
Procédés de pliage des métaux : Équipement, paramètres et dépannage
Comment les tôles plates deviennent-elles des pièces courbes ? Le pliage du métal est la clé. Cet article dévoile les outils, les techniques et les...
L'installation de matrices de poinçonnage sur les machines peut sembler décourageante, mais elle est cruciale pour une fabrication précise et efficace des métaux. Ce guide couvre le processus étape par étape, de la préparation des composants de la matrice à leur mise en place. Vous apprendrez comment garantir l'alignement, le bon dégagement et le bon fonctionnement, afin d'améliorer à la fois la sécurité et les performances. En suivant ces étapes, vous pouvez espérer minimiser les erreurs et maximiser la durée de vie de votre équipement. Prêt à maîtriser le processus d'installation et à accroître votre productivité ? Plongeons dans l'aventure !

L'assemblage de la filière consiste à disposer les pièces qui répondent aux exigences techniques des dessins de conception dans un ordre et selon une méthode spécifiques, en fonction des caractéristiques structurelles et des conditions techniques de la filière.
Ces pièces, après avoir été traitées pour assurer leur compatibilité, sont assemblées dans un moule qui répond aux normes opérationnelles. L'assemblage des moules est donc un processus critique dans la fabrication des moules. La qualité de l'assemblage des moules a une incidence directe sur la qualité de l'emboutissage des pièces produites, ainsi que sur la maintenance, l'utilisation et la durée de vie du moule.
Avant de commencer l'assemblage, il est essentiel d'étudier minutieusement les dessins du moule, de concevoir un plan d'assemblage raisonnable basé sur ses caractéristiques structurelles et ses conditions techniques, et d'inspecter méticuleusement chaque pièce fournie. Les pièces ayant une orientation spécifique doivent être marquées avant l'assemblage afin de garantir une installation sans erreur selon les étapes établies.
Une filière assemblée selon le plan établi doit répondre aux exigences de base suivantes :
1) La matrice assemblée doit glisser sans problème et avec souplesse le long des poteaux de guidage, sans aucune rigidité.
2) Tous les éléments du poinçon doivent être perpendiculaires à la surface de base de l'assemblage de la plaque fixe.
3) Le jeu entre le poinçon et la matrice doit répondre aux exigences spécifiées dans les dessins et être uniformément réparti. La course de travail du poinçon ou de la matrice doit être conforme aux conditions techniques.
4) Les positions relatives des dispositifs de positionnement et de blocage du matériau doivent être conformes aux spécifications du dessin. L'espacement entre les plaques de guidage de la matrice de découpage doit être conforme aux dessins ; les surfaces de guidage doivent être parallèles à l'axe central de la direction d'alimentation du matériau de la matrice. Pour les plaques de guidage dotées de dispositifs de pression latérale, la plaque de pression latérale doit glisser en douceur et fonctionner de manière fiable.
5) Les positions relatives des dispositifs d'éjection et de défonçage des matériaux doivent être conformes aux exigences de conception, la sur-hauteur devant se situer dans la plage autorisée et la surface de travail ne devant pas être inclinée ou subir de déviation unilatérale afin de garantir l'éjection en temps voulu et sans heurts des pièces ou des déchets.
6) Les trous ou canaux d'évacuation de la ferraille doivent être dégagés pour assurer l'éjection libre des pièces ou de la ferraille.
7) Les pièces standard doivent être interchangeables ; l'ajustement entre les boulons de fixation, les goupilles de positionnement et leurs trous respectifs doit être normal et en bon état.
8) Les dimensions d'installation du moule sur la presse doivent répondre aux exigences de l'équipement sélectionné. Les éléments de levage doivent être sûrs et fiables.
La clé de l'assemblage d'un moule consiste à s'assurer que les matrices mâles et femelles installées sur les bases supérieure et inférieure du moule, ainsi que leurs pièces associées, s'alignent correctement lors de la fermeture du moule. Cet alignement doit être conforme aux spécifications de conception afin de garantir le bon fonctionnement du moule et la production de pièces conformes aux normes du produit.
À cette fin, toutes les pièces entrant dans l'assemblage doivent être conformes aux exigences de traitement spécifiées pour chaque composant du processus d'assemblage. Par exemple, la plaque fixe pour les matrices mâles multiples doit avoir une précision de positionnement relative et une précision de pas entre ses différents trous de forme pour correspondre à la matrice femelle et à la plaque de décochage.
Les boulons et les goujons de la plaque d'écartement doivent laisser un espace généreux dans les trous de passage, ce qui permet de percer selon les dimensions spécifiées sur le plan. Après la trempe, les surfaces supérieures et inférieures doivent être rectifiées avec précision. Les matrices femelles intégrées montées sur les bases supérieures ou inférieures du moule doivent non seulement avoir leurs trous de forme usinés selon les spécifications du plan, mais aussi les trous des boulons et des goujons.
Après le traitement thermique et l'usinage de précision, ils sont prêts à être assemblés. Les trous de vis et de chevilles de la base du moule et de la plaque de guidage qui doivent être fixés à ces éléments doivent être percés et alésés pour correspondre aux trous correspondants de la matrice femelle lors de l'assemblage.
Indépendamment du type et des caractéristiques structurelles du moule, et bien que les méthodes et la séquence d'assemblage puissent différer, les principes d'assemblage à suivre sont les mêmes.
La première étape de l'assemblage d'un moule consiste à sélectionner une pièce de référence qui servira de point de repère pour l'assemblage du moule. Les autres pièces du moule sont ensuite assemblées progressivement sur la base de cette référence. Le choix de la pièce de référence dépend des caractéristiques structurelles du moule. Dans le cas d'un moule à plaques de guidage, la plaque de guidage qui sert également de démoulage doit être la pièce de référence de l'assemblage.
Pour les moules guidés par des poteaux de guidage, la matrice femelle est généralement utilisée comme référence d'assemblage. Pour les moules composés de découpage et de perçage, la plaque d'éjection est choisie comme référence d'assemblage, à condition que le centre de force de la plaque d'éjection soit aligné avec le centre de la tige du moule.
Une fois la pièce de référence choisie, les différents composants du moule sont d'abord assemblés en sous-ensembles en fonction de leurs connexions individuelles (comme l'installation de la tige du moule sur la base supérieure du moule ou la fixation de la matrice mâle sur la plaque fixe). Ensuite, en utilisant la pièce de référence comme point de repère pour l'assemblage, l'assemblage total du moule est achevé.
Il existe deux types de matrices de poinçonnage à opération unique : les matrices sans dispositifs de guidage et les matrices avec dispositifs de guidage. Pour les matrices de poinçonnage sans dispositif de guidage, les matrices supérieures et inférieures sont assemblées séparément en fonction des exigences du dessin.
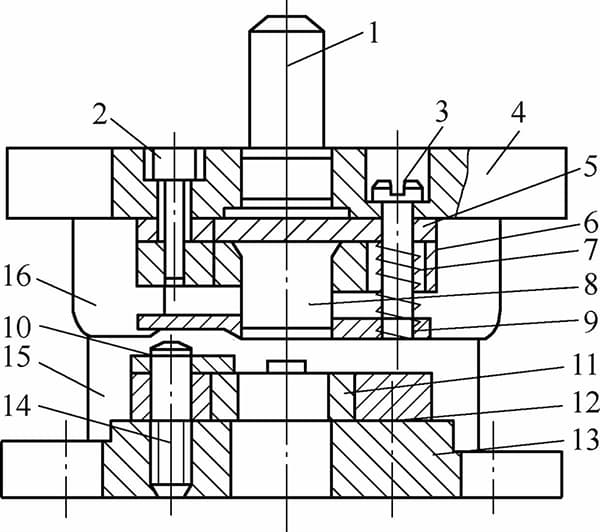
1 - Poignée, 2 - Vis à tête cylindrique à six pans creux, 3 - Vis de dénudage, 4 - Plaque supérieure du poinçon, 5 - Entretoise, 6 - Plaque de maintien du poinçon, 7 - Ressort, 8 - Poinçon, 9 - Plaque de dénudage, 10 - Plaque de repérage, 11 - Poinçon, 12 - Douille du poinçon, 13 - Patin inférieur du poinçon, 14 - Vis, 15 - Poteau de guidage, 16 - Douille de guidage.
Le jeu entre le poinçon et la matrice est ajusté après le montage de la matrice sur la presse. Toutefois, avant l'assemblage, il est essentiel d'insérer le poinçon dans la matrice pour vérifier si le jeu est approprié et uniforme sur tout le périmètre. En règle générale, la matrice est utilisée comme point de référence pour les matrices de poinçonnage à opération unique, après quoi la matrice supérieure est montée et le jeu est ajusté en conséquence.
Pour les matrices de poinçonnage avec dispositifs de guidage, l'assemblage commence par la sélection d'une pièce de référence. En supposant l'utilisation de l'électroérosion à fil pour l'usinage des orifices de la matrice, les étapes d'assemblage d'une matrice de poinçonnage à simple opération avec des dispositifs de guidage sont les suivantes :
1) L'assemblage du jeu de matrices concerne principalement les piliers de guidage et les douilles. La plupart des jeux de matrices utilisent actuellement un ajustement serré entre les piliers de guidage, les bagues et le porte-matrice, comme le montre la figure 2-22.
2) Une autre méthode consiste à obtenir un ajustement serré uniquement entre le porte-matrice inférieur et les piliers de guidage. La surface de montage des bagues est façonnée pour faciliter l'adhérence. Lors de l'assemblage, les piliers de guidage sont d'abord installés et leur verticalité est vérifiée. Ensuite, en utilisant des cales pour niveler le porte-matrice supérieur, de la colle est injectée entre le trou du porte-matrice et les bagues pour compléter l'assemblage du jeu de matrices.
Après l'assemblage, l'ensemble de matrices doit être inspecté pour vérifier le parallélisme et la précision du mouvement. Le non-parallélisme de la surface inférieure du porte-matrice supérieur par rapport au porte-matrice inférieur ne doit pas dépasser 0,05 mm par 300 mm pour les jeux de matrices de classe de précision I et 0,08 mm par 300 mm pour les jeux de matrices de classe de précision II. La précision du mouvement ne doit pas dépasser 0,02 mm par 100 mm.
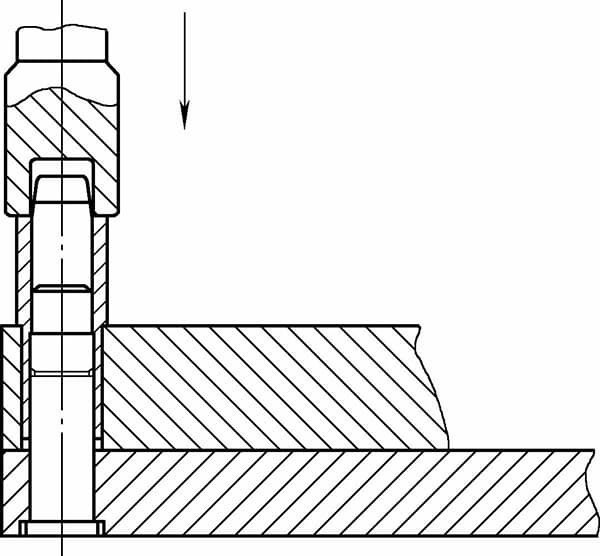
L'installation de la tige est illustrée à la figure 2-23, avec les étapes spécifiques suivantes :
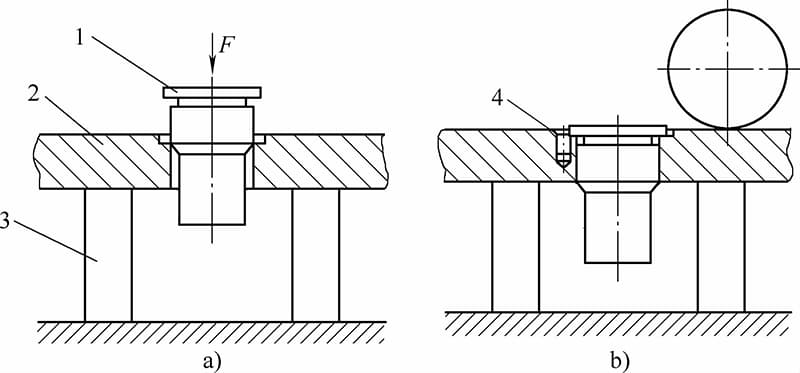
a) Assemblage de la poignée de la matrice b) Meulage de la face frontale
1 - Poignée de filière 2 - Siège de filière supérieur 3 - Bloc à hauteur égale 4 - Goupille de blocage
1) Vérifiez la hauteur de la butée de la tige de filière ; elle doit être inférieure de 0,5 à 1 mm à la profondeur de la butée supérieure du porte-matrice. Le diamètre de la butée de la tige de filière doit être inférieur de 0,5 à 1 mm à celui de la butée du porte-matrice.
2) Utilisez une équerre pour vérifier la perpendicularité de la tige de la filière par rapport à la plaque supérieure de la filière et ajustez-la en conséquence. Sur une machine manuelle presse hydrauliquePressez la tige de l'outil dans la plaque supérieure de l'outil.
3) Installer les vis de fixation de la tige de la filière.
Prenons l'exemple de la matrice de poinçonnage de type traversant pour la coupe de fils :
1) Retirer la boue d'électroérosion du trou de la plaque de montage de la matrice de poinçonnage.
2) Chanfreiner l'arrière de la plaque de montage de la matrice de poinçonnage le long du périmètre de la cavité de (0,5 à 1,5) mm à un angle de 45°, la taille du chanfrein dépendant de la force exercée sur le moule.
3) Chanfreiner l'arête de coupe du poinçon d'environ 0,25 mm à un angle de 45° le long de la ligne de contour.
4) Poncez ou limez légèrement les marques de coupe du fil sur l'arête de coupe du poinçon pour faciliter son entrée dans la plaque de montage. Laisser une section non affinée à l'extrémité, dont la longueur est légèrement supérieure ou égale à l'épaisseur de la plaque de montage.
5) Placez un bloc d'espacement, plus grand que le poinçon, sous la plaque de montage, puis enfoncez le poinçon dans la plaque de montage. Cette tâche doit être effectuée par étapes ; une fois que le poinçon peut se tenir debout dans la plaque de montage, mesurez la perpendicularité. Répétez la mesure à un tiers et à la moitié de la profondeur d'insertion, en corrigeant rapidement tout désalignement. Poursuivre après s'être assuré de la précision.
6) Pour les matrices de poinçonnage multiples ou de petite taille, alignez la plaque de décollement avec la cavité de la matrice et utilisez-la pour guider les matrices de poinçonnage en place.
7) Arrêtez de presser le poinçon dans la plaque de montage lorsque la longueur restante de la queue est de 3 à 5 mm. Chauffez le bord de la queue du poinçon à l'aide d'une flamme oxyacétylénique et tapez rapidement avec un petit marteau pour faire gonfler la partie chauffée. Après refroidissement complet, enfoncez complètement la matrice de poinçonnage dans la plaque de montage, comme illustré à la figure 2-24.
8) Utiliser des cales pour niveler la surface, rectifier la surface supérieure et l'extrémité de la matrice du poinçon en se basant sur la surface inférieure de la plaque de montage comme référence.
En utilisant la surface de la plaque fixe comme référence, placer la plaque de décapage sur le poinçon (cela est particulièrement nécessaire lorsque le poinçon est petit), en veillant à ce que sa surface de travail soit légèrement plus basse que le poinçon. Meuler le bord chanfreiné de la face de travail du poinçon jusqu'à ce que l'arête de coupe soit tranchante.
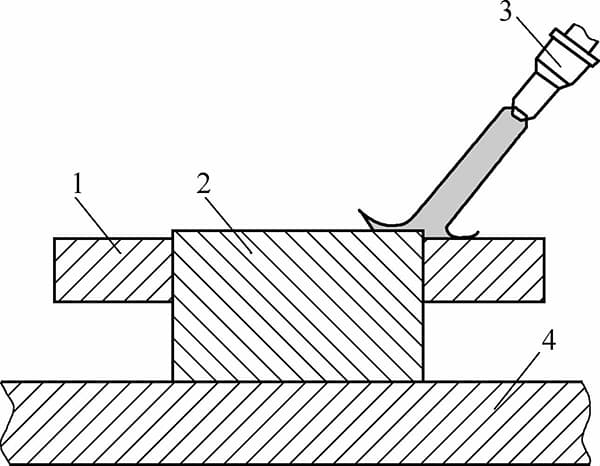
1-Plaque de maintien du poinçon 2-Poinçon 3-Torche de découpe à l'oxygène 4-Bloc d'enclume
1) Déterminer le point central de la plaque de décapage et l'aligner avec le point central de la tige de la matrice ; traiter le contour du trou de décapage de la plaque de base en fonction de la cavité de la matrice, en le fixant avec des boulons à travers la matrice.
2) Vérifier l'alignement de la matrice avec le contour du trou de rebut de la plaque de base, en s'assurant qu'il n'y a pas de désalignement. Une fois l'alignement confirmé, serrez les boulons, percez et alésez la matrice pour les goupilles de positionnement et insérez les goujons de positionnement.
Placez la matrice inférieure à plat, recouvrez la matrice d'un film plastique d'une épaisseur correspondant au jeu latéral, insérez des cales à hauteur égale, soulevez le porte-matrice supérieur, alignez le poinçon avec la matrice et tapez doucement avec le manche d'un marteau.
Si le poinçon pénètre dans la matrice en douceur de 5 à 6 mm, le jeu entre le poinçon et la matrice est provisoirement considéré comme approprié. Ensuite, serrez le porte-matrice supérieur, le tampon du poinçon et la plaque de retenue du poinçon à l'aide d'une pince en C, retirez la matrice supérieure, percez la plaque de retenue du poinçon ou la matrice (si elle est inversée) dans le porte-matrice supérieur et reliez provisoirement les deux parties à l'aide de boulons.
Si les poteaux de guidage traversent directement la matrice et la plaque de dénudage, que les douilles de guidage sont installées sur la plaque de retenue du poinçon et que les cavités et les trous des goupilles de positionnement de la matrice et de la plaque de retenue du poinçon sont réalisés en fonction des trous des poteaux de guidage pendant le découpage du fil, il suffit alors, lors de l'assemblage, de s'assurer de la verticalité du poinçon par rapport à la plaque de retenue, et les étapes d'équerrage et de réglage du porte-matrice supérieur peuvent être supprimées.
Il convient de noter que lors de la fabrication de matrices aux formes complexes, aux exigences de précision élevées ou dont l'épaisseur du matériau est inférieure à 0,25 mm, il est souvent nécessaire de vérifier l'ajustement entre le poinçon et la matrice après l'usinage de chaque paire.
Remettez le film plastique en place, reliez les porte-matrices supérieur et inférieur par l'intermédiaire des poteaux de guidage, et si le poinçon glisse automatiquement dans la matrice, l'espace libre est considéré comme adéquat et vous pouvez passer à l'étape suivante. Si la force ne change pas pendant l'insertion et que le film plastique n'est pas coupé après le retrait, l'espace libre est également considéré comme approprié.
Si le jeu n'est pas satisfaisant, insérez la matrice supérieure dans la matrice jusqu'à ce que la surface du poinçon entre à peine dans la surface de travail de la matrice et vérifiez le jeu poinçon-matrice en utilisant la méthode de transmission de la lumière ; retournez la matrice assemblée, serrez la tige dans un étau d'établi, éclairez avec une lampe de poche et observez la taille et l'uniformité de l'écart à travers le trou de rebut du porte-matrice inférieur.
Ajustez pour égaliser l'écart, et si vous observez des irrégularités, tapez doucement sur le côté de la plaque de retenue avec un marteau pour modifier la position du poinçon dans la matrice supérieure jusqu'à ce que l'écart soit uniforme.
Une fois que l'écart est uniforme, serrez les vis, percez et alésez les trous pour les goujons de positionnement de la filière supérieure et insérez les goujons.
Installez la plaque de dévêtissage sur le poinçon, vérifiez le jeu de glissement entre les deux et assurez-vous que son mouvement est régulier. Installez ensuite les ressorts et suspendez la plaque de décochage sur la matrice supérieure, en réglant les boulons de suspension de manière à ce que la surface de la plaque de décochage se trouve à 0,5-1 mm au-dessus de la surface de travail du poinçon.
Enfin, vérifiez la course des boulons de suspension pour assurer un jeu de 3 à 5 mm entre l'extrémité supérieure et la surface supérieure du porte-matrice à la fin de la course de poinçonnage.
Après avoir vérifié qu'il n'y a pas de problème, installez correctement le dispositif d'alimentation et les goupilles d'arrêt.
Utilisez du papier ou des chutes de carton de la même épaisseur que le matériau perforé, placez-les sur la surface de la matrice et tapez légèrement sur la tige de la matrice à l'aide d'une tige métallique souple ou du manche en bois d'un maillet pour faire un essai de coupe.
Vérifiez la taille et l'uniformité des bavures sur le papier test ; si les bavures sont discrètes ou présentes mais uniformes et de hauteur constante sur tout le périmètre, l'assemblage est correct. Utilisez de préférence du papier rugueux à grosses fibres, et accessoirement du papier à imprimante, en évitant le papier couché.
Apposer le numéro comme l'exige le fabricant.
Après un essai de poinçonnage sur la machine, si aucune anomalie n'apparaît, lubrifier les poteaux de guidage et les bagues en vue de la production ou du stockage.
La structure d'une matrice composée est compacte et exige une grande précision dans l'usinage de ses composants. Elle est couramment utilisée pour le poinçonnage de matériaux plus fins, avec des espaces relativement réduits entre les matrices. Le poinçonnage simultané des formes internes et externes augmente la complexité de l'assemblage des matrices, en particulier pour les matrices nécessitant un alignement coaxial de ces formes.
Le principal défi de l'assemblage des matrices composées consiste à s'assurer que les poinçons mâles et femelles pour les formes internes et externes sont positionnés l'un par rapport à l'autre conformément aux spécifications de conception, afin de répartir le jeu unilatéral de la matrice de la manière la plus uniforme possible.
Pour réduire la difficulté d'assemblage des matrices composées, le processus et la méthodologie d'assemblage doivent s'aligner sur les caractéristiques structurelles de la matrice. La conception doit également répondre aux exigences d'assemblage de la structure de la matrice, par exemple en préférant l'utilisation d'un positionnement par emboîtement pour les poinçons mâles et femelles.
Les matrices composées sont des outils à station unique. Ainsi, le processus d'assemblage d'une matrice composée équivaut à l'assemblage d'une matrice de poinçonnage à la même station, puis à l'utilisation de la matrice de poinçonnage comme référence pour l'assemblage d'une matrice de découpage.
Sur la base de ce principe, les lignes directrices suivantes doivent être respectées lors de la conception et de l'assemblage des matrices composées :
1) L'assemblage de la matrice composée doit utiliser les poinçons mâle et femelle comme éléments de référence. Tout d'abord, mesurez ou estimez le point central du force de perforationidentifie le point correspondant sur le poinçon femelle et aligne le centre de pression des poinçons mâle et femelle avec le point central de la tige du poinçon.
2) Fixer les poinçons mâle et femelle à la plaque fixe ou à la base à l'aide de boulons et de goupilles.
Ensuite, en fonction de la forme interne des poinçons mâle et femelle, ajuster la position relative de la plaque fixe de la matrice mâle de poinçonnage pour égaliser le jeu entre les matrices mâle et femelle de poinçonnage, la fixer à l'aide de boulons et effectuer un essai de poinçonnage préliminaire. Après confirmation, percer et aléser des trous dans le siège supérieur de la matrice pour la plaque fixe de la matrice mâle de poinçonnage, et les relier avec des goupilles de positionnement.
3) Utiliser la forme extérieure des poinçons mâle et femelle comme référence pour assembler et ajuster la position de la matrice femelle de découpage par rapport aux poinçons mâle et femelle, ajuster le jeu, et après confirmation, percer de la matrice femelle à la plaque fixe et fixer avec des boulons.
4) Après un autre essai de poinçonnage réussi, percer et aléser des trous depuis la matrice femelle jusqu'au siège supérieur de la matrice et insérer des goupilles de positionnement.
Pour une illustration de l'assemblage des matrices composées, voir le tableau 2-5.
Figure 2-5 : Schéma d'assemblage du moule composite
| La séquence des opérations | illustration | introduction |
| 1 | 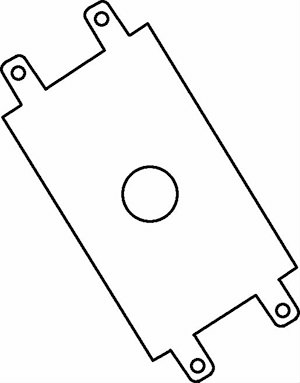 | Prototype de pièce |
| 2 | 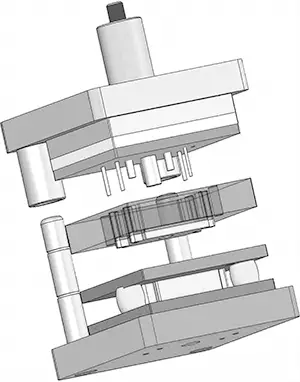 | Diagramme du moule composite |
| 3 | 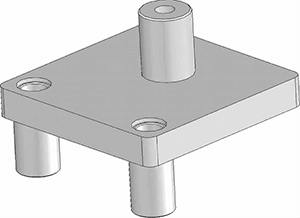 | Installer les piliers de guidage et les bagues |
| 4 | 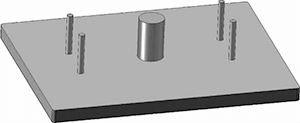 | Installer le poinçon sur la plaque de mitre en utilisant les mêmes méthodes et spécifications techniques que pour une matrice à opération unique. |
| 5 | 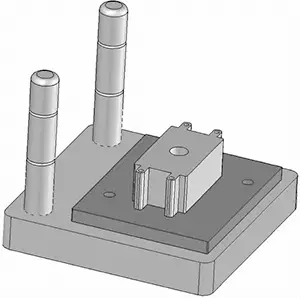 | Pour calculer le centre de gravité de la pièce à usiner, il faut l'aligner sur le point central du modèle. Ensuite, installez les matrices mâle et femelle. |
| 6 | 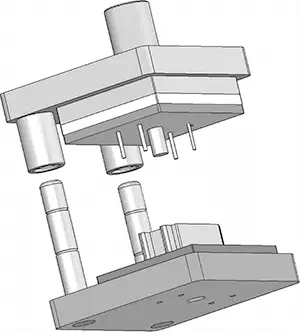 | En fonction des matrices mâle et femelle, ajustez le jeu autour de la position du poinçon pour l'aligner avec la matrice mâle, puis installez la matrice mâle. Après un essai de poinçonnage réussi, installez le premier jeu de goupilles de positionnement. |
| 7 | 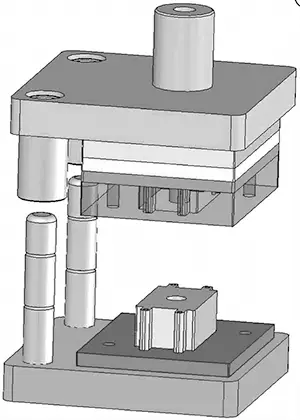 | En fonction du contour extérieur du poinçon et de la matrice, installez la matrice et effectuez un essai de poinçonnage. Une fois l'absence d'erreur confirmée, inverser et percer le trou, puis installer le deuxième jeu de goupilles de positionnement. |
| 8 | 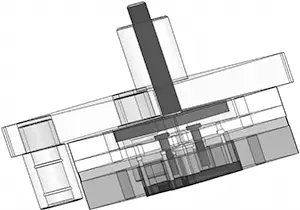 | Les composants du système d'éjection, y compris la plaque d'éjection, la goupille de poussée, la plaque de pression et la tige d'éjection. |
| 9 |  | Plaques de chargement et de déchargement, rails de guidage du matériau en bande et goupilles d'arrêt du matériau. |
Les matrices de poinçonnage équipées de dispositifs de guidage doivent être installées en position fermée. Les étapes spécifiques sont les suivantes :
1) Mesurer la hauteur fermée du moule et ajuster le point mort bas du vérin de presse à une position supérieure de 2 à 5 mm à la hauteur fermée.
2) Retirez le collier de serrage de la matrice et faites glisser la matrice dans la position du support de la poignée, puis serrez provisoirement le collier de serrage de la matrice.
3) Tourner la vis à bille pour abaisser le coulisseau jusqu'à ce que la matrice mâle pénètre de 1 à 2 mm dans la matrice femelle, en utilisant l'élasticité des éléments à ressort de la plaque d'éjection pour amener la surface supérieure de la matrice supérieure en contact ferme avec la surface inférieure du coulisseau de presse.
4) Fixer la pince de la poignée de la filière.
5) Serrer la matrice inférieure.
6) Inverser la vis à bille pour soulever le coulisseau de la presse jusqu'à ce que la matrice mâle se trouve à une distance de 2 à 5 mm de la matrice femelle.
7) Pendant le processus de poinçonnage d'essai, diminuez progressivement la hauteur de la matrice supérieure jusqu'à ce que la pièce soit complètement séparée du matériau. Inspectez les pièces poinçonnées à titre d'essai et, une fois que vous avez confirmé qu'elles sont correctes, passez à la production.
Lors de l'installation d'une matrice de poinçonnage sans dispositif de guidage, différentes méthodes peuvent être employées en fonction de la taille de la matrice. dégagement de la matrice. En cours de production, si le jeu entre le poinçon et la matrice est supérieur ou égal à 0,20 mm, il est possible de procéder à un alignement visuel direct ou d'utiliser une jauge d'épaisseur. Pour les jeux inférieurs à 0,20 mm, la méthode du film plastique est couramment utilisée et la procédure est essentiellement la même que pour les matrices avec dispositifs de guidage.
D'une manière générale, la méthode du film plastique est plus simple, plus rapide et plus fiable que l'inspection visuelle. Tant que le film plastique n'est pas coupé ou déchiré, cela indique qu'il existe un jeu entre le poinçon et la matrice, ce qui empêche le mordançage de la matrice.
Dans le fonctionnement d'une matrice progressive, la bande de matériau est alimentée de droite à gauche de manière incrémentielle. Lors des premiers poinçonnages, l'absence de matériau sur le côté gauche de la matrice peut entraîner un déséquilibre et même endommager le poinçon. Par conséquent, au début d'un essai ou d'une production, une méthode manuelle doit être utilisée pour rembourrer le côté gauche de la matrice avec un matériau de la même épaisseur que la pièce à usiner, préalablement retirée de la position de travail.
Ce matériau est progressivement rétracté jusqu'à ce que la bande ait franchi toutes les étapes du poinçonnage, après quoi la matrice peut passer en mode automatique.







