
Les bases de l'appareillage : Techniques, outils et procédures
Comment assurer la précision lors de l'assemblage manuel de composants mécaniques ? L'art de l'assemblage consiste à utiliser divers outils manuels...
Quel est le secret pour créer des motifs métalliques époustouflants ? C'est le ciselage ! Cet article explore l'art et la science du façonnage du métal. Vous découvrirez les principaux outils et techniques utilisés par les experts. Nous aborderons les types de ciseaux, les méthodes de martelage et les astuces pour des coupes nettes. Que vous soyez novice en matière de travail du métal ou que vous cherchiez à vous perfectionner, ce guide vous permettra d'améliorer vos compétences et vous inspirera pour votre prochain projet.

La méthode de découpe des pièces métalliques à l'aide d'un marteau pour frapper un burin s'appelle le ciselage.
Le ciselage est principalement utilisé dans les zones qui ne sont pas pratiques pour le traitement mécanique, mais qui le sont pour le traitement manuel, comme l'élimination des brides et des bavures des pièces moulées, le découpage des matériaux, le ciselage des surfaces planes et des rainures. Le maniement du marteau dans le cadre du travail de burinage permet d'améliorer la précision du martelage et de poser des bases solides pour l'assemblage et le désassemblage des équipements mécaniques.
Les principaux outils utilisés pour le burinage sont les burins et les marteaux.
1) Types et utilisations des ciseaux à bois
Le burin est l'outil de coupe utilisé pour le ciselage. Il est généralement fabriqué en acier à outils au carbone.
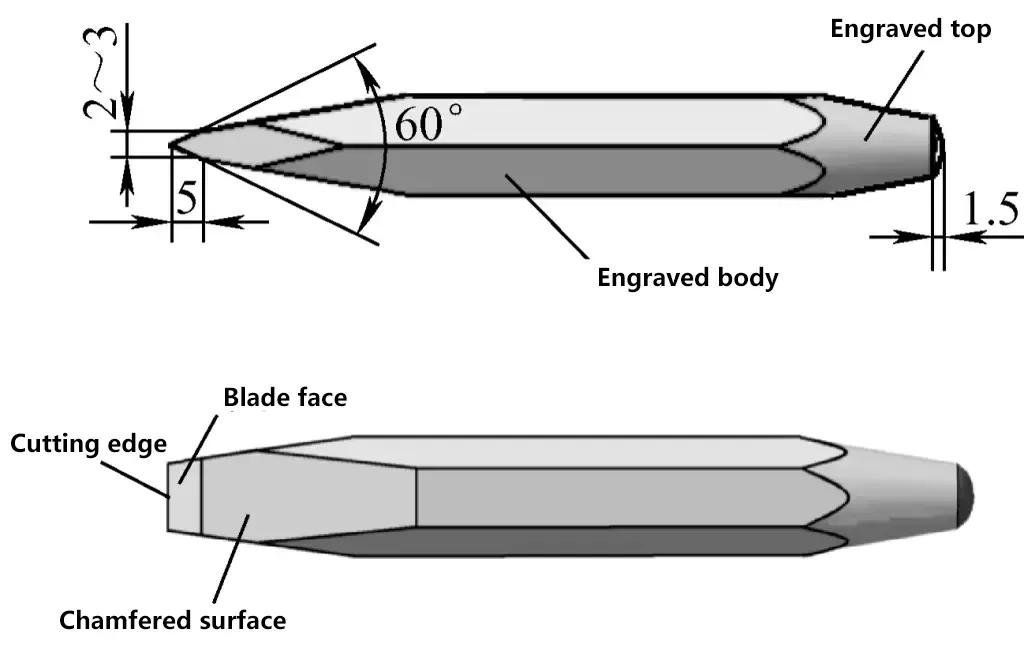
Un ciseau se compose de trois parties : la tête, la partie coupante et le corps, comme le montre la figure 1. La tête présente une certaine conicité, avec un sommet légèrement sphérique, ce qui facilite le passage de la force à travers la ligne centrale du ciseau pendant le martelage, et permet de maintenir le ciseau stable. La plupart des corps de ciseaux sont désormais hexagonaux afin d'éviter toute rotation pendant le ciselage.
Les ciseaux à bois sont divisés en trois types : les ciseaux plats, les ciseaux à rainurer et les ciseaux à huiler. Leurs utilisations sont les suivantes :
① Ciseau plat
Les ciseaux plats, également connus sous le nom de ciseaux larges, sont principalement utilisés pour ciseler des surfaces planes, couper de l'acier rond de petite taille, de l'acier plat et des plaques d'acier minces. La figure 1 présente les dimensions et les noms de chaque partie d'un ciseau plat. La largeur de la lame d'un ciseau plat est généralement comprise entre 10 et 20 mm.
② Ciseau à rainurer
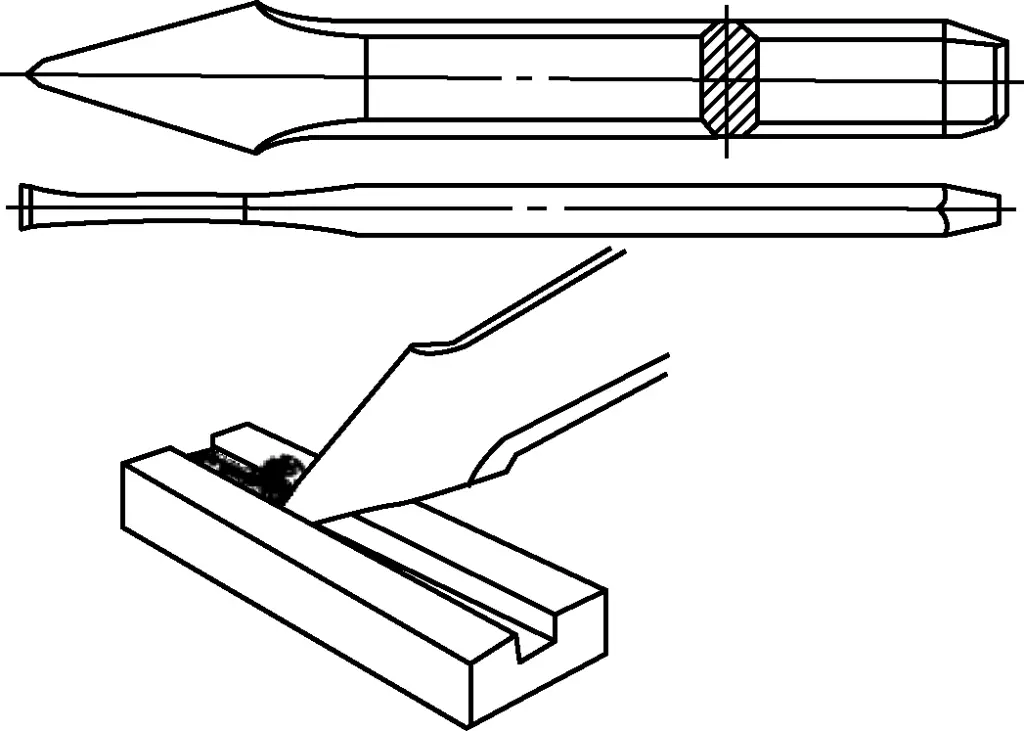
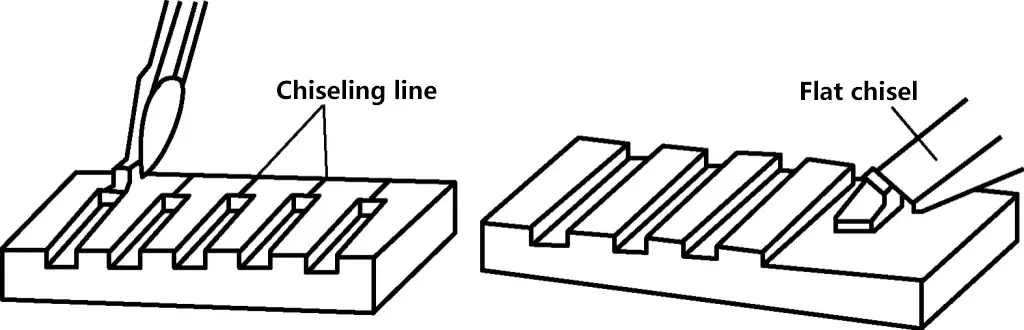
Les ciseaux à rainurer, également appelés ciseaux pointus ou ciseaux étroits, sont principalement utilisés pour creuser des rainures et des rainures de clavetage sur des surfaces métalliques et pour couper des tôles courbes. La largeur de la lame d'un ciseau à rainurer est déterminée par la largeur de la rainure, généralement d'environ 5 mm, comme le montre la figure 2. Lors du burinage d'une grande surface plane, il faut d'abord utiliser un burin à rainures pour creuser des rainures, puis utiliser un burin plat pour aplanir, comme le montre la figure 3.
③ Ciseau à rainurer à l'huile
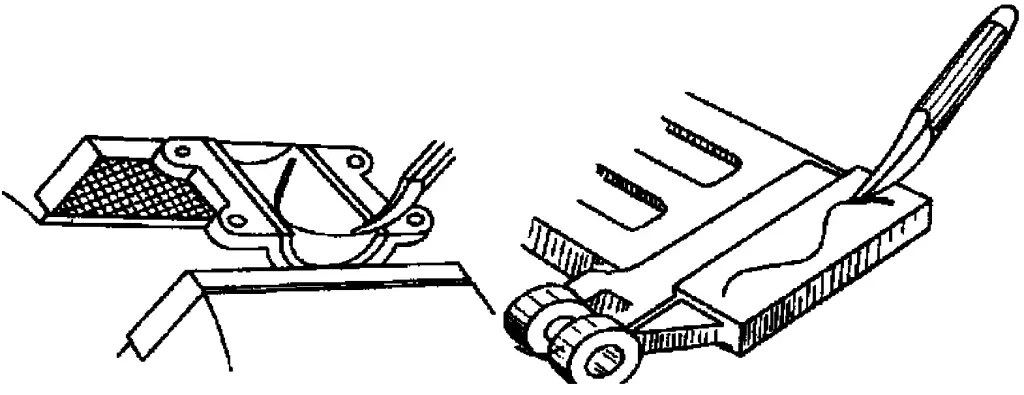
Les ciseaux à rainures d'huile sont principalement utilisés pour ciseler les rainures d'huile, telles que les rainures d'huile dans les paliers d'arbre et autres surfaces de glissement. Son arête de coupe doit être rectifiée en forme d'arc correspondant à la forme de la rainure d'huile, avec une largeur égale à la largeur de la rainure d'huile, et la rainure d'huile est ciselée le long de la ligne tracée sur la pièce à usiner. La rainure d'huile doit être ciselée en douceur et avec une profondeur constante. La méthode de ciselage est illustrée à la figure 4.
2) Angles de travail des ciseaux
Les principaux facteurs affectant la qualité et l'efficacité du burinage sont l'angle de calage du burin et l'angle de recul pendant le burinage.
Sélection de l'angle de calage β : Le ciseau est un type d'outil de coupe dont le tranchant est formé par deux faces, en forme de coin, de sorte que l'angle formé par les deux faces est appelé angle de coin, noté β. Un angle de coin faible rend le tranchant du ciseau tranchant, mais avec une faible résistance et facilement ébréché. Un angle de calage important confère à l'outil une bonne résistance, mais une grande résistance au burinage et des difficultés de coupe, comme le montre la figure 5. La taille de l'angle de calage doit être choisie en fonction de la dureté de la pièce à usiner.
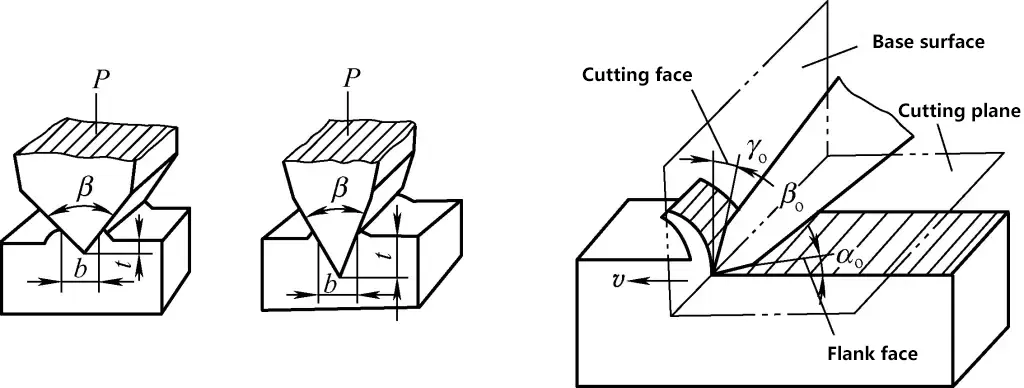
En général, pour le burinage de matériaux fragiles et durs, l'angle de calage doit être plus grand ; pour les matériaux plus tendres, l'angle de calage doit être plus petit. L'angle de coin pour les matériaux durs est de 60°-75° ; pour les matériaux de dureté moyenne, de 50°-60° ; pour les matériaux en cuivre et en fonte, de 30°-50°.
Sélection de l'angle de retour αo: L'angle entre la face arrière du ciseau et la pièce est appelé angle arrière. Si l'angle arrière est trop grand, le ciseau s'enfoncera trop profondément dans la pièce. Si l'angle arrière est trop faible, la direction du burinage sera trop plate et le burin pourra facilement glisser de la surface de la pièce, ce qui empêchera également la coupe, comme le montre la figure 6. En général, un angle arrière de 5° à 8° est approprié. Pendant le processus de burinage, l'angle arrière doit être maintenu aussi constant que possible, sinon la surface usinée sera irrégulière.
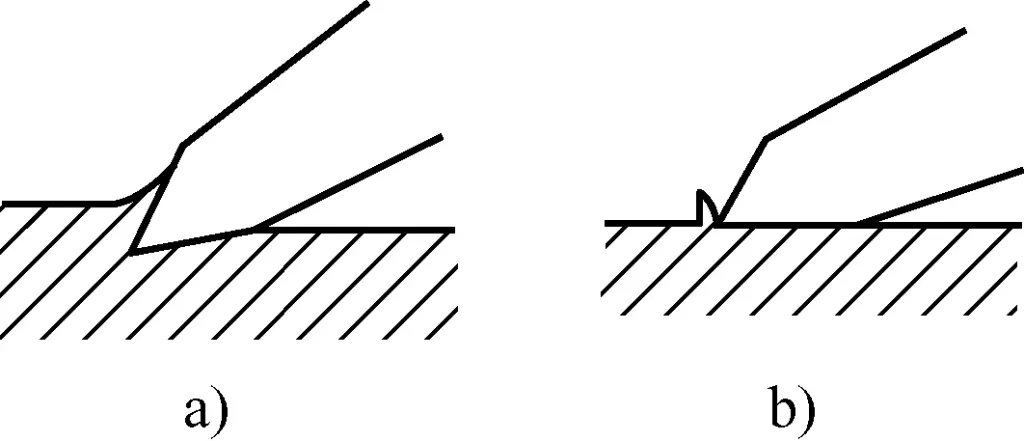
a) αo important
b) αo petit
1) Spécifications du marteau
Le marteau illustré à la figure 7a, communément appelé masse, est l'un des outils manuels les plus fréquemment utilisés dans les travaux de base et les opérations de démontage.
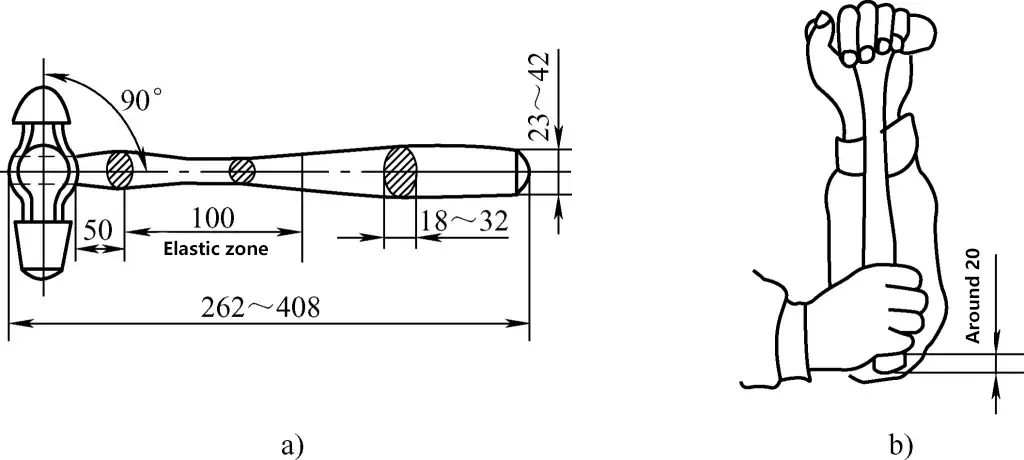
a) Marteau et poignée
b) Détermination de la longueur du manche du marteau
Un marteau se compose de deux parties : la tête du marteau et le manche en bois. Le poids de la tête du marteau est utilisé pour indiquer la spécification du marteau, les tailles courantes étant 0,22 kg, 0,44 kg, 0,66 kg, 0,88 kg, 1,1 kg, etc. La tête du marteau est fabriquée en acier à outils au carbone (T7 ou T8) et subit un traitement de trempe.
Le manche du marteau est fait d'un bois résistant, le palissandre étant un choix courant. Le manche du marteau mesure généralement entre 300 et 350 mm de long, les têtes de marteau plus lourdes nécessitant des manches plus longs. Par exemple, une tête de marteau de 1,1 kg doit être équipée d'un manche de 350 mm de long. La longueur du manche peut également être déterminée en fonction de la longueur de l'avant-bras, comme le montre la figure 7b.
2) Installation du marteau
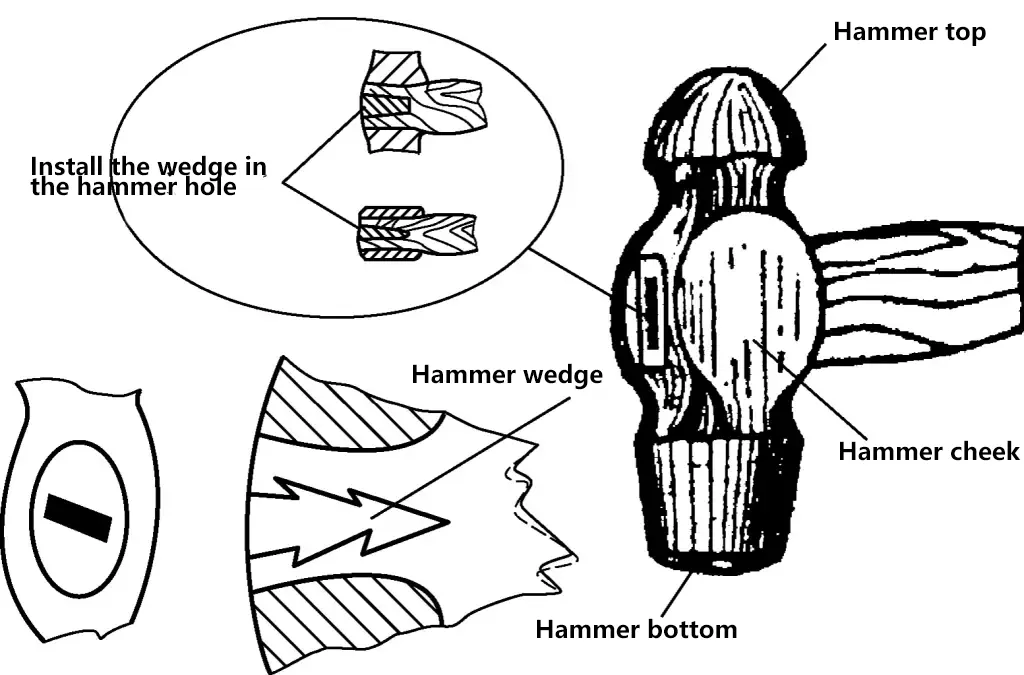
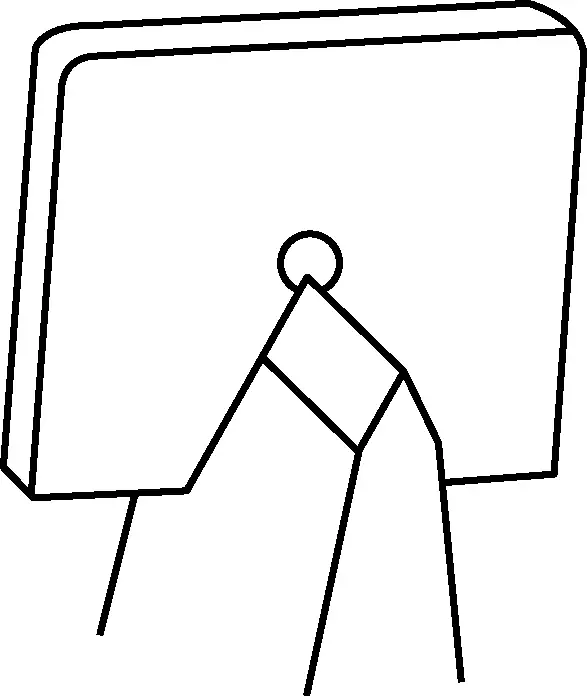
Comme le montre la figure 8, lors de l'installation d'un marteau, il faut veiller à ce que l'axe de la poignée soit perpendiculaire à l'axe de la tête ; la poignée doit être solidement fixée dans la tête pour éviter les accidents dus au détachement. Pour cette raison, le trou pour le manche doit être de forme ovale. Une fois la poignée bien fixée dans le trou, une cale est enfoncée dans l'extrémité pour éviter qu'elle ne se desserre. Le manche doit également être de forme ovale, ce qui permet une bonne prise en main et empêche la rotation pendant l'utilisation, garantissant ainsi des coups de marteau plus précis.
Comme le montre la figure 9, la partie coupante du burin, d'une longueur d'environ 20 mm, est chauffée uniformément à 750-780 °C (couleur rouge cerise), puis le burin est placé verticalement dans de l'eau froide (profondeur d'immersion d'environ 4-6 mm, c'est-à-dire la longueur de l'arête coupante), et le burin est déplacé lentement pour le tremper.
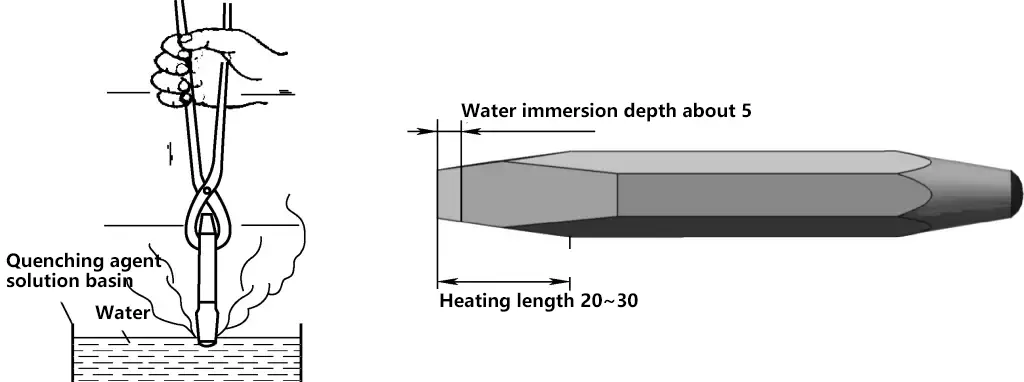
S'il est maintenu immobile, la limite entre les parties trempées et non trempées sera trop nette, et le ciseau peut facilement se briser à la limite lors de l'utilisation après la trempe.
Lorsque vous vous déplacez pendant la trempe et que vous observez que la partie du burin située au-dessus de la surface de l'eau est passée du rouge au noir, retirez rapidement le burin de l'eau et enlevez immédiatement toute trace de saleté et de calamine (en utilisant la chaleur résiduelle de la partie supérieure du burin pour tremper le tranchant).
La méthode spécifique consiste à sortir le ciseau de l'eau et à le frotter rapidement plusieurs fois sur une meule fine préparée à l'avance ou sur du papier de verre (l'action doit être rapide), en observant le changement de couleur du tranchant. Lorsque le tranchant devient jaune, il faut immerger tout le ciseau dans l'eau, c'est ce qu'on appelle la trempe à la "chaleur jaune".
Les burins trempés à "chaleur jaune" ont une dureté élevée mais sont fragiles, et le tranchant peut s'ébrécher ou même se briser pendant le burinage. Lorsque le tranchant devient bleu, immergez l'ensemble du burin dans l'eau : c'est la trempe à "chaleur bleue". Les burins trempés à la "chaleur bleue" ont une dureté trop faible et le tranchant peut s'incurver pendant le burinage.
La situation idéale est la suivante : lorsque la couleur jaune s'estompe et que le violet apparaît, il faut immédiatement placer l'ensemble du burin dans l'eau (la couleur violette n'apparaissant que très peu de temps, si elle n'est pas immédiatement immergée dans l'eau, elle deviendra bleue, ce qui se traduira par la "chaleur bleue" mentionnée plus haut). À ce stade, le burin trempé présente non seulement une résistance et une dureté relativement élevées, mais aussi une bonne résistance aux chocs.
1) Exigences générales pour l'affûtage des outils
2) Exigences spécifiques pour l'affûtage des burins
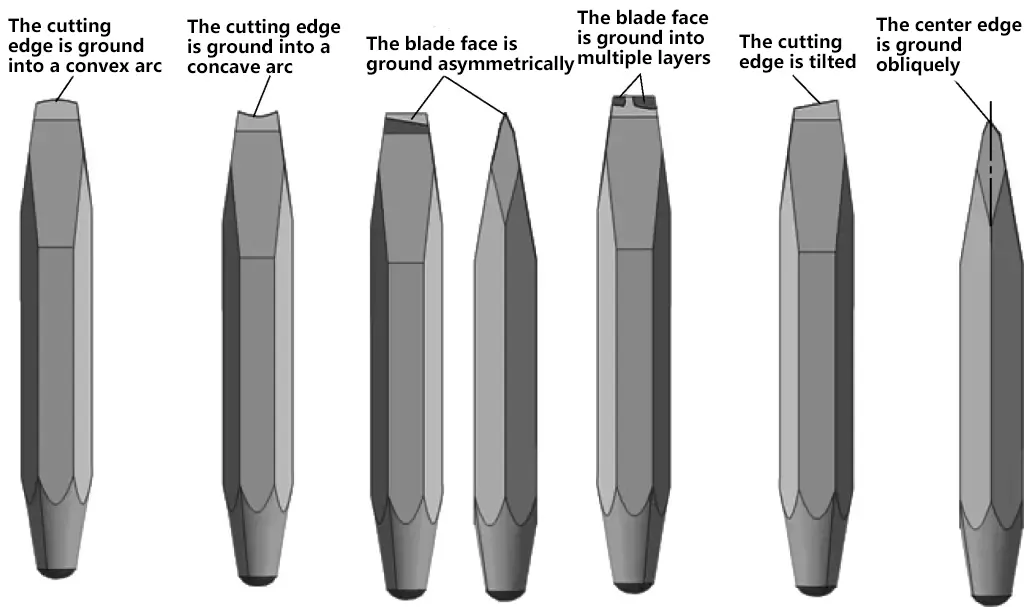
En plus de répondre aux exigences générales susmentionnées pour l'affûtage des outils, l'affûtage des ciseaux doit également répondre aux points suivants :
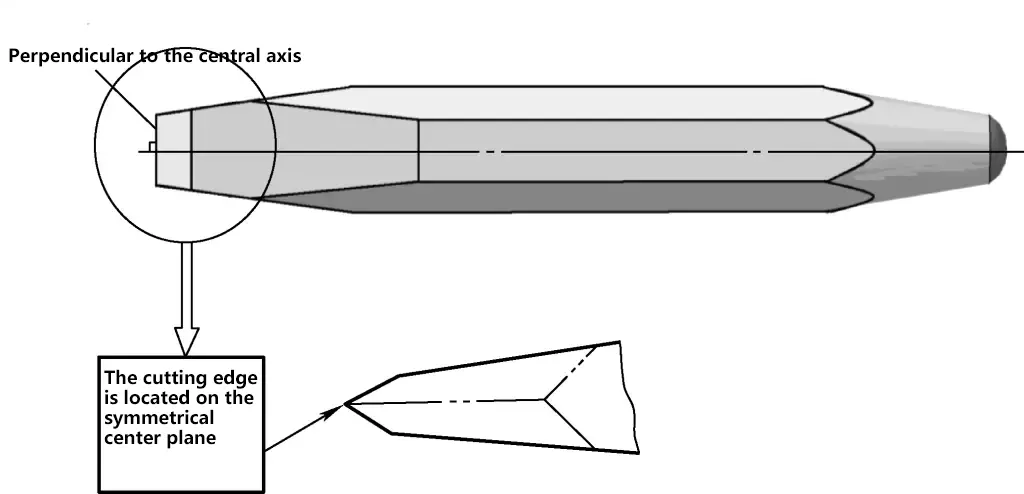
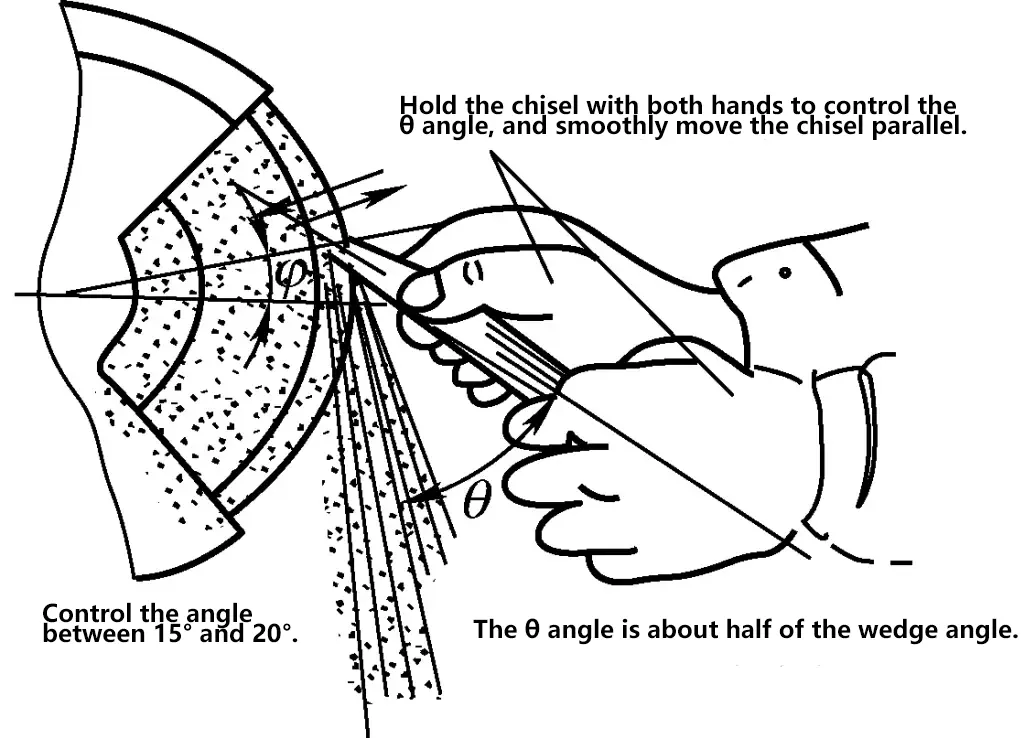
La méthode de base pour l'affûtage des burins est illustrée à la figure 12.
Il existe deux méthodes pour tenir un marteau : la prise libre et la prise serrée.
1) La méthode de la prise serrée implique que l'index, le majeur, l'annulaire et l'auriculaire de la main droite saisissent fermement le manche du marteau, le pouce étant pressé contre l'index, laissant 15 à 30 mm du manche exposés à l'extrémité. La prise reste inchangée pendant le balancement et la frappe. La méthode de la prise serrée est rarement utilisée car elle peut facilement provoquer des ampoules sur la main en raison de la fermeté de la prise, comme le montre la figure 14a.
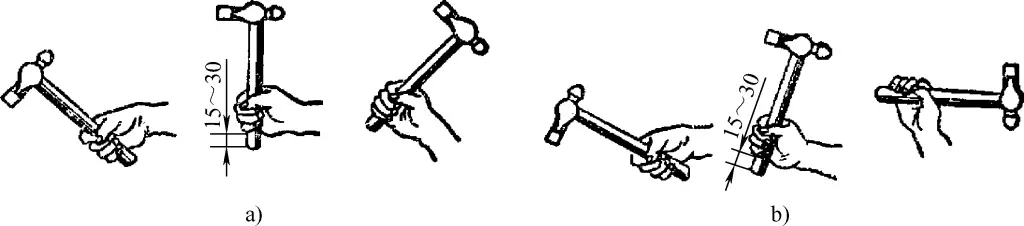
a) Méthode de la poignée serrée
b) Méthode de la poignée lâche
2) La méthode de la prise libre consiste à toujours tenir le manche du marteau avec le pouce et l'index. Lorsque le marteau est soulevé vers l'arrière (pendant le processus de balancement), détendre progressivement l'auriculaire, l'annulaire et le majeur, en exerçant une pression naturelle sur le manche du marteau.
Pendant le processus de martelage, resserrez progressivement les doigts détendus et accélérez le mouvement du marteau. Une fois maîtrisée, cette méthode permet non seulement d'augmenter la force de frappe, mais aussi de réduire la fatigue, de sorte que la méthode de la prise lâche est préférable à celle de la prise serrée, comme le montre la figure 14b.
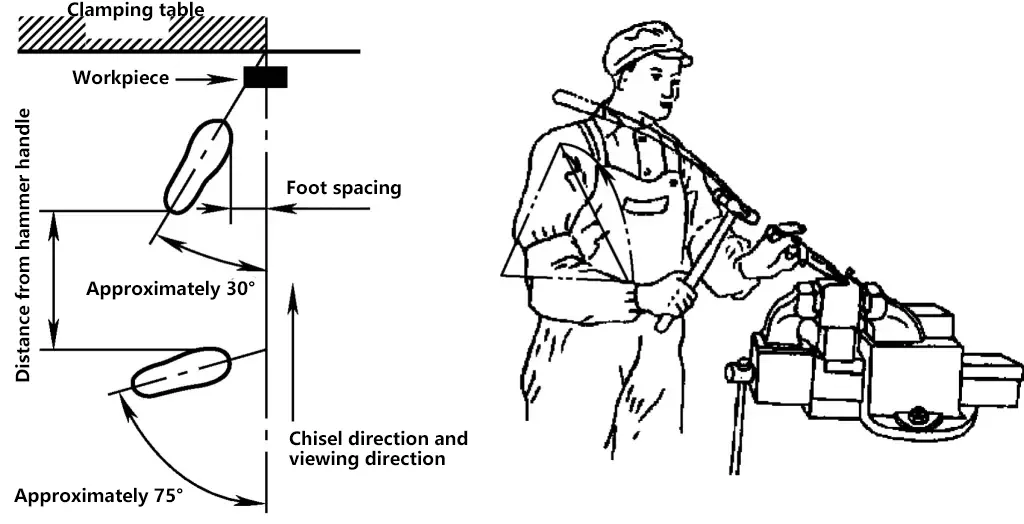
1) La posture debout
La position debout correcte facilite l'application de la force pendant le ciselage et prévient la fatigue dans tout le corps. En général, le pied gauche est avancé d'un demi-pas, le pied droit est en arrière, la distance entre les deux pieds est d'environ une longueur de manche de marteau, le centre de gravité se trouvant sur le pied gauche, en position stable près de l'étau.
N'exercez pas trop de force sur les jambes, pliez légèrement le genou gauche, gardez la jambe droite droite et stable, et placez les pieds en forme de "V". Ne penchez pas la tête vers l'avant ou vers l'arrière, faites face à la pièce et regardez le bord du ciseau. La position debout spécifique est illustrée à la figure 15.
2) Méthode du balancement du marteau
Il existe trois méthodes de balancement du marteau : le balancement du poignet, le balancement du coude et le balancement du bras, comme le montre la figure 16.
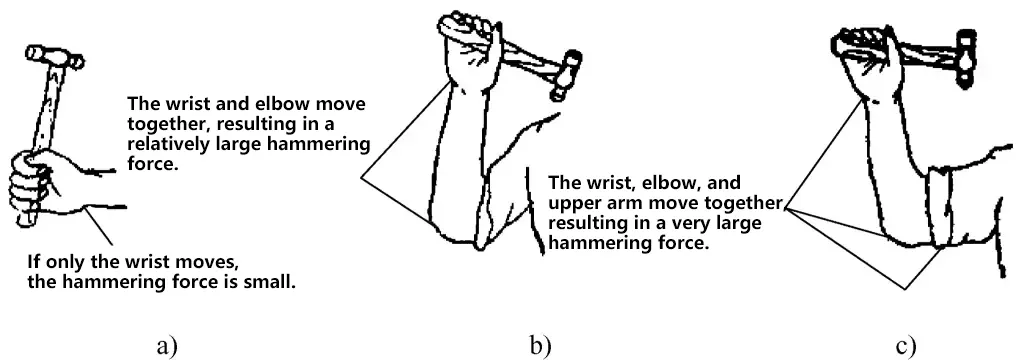
a) Balancement du poignet
b) Le mouvement du coude
c) Le balancement des bras
Le mouvement du poignet est généralement utilisé au début et à la fin du ciselage ; le mouvement du coude est le plus utilisé, il convient au ciselage des surfaces planes et au rainurage ; le mouvement du bras est principalement utilisé pour couper le métal et retirer les écrous.
3) Points clés de l'action d'oscillation du marteau
① Lever le marteau
Levez l'épaule et rentrez le coude, en soulevant le marteau au-dessus de l'épaule ; tournez le poignet vers l'arrière, saisissez librement la poignée du marteau ; la face du marteau doit être orientée vers le haut.
② Donner un coup de marteau
Concentrez votre regard sur le bord du ciseau et sur la zone à ciseler, serrez la poignée du marteau, appliquez une force avec le poignet, faites pivoter le marteau en arc de cercle dans le plan vertical (ne laissez pas le bras pivoter vers l'extérieur et ne laissez pas le marteau tomber en biais), en frappant directement le sommet du ciseau.
③ Exigences en matière de martelage
La fréquence de frappe doit être d'environ 40 fois par minute ; les coups doivent être puissants et précis ; il ne doit pas y avoir de phénomène de "tapping" (tapotement léger du ciseau pour viser avant de frapper avec force).
1) Méthodes de préhension du burin
① Méthode de préhension normale
Comme le montre la figure 17a, la paume tournée vers le bas, saisissez le corps du ciseau avec le pouce et l'index naturellement écartés, les trois autres doigts naturellement pliés et rapprochés, en tenant le corps du ciseau. Le sommet du ciseau doit dépasser de 10 à 15 mm de la poignée. S'il dépasse trop, le ciseau peut osciller, ce qui affecte la précision du coup de marteau. La prise ne doit être ni trop serrée ni trop lâche, afin de faciliter le travail et de réduire la fatigue au minimum. Cette méthode de préhension est la méthode de base, adaptée au burinage de surfaces planes.
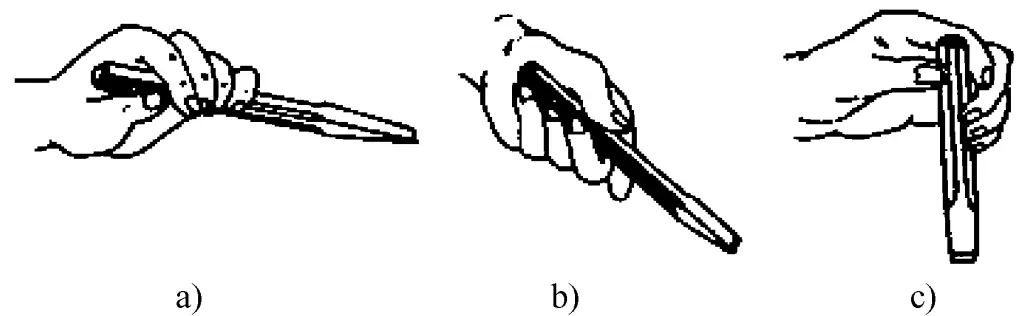
a) Méthode de préhension normale
b) Méthode de la prise inversée
c) Méthode de la prise verticale
② Méthode de préhension inversée
Comme le montre la figure 17b, la paume est tournée vers le haut, les doigts pincent naturellement le corps du ciseau, la paume est suspendue. Cette prise convient pour le burinage de petites surfaces planes ou de surfaces latérales.
③ Méthode de la prise verticale
Comme le montre la figure 17c, le pouce est tourné vers le haut, le pouce se trouve d'un côté du ciseau, les quatre autres doigts de l'autre côté pincent le ciseau. Cette prise convient au ciselage vertical, par exemple pour couper des matériaux sur une enclume.
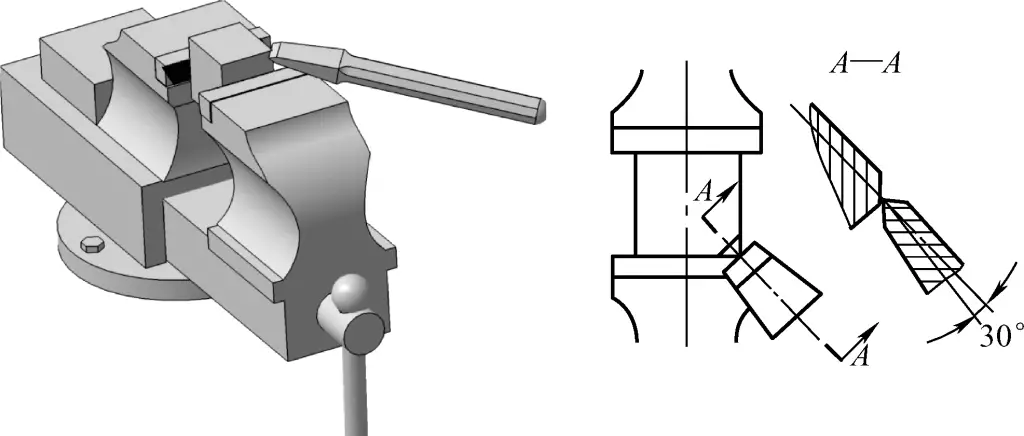
2) Points clés de l'opération de burinage des surfaces planes
① Méthode de commencement et de fin de ciselage.
Comme le montre la figure 18, lorsque vous burinez une surface plane, utilisez généralement la méthode de départ en angle. Commencez à ciseler à partir du coin droit de la pièce, tenez d'abord le ciseau à un angle de 45° vers la droite, puis inclinez le dessus du ciseau vers le bas d'environ 30°. Lorsque le bord du ciseau a atteint une profondeur de 0,5 à 1,5 mm, relevez le dessus du ciseau à l'angle arrière requis et continuez à ciseler.
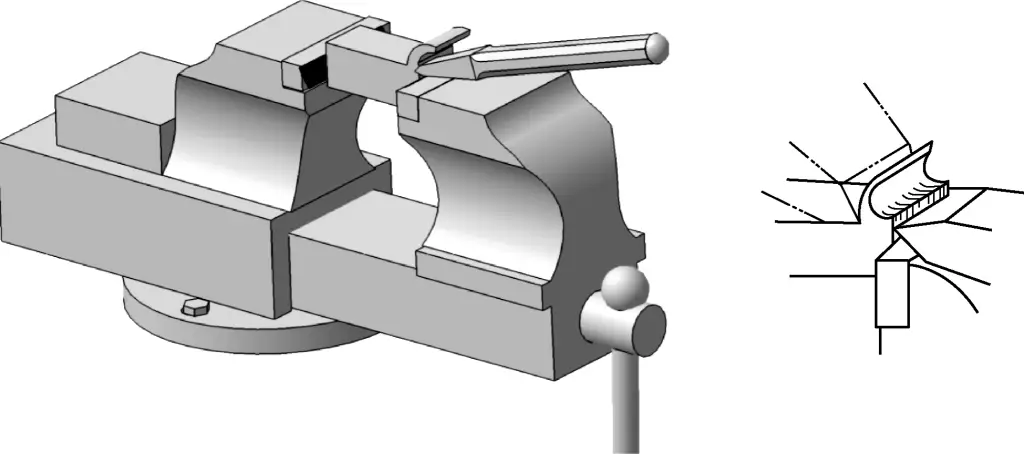
Comme le montre la figure 19, lorsque le ciselage atteint la fin de la pièce (à environ 10 mm du bord), faites demi-tour pour ciseler la partie restante, sinon le bord de la pièce risque de s'écailler.
② Épaisseur de burinage.
Après avoir déterminé la surépaisseur de ciselage et marqué la ligne de traitement, ciseler par couches, chaque couche ayant généralement une épaisseur de 0,5 à 1,5 mm.
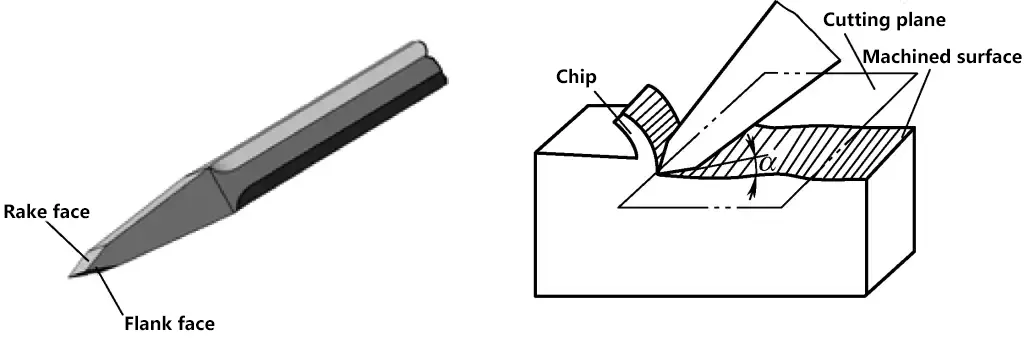
③ Chiseler l'angle du dos.
Comme le montre la figure 20, pendant le burinage, l'angle entre la face arrière du burin et le plan de coupe (le plan tangent à l'arête de coupe en un point de la surface de coupe) est appelé angle arrière de burinage (noté α). L'angle de recul du burinage est généralement le meilleur entre 5° et 8° et doit rester constant tout au long du processus de burinage.
④ Pendant le ciselage, après quelques coups de ciseau, vous pouvez retirer légèrement le ciseau, marquer une courte pause, puis appuyer le bord du ciseau contre la zone ciselée et continuer à ciseler. Cela vous permet d'observer la planéité de la surface ciselée et de détendre vos muscles de façon rythmique.
3) Méthode de découpe de la tôle
La méthode correcte de découpe de la tôle est illustrée à la figure 21.
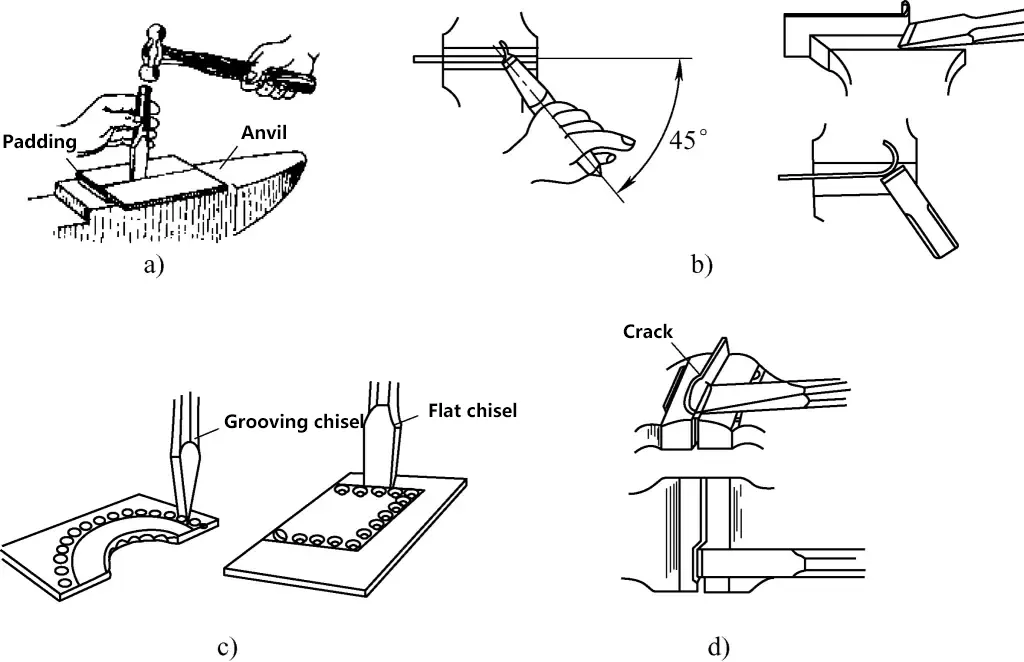
a) Découper des tôles sur une enclume
b) Percez d'abord des trous, puis coupez la tôle à l'aide d'un ciseau à bois.
c) Méthode correcte de découpe de la tôle sur un étau d'établi
d) Méthode incorrecte de découpe de la tôle
① La figure 21a montre la découpe d'une tôle posée à plat sur une enclume. Cette méthode est généralement utilisée pour couper de grandes surfaces ou des tôles plus épaisses (plus de 4 mm), ainsi que des tôles qu'il n'est pas pratique de serrer dans un étau. Avec cette méthode, il est plus difficile de maintenir une coupe droite.
La figure 21b montre que le fait de serrer la tôle sur les mâchoires de l'étau pour la ciseler permet d'obtenir plus facilement une arête de coupe droite.
Lors du ciselage de pièces aux contours plus complexes et d'une épaisseur plus importante, pour éviter toute déformation pendant le ciselage, il faut d'abord percer des trous de séparation le long du contour à l'aide d'un foret de plus petit diamètre, puis utiliser un ciseau pointu pour relier les petits trous, et enfin ciseler jusqu'au bout. De cette façon, la forme souhaitée peut être ciselée, comme le montre la figure 21c.
La figure 21d montre une méthode incorrecte de ciselage de la tôle.