Guide complet pour la maîtrise des centres d'usinage horizontaux (HMC)
Êtes-vous prêt à améliorer vos compétences et à devenir un maître du centre d'usinage horizontal (HMC) ? Que vous cherchiez...

Pour commencer à souder, il faut d'abord amorcer l'arc, ce qui peut se faire soit par la méthode du grattage, soit par la méthode de l'amorçage direct.
Tout d'abord, alignez l'extrémité de l'électrode avec la pièce à usiner, puis tournez légèrement votre poignet pour gratter doucement l'électrode sur la surface de la pièce à usiner, un peu comme si vous frottiez une allumette. N'appliquez pas trop de force, puis soulevez l'électrode de 2 à 4 mm pour générer un arc dans l'air.
Après l'amorçage de l'arc, l'électrode ne doit pas être trop éloignée de la pièce, généralement pas plus de 10 mm, et ne doit pas dépasser la zone de soudure. Tordez ensuite votre poignet pour le remettre à l'horizontale, maintenez une certaine longueur d'arc et commencez à souder. La méthode de grattage est illustrée à la figure 5-15a.
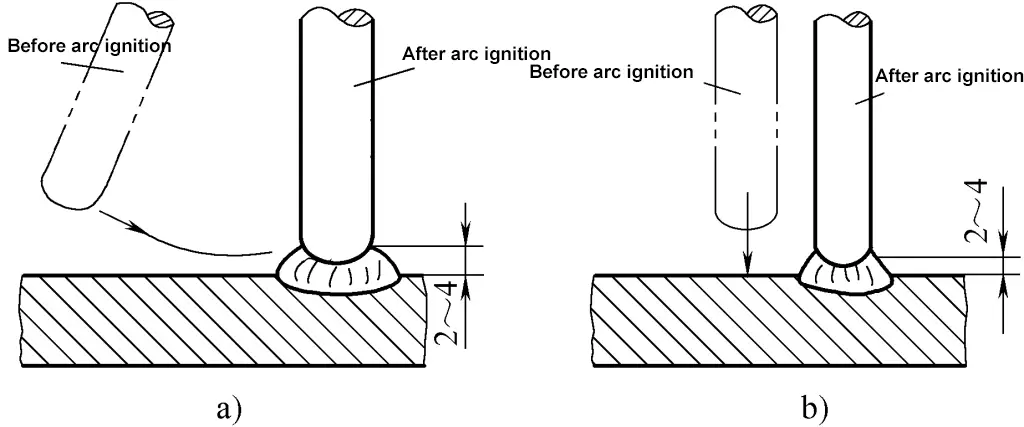
a) Méthode du grattage
b) Méthode de la frappe directe
Tout d'abord, alignez l'extrémité de l'électrode avec la pièce à souder, puis pliez légèrement votre poignet vers le bas pour toucher légèrement la pièce à souder avec l'électrode, puis soulevez-la rapidement de 2 à 4 mm pour générer un arc. Après l'amorçage de l'arc, nivelez votre poignet et maintenez une certaine hauteur d'arc pour commencer à souder, comme le montre la figure 5-15b pour la méthode d'amorçage direct.
La méthode de démarrage par griffage est facile à maîtriser pour les débutants, mais une opération incorrecte peut endommager la surface de la pièce. La méthode de frappe directe est plus difficile à maîtriser pour les débutants, et une opération incorrecte peut faire coller l'électrode à la pièce ou faire tomber de gros morceaux de flux lorsqu'une force trop importante est utilisée.
La zone d'amorçage de l'arc doit être propre, exempte d'huile, de rouille et d'autres débris afin d'éviter d'affecter la conductivité et de provoquer la formation d'oxydes dans le bain de soudure, ce qui peut entraîner une porosité et une inclusion de laitier dans la soudure. Pour faciliter l'amorçage de l'arc, l'électrode doit exposer le noyau de soudure pour faciliter la conduction de l'électricité.
L'arc doit être amorcé à l'intérieur du cordon de soudure pour éviter d'endommager la surface de la pièce lors de l'amorçage de l'arc. Le point d'amorçage de l'arc doit être situé 10 à 20 mm avant le point de soudage (ou le point de fin d'arc précédent). Après l'amorçage de l'arc, déplacez l'électrode jusqu'au point de fin de l'électrode précédente pour commencer à souder, ce qui permet d'éviter la porosité et la mauvaise apparence dues à la température plus basse des premières gouttes de métal fondu provenant de la nouvelle électrode, en particulier avec les électrodes basiques.
Lors du soudage avec un arc allumé, l'électrode doit effectuer trois mouvements de base pour obtenir un cordon de soudure bien formé et une combustion stable de l'arc : avancer l'électrode vers le bain de soudure, faire pivoter l'électrode latéralement et déplacer l'électrode vers l'avant. Les trois mouvements de manipulation de l'électrode sont illustrés à la figure 5-16.
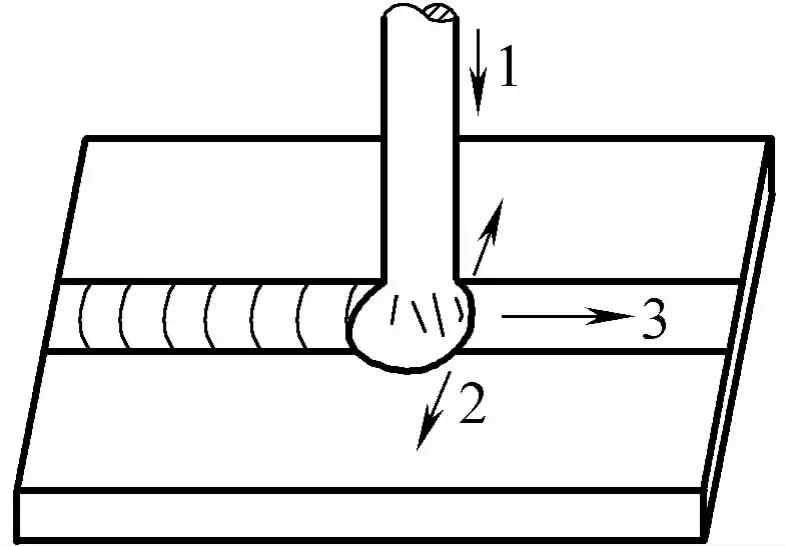
1-Alimentation des électrodes
Oscillation de l'électrode 2
Avancement des 3 électrodes
1) L'action d'introduire l'électrode dans le bain de fusion.
Au cours du processus de soudage, l'électrode fond progressivement et se raccourcit sous l'effet de la chaleur de l'arc, ce qui entraîne une augmentation de la longueur de l'arc. Pour maintenir un arc stable et une certaine longueur d'arc, l'électrode doit être progressivement alimentée en direction du bain de fusion. Pour ce faire, la vitesse d'alimentation de l'électrode doit être égale à la vitesse de fusion de l'électrode.
Si l'avance de l'électrode est trop rapide, la longueur de l'arc se raccourcit rapidement, provoquant le contact de l'électrode avec la pièce et créant un court-circuit ; si l'avance est trop lente, la longueur de l'arc augmente jusqu'à ce que l'arc se brise. La pratique a montré qu'une vitesse d'avance uniforme de l'électrode et une longueur d'arc constante sont des conditions importantes pour obtenir d'excellentes soudures.
2) Action de basculement latéral de l'électrode.
Pendant le processus de soudage, pour obtenir une certaine largeur de la soudure et améliorer la qualité interne de la soudure, l'électrode doit avoir une oscillation latérale appropriée. L'amplitude de l'oscillation est liée à la largeur requise de la soudure et au diamètre de l'électrode ; plus l'oscillation est importante, plus la soudure est large.
L'oscillation latérale réduit inévitablement la vitesse de soudage et augmente l'apport de chaleur à la soudure. La largeur normale d'une soudure est généralement de 2 à 5 fois le diamètre de l'électrode. Pour certains matériaux nécessitant un faible apport de chaleur, tels que l'acier inoxydable austénitique et l'acier basse température 3,5Ni, l'oscillation latérale d'une soudure en une seule passe n'est pas recommandée.
3) Mouvement vers l'avant de l'électrode.
Pendant le processus de soudage, la vitesse d'avancement de l'électrode doit être appropriée. Si l'électrode se déplace trop rapidement, l'arc ne peut pas faire fondre suffisamment d'électrode et de métal de base, ce qui entraîne des défauts de soudage tels qu'une section de soudure trop petite et une pénétration incomplète. Si l'électrode avance trop lentement, trop de métal fondu s'accumule, ce qui entraîne un débordement et une mauvaise formation de la soudure. En raison de la chaleur concentrée, les pièces minces sont susceptibles d'être brûlées, tandis que les pièces épaisses peuvent surchauffer, ce qui réduit les performances globales du métal soudé.
Par conséquent, la vitesse d'avancement de l'électrode doit être correctement contrôlée en fonction de différents facteurs tels que la taille du courant, le diamètre de l'électrode, l'épaisseur de la pièce, l'écart d'assemblage, la position de soudage et le matériau de la pièce.
La méthode dite de manipulation de l'électrode fait référence à la technique de déplacement de l'électrode par le soudeur pendant le processus de soudage. Avec l'angle de l'électrode et les trois mouvements de l'électrode, elle constitue la technique de l'opération de soudage. La méthode de manipulation de l'électrode est un facteur important dans l'obtention d'excellentes soudures et constitue un indicateur important des compétences opérationnelles d'un soudeur.
1) Méthode de manipulation de l'électrode en ligne droite.
Pendant le soudage, maintenez une certaine longueur d'arc et avancez dans la direction du soudage sans vous balancer, comme le montre la figure 5-17a. Comme l'électrode n'oscille pas latéralement, l'arc est plus stable, cette méthode permet d'obtenir une plus grande profondeur de pénétration et une vitesse de soudage plus rapide, et est bénéfique pour le soudage de pièces facilement surchauffées et de plaques minces, mais la formation de la soudure est plus étroite. Elle convient au soudage bout à bout de plaques d'une épaisseur de 3 à 5 mm sans chanfrein, à la première couche de soudage multicouche et au soudage multi-passages.

a) Linéaire
b) Réciproque en ligne droite
2) Méthode de manipulation des électrodes à mouvement alternatif en ligne droite.
Pendant le processus de soudage, l'extrémité de l'électrode se déplace d'avant en arrière en ligne droite le long de la direction de la soudure, comme le montre la figure 5-17b. En fonctionnement réel, la longueur de l'arc varie.
Lors du soudage, il faut maintenir un arc court ; après avoir soudé une courte section, l'arc s'allonge, saute vers l'avant, attend que le bain de fusion se solidifie légèrement et l'électrode retourne dans le bain de fusion pour un soudage intermittent. Cette méthode se caractérise par une vitesse de soudage rapide, un cordon de soudure étroit et une dissipation rapide de la chaleur. Elle convient aux plaques minces et au soudage de la couche inférieure avec des espaces plus importants entre les extrémités.
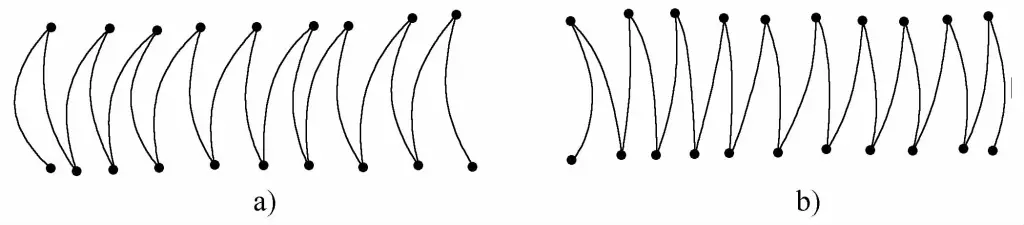
3) Méthode de l'oscillation en dents de scie.
Pendant le processus de soudage, alors que l'extrémité de l'électrode se déplace vers l'avant, elle effectue continuellement une oscillation latérale en dents de scie, comme le montre la figure 5-18.

a) Dent de scie régulière
b) Dent de scie inclinée
Lors de l'utilisation de la méthode d'oscillation en dents de scie, il convient de marquer une légère pause des deux côtés, la durée de la pause dépendant de la forme de la pièce, de la taille du courant, de la largeur de la soudure et de la position de soudage, principalement pour assurer une bonne fusion des deux côtés de la rainure et pour éviter les contre-dépouilles. Le but de l'oscillation latérale de l'électrode est principalement de contrôler le flux de métal en fusion dans la soudure et d'obtenir la largeur de soudure nécessaire pour une bonne formation de la soudure.
Cette méthode étant facile à mettre en œuvre, elle est largement utilisée dans la production, principalement pour le soudage de plaques d'acier plus épaisses. Ses applications spécifiques comprennent le soudage à plat, le soudage vertical, les assemblages bout à bout en hauteur et les assemblages d'angle verticaux.
4) Méthode de l'oscillation du croissant.
Pendant le processus de soudage, l'extrémité de l'électrode effectue une oscillation latérale en forme de croissant le long de la direction de soudage (similaire à la forme en dents de scie), comme le montre la figure 5-19. La vitesse d'oscillation doit être déterminée en fonction de la position de la soudure, du type de joint, de la largeur de la soudure et de l'intensité du courant de soudage. Pour garantir une bonne fusion des deux côtés de la soudure et éviter les contre-dépouilles, il convient de faire attention au temps d'arrêt aux deux extrémités du croissant.
a) Forme de croissant
b) Croissant inversé
En utilisant la méthode de tissage en croissant pour le soudage, le temps de chauffage du bain de fusion est relativement long, le métal fond bien, ce qui permet aux gaz du bain de fusion de s'échapper facilement et au laitier de flotter, ce qui peut éliminer la porosité et l'inclusion de laitier, et donc améliorer la qualité de la soudure. Cependant, comme le métal fondu se concentre vers le centre, il augmente l'excès de hauteur de la soudure et ne convient donc pas aux soudures verticales étroites.
Lors du soudage d'angle de joints bout à bout, pour éviter un excès de métal de soudure et assurer une pénétration des deux côtés, on utilise parfois la méthode de tissage en croissant inversé, comme le montre la figure 5-19b. La méthode de tissage en croissant convient au soudage d'angle à plat, vertical, en hauteur et en T de plaques d'acier plus épaisses.
5) Méthode de tissage en triangle.
Pendant le processus de soudage, l'extrémité de l'électrode se déplace vers l'avant tout en effectuant des mouvements triangulaires continus. La méthode de tissage en triangle peut être divisée en deux types : le triangle régulier et le triangle oblique, en fonction de l'application, comme le montre la figure 5-20.

a) Triangle régulier
b) Triangle oblique
La méthode de tissage en triangle équilatéral ne s'applique qu'aux soudures bout à bout avec des rainures ouvertes et aux soudures verticales des joints en T. Elle se caractérise par le fait qu'elle permet de souder une section de soudure plus épaisse en une seule fois. Elle se caractérise par le fait qu'elle permet de souder une section plus épaisse en une seule fois, que la soudure n'est pas susceptible de produire des pores et des inclusions de laitier, ce qui permet d'améliorer la productivité du soudage. Lorsque la couche interne est limitée par les surfaces inclinées des deux côtés de la rainure et que la largeur est faible, il est nécessaire de faire une légère pause au niveau du pli triangulaire afin de faciliter la fusion complète des deux côtés et d'éviter l'inclusion de scories.
La méthode de tissage en triangle oblique convient aux soudures en T à plat et en hauteur, ainsi qu'aux soudures transversales avec rainures. Elle se caractérise par le fait qu'elle permet de contrôler le flux de métal en fusion en faisant osciller le baguette de soudurequi permet de former une bonne soudure, de réduire les pores internes et l'inclusion de scories dans la soudure, et d'améliorer la qualité intrinsèque de la soudure.
L'application des deux méthodes de tissage en triangle doit être déterminée en fonction de la situation spécifique de la soudure, par exemple en marquant une pause au niveau du pli du triangle pendant le soudage vertical ; la vitesse de tissage au niveau de la partie tournante du triangle oblique doit être plus lente. Si ces actions sont bien coordonnées, il est possible d'obtenir une bonne formation de la soudure.
6) Méthode de tissage circulaire.
Pendant le processus de soudage, l'extrémité de la baguette de soudage effectue continuellement des mouvements circulaires et se déplace continuellement vers l'avant, comme le montre la figure 5-21.
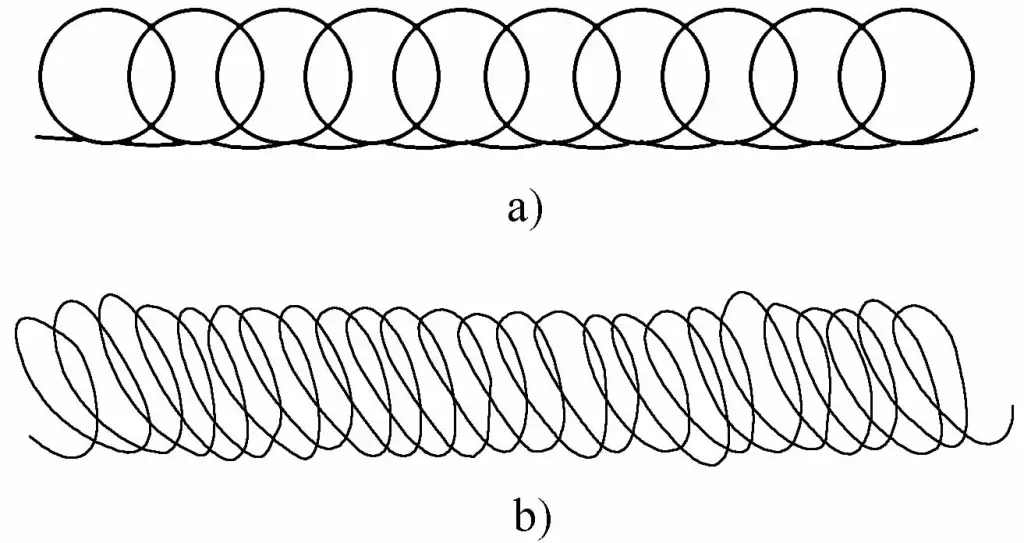
a) Forme circulaire régulière
b) Forme circulaire oblique
La méthode de tissage circulaire régulier illustrée à la figure 5-21a ne convient qu'aux soudures plates de pièces plus épaisses. Son avantage est que le métal du bain de soudure a suffisamment de chaleur pour maintenir le bain de soudure existant plus longtemps, ce qui facilite la précipitation de gaz tels que l'oxygène et l'azote dans le bain, et facilite également le flottage du laitier, ce qui est bénéfique pour l'amélioration de la qualité intrinsèque de la soudure.
La méthode de tissage circulaire oblique illustrée à la figure 5-21b convient aux soudures transversales des joints en T et des assemblages bout à bout, qu'ils soient plats ou en hauteur. Sa caractéristique est qu'elle permet de contrôler le phénomène d'écoulement du métal en fusion vers le bas sous l'effet de la gravité, ce qui est propice à la formation de la soudure. En même temps, il peut ralentir la vitesse de refroidissement du bain de soudure, ce qui permet aux gaz présents dans le bain de s'échapper et au laitier de flotter, ce qui contribue à améliorer la qualité intrinsèque de la soudure.
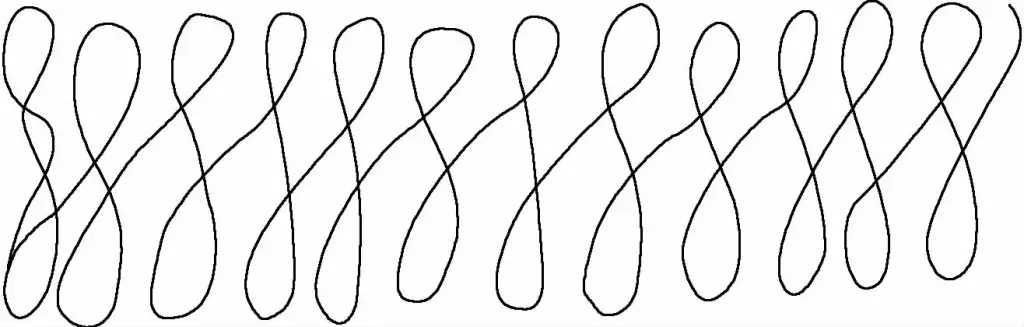
7) Méthode de tissage de la figure 8.
Pendant le processus de soudage, l'extrémité de l'électrode se déplace continuellement en forme de 8 et continue d'avancer, comme le montre la figure 5-22. Cette méthode de tissage est relativement difficile à maîtriser et convient aux soudures bout à bout plus larges et aux soudures verticales en surface. Lors du soudage de la couche superficielle d'une soudure verticale bout à bout avec cette méthode, la technique de tissage doit être flexible et la vitesse de tissage doit être plus rapide, ce qui permet d'obtenir une surface de soudure plus fine, uniforme et esthétique.
Les méthodes de tissage présentées ci-dessus ne sont que quelques-unes des méthodes les plus élémentaires. Dans la production réelle, les soudeurs adoptent souvent différentes méthodes de tissage en fonction de leurs habitudes et de leur expérience lorsqu'ils soudent la même forme de joint, et ils peuvent obtenir des résultats de soudage satisfaisants.
L'amorçage de la soudure fait référence à l'opération au début du soudage. La température de la pièce étant basse avant le soudage, l'arc ne peut pas se stabiliser immédiatement après l'amorçage, de sorte que la partie initiale présente souvent des défauts tels qu'une faible pénétration, une porosité, une fusion incomplète, une largeur insuffisante et une accumulation excessive de soudure.
Pour éviter et réduire ces phénomènes, l'arc doit être légèrement allongé après l'amorçage de l'arc, la fin de la soudure doit être préchauffée de manière appropriée et le tissage doit être répété plusieurs fois pour obtenir la profondeur et la largeur requises avant d'être ajusté à la longueur d'arc appropriée pour un soudage normal.
Pour le démarrage d'une soudure circulaire, étant donné que la fin de la soudure sera terminée ici, les dimensions externes ne sont pas nécessaires, mais il faut surtout une bonne pénétration et une bonne fusion, et le début doit être plus fin pour faciliter une bonne transition lors de la finition.
Pour les pièces importantes et les soudures critiques, si les conditions le permettent, il est conseillé d'utiliser une plaque de départ pour faire sortir la partie inacceptable de la soudure de la pièce, qui est enlevée après le soudage.
Dans les opérations de soudage manuel à l'arc, les joints de soudure sont inévitables. La qualité du joint de soudure n'affecte pas seulement l'apparence de la soudure, mais aussi sa qualité. La technologie des joints de soudure est présentée dans le tableau 5-11.
Tableau 5-11 Techniques de soudage
| Méthode commune | Schéma de principe | Techniques d'exploitation |
| Joint intermédiaire |  | Commencer l'arc à environ 10 mm devant le cratère, avec une longueur d'arc légèrement supérieure à la longueur normale de l'arc de soudage, reculer vers le cratère, abaisser l'arc et osciller légèrement, puis avancer pour souder normalement. |
| Joint dos à dos |  | Commencer le soudage légèrement plus bas au début de la soudure, la soudure suivante doit commencer l'arc légèrement en avant du point de départ de la soudure précédente, puis allonger légèrement l'arc, en l'amenant progressivement au début de la soudure précédente et en couvrant ce début, souder à plat, puis se déplacer dans la direction du soudage. |
| Articulation opposée |  | Lors du soudage du cordon de soudure arrière au cratère du premier cordon de soudure, ralentissez la vitesse de soudage, remplissez le cratère du premier cordon de soudure, puis soudez légèrement plus vite vers l'avant avant d'éteindre l'arc. |
| Joint segmenté à contre-courant |  | Lorsque le cordon de soudure arrière s'approche du début du cordon de soudure avant, modifiez l'angle de l'électrode de manière à ce qu'elle pointe vers le début du cordon de soudure avant, allongez l'arc pour former un bain de fusion, puis abaissez l'arc et revenez au bain de fusion d'origine pour éteindre l'arc. |
Se réfère à la méthode de remplissage du cratère utilisée à la fin d'un cordon de soudure. Le remplissage du cratère d'un cordon de soudure est différent de l'extinction de l'arc après l'épuisement de chaque électrode. Normalement, chaque électrode usée laisse un cratère, préparant l'électrode suivante à poursuivre le soudage. Pendant l'opération de remplissage du cratère du cordon de soudure, maintenez la température normale du bain de fusion et procédez à un balancement soudage par points action sans mouvement linéaire. Remplir progressivement le bassin de fusion, puis tirer l'arc sur le côté pour l'éteindre.
Chaque cordon de soudure doit être comblé à la fin, car un cratère trop profond affecte non seulement l'apparence, mais provoque également des cavités de retrait, une concentration des contraintes et des fissures au niveau du remplissage du cratère du cordon de soudure. Les trois méthodes suivantes sont généralement utilisées pour le remplissage des cratères lors du soudage à l'arc sous protection :
1) Méthode de remplissage des cratères circulaires.
Lorsque l'arc de soudage se déplace vers l'extrémité du cordon de soudure, l'extrémité de l'électrode effectue un mouvement circulaire jusqu'à ce que le cratère soit comblé, puis l'arc est interrompu, comme le montre la figure 5-23. Cette méthode convient au remplissage des cratères de tôles épaisses.
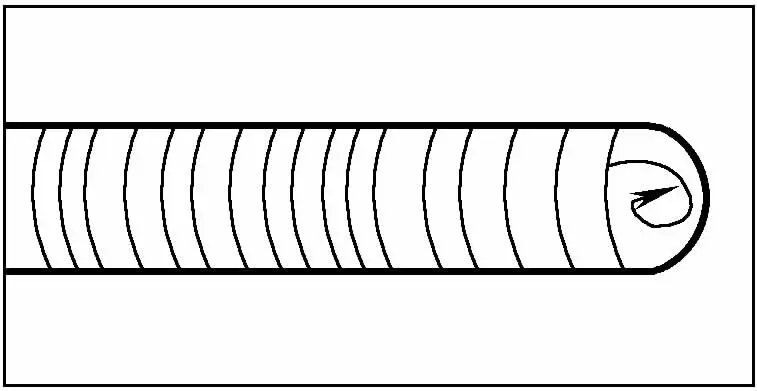
2) Méthode répétée de rupture et de fin d'arc.
Lorsque le soudage atteint la fin de la soudure, éteindre et rallumer l'arc plusieurs fois au niveau du cratère jusqu'à ce qu'il soit rempli, comme le montre la figure 5-24. Cette méthode convient aux tôles minces et au soudage à courant élevé, mais pas aux électrodes de base.
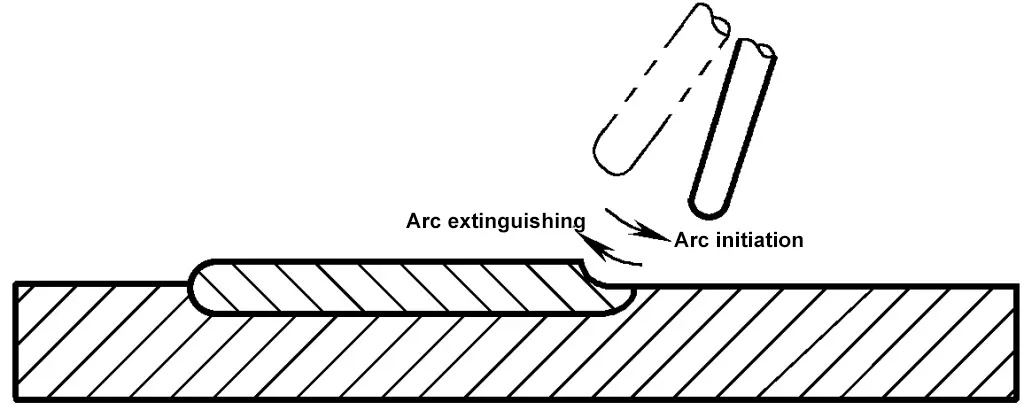
3) Méthode de soudure arrière à l'arc.
Déplacez l'arc de soudage jusqu'à l'extrémité de la soudure, faites une courte pause, puis changez l'angle de l'électrode pour souder à nouveau une courte section avant de rompre l'arc, faisant ainsi de l'extrémité un nouveau départ, comme le montre la figure 5-25. Cette méthode convient au soudage avec des électrodes de base.
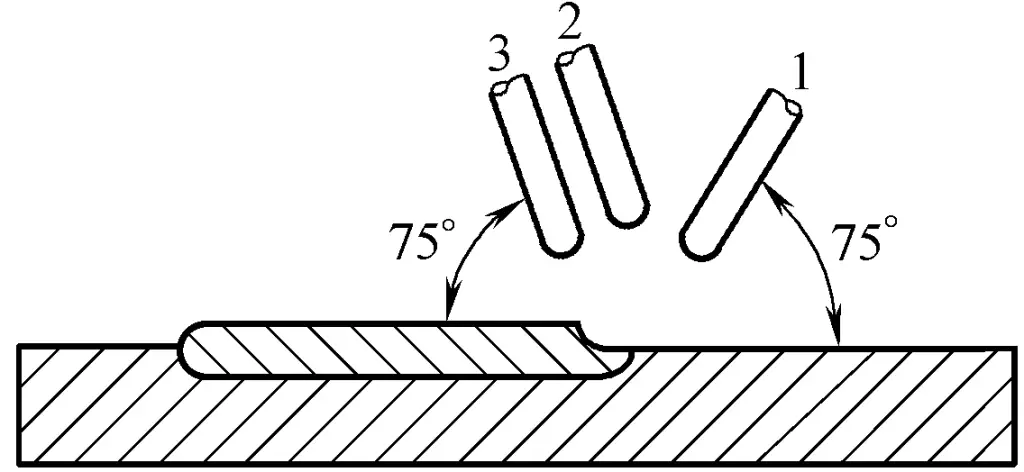
1, 2-Changer de position de manière appropriée
3-Position originale