
Comment calculer le poids de la tôle : Formules essentielles
Vous vous êtes déjà demandé comment calculer rapidement le poids d'une tôle ? Cet article dévoile une formule simple qui prend en compte le...
Qu'est-ce qui rend les monteurs de charpentes métalliques indispensables dans l'industrie métallurgique ? Ces machines polyvalentes peuvent cisailler, poinçonner et gruger une grande variété de profils métalliques, des poutres en I à l'acier rond. Dans cet article, vous découvrirez leurs principales utilisations, leurs spécifications techniques et les mécanismes qui sous-tendent leur fonctionnement. Vous apprendrez comment elles rationalisent les tâches dans des secteurs tels que la construction et la construction navale, où la précision et l'efficacité sont primordiales. À la fin de l'article, vous comprendrez pourquoi les monteurs de charpentes métalliques sont un élément essentiel des ateliers qui traitent divers projets de métallurgie.
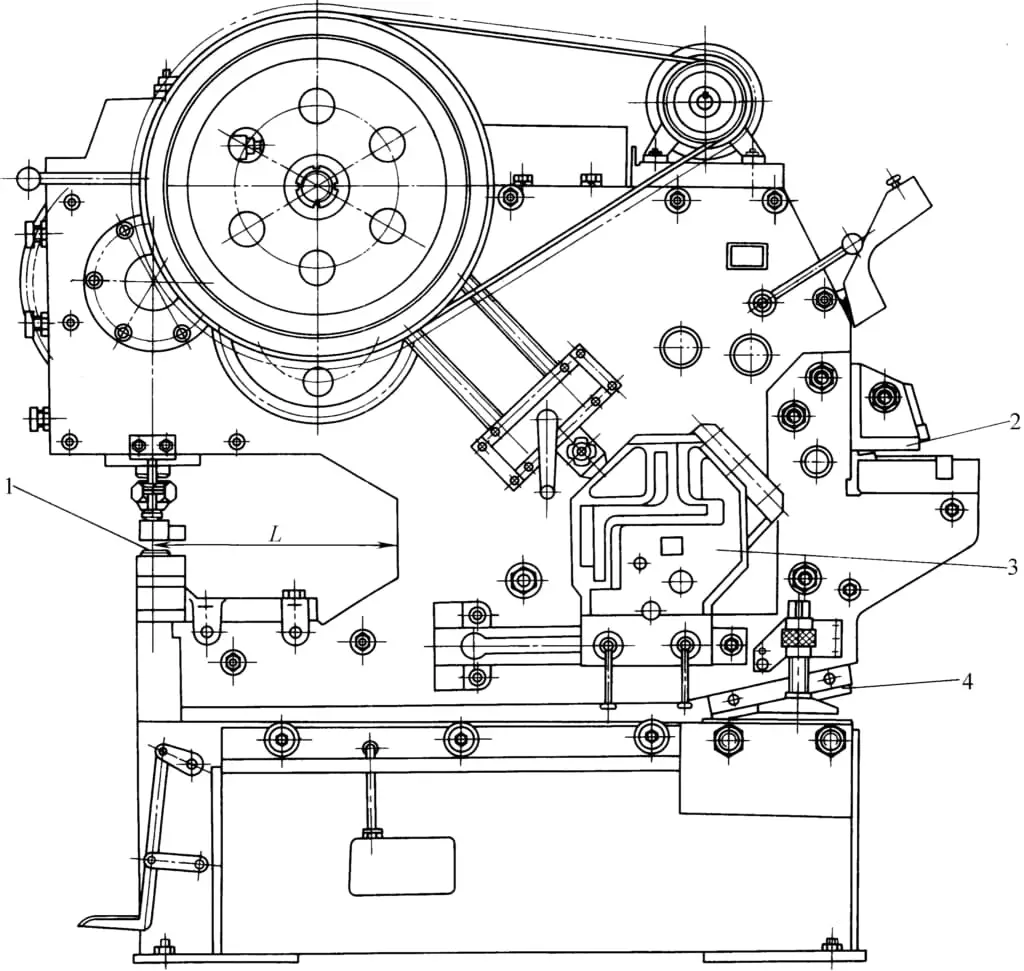
La machine à monter les charpentes métalliques est un équipement de séparation par cisaillement très polyvalent. Elle peut non seulement cisailler et séparer des plaques et des profilés métalliques (y compris l'acier rond, l'acier carré, l'acier plat, l'acier hexagonal, l'acier d'angle, l'acier de canal, la poutre en I, l'acier en forme de T et d'autres matériaux en acier de forme spéciale), mais aussi effectuer le poinçonnage et le découpage (ou l'encochage) sur les parties plates des plaques et des profilés. En raison de la variété des processus de cisaillement qu'elle peut réaliser, cette machine est appelée machine à travailler le fer, voir figure 8-3-1.
Selon le mécanisme de travail défini et les fonctions de cisaillement correspondantes qui peuvent être accomplies, la machine de montage de charpentes métalliques peuvent être répartis dans les catégories suivantes.
Équipée de mécanismes de poinçonnage et de cisaillement de profilés, elle peut effectuer le poinçonnage de plaques et de profilés et le cisaillement de divers profilés.
En plus de remplir les fonctions de cisaillement des plaques et des bandes, il peut également effectuer la séparation par cisaillement des profilés.
Capable de compléter les fonctions de cisaillement des deux types de machines à cisailler susmentionnés. Elle peut être divisée en deux catégories : la machine à cisailler à lame verticale et la machine à cisailler à lame horizontale, cette dernière étant moins utilisée en raison de son champ d'action limité.
Outre les fonctions de cisaillement des machines à cisailler susmentionnées, elle peut également effectuer des découpes sur des tôles et des profilés, c'est-à-dire découper certaines formes d'encoches sur les parties planes de la tôle ou du profilé afin de faciliter le pliage de profilés tels que l'acier angulaire en pièces de forme.
En raison de la nature générale de cet équipement, de son large éventail de processus, du peu de dispositifs auxiliaires, du peu de mécanismes de réglage fonctionnel pour améliorer la qualité du cisaillage et des dispositifs de serrage simples au niveau du site de cisaillage, il se traduit par une précision d'usinage moindre, des erreurs dimensionnelles plus importantes et une plus grande rugosité de la surface de rupture. Il est donc principalement utilisé dans les ateliers qui traitent les tôles et les profilés avec de faibles exigences de précision, tels que les ponts, les chaudières, la construction navale et le bâtiment, ainsi que dans certains services de réparation.
Selon les règles de la méthode de compilation des modèles de machines de forgeage, le paramètre principal de la machine à travailler le fer à transmission mécanique est l'épaisseur maximale de la plaque d'acier cisaillée, tandis que pour la machine à travailler le fer à transmission hydraulique, il est représenté par l'épaisseur nominale de la plaque d'acier cisaillée. force au niveau du poinçonnage site.
Certains pays ont déjà produit des monteurs de charpentes métalliques avec des épaisseurs de cisaillement maximales de 32 mm, 25 mm et 20 mm, 16 mm étant plus couramment produit. En raison du large éventail de processus, les grandes machines de montage de charpentes métalliques posent certaines difficultés en termes d'agencement structurel, et le taux d'utilisation de l'équipement n'est pas élevé, ce qui ne permet pas d'utiliser pleinement la capacité de traitement de l'équipement, d'où une production moins courante de spécifications de grande envergure.
Notre pays a établi des normes de paramètres techniques pour les machines à travailler le fer. Le tableau 8-3-1 énumère les paramètres de base des machines à travailler le fer dans notre pays.
La plupart des produits énumérés dans le tableau font déjà l'objet d'une production normale dans notre pays et leurs paramètres techniques sont indiqués dans le tableau 8-3-2.
Tableau 8-3-1 Paramètres de base des machines à travailler le fer en Chine (Unité : mm)
| Découpage de plaques | Épaisseur de la plaque découpable | 8 | 10 | 12 | 16 | 20 | 25 | 32 | |
| Acier plat (coupe unique) Épaisseur × Largeur | 10 ×80 | 12 ×100 | 16 ×125 | 20 ×140 | 25 ×150 | 30 ×160 | 36 ×170 | ||
| Découpe de profilés | Diamètre de l'acier rond | 30 | 35 | 40 | 48 | 56 | 70 | 75 | |
| Acier carré Longueur latérale | 25 | 30 | 36 | 42 | 50 | 56 | 63 | ||
| Acier angulaire | Coupe à 90 | 63 ×63×6 | 80 ×80×8 | 100 ×100×10 | 125 ×125×12 | 140 ×140×14 | 160 ×160×16 | 180 ×180×18 | |
| Coupe à 45 | 50 ×50×4 | 63 ×63×6 | 75×75×8 | 90 ×90×10 | 110 ×110×12 | 125 ×125×14 | 160 ×160×16 | ||
| Modèle de poutre en I | Transmission mécanique | 10 | 12 | 16 | 20b | 22b | 28b | 32c | |
| Transmission hydraulique | - | - | 10 | 14 | 16 | 20b | 25b | ||
| Modèle de rail en acier | Transmission mécanique | 10 | 12 | 16 | 20 | 22 | 28b | 32c | |
| Transmission hydraulique | 6.5 | 8 | 10 | 14a | 16 | 24b | 28c | ||
| Découpage à l'emporte-pièce | Épaisseur | 6 | 8 | 10 | 12 | 16 | 20 | 25 | |
| Largeur | 40 | 50 | 50 | 63 | 63 | 80 | 80 | ||
| Longueur | 60 | 80 | 80 | 80 | 100 | 100 | 100 | ||
| Poinçonnage | Diamètre | 22 | 22 | 25 | 28 | 31 | 35 | 35 | |
| Épaisseur | 8 | 10 | 12 | 16 | 20 | 25 | 32 | ||
| Force nominale/kN (pas moins de) | 250 | 315 | 400 | 630 | 800 | 1250 | 1600 | ||
| Nombre de courses / (fois/min) (Pas moins de) | Transmission mécanique | 42 | 40 | 40 | 32 | 32 | 26 | 26 | |
| Transmission hydraulique | 28 | 24 | 22 | 20 | 12 | 9 | 7 | ||
| Profondeur de la gorge L (pas moins de) | Transmission mécanique | 315 | 355 | 400 | 450 | 500 | 560 | 630 | |
| Transmission hydraulique | 225 | 250 | 315 | 340 | 355 | 400 | 450 | ||
Note : La résistance à la traction du matériau σb < 450MPa
Tableau 8-3-2 Couteaux de cisaillement placés longitudinalement Machines à travailler le fer produites dans notre pays
| Modèle | Spécifications techniques. | ||||||||
| Épaisseur de coupe /mm | Accident vasculaire cérébral /(fois/min) | Spécifications de coupe/mm | Diamètre de perforation/mm | Épaisseur de poinçonnage/mm | Puissance du moteur/kW | Poids de la machine/kg | |||
| Acier rond | Acier carré | Acier angulaire | |||||||
| Q34-10 | 10 | 40 | φ35 | 30×30 | 80×50×8 | 22 | 10 | 2.2 | 770 |
| Q34-16 | 16 | 27 | φ45 | 40×40 | 125×80×12 | 26 | 16 | 5.5 | 2300 |
| QA34-25 | 25 | 25 | φ65 | 55×55 | 150×150×18 | 35 | 25 | 7.5 | 7000 |
| Q35-16 | 16 | 32 | φ45 | 40×40 | 125×80×12 | 28 | 16 | 5.5 | 2800 |
| Q35-20 | 20 | 32 | φ56 | 50×50 | 160×100×12 | 30 | 20 | 7.5 | 6500 |
| Q35-25 | 25 | φ65 | 55×55 | 200×125×16 | 34 | 25 | 13 | 7100 | |
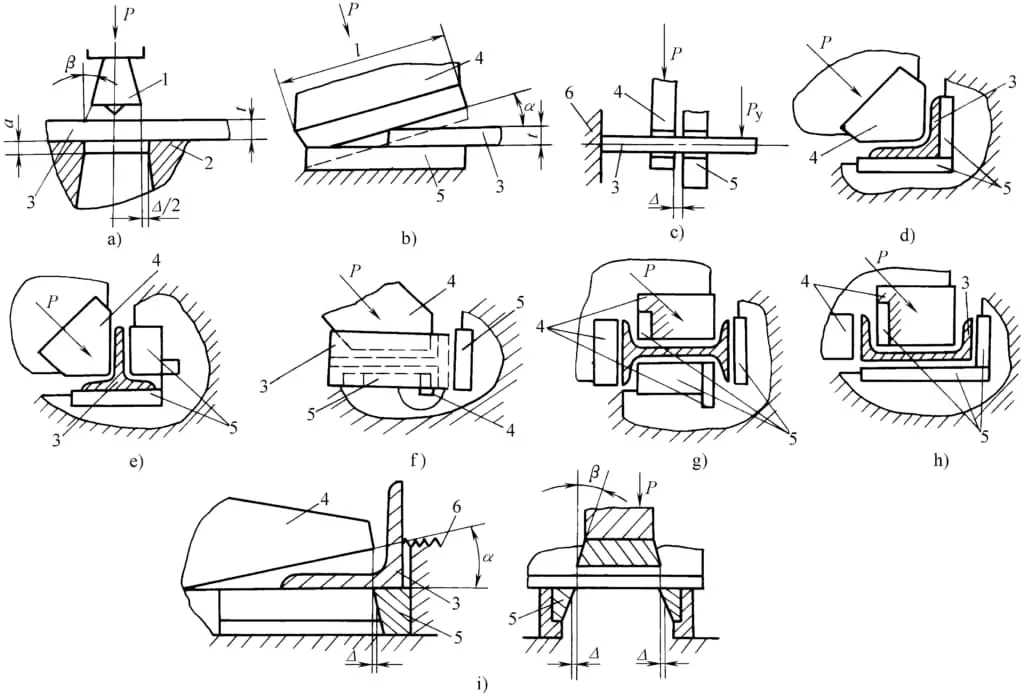
Le principe de fonctionnement de la machine à monter les charpentes métalliques à transmission mécanique est similaire à celui de la presse mécanique générale et de la machine à monter les charpentes métalliques à transmission mécanique. machine à cisailler. Le poinçonnage et le cisaillement sont effectués par le moteur qui entraîne le coulisseau ou la lame par l'intermédiaire du système de transmission et du mécanisme de bielle à manivelle, le poinçon ou la lame monté sur le coulisseau effectuant le travail de poinçonnage ou de cisaillement. La figure 8-3-2 illustre le principe de fonctionnement de la machine à travailler le fer. La figure 8-3-3 montre le système de poinçonnage et de cisaillement. processus de cisaillement diagramme complété par la machine à travailler le fer.
(I) Poinçonnage
La matrice supérieure 1 du poinçonnage est fixée sur le coulisseau (voir figure 8-3-2a) et se déplace de haut en bas avec le coulisseau, et la matrice inférieure 2 est fixée sur la table de travail. La matrice supérieure se déplace vers le bas pour terminer le travail de poinçonnage. L'écart entre les matrices supérieure et inférieure varie en fonction de l'épaisseur et des propriétés mécaniques du matériau de la plaque. Le choix correct de l'espace entre les matrices supérieure et inférieure est crucial pour assurer la qualité des pièces poinçonnées. En général, la valeur de l'espace est prise pour des épaisseurs de tôle à poinçonner de 3 à 10 mm.
Δ = (0,06 ~ 0,1)t
Où t--épaisseur de la plaque (mm).
Lorsque l'épaisseur de la plaque de poinçonnage est supérieure à 10 mm, prendre l'écart Δ = (0,1 ~ 0,15)t
La profondeur du bord de la matrice du moule inférieur est généralement comprise entre a = 3 et 5 mm.
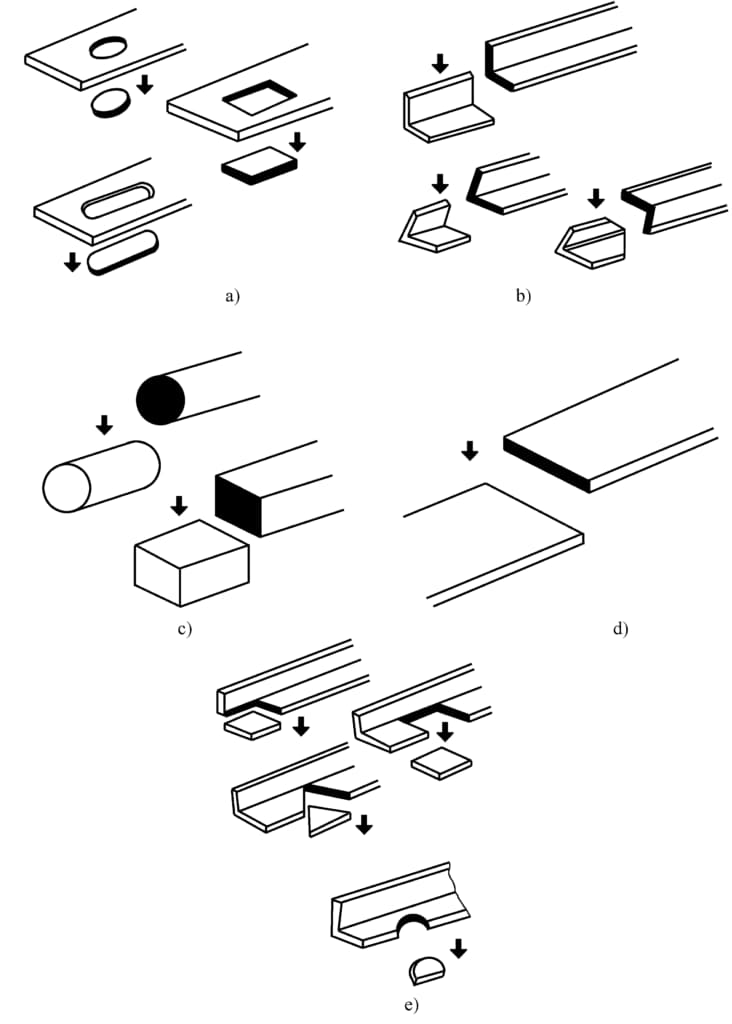
Le poinçonnage sur une machine de ferronnerie concerne généralement des pièces de forme relativement simple, telles que celles utilisées dans les brides de tôle, les cornières, les brides et les âmes des profilés en acier et les poutres en I, comme le montre la figure 8-3-4.
En raison de la petite surface de la table de travail de la position de poinçonnage et de l'absence de dispositifs auxiliaires, la précision et l'efficacité de production du poinçonnage sont inférieures à celles des presses générales. C'est pourquoi elle est couramment utilisée dans les ateliers de construction pour des processus auxiliaires tels que le poinçonnage des trous de rivets.
(II) Cisaillement de tôles
La lame supérieure est fixée sur le porte-outil, qui pivote autour d'un pivot fixe pour effectuer le cisaillement, comme le montre la figure 8-3-2b. La lame supérieure est inclinée à un angle α par rapport à la lame inférieure, appelé angle de cisaillement. La taille de l'angle de cisaillement est directement liée à la force de cisaillement ; plus l'angle de cisaillement est grand, plus la force de cisaillement est faible. Cependant, un angle de cisaillement important augmente la déformation en torsion du matériau et réduit la qualité du cisaillement.
En utilisant un porte-outil pivotant sur une machine à travailler le fer, l'angle de cisaillement diminue progressivement au cours du processus de cisaillement. L'angle de cisaillement est généralement compris entre 8° et 12°. S'il est trop grand, la composante horizontale de la force de cisaillement dépasse la friction entre le matériau et la lame inférieure, ce qui fait glisser le matériau vers l'extérieur dans le sens de la force horizontale, rendant le cisaillement impossible et risquant de provoquer des accidents. Il est donc important de choisir un angle de cisaillement correct.
La taille de l'espace entre les lames supérieure et inférieure est également un facteur important qui affecte la qualité du cisaillement. La valeur de l'écart Δ est principalement choisie en fonction de l'épaisseur de la plaque cisaillée et des propriétés mécaniques du matériau, en prenant généralement Δ = (0,05 ~ 0,1)t.
Où t est l'épaisseur de la plaque cisaillée (mm).
(III) Cisaillement des barres
Elle est couramment utilisée pour le cisaillement de barres rondes et carrées. La lame statique cylindrique ou carrée est fixée sur le corps de la machine, et la lame mobile est fixée sur le porte-outil, se déplaçant avec le porte-outil pour cisailler la pièce (voir figure 8-3-2c).
Étant donné que l'ouverture (ou la longueur latérale) de la lame sur la lame ne peut pas varier en fonction du diamètre (ou de la longueur latérale) de la barre cisaillée, c'est-à-dire que l'écart radial ne peut pas être réglé, et que l'écart axial entre les lames mobiles et statiques ne peut pas non plus varier en fonction du diamètre (ou de la longueur latérale) de la barre, associé à la rigidité de la plaque de pression, cela entraîne une déformation importante de la section cisaillée.
Par conséquent, les billettes cisaillées sur la machine à travailler le fer sont généralement de taille moyenne ou plus petite en termes de diamètre ou de longueur latérale, et les exigences en matière de qualité de cisaillage ne sont pas élevées, et la taille des lots n'est pas trop importante.
L'écart axial entre les lames de cisaillement est un facteur important qui influe sur la précision du cisaillement. Un écart axial trop grand ou trop petit se traduira par une mauvaise qualité de la section cisaillée. Le choix de la valeur de l'écart dépend principalement du diamètre, de la longueur latérale et des propriétés mécaniques de la barre.
Pour les matériaux très résistants et très fragiles, il convient de choisir une valeur d'écartement plus petite, et inversement pour les valeurs d'écartement plus grandes. Le cisaillement d'une barre de même diamètre à grande vitesse doit avoir une valeur d'écartement plus petite qu'à faible vitesse. Pour l'acier à teneur moyenne en carbone, l'acier à haute teneur en carbone et l'acier faiblement allié dont la résistance à la traction est inférieure à 800 MPa, la valeur de l'écart entre les lames est généralement la suivante
Δ = (0,02 ~ 0,06)d
Dans la formule, d est le diamètre de la barre cisaillée (mm).
Le choix correct du jeu axial entre les lames est une condition importante pour obtenir des surfaces de cisaillement de haute qualité.
Cisaillement de profilés
Les figures 8-3-2d, e, f, g, h montrent le cisaillement de l'acier à cornières, de l'acier en T, de la poutre en I et de l'acier à profilés. La force de cisaillement P agit sur le plan de cisaillement à un angle d'environ 45° par rapport au plan horizontal du profilé, ce qui augmente la surface de cisaillement pur de l'arête de la lame, réduisant ainsi l'arrachement et la déformation.
Cisaillage des matrices
Dans la partie supérieure de la plaque de cisaillement de la machine à travailler le fer, un poste de cisaillement des matrices est souvent installé, comme le montre la figure 8-3-2i. La matrice supérieure 4 se déplace avec la plaque de cisaillement et la matrice inférieure 5 est fixée sur le corps de la machine, qui peut découper des entailles rectangulaires, triangulaires ou semi-circulaires dans les plaques et les profilés (voir figure 8-3-3e).
Le cisaillage à l'emporte-pièce permet principalement de réaliser des entailles dans différents profils afin de faciliter la fabrication de composants tels que les cadres, comme le montre la figure 8-3-5.
L'écart entre les bords de la lame du moule est crucial pour la qualité de la coupe.
Δ = (0,05 ~ 0,1)t
Dans la formule, t représente l'épaisseur du matériau cisaillé (mm).
L'angle d'inclinaison de la lame de la filière est illustré à la figure 8-3-2i.
α = 8° à 12°
L'angle d'inclinaison de l'arête de coupe
β = 2° à 3°
Le cisaillage de la tôle est un élément fondamental de la machine de montage de charpentes métalliques, et les conditions d'articulation de chaque station sont que le travail de cisaillage et la puissance de chaque station de cisaillage soient égaux. Pour que la structure soit raisonnable, que la puissance du moteur soit pleinement utilisée, que la machine ne soit pas trop encombrante et que la sécurité opérationnelle soit assurée, et pour faciliter la maintenance, la machine à travailler le fer ne permet pas de réaliser plusieurs processus de cisaillement en même temps, mais doit être réalisée séparément selon un certain diagramme de cycle de travail, comme le montre la figure 8-3-6.
Pendant le cisaillement de la tôle, l'angle de travail maximal de l'arbre excentrique est de 180°, suivi de la course de retour à vide de la plaque de cisaillement. Sur la machine à double usage, le cycle de travail est illustré à la figure 8-3-6a, où α est l'angle de rotation de l'arbre excentrique pendant le cisaillement de la tôle, et α' est l'angle de rotation de l'arbre excentrique pendant le poinçonnage (ou le cisaillement du profilé). Le diagramme du cycle de travail de la machine à travailler le fer à trois fins est illustré à la figure 8-3-6. Il existe un chevauchement entre le début et la fin des stations, reflété par les angles de chevauchement γ et γ', généralement fixés à 15°.
La forme structurelle de la machine à travailler le fer est choisie en fonction des besoins technologiques. Par exemple, sur le site de poinçonnage, un cadre ouvert est utilisé avec une certaine profondeur de gorge pour faciliter le poinçonnage à différentes positions sur la surface de la tôle ou des profilés. La distance entre la table de travail et la glissière sur le site de poinçonnage doit également être importante pour faciliter l'installation de matrices de poinçonnage pour l'acier en canal, les poutres en I et d'autres matériaux en acier de forme spéciale.
Les zones de cisaillement de la tôle et de cisaillement de la matrice sont situées de l'autre côté du corps de la machine, ce qui facilite le chargement et le déchargement ainsi que le cisaillement de longues tôles en forme de bande. Étant donné que les profilés sont souvent en forme de tige, tels que l'acier angulaire, l'acier en canal et l'acier rond, l'arête de coupe est souvent placée dans le ventre du corps de la machine, comme le montre la figure 8-3-7, dans une structure fermée. L'ensemble du corps de la machine est disposé de manière compacte, ce qui renforce également la rigidité du corps de la machine et permet d'améliorer la précision de cisaillement de la section.
Le système de transmission de la machine de montage de charpentes métalliques comprend principalement un arbre à excentrique simple (voir figure 8-3-7a) et un arbre à excentrique double (voir figure 8-3-7b, c). L'arbre à excentrique simple a une structure simple, est léger et est largement utilisé. Le type d'arbre à double excentrique a une structure plus complexe, est plus lourd, et certaines grandes machines de travail du fer utilisent cette structure.
Dans le système de transmission, la glissière de la partie poinçonnage et le porte-lame de la partie cisaillage sont entraînés par le moteur via la courroie trapézoïdale, le système de réduction des vitesses, l'arbre excentrique, la bielle et le mécanisme de levier pour convertir le mouvement rotatif en mouvement linéaire alternatif ou en mouvement d'oscillation, entraînant la glissière et le porte-lame pour effectuer des travaux de poinçonnage et de cisaillement sur la matrice supérieure du poinçonnage, la lame supérieure du cisaillement, la matrice supérieure du cisaillement de la matrice et la lame mobile du cisaillement du profilé selon le diagramme du cycle de travail.
Des ressorts sont installés sur la partie supérieure de la glissière de poinçonnage et du support de la lame de cisaillement pour équilibrer le poids de la glissière, du support de la matrice de poinçonnage et de la lame, ce qui garantit un fonctionnement sans heurts du système de transmission et un fonctionnement sûr.
Outre la forme structurelle générale des machines de montage de charpentes métalliques, les fabricants nationaux ont mis au point la cisaille verticale de plaques et de profilés de type QR32-8, comme le montre la figure 8-3-8, qui se caractérise par une apparence originale, une structure compacte, une petite taille, un poids léger et un faible encombrement, ce qui la rend pratique pour un large éventail d'utilisateurs dans l'industrie de la fabrication de machines, l'industrie de la construction et l'industrie de l'artisanat.
La machine de montage de charpentes métalliques est un équipement polyvalent de découpe et de poinçonnage de l'acier destiné à la production de petites séries et de variétés multiples. Par rapport aux presses et aux cisailles, elle comporte moins de composants fonctionnels auxiliaires, ce qui se traduit par une précision de traitement et un niveau d'automatisation moindres, et elle est donc moins utilisée par les entreprises ayant une production à grande échelle







