
Comment calculer le poids de la tôle : Formules essentielles
Vous vous êtes déjà demandé comment calculer rapidement le poids d'une tôle ? Cet article dévoile une formule simple qui prend en compte le...
Vous avez déjà vu une toiture métallique parfaitement courbée et vous vous demandez comment elle est fabriquée ? Le secret, c'est le cintrage à froid ! Cet article explique comment plier le métal plat pour obtenir des arcs lisses. Nous examinerons les méthodes de la barre de poussée et du moule, ainsi que les principaux points à surveiller. Vous comprendrez mieux les formes métalliques courbes qui nous entourent. Prêt à plier votre esprit ?

L'opération consistant à utiliser une barre de poussée ou un moule pour étendre la partie centrale d'une plaque plate, en sertissant le bord extérieur pour former une surface courbe bidirectionnelle est appelée cintrage en arc. Au cours du processus de cintrage, l'épaisseur de la paroi du bord extérieur de la pièce augmente tandis que le centre s'amincit.
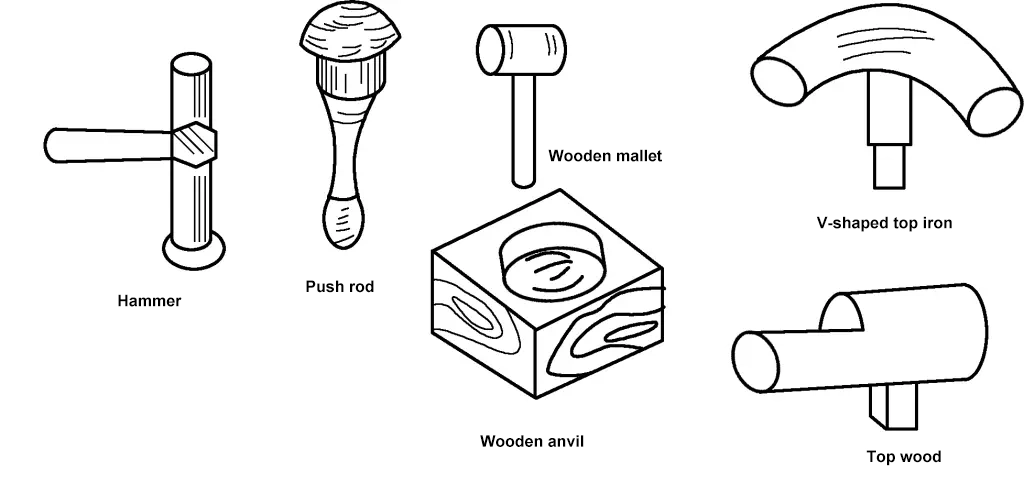
Les outils pour le cintrage manuel des arcs comprennent des marteaux en bois, des marteaux en métal, des enclumes, des tiges de poussée et des moules, comme le montre la figure 1.
En fonction des différents outils utilisés, les principales méthodes de cintrage d'arcs comprennent le cintrage d'arcs à l'aide de tiges de poussée et le cintrage d'arcs à l'aide de moules.
Le cintrage à la barre de poussée peut directement former des pièces ou être utilisé comme processus ultérieur pour d'autres cintrages. Par exemple, lorsque la formation d'un moule cintré atteint un point où le marteau ne peut plus continuer, il doit être placé sur la tige de poussée pour continuer. Pour les pièces cintrées de grand diamètre, le sertissage du bord extérieur sur la barre de poussée permet d'économiser de grands moules, et les corrections et le polissage de la surface extérieure peuvent être effectués sur la barre de poussée.
Lors du pliage manuel d'une pièce en forme d'hémisphère à l'aide d'une barre de poussée, comme le montre la figure 2a, il est possible d'utiliser une méthode alternant le retrait et l'étirement. Tout d'abord, des plis sont formés sur le bord de la feuille à l'aide d'une pince à plisser, puis les plis sont aplatis sur la barre de poussée pour faire plier la feuille vers l'intérieur, comme le montre la figure 2b. Ensuite, on tape doucement et régulièrement sur le centre avec un marteau en bois pour que l'ébauche centrale s'étende et s'arque vers le haut.
La position de frappe doit être légèrement au-delà du point d'appui, et la position de frappe doit être précise ; sinon, il est facile de créer des bosses ou même de casser. La force doit être légère et régulière pendant la frappe, et les points de frappe doivent être denses, ce qui permet de faire tourner l'ébauche pendant la frappe. Ajustez la position de frappe à tout moment sur la base d'une inspection visuelle afin de rendre la surface lisse et régulière. Les zones surélevées ne doivent pas être frappées à nouveau, sinon, plus elles sont frappées, plus elles sont saillantes.
Lorsque la frappe atteint le centre de l'ébauche, elle doit être tournée de façon continue et non concentrée en un seul point afin d'éviter une extension et une saillie centrales excessives. Les bords sont effilés et la partie centrale est frappée séquentiellement, en vérifiant entre les deux jusqu'à ce que la forme désirée soit obtenue. Il convient de tenir compte de la déformation due au retour élastique lors du lissage final, de sorte que le degré de flexion de la voûte (y compris le retour élastique) doit être légèrement supérieur.
Après avoir terminé le cintrage, utilisez un marteau à tête plate sur la tige ronde pour polir la pièce formée, comme le montre la figure 2c. Ensuite, marquez et coupez selon les exigences, en limant les bords. Au cours du traitement, si l'on détecte un durcissement à froid de l'ébauche, un recuit doit être effectué rapidement pour éviter les fissures.
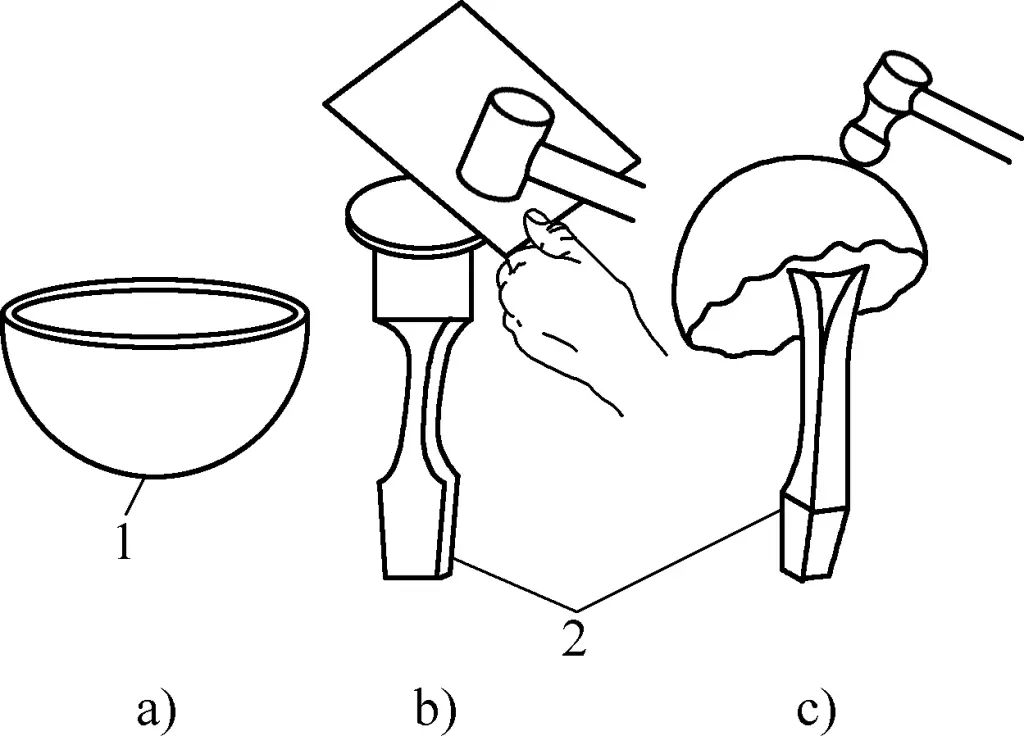
1-Partie
2 tiges de poussée
Comme le montre la figure 3, serrez l'ébauche sur le moule et, à l'aide d'un marteau en bois, tapez progressivement du bord de la cavité du moule vers le centre, en rendant l'ébauche concave jusqu'à ce qu'elle se conforme entièrement à la cavité du moule. Si la déformation de l'arc est importante, il faut procéder en plusieurs phases, en utilisant un moule différent à chaque fois. La forme du moule est représentée par des lignes en double pointillé sur la figure.
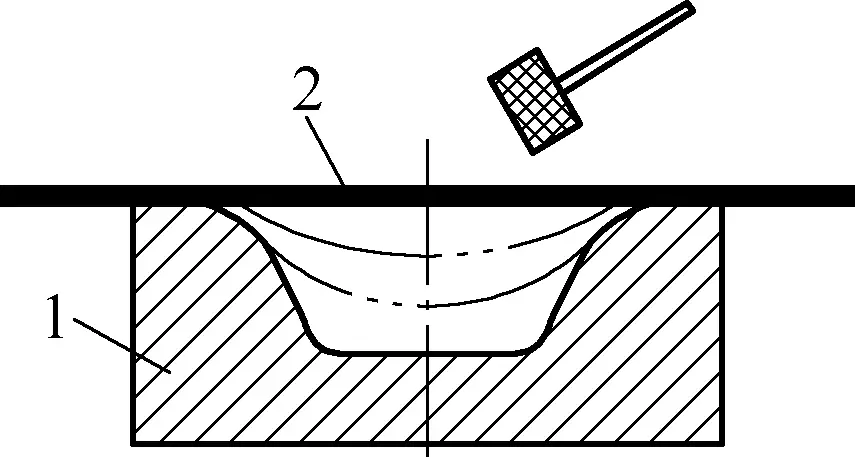
1-Moule
2-Blank
Pendant le processus de pliage en arc, du caoutchouc, des sacs de sable ou du liège peuvent être rembourrés pour aider à étendre l'ébauche, ce qui permet une expansion plus rapide et une surface plus lisse des pièces pliées en arc. Le pliage en arc du moule convient à la production de pièces de grande taille et de faible profondeur.
Lors du cintrage de la voûte du moule, il faut veiller à : frapper légèrement et uniformément pour assurer une expansion uniforme de toute la surface traitée, en formant une forme convexe ; l'opération ne doit pas être trop hâtive et doit être effectuée en plusieurs étapes pour permettre à l'ébauche de se conformer progressivement au moule ; enfin, utiliser un marteau à tête plate sur la tige de poussée pour lisser et frapper les renflements.
Les points suivants doivent être pris en compte lors des opérations de cintrage d'arcs :
1. Afin d'assurer le bon déroulement du cintrage, l'ébauche doit subir un recuit de détente avant d'être utilisée. Si un écrouissage est détecté pendant le cintrage, un recuit immédiat est nécessaire.
2. La qualité des pièces cintrées dépend largement du calcul précis de la taille dépliée, souvent déterminée par des comparaisons pratiques et des méthodes de calcul.
① Méthode de comparaison pratique.
Plier le papier en fonction de la forme de l'objet ou du moule et l'enrouler autour de l'objet ou du moule. Couper le papier le long du bord de l'objet ou du moule, puis obtenir la taille de l'ébauche dépliée en ajoutant une marge appropriée en fonction de la taille du papier déplié.
Si la quantité de produits est importante, les dimensions obtenues peuvent être ajustées par des essais de fabrication et un gabarit vierge peut être fabriqué pour la découpe par lots. Cette méthode n'est pas très précise et présente une grande tolérance.
② Méthode de calcul.
La méthode de calcul est basée sur la forme expansée de la pièce. Pour la pièce cintrée en arc hémisphérique illustrée à la figure 4, sa forme expansée est circulaire et seul le diamètre de l'ébauche est nécessaire pour la découpe. Le diamètre de l'ébauche peut être calculé à l'aide de la formule suivante :
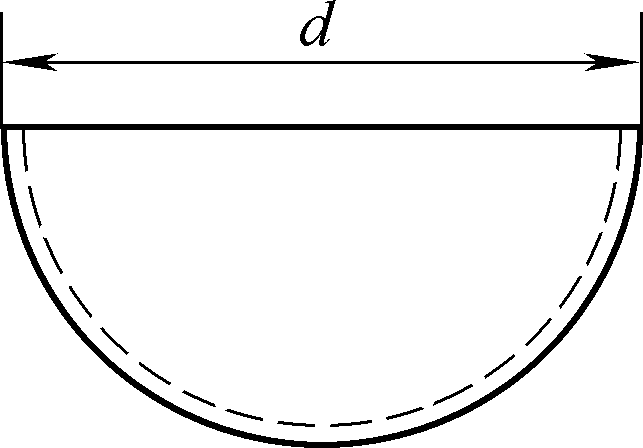
D=√(2d2)=1.414d
Dans la formule
Cet algorithme utilise des valeurs approximatives et ne tient pas compte de l'étirement du matériau pendant le cintrage de l'arc, de sorte qu'il est nécessaire de rogner les bords après le cintrage de l'arc, l'excédent étant la marge de rognage.







