Exploration des 4 principales technologies de découpe CNC
Imaginez une machine capable de couper le métal comme un couteau dans du beurre. C'est la puissance de la découpe CNC...
Imaginez que vous puissiez trancher des matériaux résistants comme le métal, la pierre ou le verre à l'aide d'un simple jet d'eau à grande vitesse. La haute pression machines de découpe au jet d'eau C'est exactement ce qu'ils font, en révolutionnant la découpe de précision dans diverses industries. Cet article explore les principes, les types et les caractéristiques uniques de ces outils puissants, en soulignant comment ils découpent des dessins complexes sans dommages causés par la chaleur ou les fumées nocives. Plongez dans cet article pour découvrir comment les jets d'eau à haute pression permettent des coupes plus nettes et plus précises.

Le principe de la découpe à l'eau sous haute pression est de pressuriser l'eau à une pression ultra-élevée de 100~400MPa, puis de la projeter sur la pièce à découper à travers un orifice d'étranglement (Φ0,15 ~ Φ0,4mm) à 2~3 fois la vitesse du son, convertissant l'énergie potentielle de l'eau en énergie cinétique du jet d'eau, avec une vitesse d'écoulement allant jusqu'à 900m/s ou plus. En utilisant l'impact du jet d'eau dense à haute vitesse et à haute énergie, comme une lame tranchante, il effectue la coupe.
La gamme de matériaux pouvant être découpés à l'aide de la technologie de découpe à l'eau sous haute pression est très large et permet de découper de nombreux matériaux que les méthodes de découpe conventionnelles ne peuvent pas ou difficilement découper, tels que divers métaux et leurs alliages (acier inoxydable, titane, aluminium, cuivre, etc.), les matériaux céramiques, le verre, la pierre, le bois, le bois tendre, les plastiques, le caoutchouc, les matériaux composites multicouches, les matériaux en nid d'abeille, le béton, etc.
Principalement utilisé pour la découpe de matériaux non métalliques, avec un équipement simple et un faible coût, mais aussi une capacité de découpe plus faible.
Des particules abrasives sont ajoutées au jet d'eau et, après mélange, forment un jet d'eau abrasif. Le jet d'eau sert de support pour accélérer les particules abrasives. En raison de la masse importante et de la dureté élevée de l'abrasif, l'énergie cinétique du jet d'eau abrasif est considérablement augmentée, ce qui en fait la principale méthode de découpe. métaux.
L'eau sous haute pression et les abrasifs sont acheminés vers le pistolet de découpe par des tuyaux, mélangés dans la chambre de mélange du pistolet de découpe, puis pulvérisés par la buse, la pression de l'eau étant généralement comprise entre 100 et 400 MPa.
L'eau et l'abrasif sont pré-mélangés dans un réservoir de stockage pressurisé, puis la boue abrasive mélangée est envoyée vers la buse du pistolet de découpe pour être pulvérisée, avec une pression d'eau relativement faible, généralement comprise entre 20 et 100 MPa.
(1) L'augmentation de la température dans la zone de coupe est très faible, la température dans la coupe est inférieure à 100°C, il n'y a pas de déformation thermique ou de zone affectée par la chaleur sur la pièce à usiner, ce qui fait que le matériau et les propriétés du matériau coupé ne sont pas modifiés.
(2) Haute qualité de la coupe, sans bavures, sans scories suspendues, la surface de coupe est verticale, plate et très lisse.
(3) La largeur de la coupe est relativement faible. Lors de la découpe à l'eau pure, le diamètre du jet d'eau est compris entre 0,1~0,5 mm ; l'ouverture de la buse pour le type abrasif est d'environ 1,2~2,5 mm.
(4) La coupe peut commencer ou s'arrêter à n'importe quel endroit de la pièce.
(5) Ne produit pas de gaz ou de poussières nocifs pour la santé humaine.
(6) Peut être utilisé dans des endroits où les flammes nues sont strictement interdites.
Le principal problème est que le bruit est trop fort, atteignant 98~106dB, avec une fréquence de bruit de pointe de 2~3kHz, ce qui est assez dur, et les opérateurs doivent donc porter des bouchons d'oreille.
Un découpeur à jet d'eau haute pression se compose généralement d'un générateur d'eau haute pression, d'un pistolet de coupe et d'une buse, d'un dispositif d'entraînement, d'un dispositif de traitement de l'eau et d'un réservoir de collecte de l'eau, comme le montre la figure 1.
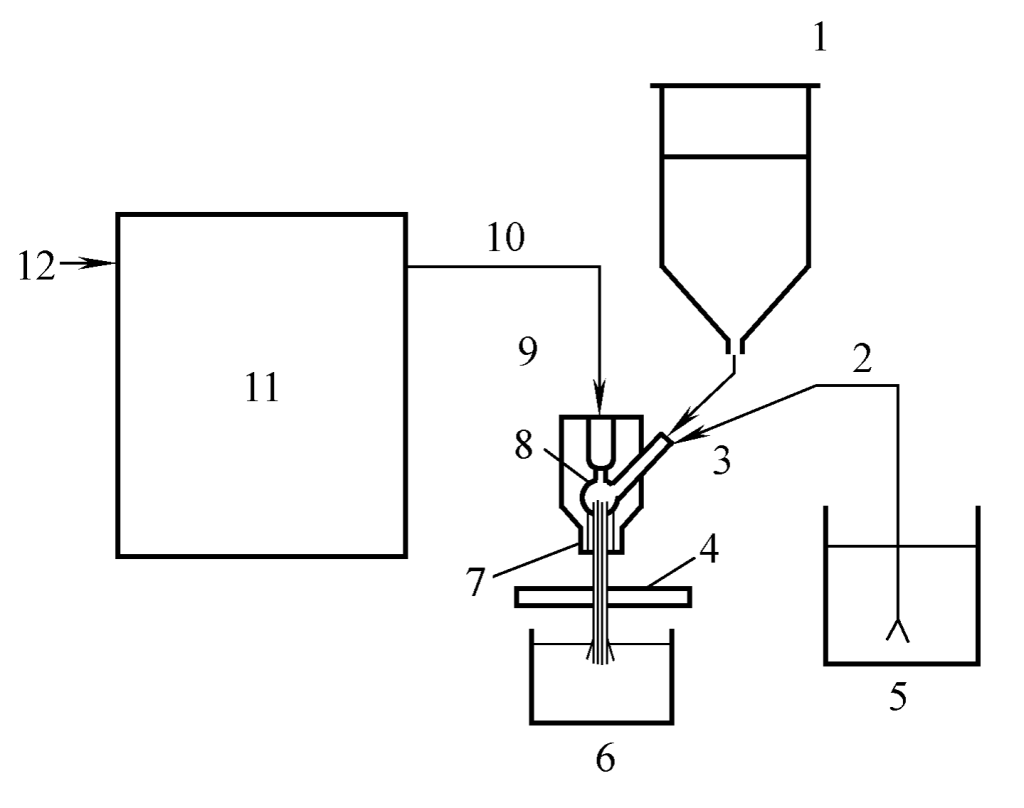
1 - Trémie d'abrasif
2 - Abrasif ou boue
3 - Entrée d'abrasif
4 - Pièce à usiner
5 - Réservoir d'alimentation en boues abrasives
6 - Réservoir de collecte d'eau
7 - Buse abrasive
8 - Buse d'eau
9 - Pistolet de découpe
10 - Eau à haute pression
11 - Pompe à ultra haute pression
12 - Entrée d'eau
Généralement, un surpresseur est utilisé pour augmenter la pression de l'eau fournie par la pompe de 20~32MPa à une pression ultra élevée de 100~400MPa.
Le schéma structurel des composants du pistolet de découpe et de la buse est présenté à la figure 2. Les buses de type eau pure sont généralement en diamant ou en saphir, avec une structure simple, et le trou de la buse est cylindrique droit, avec un diamètre de 0,1~0,5 mm.
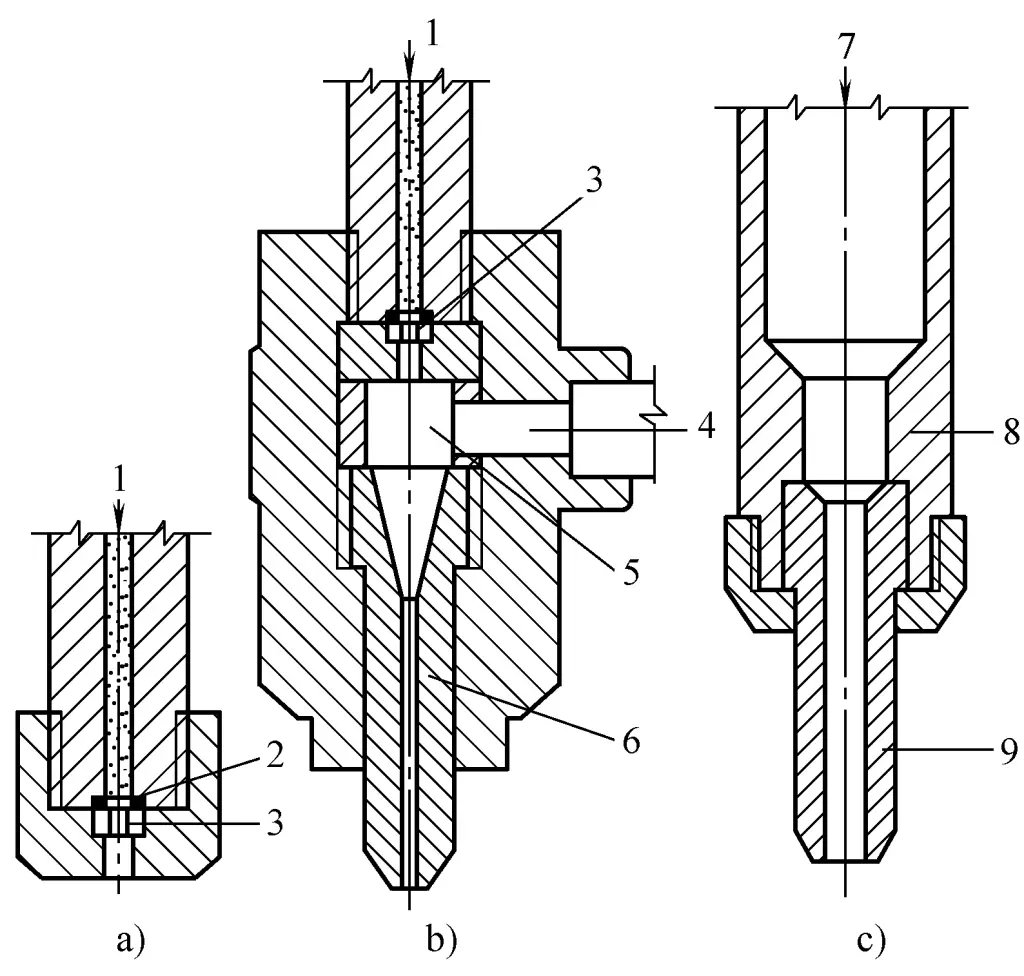
a) Type d'eau pure
b) Haute pression avec type d'abrasif
c) Basse pression avec type d'abrasif
1-Eau à haute pression
2-Joint d'étanchéité
3-Buse d'eau
4-Abrasif
5- Chambre de mélange
6-Buse abrasive
7-Eau à haute pression mélangée à de l'abrasif
8 Corps de tous les pistolets de coupe
9 Buse
La structure du type abrasif (haute pression) est relativement complexe, le matériau et l'ouverture de la buse d'eau étant les mêmes que ceux du type eau pure, tandis que la buse abrasive est généralement faite d'alliages durs tels que le carbure de tungstène. Le canal de la buse se compose de deux sections : la partie supérieure est un cône dont la conicité varie lentement, et la partie inférieure est un cylindre droit très long, avec une ouverture de 1~2 mm. La buse utilisée sous forme d'abrasif prémélangé à basse pression (voir figure 2c) est également en carbure de tungstène, mais la partie conique est plus courte.
Il adopte généralement une table de travail se déplaçant le long de l'axe X et un pistolet de coupe se déplaçant le long de l'axe Y. La vitesse d'entraînement maximale est d'environ 50 m/min. La précision de positionnement peut atteindre ±0,1 mm et la précision de répétabilité est de ±0,03 mm. Pendant le processus de coupe, pour maintenir une distance relativement stable entre la buse et la pièce à usiner, un dispositif capacitif d'auto-ajustement de la hauteur est généralement installé pour la coupe du métal.
Comprend la filtration et le traitement chimique. Après avoir filtré les particules en suspension dans l'eau supérieures à 0,45μm, l'échange d'ions ou l'osmose inverse sont utilisés pour le traitement chimique afin d'éliminer d'autres composés indésirables dans l'eau.
Utilisé pour récupérer l'eau et les abrasifs éjectés. Le jet d'eau éjecté et les abrasifs ayant encore une énergie cinétique résiduelle et du bruit, des billes métalliques sont généralement placées dans le réservoir de récupération de l'eau pour faire tampon.
(voir tableau 1)
Tableau 1 Dureté de divers abrasifs
| Abrasif | Valeur de dureté (dureté Mohs/Vickers) |
| Sable quartzeux (SiO2 ) | 7/1000 |
| Olivine (Mg2SiO4 , Fe2SiO4 ) | 6.5/800 |
| Scories de nickel (Fe2O3 , SiO2 etc.) | 7/1000 |
| Scories de cuivre (Fe2O3 , SiO2 etc.) | 7~7.5/1000~1200 |
| Sable d'Aludur (Fe2O3 , SiO2 , Al2O3 ) | 7~7.5/1000~1200 |
| Silicate de zirconium (ZrSiO4 ) | 7.5/1200 |
| Corindon (Al2O3 ) | 9/2100 |
Tableau 2 Paramètres de processus pour le découpage à l'eau abrasive à haute pression de matériaux métalliques
| Matériau | Matériau Épaisseur/mm | Pression de l'eau/MPa | Diamètre de la buse/mm | Vitesse de coupe/mm-min-1 |
| Acier C-Mn | 12 | 75 | 3 | 50 |
| 25 | 75 | 25 | ||
| 30 | 75 | 20 | ||
| 50 | 69 | 15 | ||
| Acier inoxydable | 3 | 75 | 3 | 200 |
| 8 | 70 | 60 | ||
| 10 | 69 | 35 | ||
| 50 | 70 | 15 | ||
| 25 | 245 | 0.33/1.2 | 30 | |
| 50 | 10 | |||
| 50 | 196 | 0.4/1.5 | 15 | |
| 13 | 309 | 0.25/0.76 | 150 | |
| 25 | 70 | |||
| Aluminium | 3 | 90 | 3 | 500 |
| 3 | 69 | 350 | ||
| 85 | 196 | 0.4/1.3 | 20 | |
| 3 | 206 | 0.3/1.2 | 750 | |
| 80 | 0.46/1.6 | 20 | ||
| 150 | 0.46/1.6 | 10 | ||
| 1.6 | 309 | 0.25/0.76 | 1270 | |
| 12 | 500 | |||
| 100 | 500 | |||
| Alliage d'aluminium | 6 | 69 | 3 | 250 |
| 10 | 69 | 125 | ||
| 12 | 74 | 130 | ||
| 25 | 90 | 70 | ||
| Alliage acier + tungstène chrome cobalt (2mm) | 17 | 69 | 3 | 50 |
| Alliage acier + tungstène chrome cobalt (6mm) | 31 | 69 | 3 | 60 |
| Alliage acier + tungstène chrome cobalt (8mm) | 18 | 69 | 3 | 15 |
| Acier à faible teneur en carbone | 3 | 75 | 3 | 210 |
| 10 | 69 | 32 | ||
| Le fer | 25 | 245 | 0.46/1.6 | 20 |
| 50 | 10 | |||
| 12 | 309 | 0.25/0.76 | 100 | |
| 50 | 70 | |||
| 175 | 10 | |||
| Acier Mn30%-Al18% | 10 | 75 | 3 | 40 |
| Cuivre | 3 | 75 | 3 | 150 |
| Titane | 12 | 69 | 3 | 36 |
| 25 | 25 | |||
| 4 | 206 | 0.33/1.2 | 600 | |
| 10 | 0.46/1.6 | 140 | ||
| 25 | 0.46/1.6 | 40 | ||
| Fonte ductile | 15 | 309 | 0.25/0.76 | 150 |
| Alliage d'Inconel | 2 | 245 | 0.46/1.6 | 900 |
| 15 | 80 |
Note : La valeur de l'ouverture de la buse est le diamètre de la buse de type eau pure / le diamètre de la buse de type abrasif.