
Outils de mesure de précision : Guide essentiel pour les machinistes
Cet article se penche sur les outils essentiels utilisés pour les mesures de précision. Du pied à coulisse au micromètre, découvrez les instruments qui assurent...
Vous êtes-vous déjà demandé comment les ingénieurs parvenaient à prendre des mesures aussi précises dans leur travail ? Les outils de mesure sont les héros méconnus de l'ingénierie, car ils garantissent la précision de chaque projet. Cet article explore les différents types d'outils de mesure, leurs fonctions et les raisons pour lesquelles ils sont indispensables à l'ingénierie mécanique. Vous découvrirez des outils tels que les pieds à coulisse, les micromètres et les appareils de mesure laser, et comprendrez leur rôle essentiel dans l'innovation et l'assurance qualité.

Les pieds à coulisse sont des instruments de mesure polyvalents très répandus, qui se caractérisent par leur structure simple, leur facilité d'utilisation et leur grande plage de mesure. Ils sont utilisés pour mesurer le diamètre intérieur, le diamètre extérieur, la largeur, l'épaisseur, l'espacement des trous, la hauteur et la profondeur des pièces. Les types les plus courants sont les pieds à coulisse à vernier, les pieds à coulisse numériques et les pieds à coulisse à cadran.
Les pieds à coulisse courants sont illustrés à la figure 1.
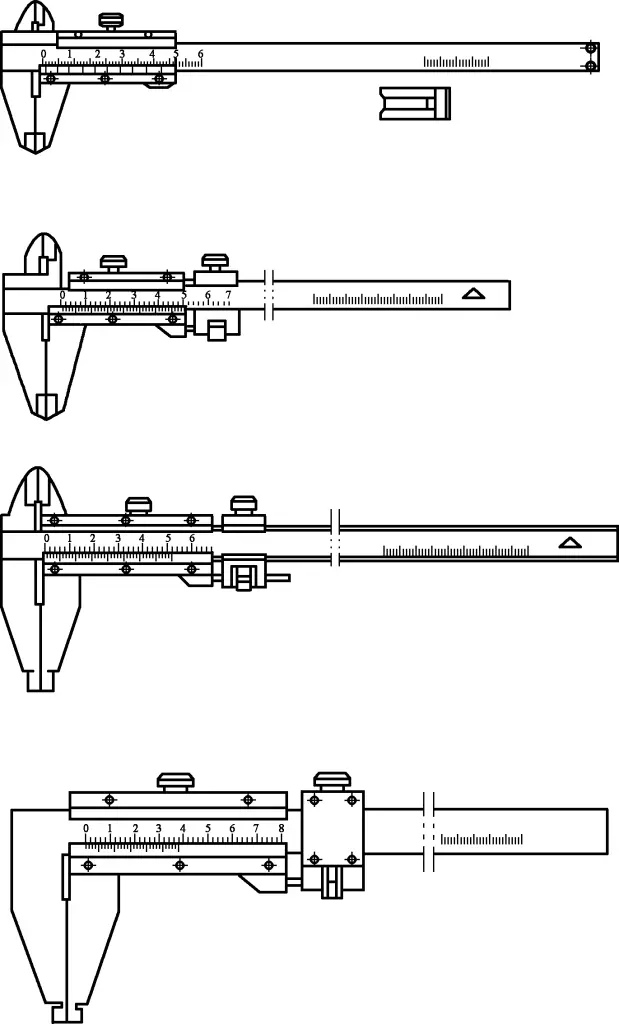
1) Avant l'utilisation, observez si la ligne zéro et la ligne de fin de l'échelle du vernier sont alignées avec les lignes correspondantes de l'échelle principale, et ajustez si nécessaire. Pour les erreurs qui ne peuvent pas être ajustées, effectuez les corrections d'erreur correspondantes pendant la mesure.
2) Lors de la mesure, positionnez la mâchoire fixe et déplacez la mâchoire coulissante pour trouver la position correcte pour la lecture. Les deux mâchoires ne doivent pas être inclinées pendant la mesure.
3) Pour les pieds à coulisse munis d'une tige de profondeur, positionnez la face frontale de la règle principale, puis poussez le curseur pour que la surface de mesure de la tige de profondeur entre en contact avec la surface à mesurer. Assurez-vous que la tige de profondeur est alignée avec la direction de la dimension mesurée et qu'elle n'est pas inclinée dans une direction quelconque.
4) Les pieds à coulisse n'ayant pas de dispositif de mesure de la force, contrôlez soigneusement la force de mesure. Pour les pieds à coulisse dotés de dispositifs de réglage fin, serrez la vis de fixation du dispositif de réglage fin avant de tourner l'écrou de réglage fin. Un réglage excessif ou insuffisant des mâchoires peut facilement entraîner des erreurs de mesure.
5) Utiliser les mâchoires extérieures en forme de couteau pour mesurer le diamètre extérieur des tubes cintrés et le diamètre des rainures de l'outil en forme d'arc.
6) Lors de l'utilisation de pieds à coulisse double face pour mesurer les dimensions internes, ajoutez la taille réelle des mâchoires intérieures à la lecture du pied à coulisse pour obtenir la dimension interne de la pièce à mesurer.
Les pieds à coulisse numériques sont illustrés à la figure 2.
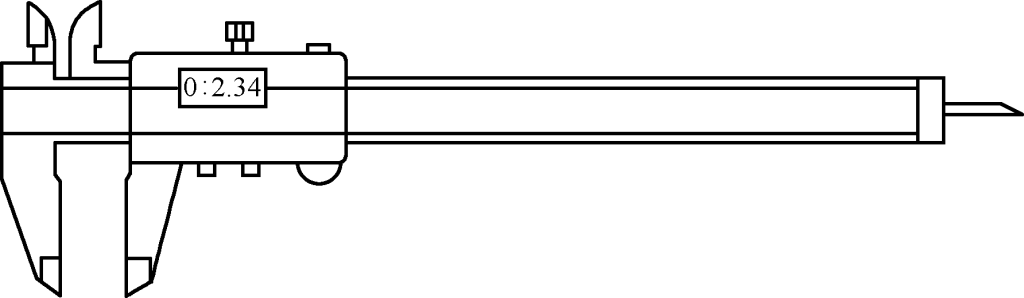
1) Ne pas démonter la balance numérique, ne pas la faire tomber et ne pas lui appliquer une force externe excessive.
2) N'appuyez pas sur les boutons avec des objets pointus, car cela affecterait la sensibilité des boutons.
3) Ne pas utiliser ou stocker la balance numérique en plein soleil ou dans des environnements excessivement froids ou chauds.
4) N'utilisez pas la balance numérique dans des environnements à haute tension ou à fort champ magnétique.
5) Ne pas appliquer de tension aux instruments de mesure numériques afin d'éviter d'endommager le circuit.
6) Avant de procéder à la mesure, essuyez les surfaces de mesure avec un chiffon doux, appuyez sur le bouton "zéro" pour régler la position zéro, puis procédez à la mesure.
7) Pour réduire les erreurs de mesure, la force utilisée pendant la mesure doit être aussi proche que possible de la force utilisée lors de l'étalonnage de la position zéro.
8) Lors de la mesure, positionnez la mâchoire fixe et déplacez la mâchoire coulissante pour trouver la position correcte pour la lecture. Les deux mâchoires ne doivent pas être inclinées pendant la mesure.
9) Pour les pieds à coulisse munis d'une tige de profondeur, positionnez la face frontale de la règle principale, puis poussez le curseur pour que la surface de mesure de la tige de profondeur entre en contact avec la surface à mesurer. Assurez-vous que la tige de profondeur est alignée avec la direction de la dimension mesurée et qu'elle n'est pas inclinée dans une direction quelconque.
10) Retirer la batterie en cas de non-utilisation prolongée.
Les pieds à coulisse sont illustrés à la figure 3.
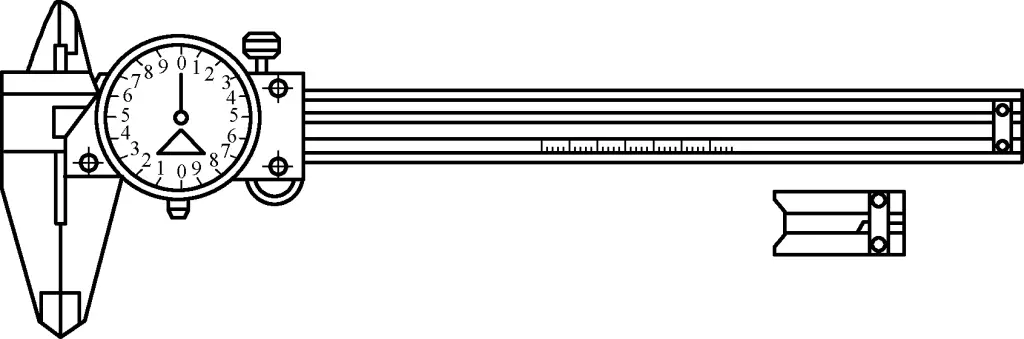
1) Ne pas démonter les étriers de cadran, ne pas les faire tomber et ne pas leur appliquer une force externe excessive.
2) Ne pas utiliser les pieds à coulisse dans des environnements à fort champ magnétique.
3) Avant la mesure, vérifiez l'exactitude du cadran et de l'aiguille, en vous assurant qu'ils ne sont pas desserrés, et vérifiez la régularité et la stabilité de la rotation de l'aiguille.
4) Lors de la mesure, positionnez la mâchoire fixe et déplacez la mâchoire coulissante pour trouver la position correcte pour la lecture. Les deux mâchoires ne doivent pas être inclinées pendant la mesure.
5) Pour les pieds à coulisse munis d'une tige de profondeur, positionnez la face frontale de la règle principale, puis poussez le curseur pour que la surface de mesure de la tige de profondeur entre en contact avec la surface à mesurer. Assurez-vous que la tige de profondeur est alignée avec la direction de la dimension mesurée et qu'elle n'est pas inclinée dans une direction quelconque.
Les micromètres sont des instruments de mesure précis qui doivent être manipulés avec précaution et avec des mouvements doux pour éviter les chocs.
Les filets à l'intérieur du micromètre sont très précis. Lors de l'utilisation, notez : avant de mesurer, tournez le dispositif de mesure de la force du micromètre pour rapprocher les deux faces de mesure, et vérifiez si la ligne zéro sur le dé à coudre s'aligne avec le manchon fixe. En cas d'erreur, ajuster le manchon fixe à zéro.
Lors de la mesure, tourner le dispositif de force de mesure à la main. N'appliquez pas une force excessive lorsque vous tournez le dé à coudre et le dispositif de mesure de la force. Lorsque vous tournez la cosse pour approcher la broche de l'objet à mesurer, tournez toujours le dispositif de force de mesure au lieu de tourner la cosse pour presser la broche contre l'objet.
Ne jamais tourner de force le dé à coudre lorsque les faces de mesure ont saisi l'objet à mesurer ou lorsque le dispositif de verrouillage est serré. Certains micromètres sont équipés de dispositifs d'isolation sur le cadre pour éviter les petites erreurs dues à la dilatation du cadre causée par la température de la main.
Lors de l'utilisation, tenez le dispositif d'isolation et minimisez le contact avec les parties métalliques du cadre. Lorsque vous utilisez un micromètre pour mesurer la même dimension, répétez généralement la mesure plusieurs fois et prenez la moyenne comme résultat de la mesure. Après utilisation, nettoyez le micromètre avec de la gaze, laissez un petit espace entre l'enclume et la broche, et rangez-le dans son étui.
En cas de non-utilisation prolongée, appliquer de la graisse ou de l'huile lubrifiante et conserver dans un endroit sec. Éviter tout contact avec des gaz corrosifs. Les micromètres peuvent être classés selon leur fonction et leur structure en : micromètres extérieurs, micromètres intérieurs, micromètres de profondeur, micromètres de filetage, micromètres de tube, etc.
Les micromètres extérieurs sont indiqués dans la figure 4.
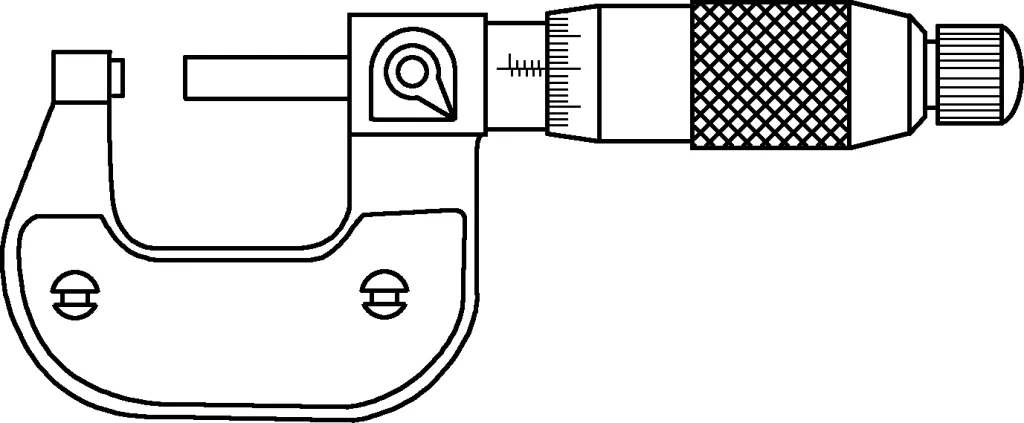
1) Choisissez la taille appropriée du micromètre extérieur en fonction de la pièce à mesurer. Le dé à coudre doit se déplacer en douceur sur toute la plage de mesure.
2) Nettoyer les surfaces de mesure du bloc de référence du micromètre extérieur.
3) Avant d'effectuer une mesure, étalonnez à plusieurs reprises la position zéro du micromètre extérieur. Vérifiez également la position zéro standard fréquemment pendant l'utilisation afin de garantir la précision des mesures.
4) Lors de la mesure, assurez-vous que la partie mesurée de la pièce est propre et que les faces de mesure du micromètre extérieur sont correctement en contact avec la pièce au niveau du diamètre.
5) Après la mesure, nettoyez rapidement le cadre et les faces de mesure, et placez-les dans un étui prévu à cet effet. Stocker dans les zones désignées conformément aux exigences de stockage, et ne pas mélanger avec des outils de coupe ou d'autres outils.
6) En cas d'anomalie en cours d'utilisation, envoyez rapidement le micromètre extérieur au service compétent pour réparation.
Les micromètres intérieurs et les micromètres intérieurs à trois points sont illustrés à la figure 5.
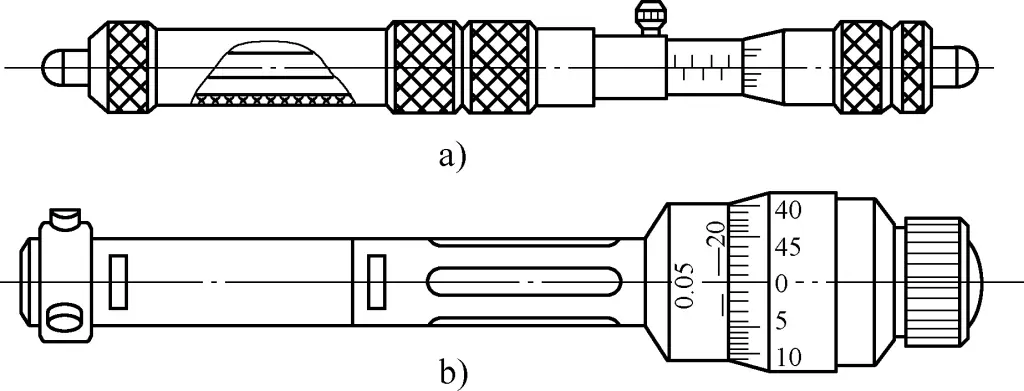
a) Micromètre intérieur
b) Micromètre intérieur à trois points
1) Choisissez la taille appropriée du micromètre intérieur en fonction de la pièce à mesurer. Le dé à coudre doit se déplacer en douceur sur toute la plage de mesure.
2) Nettoyer les surfaces de mesure du bloc de référence du micromètre intérieur.
3) Avant d'effectuer une mesure, étalonnez à plusieurs reprises la position zéro du micromètre intérieur. Vérifiez également la position zéro standard fréquemment pendant l'utilisation afin de garantir la précision des mesures.
4) Lors de la mesure, assurez-vous que la partie mesurée de la pièce est propre et que les faces de mesure du micromètre intérieur entrent correctement en contact avec la pièce au niveau du diamètre maximal dans la direction radiale et du diamètre minimal dans la direction axiale (taille réelle du trou).
5) Après la mesure, nettoyez rapidement le cadre et les faces de mesure, et placez-les dans un étui prévu à cet effet. Stocker dans les zones désignées conformément aux exigences de stockage, et ne pas mélanger avec des outils de coupe ou d'autres outils.
6) En cas d'anomalie en cours d'utilisation, envoyez rapidement le micromètre intérieur au service compétent pour réparation.
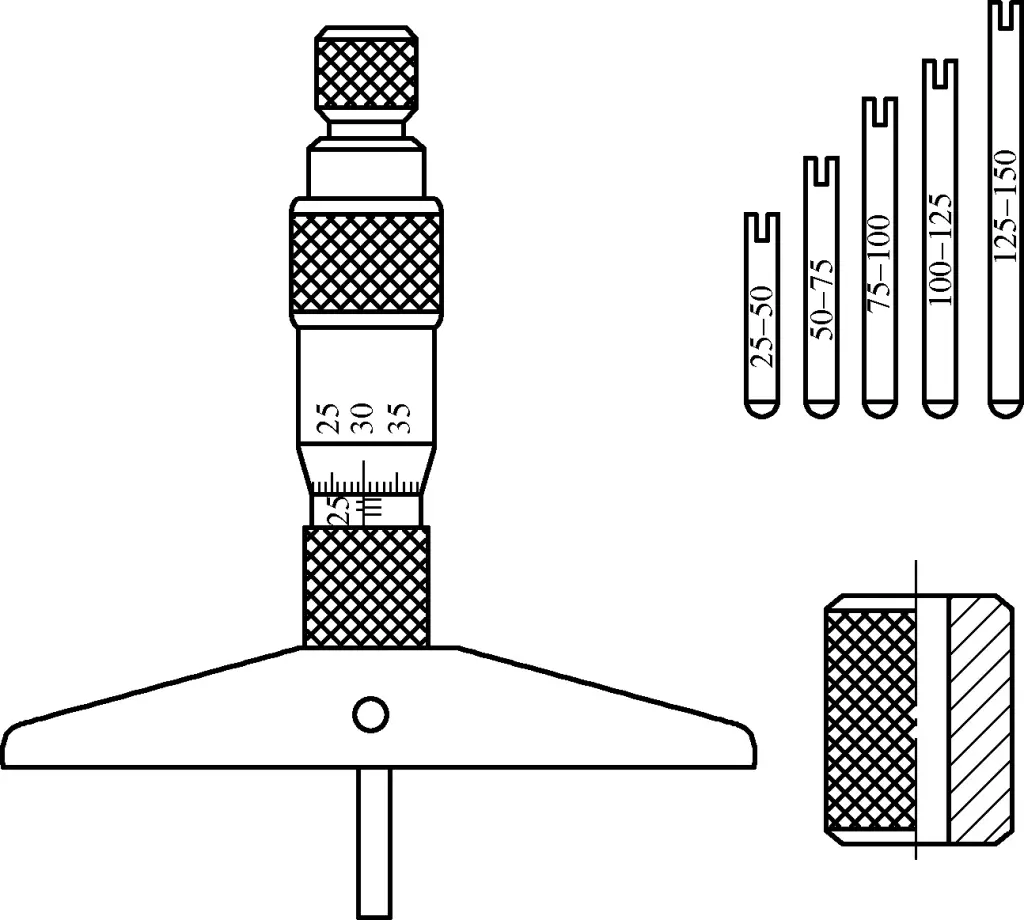
Les micromètres de profondeur sont illustrés à la figure 6.
1) Choisissez la taille appropriée du micromètre de profondeur en fonction de la pièce à mesurer. Le dé à coudre doit se déplacer en douceur sur toute la plage de mesure.
2) Nettoyer les surfaces de mesure du bloc de référence du micromètre de profondeur.
3) Avant d'effectuer une mesure, étalonnez à plusieurs reprises la position zéro du micromètre de profondeur. Vérifiez également la position zéro standard fréquemment pendant l'utilisation afin de garantir la précision des mesures.
4) Lors de la mesure, assurez-vous que la partie mesurée de la pièce est propre et que la tige de mesure du micromètre de profondeur est parallèle à la direction de la profondeur mesurée.
5) Après la mesure, nettoyez rapidement le cadre et les faces de mesure, et placez-les dans un étui prévu à cet effet. Stocker dans les zones désignées conformément aux exigences de stockage, et ne pas mélanger avec des outils de coupe ou d'autres outils.
6) En cas d'anomalie en cours d'utilisation, envoyez rapidement le micromètre de profondeur au service compétent pour réparation.
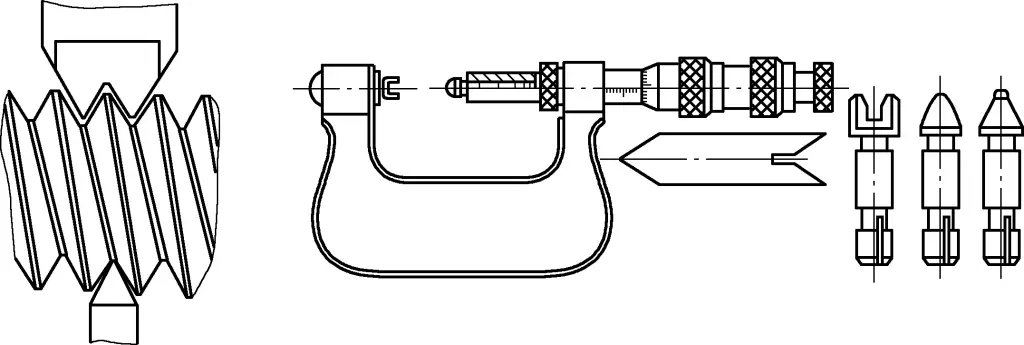
Les micromètres de filetage sont illustrés à la figure 7.
1) Choisissez la taille appropriée du micromètre à filets et les spécifications de la tête de mesure en fonction du diamètre primitif, du pas de filets et du profil de la denture de la pièce à mesurer. Le dé à coudre doit se déplacer en douceur sur toute la plage de mesure.
2) Nettoyer les surfaces de mesure du bloc de référence du micromètre à filets.
3) Avant d'effectuer une mesure, vérifiez à plusieurs reprises la précision de la position zéro du micromètre à filets. Vérifier fréquemment la position zéro standard en cours d'utilisation afin de garantir la précision des mesures.
4) Lors de la mesure, assurez-vous que le profil du filet mesuré sur la pièce est propre et exempt de bavures, et que les deux têtes de mesure du micromètre à filet sont correctement en contact avec les côtés du filet de la pièce.
5) Après la mesure, nettoyez rapidement le cadre et les faces de mesure, et placez-les dans un étui prévu à cet effet. Stocker dans les zones désignées conformément aux exigences de stockage, et ne pas mélanger avec des outils de coupe ou d'autres outils.
6) En cas d'anomalie en cours d'utilisation, envoyez rapidement le micromètre à fileter au service compétent pour réparation.
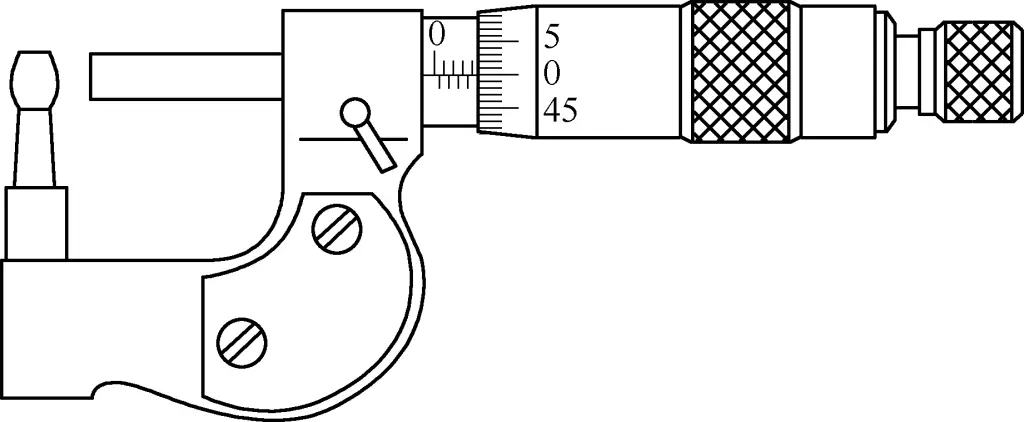
Les micromètres à tube sont illustrés à la figure 8.
1) Choisissez la taille appropriée du micromètre à tube en fonction de la pièce à mesurer. Le dé à coudre doit se déplacer en douceur sur toute la plage de mesure.
2) La surface de mesure du bloc d'étalonnage du micromètre d'épaisseur de paroi doit être nettoyée.
3) Avant la mesure, calibrer à plusieurs reprises la précision de la position zéro du micromètre d'épaisseur de paroi. En cours d'utilisation, vérifiez fréquemment la position zéro standard afin de garantir la précision des mesures.
4) Lors de la mesure, assurez-vous que la partie mesurée de la pièce est propre. Assurez-vous que les deux surfaces de mesure du micromètre d'épaisseur de paroi sont parallèles à la surface mesurée de la pièce. En général, l'épaisseur est mesurée en trois points pour vérifier le parallélisme.
5) Après la mesure, nettoyez rapidement le corps du micromètre et les surfaces de mesure, placez-le dans une boîte prévue à cet effet et stockez-le dans l'endroit prévu à cet effet, conformément aux exigences de stockage. Ne le mélangez pas avec des outils de coupe ou d'autres outils.
6) En cas d'anomalie en cours d'utilisation, le micromètre d'épaisseur de paroi doit être rapidement envoyé au service compétent pour réparation.
Un comparateur est un instrument de mesure de précision doté d'un cadran indicateur, qui se caractérise par sa structure simple, sa facilité d'utilisation et son faible coût. Il est principalement utilisé pour la mesure relative de la longueur et la mesure relative des écarts de forme et de position. Il peut également être utilisé pour le positionnement et l'indication dans certaines machines-outils ou appareils de mesure. Les indicateurs à cadran courants comprennent les indicateurs à cadran de type horloge et les indicateurs à cadran de type levier.
L'indicateur à cadran de type horloge est illustré à la figure 9.
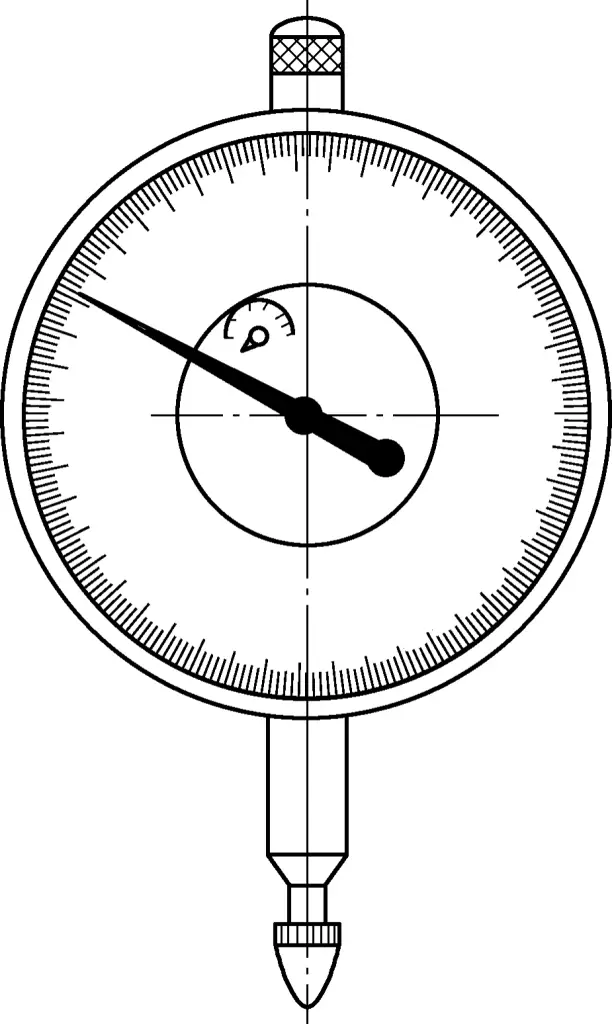
1) Choisir des comparateurs avec des courses différentes en fonction de la pièce à mesurer.
2) Avant la mesure, vérifiez que le cadran et l'aiguille ne sont pas desserrés et que la rotation de l'aiguille est régulière et stable.
3) Pendant la mesure, la tige de mesure doit être perpendiculaire à la surface de la pièce. Lors de la mesure d'un cylindre, la tige de mesure doit être alignée avec l'axe du cylindre. Lorsque la tête de mesure entre en contact avec la surface de la pièce, la tige de mesure doit subir une précompression de 0,3 à 1 mm pour maintenir une certaine force de mesure initiale, empêchant ainsi les écarts négatifs de passer inaperçus.
4) Après la mesure, nettoyez rapidement le corps de l'indicateur et la tige de mesure, puis placez-les dans une boîte prévue à cet effet. Stockez-le dans l'endroit prévu à cet effet, conformément aux exigences de stockage, et ne le mélangez pas avec des outils de coupe ou d'autres outils.
5) En cas d'anomalie en cours d'utilisation, le comparateur doit être rapidement envoyé au service compétent pour réparation.
Le comparateur à levier est illustré à la figure 10.
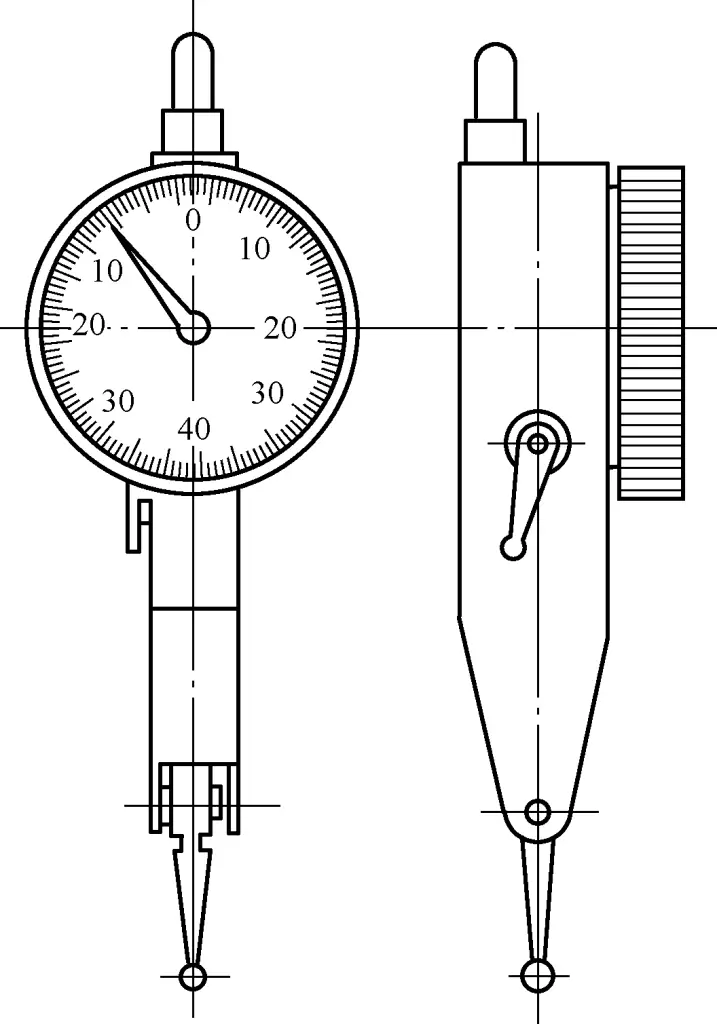
1) Avant la mesure, vérifiez que le cadran et l'aiguille ne sont pas desserrés et que la rotation de l'aiguille est régulière et stable.
2) Selon les besoins de mesure de la pièce, la tête de mesure à levier peut être déplacée pour changer la direction de mesure.
3) Pendant la mesure, l'axe de la tige de mesure doit être parallèle à la surface de la pièce à mesurer. Plus l'angle est faible, plus l'erreur est réduite. Lorsque l'angle est supérieur à 15°, les résultats de la mesure doivent être corrigés.
4) Après la mesure, nettoyez rapidement le corps de l'indicateur et la tige de mesure, placez-les dans une boîte prévue à cet effet, rangez-les dans la zone désignée conformément aux exigences de stockage, et ne les mélangez pas avec des outils de coupe ou d'autres outils.
5) En cas d'anomalie en cours d'utilisation, le comparateur doit être rapidement envoyé au service compétent pour réparation.
Le rapporteur universel à vernier, également connu sous le nom de jauge d'angle, de rapporteur à vernier ou d'équerre universelle, est un outil de mesure d'angle qui utilise le principe de l'échelle à vernier pour mesurer directement les angles des pièces à usiner ou pour les tracer. Il convient à la mesure des angles internes et externes dans les processus mécaniques et peut mesurer des angles externes de 0° à 320° et des angles internes de 40° à 130°. Le type I a une plage de mesure de 0° à 320°, tandis que le type II a une plage de mesure de 0° à 360°.
Ce qui suit présente l'utilisation et les précautions à prendre avec le rapporteur universel à vernier.
Les figures 11 et 12 montrent des schémas du rapporteur universel à vernier mesurant des pièces.
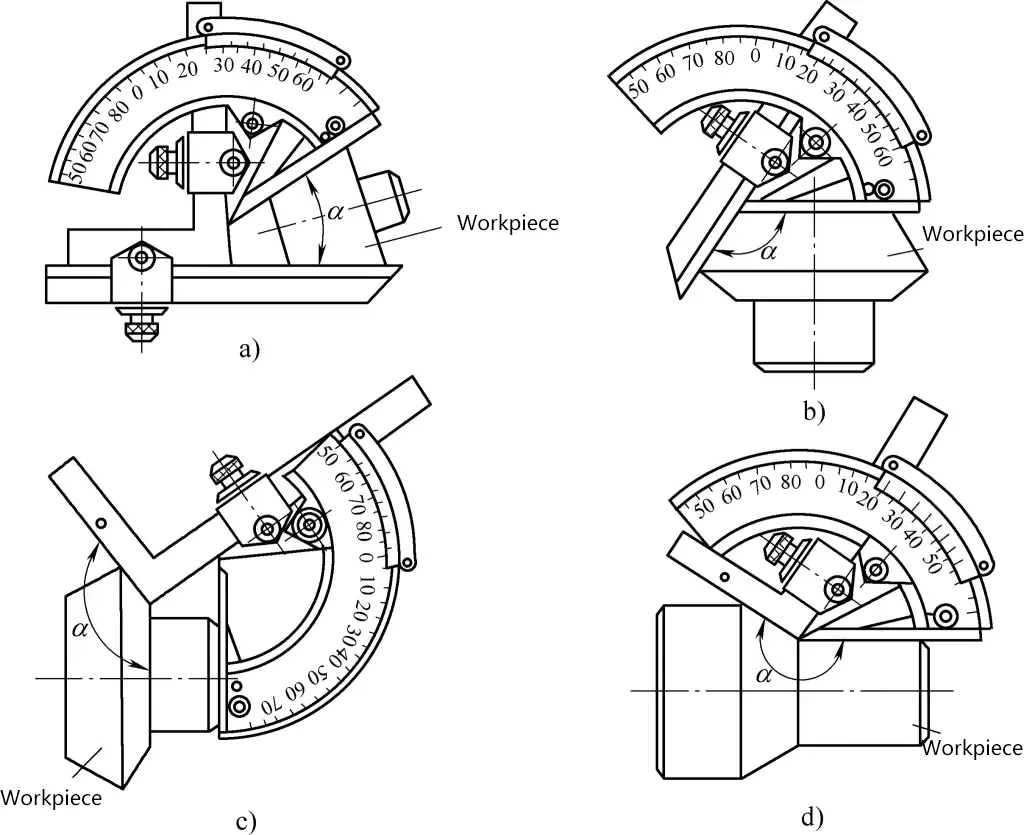
a) Mesure de 0° à 50
b) Mesure de 50° à 140
c), d) Mesure de 140° à 230°.
1) Avant l'utilisation, observez si la ligne zéro et la ligne de fin de l'échelle du vernier sont alignées avec les lignes correspondantes de l'échelle principale, et ajustez si nécessaire. Pour les erreurs qui ne peuvent pas être ajustées, ajoutez ou soustrayez les erreurs correspondantes pendant la mesure.
2) Pendant la mesure, assurez-vous que les deux surfaces de mesure du rapporteur universel à vernier restent bien en contact avec la surface de la pièce mesurée sur toute la longueur, puis serrez l'écrou du frein avant de procéder à la lecture.
3) Pour le rapporteur universel à vernier de type I, lors de la mesure d'angles de 0° à 50°, fixer à la fois la règle d'angle et la règle droite ; de 50° à 140°, fixer uniquement la règle droite ; de 140° à 230°, fixer uniquement la règle d'angle ; de 230° à 320°, ne fixer ni la règle d'angle ni la règle droite.
4) Après la mesure, nettoyez rapidement la balance principale, la règle droite, la règle d'angle, etc., placez-les dans une boîte prévue à cet effet, rangez-les dans la zone désignée en fonction des exigences de stockage, et ne les mélangez pas avec des outils de coupe ou d'autres outils.
5) En cas d'anomalie en cours d'utilisation, envoyez rapidement l'appareil au service compétent pour réparation.
Un micromètre à levier (voir figure 13) est un micromètre qui utilise un mécanisme de transmission à levier pour convertir le mouvement axial relatif de deux surfaces de mesure sur le cadre en mouvement de rotation de l'aiguille de l'indicateur, ce qui permet de lire de petits déplacements entre les deux surfaces de mesure au niveau du micromètre à l'aide de l'indicateur.
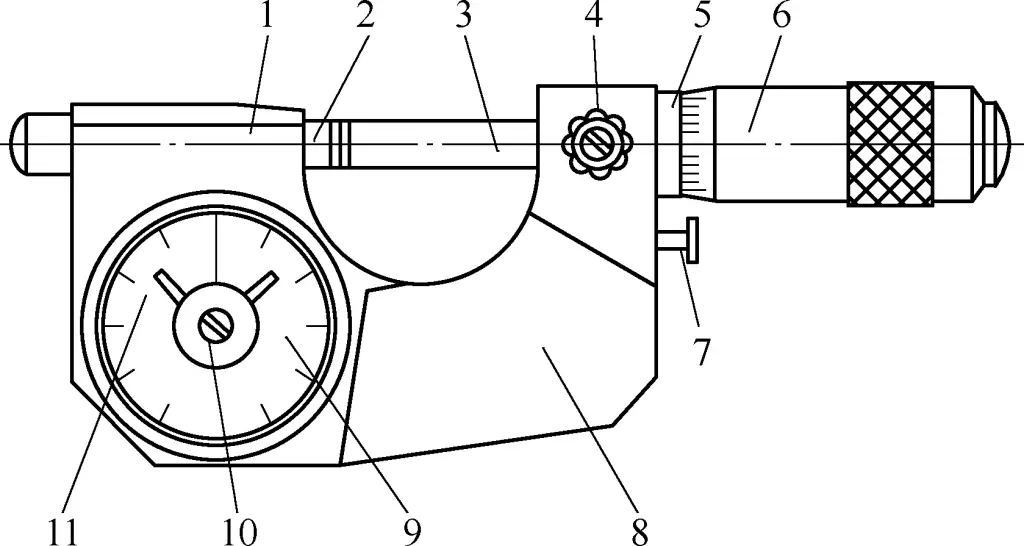
1-Cadre
2 - Enclume amovible
Broche de 3 micromètres
4-Dispositif de verrouillage
5-Manchette fixe
6-Thimble
7 boutons
8-Dispositif d'isolation thermique
9-Indicateur
10 Mécanisme de réglage du zéro
11-Indicateur de tolérance
Son utilisation est similaire à celle des micromètres extérieurs ordinaires, mais il convient au contrôle de grands lots de pièces de précision. Les micromètres à levier dotés de cadrans gradués à 0,001 mm peuvent mesurer des dimensions avec un degré de tolérance 6 ; ceux qui sont gradués à 0,002 mm peuvent mesurer des dimensions avec un degré de tolérance 7.
Placer la pièce à mesurer dans la position correcte entre l'enclume mobile et la broche du micromètre à levier. Ajustez le dé à coudre de manière à ce que l'une de ses lignes s'aligne sur la ligne longitudinale du manchon fixe et que l'aiguille du cadran ait une lecture appropriée. Appuyez ensuite plusieurs fois sur le bouton pour stabiliser la lecture. À ce stade, la lecture sur le dé à coudre et la lecture sur le cadran correspondent à la taille réelle de la pièce à mesurer.
Des cales étalons peuvent être utilisées pour ajuster le micromètre à levier, en ramenant l'aiguille du cadran à zéro. Utilisez ensuite le dispositif de verrouillage pour bloquer la broche et lire sur le cadran. Cette méthode permet d'éviter l'influence des erreurs de lecture de la tête du micromètre et d'améliorer la précision de la mesure.
Lors de la mesure, appuyez d'abord sur le bouton avec votre main pour rétracter l'enclume mobile, puis placez la pièce entre les deux faces de mesure. Relâchez le bouton, appuyez une ou deux fois, et la lecture stable correspond à la valeur de déviation de la pièce à mesurer.
Le calibre à levier (voir figure 14) est un instrument de mesure dont le cadre a la forme d'un pied à coulisse. Il est fabriqué selon le principe de l'agrandissement par levier, avec des graduations courantes de 0,001 mm et 0,002 mm. Il peut être utilisé pour mesurer les dimensions externes des pièces de précision par la méthode de comparaison et peut également mesurer les erreurs de forme géométrique (telles que la rondeur, la cylindricité). Il convient à l'inspection de grands lots de pièces de précision avec des spécifications de taille uniformes.
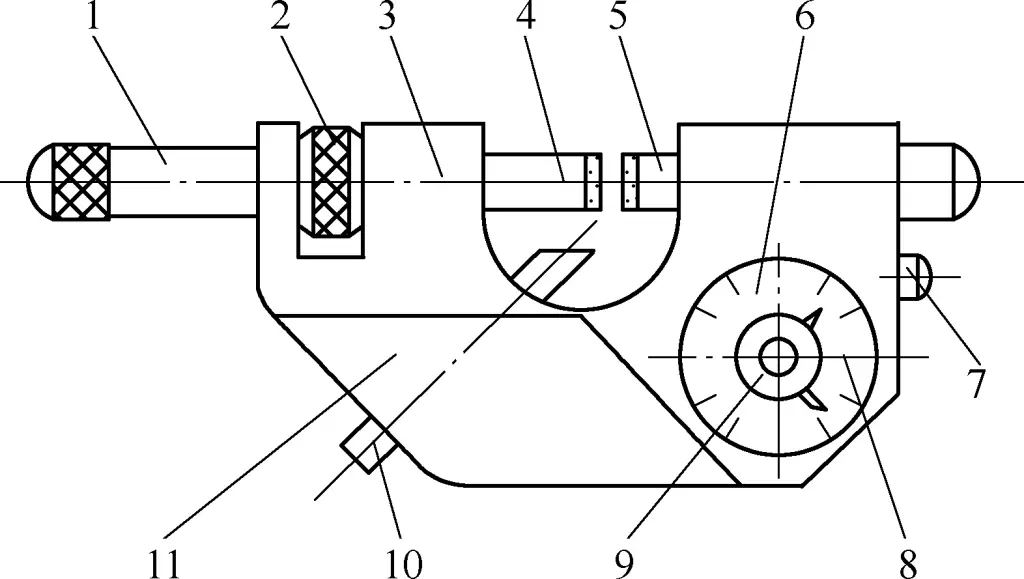
1-Poignée de frein
2-Écrou de réglage
3-Cadre
4-Tige de mesure réglable
5-Tête de mesure amovible
6-Indicateur
7 boutons
8-Indicateur de tolérance
9-Dispositif de mise à zéro
10-Goupille de positionnement
11-Dispositif d'isolation thermique
La méthode de mesure de la jauge à levier est similaire à la mesure relative du micromètre à levier, en utilisant des cales étalons pour définir la position zéro.
Lors de la mesure, appuyez d'abord sur le bouton avec votre main pour rétracter la tête de mesure mobile, puis placez la pièce entre les deux surfaces de mesure. Relâchez le bouton pour permettre à la tête de mesure mobile de toucher doucement la surface mesurée, appuyez une ou deux fois, et une fois que la lecture se stabilise, observez la position de l'aiguille sur le mécanisme de l'indicateur et lisez la valeur. La lecture correspond à la valeur de déviation de la pièce à mesurer.
Le comparateur à levier et engrenage (voir figure 15) est un instrument de mesure qui utilise un système de transmission par levier et engrenage pour convertir le déplacement linéaire de la tige de mesure en un déplacement angulaire de l'aiguille sur un cadran en forme d'arc, et les mesures sont prises sur le cadran. Il est également appelé micromètre à levier et engrenage.
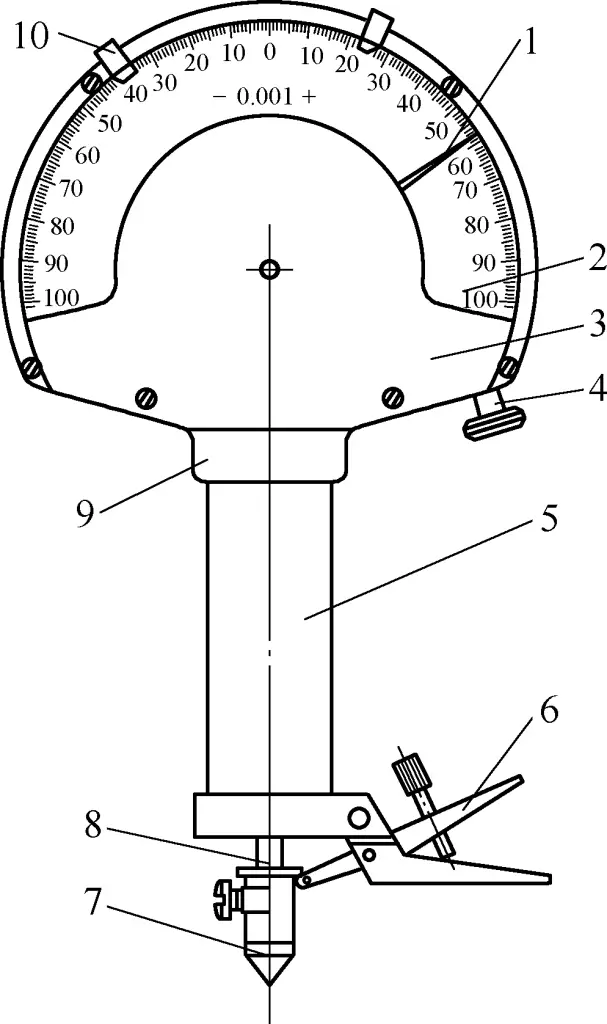
1 point
2-Dial
3-Case
4-Dispositif de mise à zéro
Manchon de 5 essieux
6 Fourchettes
7-Pointe de mesure
8-Tige de mesure
9-Corps
10-Indicateur de tolérance
Le comparateur d'engrenages à levier peut mesurer la précision de la forme et de la position des dimensions externes (telles que le battement radial, le battement axial, etc.). Les cales étalons sont utilisées comme étalons pour la mesure comparative des dimensions de longueur et sont généralement montées sur un support spécial ou un établi pour être utilisées. Les graduations courantes sont 0,001 mm et 0,002 mm.
1) Le comparateur doit être installé sur un établi de mesure ou tout autre support stable pour la mesure. Avant de procéder à la mesure, il faut ajuster la perpendicularité entre le plan de l'établi et l'axe de la tige de mesure du comparateur.
2) Pendant le fonctionnement, la tige de mesure doit descendre lentement, permettant à la pointe de mesure d'entrer doucement en contact avec la pièce ou la cale de jauge, en évitant tout impact sur la tige de mesure qui pourrait causer une déformation ou un endommagement de l'aiguille.
3) Lors de la mesure, essayez d'utiliser la partie centrale des graduations du cadran pour améliorer la précision de la mesure.
4) Lors de l'inspection de pièces par lots, l'indicateur de tolérance sur le cadran peut être utilisé pour améliorer l'efficacité de l'inspection.
5) Lors de la mesure de pièces de tailles et de formes différentes, il est possible de sélectionner un banc de travail approprié.
Le comparateur à ressort de torsion (voir figure 16), également connu sous le nom de micromètre à ressort de torsion, est un instrument de mesure qui utilise un élément à ressort de torsion comme mécanisme de conversion et d'agrandissement des dimensions. Il convertit le déplacement linéaire de la tige de mesure en un déplacement angulaire de l'aiguille sur un cadran en forme d'arc, les mesures étant prises sur le cadran.
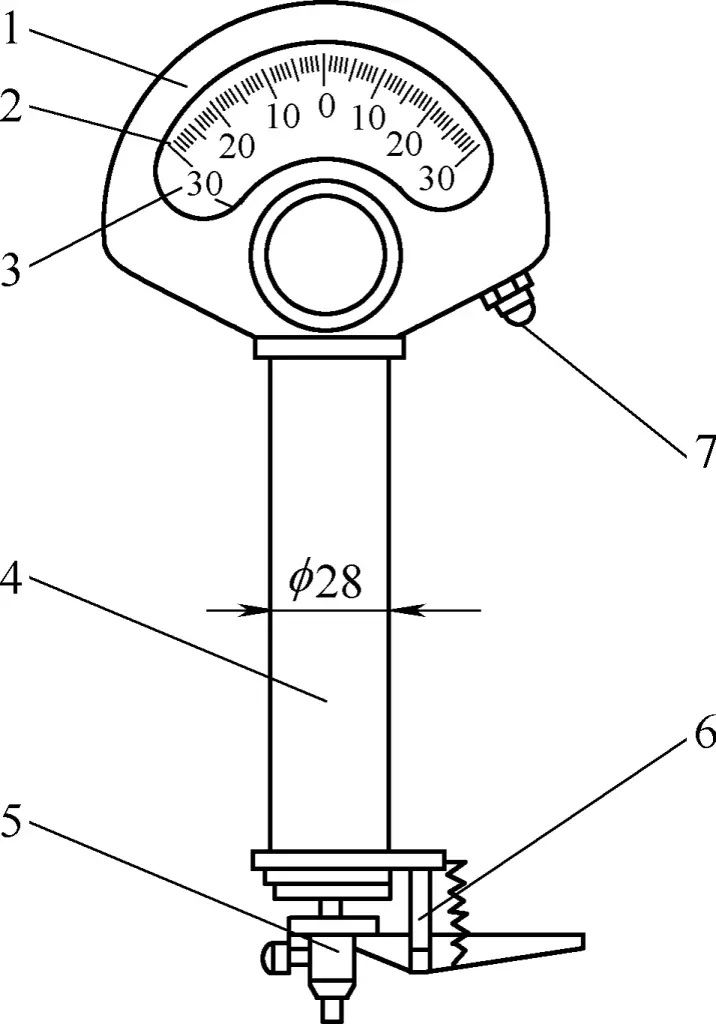
1-caisse
2-Dial
3-Points
4 manches
5-Pointe de mesure
6 Fourchettes
7-Dispositif de mise à zéro
Il peut être utilisé pour contrôler les dimensions extérieures et la précision de la forme des pièces de haute précision. Il présente une grande précision et une bonne sensibilité, sans frottement ni jeu dans le mécanisme de transmission, mais une mauvaise utilisation peut facilement endommager l'aiguille et le ressort de torsion. Les graduations courantes sont 0,002 mm, 0,001 mm, 0,0005 mm et 0,0002 mm.
Sa méthode d'utilisation est fondamentalement similaire à celle du comparateur à levier, mais en raison de la plage d'indication plus petite du comparateur à ressort de torsion, il faut être plus prudent lors du réglage du contact entre la pointe de mesure et la pièce. La pointe de mesure ne doit jamais entrer en collision avec la pièce ou la surface de l'établi, et il ne faut pas appuyer avec force sur la pointe ou la tige de mesure pour éviter d'endommager le comparateur.
Le niveau à bulle (voir figure 17) est un type d'instrument de mesure d'angle, principalement utilisé pour mesurer la planéité, la rectitude et la perpendicularité lors de l'installation d'un équipement, et peut également mesurer de petits angles d'inclinaison des pièces. Les niveaux à bulle ordinaires utilisés dans l'industrie des machines sont divisés en deux catégories : les niveaux à barre et les niveaux à cadre. Les graduations des niveaux à bulle ordinaires sont de 0,02 mm/m et 0,05 mm/m.
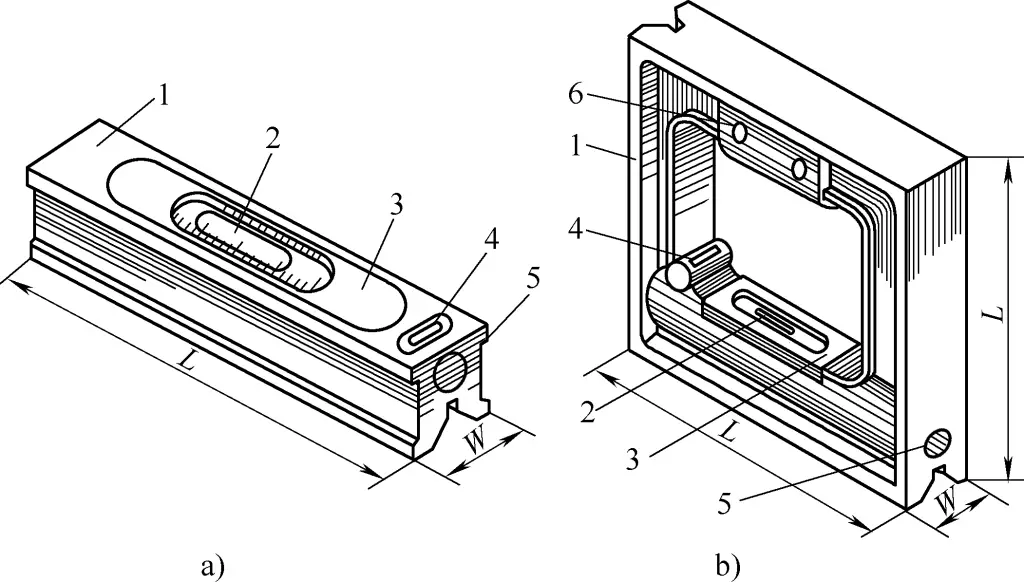
a) Niveau à bulle
b) Niveau à bulle à cadre
1-Corps principal
2-Flacon à bulles principal
3-Plaque de recouvrement
4-Flacon à bulles secondaire
5-Mécanisme de réglage
6-Poignée isolée
Avant de procéder à la mesure, vérifiez si la position zéro du niveau à bulle est correcte. Si ce n'est pas le cas, pour les niveaux à bulle réglables, la position zéro doit être ajustée.



