Paramètres essentiels des presses hydrauliques : Un guide complet
Comment une presse hydraulique peut-elle exercer une telle puissance ? De la force nominale aux dimensions de la table de travail, la compréhension de ces paramètres est cruciale pour toute personne impliquée dans l'usinage ou le travail des métaux. Cet article se penche sur les aspects techniques essentiels qui définissent la capacité et les performances d'une presse hydraulique, et fournit des informations qui peuvent vous aider à choisir la presse adaptée à vos besoins. Lisez la suite pour découvrir comment chaque paramètre influe sur l'efficacité et la fonctionnalité de la machine.
Dernière mise à jour :
28 juin 2024
Partagez vos appréciations :
Table des matières
Les paramètres de base sont les données techniques fondamentales de la presse hydraulique, déterminées par l'utilisation du processus et le type de structure de la presse hydraulique. Ils reflètent la capacité de travail et les caractéristiques de la presse hydraulique et fixent essentiellement les dimensions et le poids total de la carrosserie. Les paramètres de base constituent la principale base pour les utilisateurs lors de l'achat.
Maintenant, si l'on prend le modèle à trois faisceaux et quatre colonnes presse hydraulique Les paramètres de base de la presse hydraulique sont présentés à titre d'exemple.
1. La force nominale et sa classification
La force nominale est généralement le principal paramètre de la presse hydraulique, reflétant sa principale capacité de travail. La force nominale est la pression de travail maximale que la presse hydraulique peut exercer nominalement, numériquement égale au produit de la pression maximale du liquide et de la surface de travail totale des pistons de travail (arrondie à un nombre entier).
Afin d'utiliser pleinement l'équipement, de répondre aux exigences du processus et d'économiser le liquide à haute pression, les presses hydrauliques de grande et moyenne taille divisent généralement la force nominale en deux ou trois niveaux. Les presses hydrauliques entraînées directement par des pompes n'ont pas besoin d'être structurellement divisées en niveaux de pression.
2. Distance maximale de dégagement (hauteur d'ouverture) H
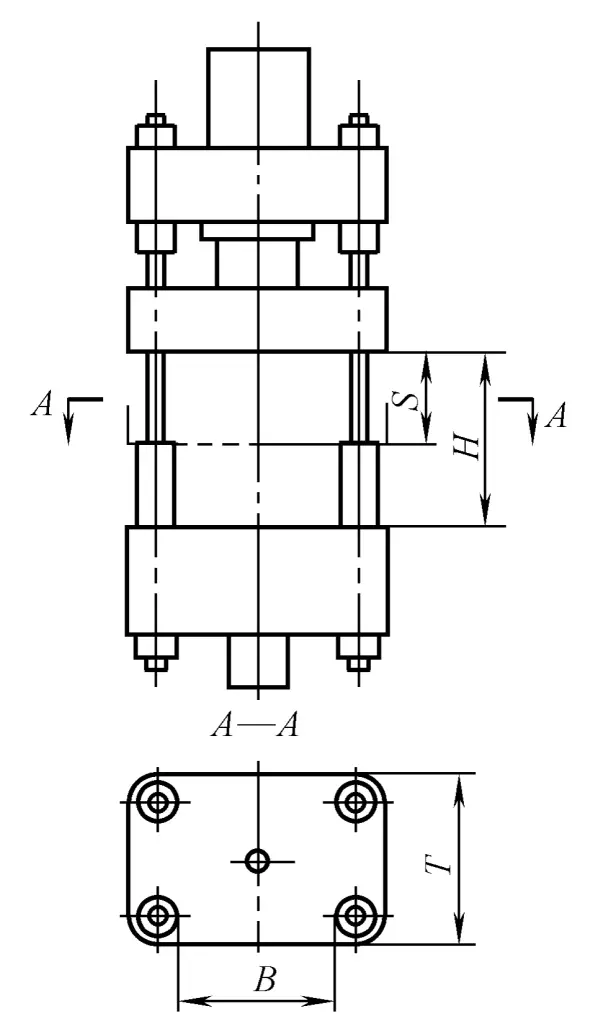
La distance de dégagement maximale H correspond à la distance entre la surface de la table de travail et le dessous de la traverse mobile lorsqu'elle s'arrête à la position de limite supérieure, comme le montre la figure 1-1-6.
Figure 1-1-6 Schéma des paramètres de base
La distance maximale de dégagement reflète la taille de l'espace de travail dans le sens de la hauteur de la presse hydraulique. Elle doit être déterminée en fonction de la hauteur du moule (outil) et de l'entretoise correspondante, de la taille de la course de travail et de l'espace requis pour l'insertion des ébauches et le retrait des pièces, entre autres facteurs du processus.
La distance de dégagement maximale a un impact significatif sur la hauteur totale de la presse hydraulique, la longueur des colonnes, la stabilité du corps de la presse hydraulique et la hauteur de l'atelier d'installation. Par conséquent, la hauteur de la presse doit être minimisée autant que possible tout en respectant les exigences du processus, afin de réduire son coût.
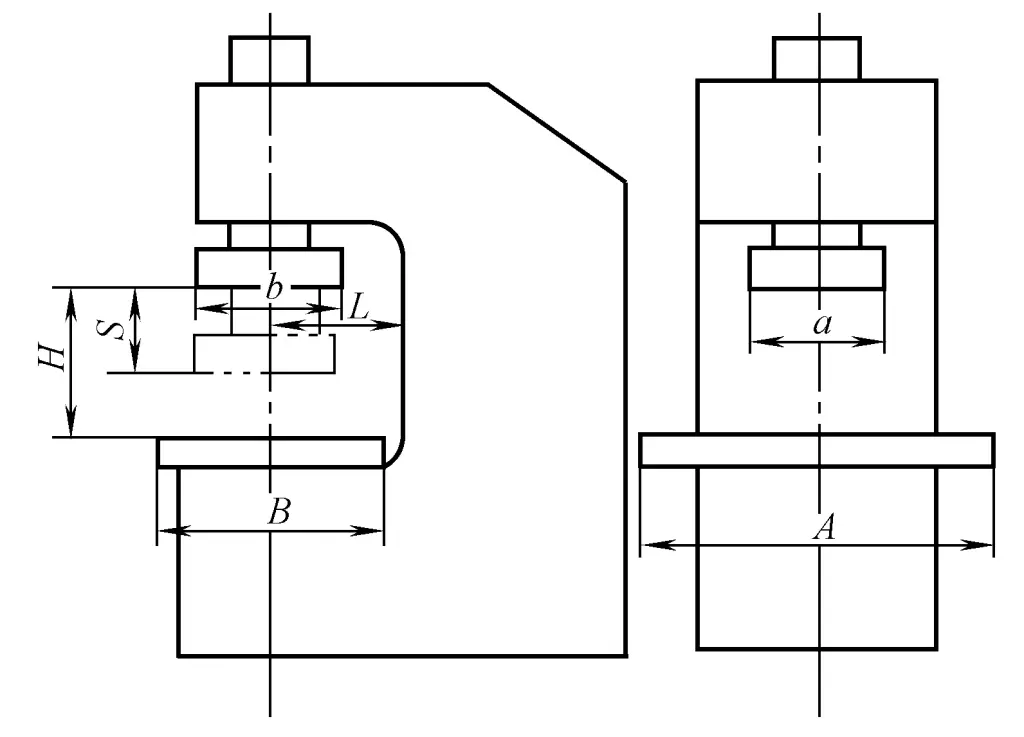
La distance de dégagement maximale pour une presse hydraulique à un bras est la distance entre le dessous de la tête de la presse et la surface de la table de travail, comme le montre la figure 1-1-7.
Figure 1-1-7 Paramètres de base d'une presse hydraulique à bras unique
3. Course maximale S
La course maximale S correspond à la distance entre la surface inférieure du manchon de guidage de la colonne de la traverse mobile en position de limite supérieure et la surface supérieure du manchon de limite de la colonne, qui est également la distance maximale que la traverse mobile peut parcourir.
La course maximale doit être déterminée en fonction de la course de travail maximale requise pendant le processus de formage de la pièce, car elle affecte directement la longueur du cylindre de travail et du cylindre de retour et de leurs pistons, ainsi que la hauteur totale du châssis.
4. Dimensions de la table de travail (longueur × largeur)
La table de travail est généralement fixée sur la traverse inférieure, où sont placés les moules ou les outils. La taille de la table de travail se réfère aux dimensions effectives disponibles sur la surface de la table de travail, telles que B×T dans la figure 1-1-6, ou A×B dans la figure 1-1-7. La taille de la table de travail dépend des dimensions planes du moule (outil) et de la disposition du processus.
Les presses hydrauliques de forgeage ou d'emboutissage de tôles épaisses de grande et moyenne taille sont souvent dotées d'une table de travail mobile. La course de la table de travail mobile et la force nominale du cylindre de poussée sont liées à la nécessité de remplacer les moules et à la méthode de fonctionnement du processus.
Outre la taille de la table de travail, dans certaines presses hydrauliques à quatre colonnes, l'entraxe des colonnes (côté large et côté étroit) est également utilisé comme paramètre. La presse hydraulique à un bras est ouverte sur trois côtés dans le plan, et le paramètre qui affecte la taille de l'espace de travail dans le plan est la profondeur de la gorge, qui est la distance entre le centre de la tête de presse de la presse hydraulique à un bras et la surface intérieure du cadre, comme le montre la figure 1-1-7 sous la forme L.
5. Force de rappel
Lors du calcul de la force requise pour le retour, il faut tenir compte du poids des pièces mobiles, de la force requise pendant le processus de retour (telle que la force de traction du moule, le hachoir de levage, etc.), de la résistance du cylindre de travail à évacuer le fluide, de la friction au niveau des joints des cylindres et de la friction au niveau du guide de la poutre transversale mobile. La force de retour est obtenue par le fluide à haute pression qui pousse la zone annulaire du segment de piston dans la chambre inférieure du cylindre à piston ou par un cylindre de retour réglé séparément.
6. Vitesse de la traverse mobile (vitesse du curseur)
On distingue la vitesse de la course de travail, la vitesse de la course à vide (course de remplissage) et la vitesse de retour.
La vitesse de la course de travail doit être déterminée en fonction des différentes exigences du processus, sa plage de variation est importante et elle affecte directement la qualité de la pièce à usiner et la puissance demandée à la pompe. Les presses hydrauliques de forgeage nécessitent une vitesse de travail élevée, atteignant 50 à 150 mm/s, tandis que la vitesse de la course de travail des presses hydrauliques universelles à quatre colonnes et des presses hydrauliques d'ébarbage est de 10 à 15 mm/s, et celle des presses hydrauliques d'extrusion d'électrodes n'est que d'environ 3 mm/s.
La puissance d'une pompe hydraulique à entraînement direct est proportionnelle à la vitesse de la course de travail. La vitesse au ralenti et au retour peut généralement être plus élevée pour améliorer la productivité. Cependant, si la vitesse est trop rapide, elle provoquera des coups de bélier et des vibrations lors de l'arrêt ou de l'inversion du sens de marche.
7. Excentricité maximale admissible
Dans de nombreux processus réalisés sur des presses hydrauliques, des charges excentriques se produisent souvent, à la fois sur les côtés larges et étroits de la presse hydraulique. L'excentricité maximale admissible correspond à l'excentricité maximale autorisée lorsque la résistance à la déformation de la pièce à usiner est proche de la force nominale. Lors du choix d'une presse hydraulique, cette excentricité doit être prise en compte en fonction des caractéristiques du processus.
8. Force et course nominales de l'éjecteur
Certaines presses hydrauliques (telles que les presses hydrauliques de forgeage et d'emboutissage) sont souvent équipées d'éjecteurs installés dans la traverse inférieure pour l'éjection des pièces ou pendant l'emboutissage. La force et la course de l'éjecteur sont entièrement déterminées par les exigences du processus.
Les paramètres de base varient en fonction de la forme structurelle et de la finalité des presses hydrauliques. Le département de l'industrie des machines de notre pays a établi plusieurs normes pour les formes de presses hydrauliques et les paramètres de base pour différents processus, tels que la presse hydraulique d'estampage à un bras JB/T2098-2010, la presse hydraulique universelle à quatre colonnes (JB/T9957.2-1999), la presse hydraulique d'ébarbage (JB/T1881-2010), etc.
N'oubliez pas que le partage, c'est l'entraide ! : )
Qu'est-ce qui alimente les machines lourdes utilisées dans la construction et la fabrication ? Les vérins hydrauliques jouent un rôle essentiel en transformant l'énergie hydraulique en...
Pourquoi certaines industries préfèrent-elles les presses plieuses hydrauliques, alors que d'autres optent pour des machines pliantes ? Le choix se résume souvent à...
Avez-vous déjà vu une feuille de métal se transformer en une pièce de machine précise ? Tout commence par la découpe. Des cisailles à l'ancienne aux...
Dans le monde de la fabrication, la création d'un trou parfait est une combinaison de précision, d'habileté et de techniques appropriées. Qu'il s'agisse...