annulaire dépassent la forme requise (voir figure 25c), serrez la section de bois courbée dans un étau, suspendez la pièce sous la forme extérieure du composant et martelez la zone déformée pour corriger la forme. Vous pouvez également, comme le montre la figure 25b, tourner le côté concave vers le haut et ajuster les angles des bords (comme le montre la figure 24e) pour obtenir un ajustement de la forme.
3) Opérations de correction pour les grands panneaux.
Comme le montre la figure 26, les grands panneaux (également appelés panneaux de type cadre) présentent des caractéristiques telles que des rebords, des trous de renforcement et des renfoncements qui améliorent la rigidité planaire. Les panneaux de bord contiennent également des découpes structurelles et des zones en retrait pour accueillir les pièces de raccordement.
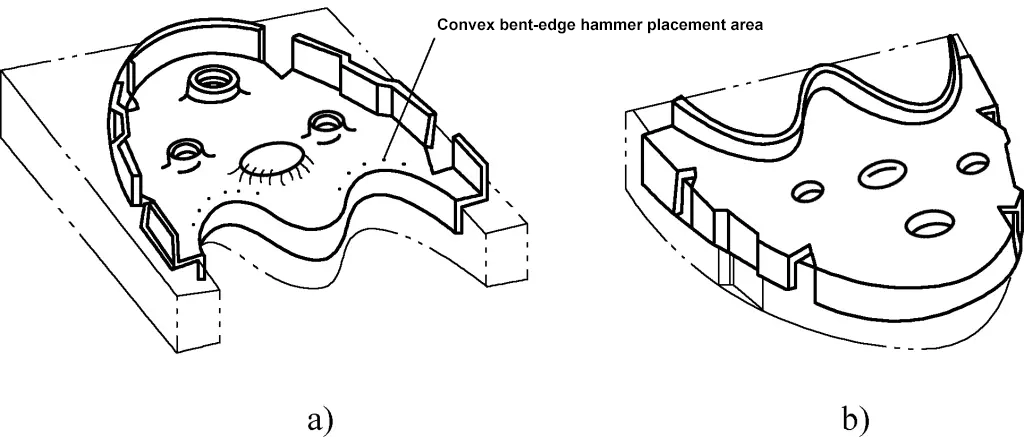
a) Vue de face
b) Vue arrière
Pour des composants structurels aussi complexes, divers gauchissements et déformations irrégulières se produisent inévitablement après le traitement thermique. Les déformations les plus courantes sont les suivantes : relâchement et expansion des bords pliés au niveau des découpes, rétrécissement et resserrement autour des trous de renforcement, relâchement autour des trous plats, torsion plane et augmentation de la courbure des bords pliés concaves.
Le processus de correction pour les grands panneaux est le suivant : Placer le composant déformé (voir figure 26a) sur un moule après le traitement thermique. Tout d'abord, utilisez des bandes de caoutchouc pour frapper la bande sur les zones plates afin qu'elle se conforme généralement au moule.
Utilisez un marteau en métal non ferreux ou un maillet en bois dur pour frapper la base des évidements de renforcement et des trous d'allègement (utilisez un bloc pour frapper contre ces zones afin d'éviter de les endommager). Le but du martelage est de réduire les contraintes de traction et d'augmenter les contraintes de compression. Retournez ensuite le composant et placez-le sur un autre moule, le dos tourné vers le haut (voir figure 26b), où vous utiliserez le même maillet ou marteau pour frapper autour de la base des évidements de renforcement et des trous d'allègement, ou utilisez un bloc de métal non ferreux pour appuyer sur ces zones.
Utilisez des bandes de caoutchouc pour taper régulièrement sur la bande afin d'aplanir toute irrégularité. Si la bande présente des signes de bombement ou de torsion, corrigez-les comme vous le feriez pour une plaque plate. Étant donné que l'allongement du matériau au niveau du bord concave plié pendant le bordage est le plus important, replacez le composant sur le moule (comme illustré à la figure 26a) et martelez uniformément le bord concave plié jusqu'à ce que le matériau se détende et corresponde au gabarit.
Les principaux éléments structurels d'un panneau sont l'âme et les panneaux de rive. Quelles que soient les structures locales de l'âme (trous plats, trous de renfort ou éléments de formage locaux), au moins un côté de l'âme doit rester plat. Indépendamment des découpes ou du formage local sur le panneau de bord, ce dernier doit toujours être perpendiculaire au plan de la bande. Par conséquent, toutes les corrections doivent être effectuées sur une plate-forme.
Pour les composants de panneaux plus complexes et de grande taille, des gabarits doivent être utilisés pour la correction afin de s'assurer que la forme du composant est aussi proche que possible de la forme correcte. Il est strictement interdit de corriger sans moule, car des corrections excessives et inefficaces peuvent aggraver la déformation et conduire à une distorsion irréparable.
Lors de la correction de composants de panneaux plus simples, la bande doit toujours rester à plat contre la surface de la plate-forme. Lors du martelage des fibres de la bande ou des lignes de pliage, la plate-forme doit être utilisée comme une base solide. La zone à marteler doit être fermement soutenue - il est strictement interdit de marteler sans soutien, car cela pourrait non seulement ne pas modifier la longueur des fibres, mais aussi introduire de nouvelles irrégularités.
Lors de la correction de grandes surfaces planes, le côté plat doit être placé contre le moule ou la plate-forme, le côté irrégulier étant orienté vers le haut. Cela facilite l'application de la bande de caoutchouc pour le nivellement. Par ailleurs, la partie corrigée de la bande doit être en contact avec le plan du moule et non suspendue, afin de faciliter l'utilisation du marteau et d'éviter la formation de nouvelles bosses dues à l'application de la bande de caoutchouc. Lorsque la zone à frapper est petite ou nécessite une plus grande précision, un bloc de calage peut être utilisé pour cibler la zone.
Pour les déformations importantes des panneaux du cadre, le couple peut être appliqué dans la direction opposée à la déformation afin de réduire le niveau de déformation initial. Ensuite, le martelage peut être utilisé pour une correction méticuleuse jusqu'à ce qu'il réponde aux spécifications du dessin.
Pour garantir la qualité extérieure et la précision de la forme du panneau de cadre, il faut éviter d'utiliser des marteaux ou des blocs en matériaux durs en contact direct avec la surface de la pièce afin de ne pas laisser de traces. Pour les assemblages entre l'âme et le bord du cadre, où il est difficile d'appliquer des forces externes, il faut utiliser des blocs plus souples ou des outils façonnés pour s'adapter au contour afin d'appliquer une force indirecte. Cela permet d'éviter que des imprécisions dans l'application de la force ou des interférences mutuelles entre les pièces n'endommagent le résultat de la correction.