Qu'est-ce qui rend la découpe laser si précise et si polyvalente ? Cet article se penche sur les principes et les types de découpe laser en continu, en explorant la manière dont les lasers permettent d'obtenir des découpes nettes et précises sur différents matériaux. Vous découvrirez la découpe par vaporisation, la fusion assistée par oxygène et la fusion sans oxygène, ainsi que les principes scientifiques qui sous-tendent chaque méthode. À la fin du cours, vous comprendrez les facteurs clés qui influent sur les performances de la découpe laser et comment différentes techniques conviennent à différents matériaux.
Dernière mise à jour :
28 juin 2024
Partagez vos appréciations :
Table des matières
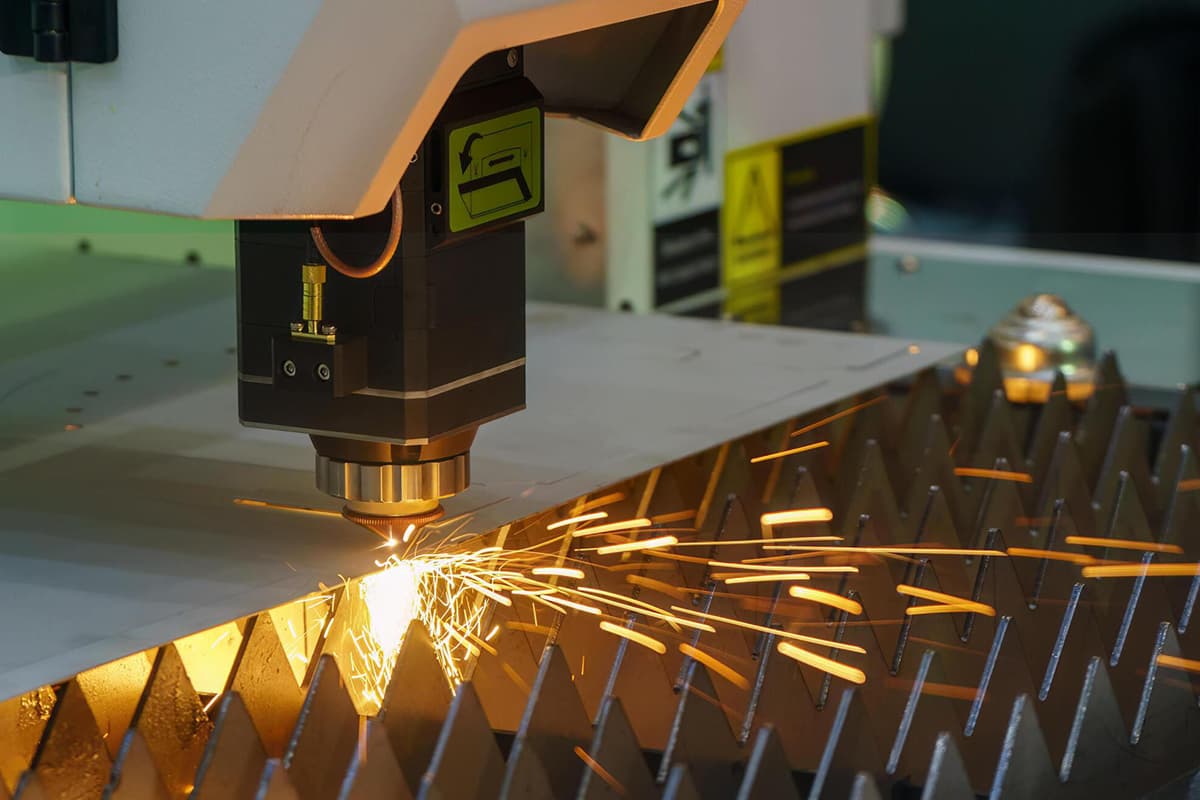
Principe de la découpe laser continue
Lorsque la puissance du laser dépasse un certain seuil, avant que le matériau ne soit pénétré par le laser, il est possible d'obtenir des résultats positifs. laserLe matériau fondu est propulsé dans la direction opposée par le flux d'air provenant de la buse laser, tandis que le matériau éjecté continue d'absorber l'énergie du laser, formant ainsi du plasma.
Ce plasma a un taux d'absorption élevé pour le laser, protégeant une partie de l'injection directe du laser sur la surface du matériau, réduisant l'absorption du laser par le matériau, ce qui entraîne un temps de chauffage et de fusion plus long et une zone affectée par la chaleur plus grande, de sorte que le diamètre initial de pénétration du laser est relativement important. Plus le matériau est épais, plus le diamètre du trou de pénétration du laser est important.
Une fois le matériau pénétré par le laser, si le faisceau est déplacé à une certaine vitesse, le matériau fondu sur le bord avant de la fusion est propulsé vers l'avant par le flux d'air provenant de la buse laser, et le plasma formé absorbe davantage l'énergie laser à l'intérieur du trou (ou de la découpe), qui est ensuite transférée à la base du matériau par conduction de la chaleur.
Cela permet d'augmenter l'absorption du laser par le matériau, de réduire le temps de chauffage et de fusion et de rétrécir la zone affectée par la chaleur, ce qui permet d'obtenir une coupe plus étroite.
Classification de la découpe laser continue
(1) Coupe par vaporisation
Lorsque la densité de puissance du laser focalisée sur la surface du matériau est extrêmement élevée, la température de la surface du matériau augmente très rapidement par rapport à la conduction de la chaleur, atteignant directement la température de vaporisation sans fondre.
Femtoseconde découpe au laser de n'importe quel matériau relève de la découpe par vaporisation, tandis que la découpe laser nanoseconde ou continue n'est considérée comme une découpe par vaporisation que lorsqu'il s'agit de matériaux dont la température de vaporisation est faible (comme le bois, les matériaux à base de carbone et certaines matières plastiques).
(2) Fusion assistée par oxygène
Lors de la découpe laser de matériaux métalliques, si le gaz assisté soufflé est de l'oxygène ou un mélange contenant de l'oxygène, le matériau métallique chauffé subit une réaction exothermique, créant une autre source de chaleur en dehors de l'énergie laser - la chaleur générée par la réaction chimique du métal. Les deux sources de chaleur travaillent ensemble pour faire fondre et découper le matériau, c'est ce que l'on appelle la découpe par fusion assistée par oxygène.
(3) Découpe par fusion sans oxygène
Lors de la découpe de matériaux à l'aide d'un laser, si le gaz d'assistance soufflé est un gaz inerte, le matériau fondu n'entrera pas en contact avec l'oxygène de l'air et aucune réaction chimique ne se produira, c'est pourquoi on parle de découpe par fusion sans oxygène.
Imaginez que vous puissiez couper presque n'importe quel matériau avec précision et rapidité, sans vous soucier de la déformation ou de l'impact sur l'environnement. En continu...
Comment les fabricants peuvent-ils obtenir une découpe laser CO2 précise et efficace pour différents matériaux ? Cet article explore la relation entre le laser...
Vous êtes-vous déjà demandé comment des dessins complexes sur des métaux et d'autres matériaux sont réalisés avec la précision du laser ? Ce guide démystifie la découpe au laser...
Le soudage au laser change la donne dans le domaine de la fabrication des métaux, grâce à sa précision et à son efficacité. Mais comment obtenir une soudure parfaite ?...
Qu'est-ce qui fait qu'une découpe laser est parfaite et qu'une autre est pleine d'imperfections ? Dans cet article, nous explorons quatre facteurs critiques qui influencent...
Curieux de connaître le coût réel de la découpe laser ? Cet article analyse les dépenses, y compris la consommation d'énergie, l'entretien et les matériaux...
La technologie de la découpe laser évolue rapidement, les meilleurs fabricants repoussant les limites pour améliorer la précision et l'efficacité. Des entreprises comme Trumpf, Bystronic,...
Comment le soudage laser manuel peut-il transformer vos projets de travail des métaux ? Cet article explore les éléments essentiels du soudage laser manuel, en se concentrant sur...