Maîtriser le redressage de la tôle : Guide étape par étape
Le redressage des tôles est à la fois un art et une science. Il nécessite de la précision, de l'habileté et les bons outils pour transformer les tôles déformées...

Les tôles et profilés divers se déforment souvent dans une certaine mesure sous l'effet de forces extérieures, du soudage et d'un chauffage inégal. Si la déformation dépasse les spécifications techniques, elle doit être corrigée. Le redressage consiste à ramener la géométrie déformée dans la plage technique spécifiée.
Les causes de déformation sont les suivantes :
Au cours de la processus de laminageL'acier laminé à froid peut développer des contraintes résiduelles qui provoquent des déformations. Des incohérences dans l'étirement des tôles minces laminées à froid peuvent également entraîner des déformations.
Le métal subit une déformation lorsque les contraintes résiduelles formées lors du laminage sont libérées par le découpage au gaz ; la déformation se produit lors du soudage de l'acier en raison de l'échauffement localisé, et cet échauffement inégal génère des contraintes de soudage ; en outre, un transport, un stockage ou une manipulation inadéquats peuvent également provoquer une déformation localisée. En résumé, les causes de la déformation de l'acier sont multiples et complexes.
La déformation de l'acier ne doit pas dépasser les tolérances, sinon elle affectera la numérotation des pièces, la coupe et d'autres étapes de traitement, réduisant la précision de l'usinage et affectant même l'assemblage correct de l'ensemble de la structure. Il est donc nécessaire de la corriger pour éliminer ou limiter sa déformation dans la plage spécifiée.
Les tolérances pour l'acier avant utilisation sont indiquées dans le tableau 6-1.
Tableau 6-1 Tolérances pour l'acier avant utilisation
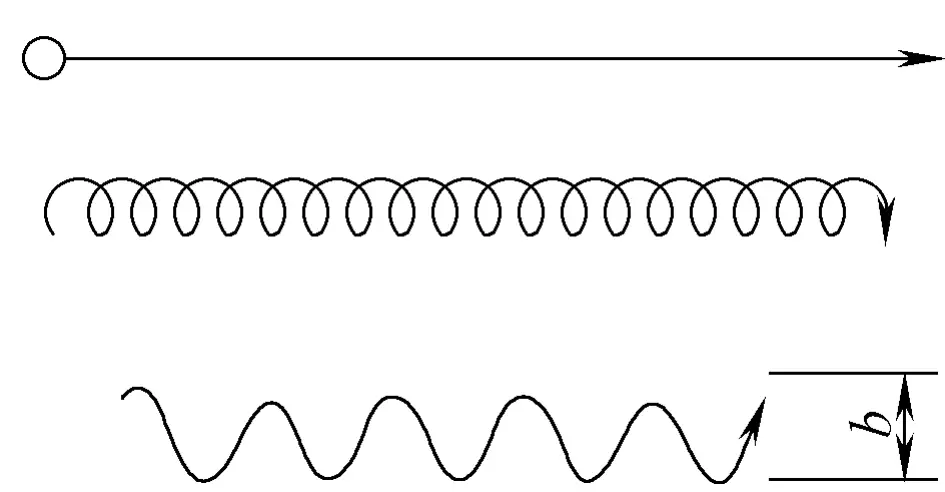
| Précision géométrique | Diagramme simplifié | Valeur de tolérance |
| Flèche locale des plaques d'acier et des aciers plats | 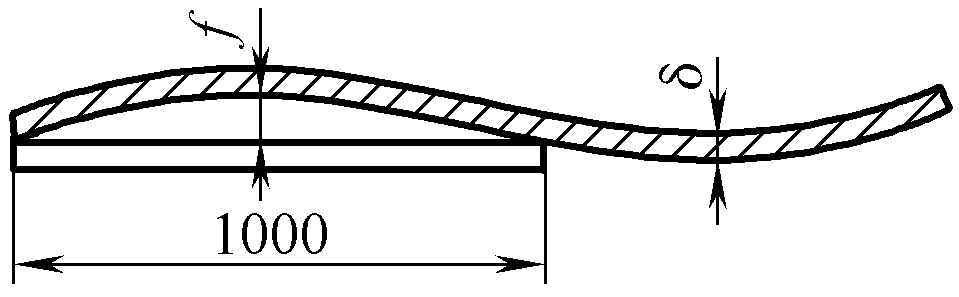 | Lorsque δ≥14mm, f≤1mm ; lorsque δ<14mm, f≤1,5mm. |
| Rectitude de l'acier à cornières, de l'acier à profilés, de la poutre en I et des tubes | 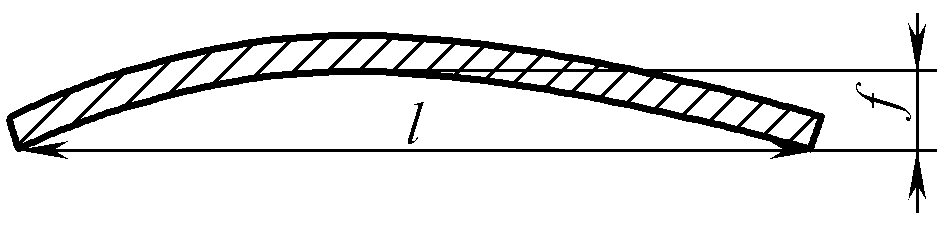 | f≤L/1000 ≤5mm |
| Verticalité des deux côtés de l'acier angulaire | 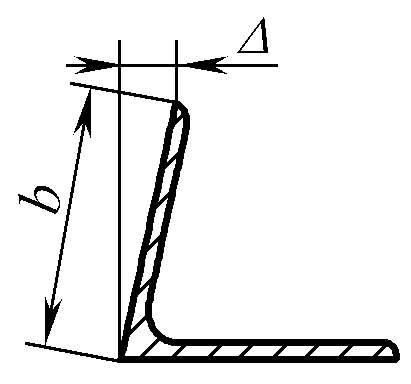 | Δ≤b/100 |
| Inclinaison des brides des poutres en I et des profilés en acier | 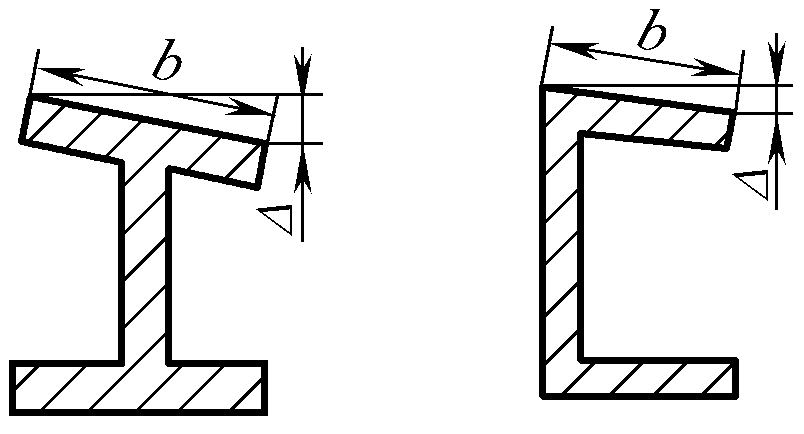 | Δ≤b/80 |
La correction manuelle est une compétence de base qui doit être maîtrisée dans la production réelle. En l'absence d'équipement de correction spécialisé, la correction manuelle est largement utilisée pour les plaques de petite taille, les profilés, les pièces découpées et les déformations locales des structures soudées.
La correction manuelle courante implique l'utilisation de divers outils tels que de gros marteaux, des marteaux et des feuilles de métal, en employant des méthodes telles que le martelage, l'arrachage, la traction et la poussée sur des parties spécifiques de la pièce pour étendre et dilater le métal plus serré, et finalement rendre les longueurs de fibres de chaque couche cohérentes afin d'atteindre l'objectif de la correction.
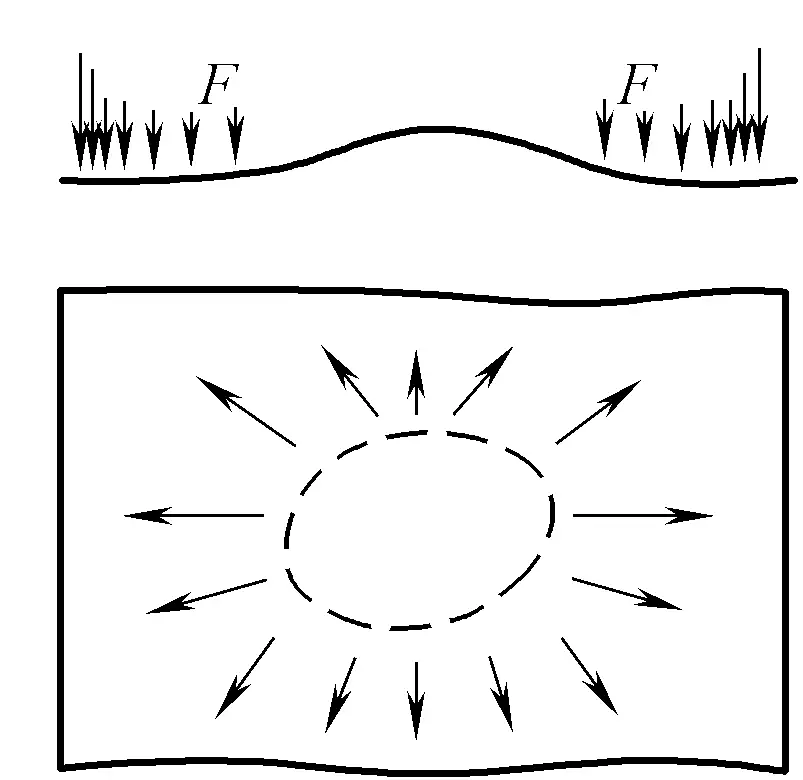
Le renflement local des plaques minces est dû au fait que le matériau est lâche au centre et serré sur les bords. Pendant la correction, commencez à marteler à partir du bord du renflement en rayonnant vers l'extérieur, en augmentant la force et la densité du martelage à mesure que vous vous déplacez vers l'extérieur, pour étirer les couches de fibres de l'intérieur vers l'extérieur à des degrés divers, en éliminant progressivement la déformation du renflement pendant le processus de martelage.
S'il y a plusieurs bourrelets adjacents au milieu de la plaque mince, martelez doucement les jonctions de chaque bourrelet pour les fusionner en un seul bourrelet, puis martelez autour de celui-ci comme décrit ci-dessus pour l'aplatir. Comme le montre la figure 6-1.
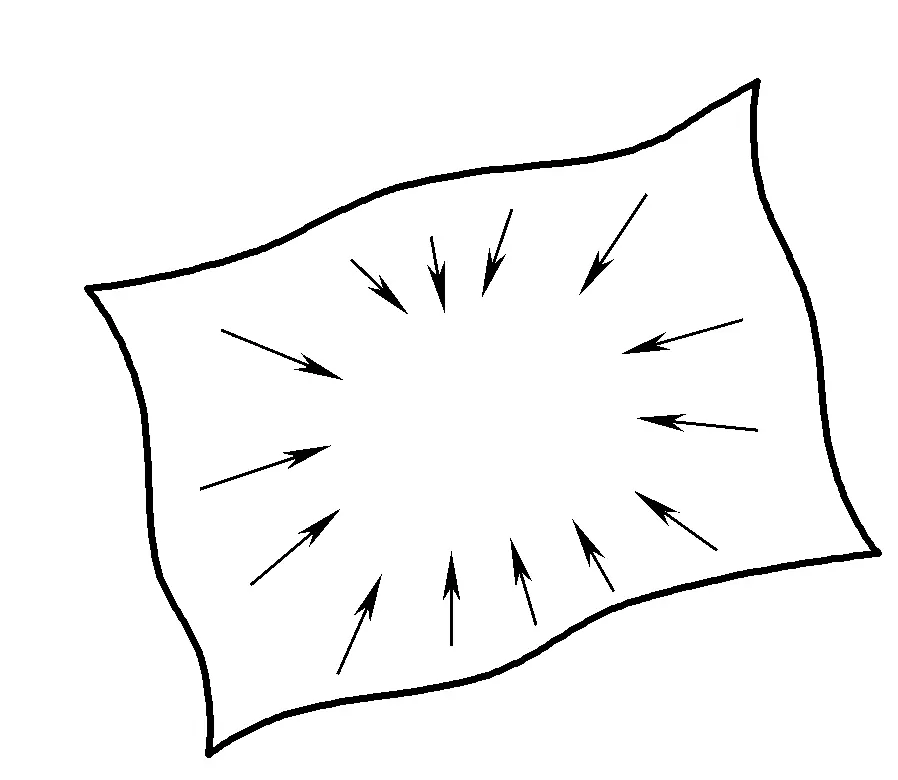
Si les bords de la plaque mince sont ondulés, cela indique que le matériau est lâche sur les bords et serré au milieu. Pendant la correction, il faut marteler de l'extérieur vers l'intérieur, en augmentant progressivement la force et la densité, afin de provoquer un étirement plus important des couches de fibres au milieu de la plaque, ce qui permet d'éliminer la déformation ondulée sur les bords. Comme le montre la figure 6-2.
La principale déformation des plaques épaisses est la déformation par flexion. Les deux méthodes suivantes sont généralement utilisées pour la correction :
1) Martelage direct sur le bourrelet.
La force de frappe doit être supérieure à la limite d'élasticité de la plaque, ce qui entraîne une compression forcée de la protubérance et une déformation plastique pour l'aplatir.
2) Marteler la partie concave de la saillie.
Le martelage de la zone concave peut utiliser une force plus faible, ce qui fait que le matériau ne se dilate que dans la zone concave, forçant cette dernière à être relativement comprimée, ce qui permet d'atteindre l'objectif de l'aplatissement.
La déformation par flexion de l'acier plat, de l'acier angulaire, de l'acier rond et des tuyaux ronds peut également être corrigée par étirement au marteau, le point de martelage se trouvant sur le côté concave de la pièce (la flèche dans le diagramme indique la direction du martelage et la direction de l'extension du matériau). Comme le montre la figure 6-3.
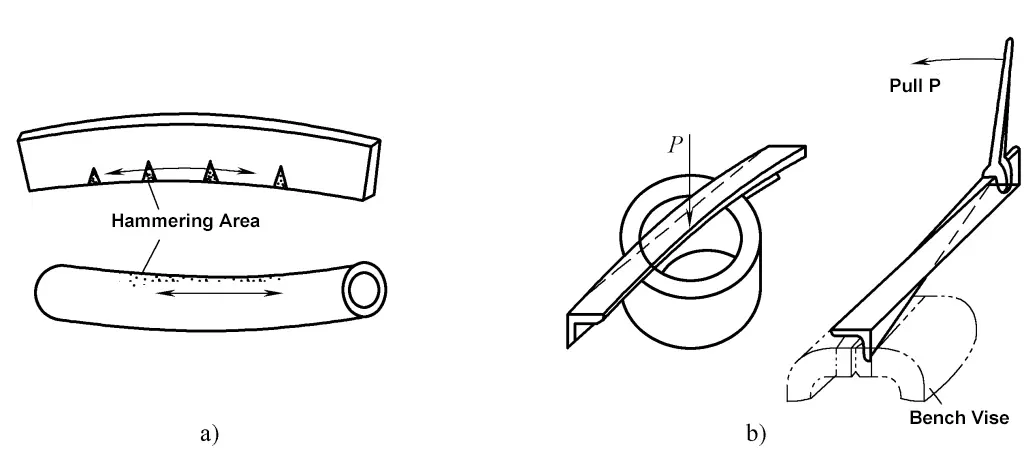
a) Étirement du marteau
b) Pliage, torsion
En outre, la déformation par flexion et torsion de l'acier profilé peut également être corrigée sur des plates-formes, des blocs ronds et des étaux à l'aide d'outils tels que des marteaux et des clés, en s'appuyant sur le moment de flexion formé par la force externe de correction pour atteindre l'objectif de la correction.
Le redressage à la flamme utilise la déformation plastique causée par le chauffage localisé du métal pour compenser la déformation d'origine et atteindre l'objectif du redressage. Pendant le redressage à la flamme, le métal au niveau des sections de fibres les plus longues de l'acier ou des composants déformés doit être chauffé de manière contrôlée avec une flamme focalisée, atteignant une certaine température pour obtenir une déformation plastique compressive irréversible. Après refroidissement, une contrainte de traction est générée dans le matériau environnant, ce qui corrige la déformation.
Le métal présente des caractéristiques de dilatation et de contraction thermique et peut produire des déformations élastiques et plastiques sous l'effet de forces externes. Lorsqu'elle est chauffée localement, la partie chauffée du métal se dilate, mais comme le métal environnant est relativement plus froid, la dilatation est entravée, ce qui entraîne la compression du métal chauffé. Lorsque la température de chauffage atteint 600~700°C, la contrainte dépasse la limite d'élasticité, ce qui entraîne une déformation plastique ; à ce stade, l'épaisseur du matériau augmente légèrement, tandis que sa longueur est plus courte que s'il pouvait se dilater librement.
Pour l'acier général à faible teneur en carbone, lorsque la température atteint 600~650°C, la limite d'élasticité est proche de zéro, et la déformation du matériau métallique est principalement une déformation plastique. Expliquons maintenant l'exemple du chauffage asymétrique d'un côté d'une longue bande.
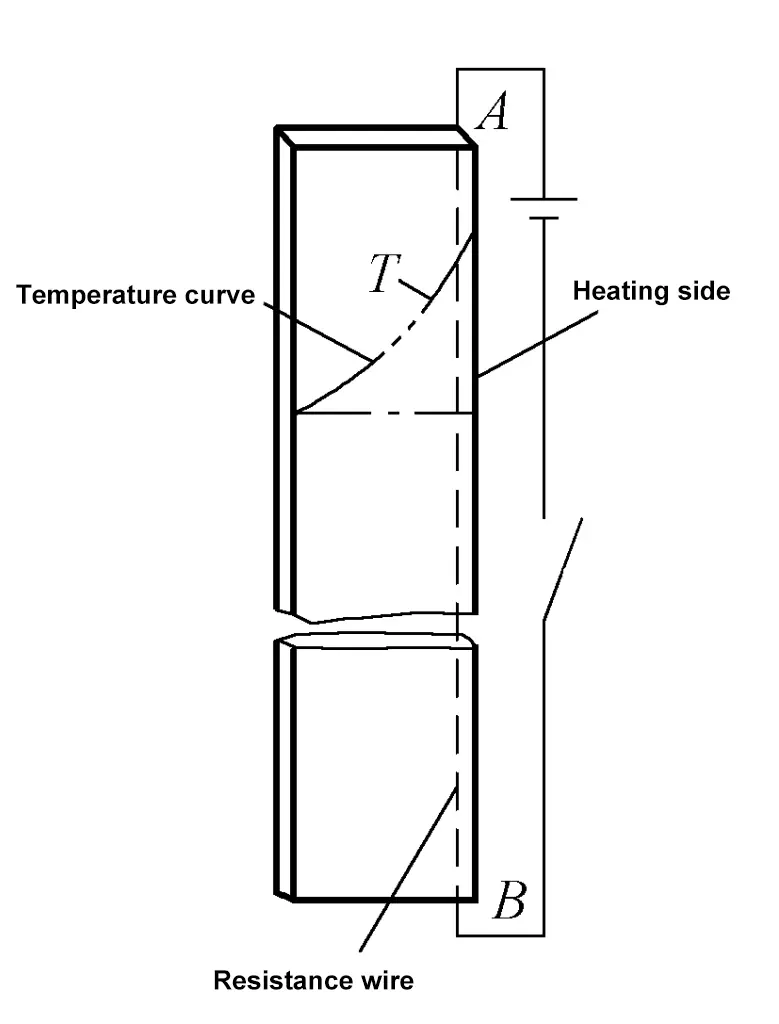
Si un fil de résistance est utilisé comme source de chaleur pour chauffer rapidement un côté AB d'une bande étroite, en raison de la vitesse de chauffage rapide, un champ de chaleur non uniforme réparti de manière asymétrique est généré dans la bande, comme le montre la figure 6-4 (où T est la courbe de distribution de la température). Le découpage de bandes étroites dans une plaque d'acier entière à l'aide d'un coupeur à gaz ou le soudage d'un côté de la bande sont similaires à cette situation.
Pour faciliter la compréhension, supposons que la bande est composée de plusieurs petites bandes qui ne sont pas reliées mais étroitement attachées les unes aux autres. Chaque petite bande peut se dilater librement à sa propre température, ce qui entraîne des déformations en escalier aux extrémités de chaque bande étroite correspondant à la courbe de température, comme le montre la figure 6-5a.
En réalité, comme la bande est un tout, les matériaux des différentes parties se retiennent mutuellement et la bande présente une déformation par flexion dans le sens de la longueur, comme le montre la figure 6-5b, avec un renflement vers le côté chauffé. Selon les conditions d'équilibre des contraintes, la distribution des contraintes internes de la bande pendant le chauffage est illustrée à la figure 6-5c (le métal des deux côtés est comprimé, le métal du milieu est étiré).
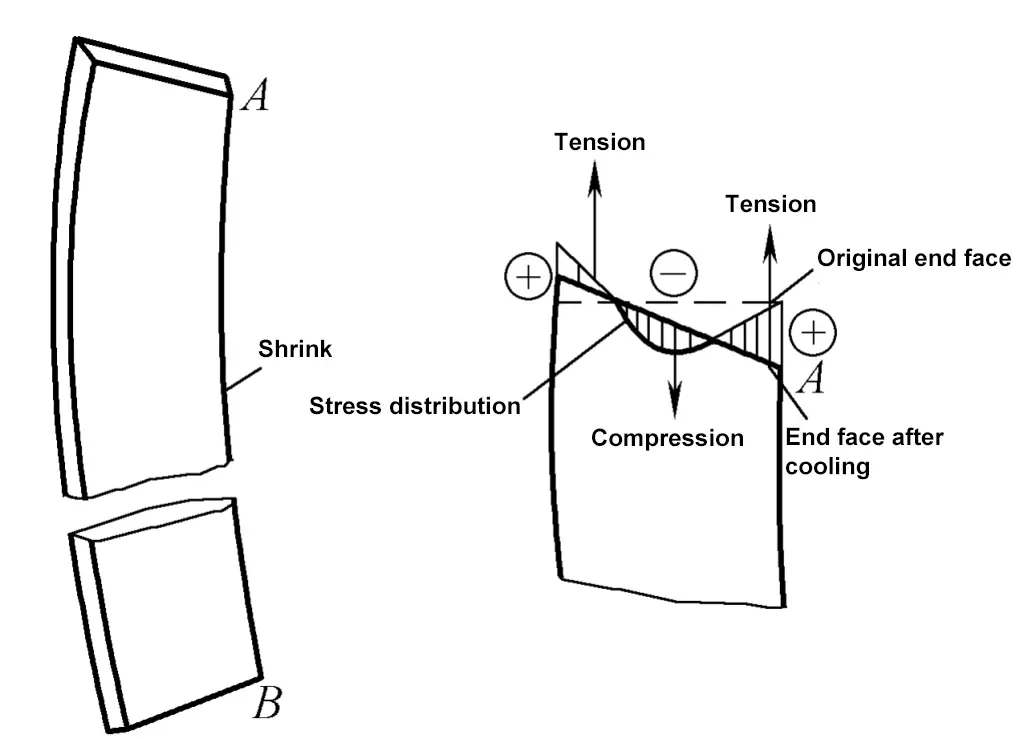
La température du côté chauffé étant élevée, la contrainte dépasse la limite d'élasticité, ce qui entraîne une déformation plastique par compression. Lors du refroidissement, la bande revient à la température initiale, les parties ayant subi une déformation plastique en compression lors du chauffage se contractent, et la bande présente une déformation résiduelle (la face chauffée est concave), avec une répartition des contraintes comme le montre la figure 6-6, ce qui est l'inverse de la situation lors du chauffage, la face chauffée générant une contrainte de traction.
C'est la règle de base de la déformation causée par le chauffage localisé à la flamme, et c'est la clé de la maîtrise du redressage à la flamme.
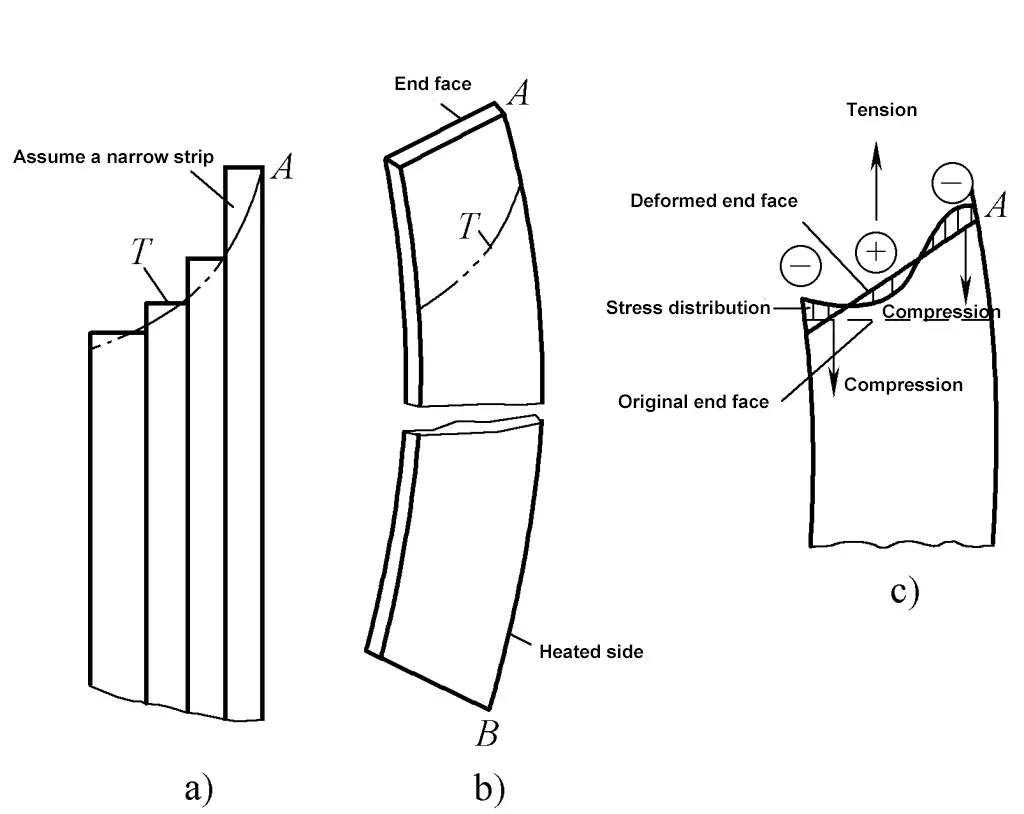
a) Déformation imaginaire de la bande
b) Déformation réelle de la face frontale
c) Distribution des contraintes
Lorsque le métal est chauffé localement sous forme de bande ou de cercle, les schémas de contrainte et de déformation peuvent être analysés de la même manière.
1) Le redressage à la flamme permet d'obtenir une force de redressage considérable, avec des effets évidents. Pour l'acier à faible teneur en carbone, il suffit de chauffer 1 cm 2 Le passage d'une zone plastique à un état plastique, puis le refroidissement, peut produire une force de redressement d'environ 24kN. Si 0,01m 2 de la zone de chauffage du matériau sur la pièce atteint un état plastique pendant le redressage, il produira une force de redressage de 2400kN après refroidissement.
Par conséquent, le redressage à la flamme n'est pas seulement utilisé pour les matériaux en acier, mais aussi, plus largement, pour corriger les déformations de diverses structures en acier de tailles et de formes différentes.
2) L'équipement de redressage à la flamme est simple, les méthodes sont flexibles et l'opération est pratique. Le redressage à la flamme est utilisé non seulement dans le processus de préparation des matériaux pour corriger les plaques et les profilés en acier, mais aussi dans la correction de diverses déformations des structures métalliques au cours du processus de fabrication, comme dans les navires, les véhicules, les charpentes lourdes, les grands conteneurs, les boîtes de correction, les poutres, etc.
3) La correction par la flamme, comme la correction mécanique, consomme également une partie de la réserve plastique des matériaux métalliques et doit être utilisée avec prudence pour les structures particulièrement importantes, les matériaux plastiques fragiles ou pauvres. La température de chauffage doit être correctement contrôlée. Si la température dépasse 850°C, les grains de métal augmentent et les propriétés mécaniques diminuent ; cependant, une température trop basse réduira l'effet de la correction.
Pour les matériaux susceptibles d'être trempés, il convient d'être particulièrement prudent lors de l'utilisation du chauffage à la flamme avec le refroidissement à l'eau.
Selon la forme de la zone de chauffage, il existe trois méthodes : le chauffage ponctuel, le chauffage linéaire et le chauffage triangulaire.
La flamme se déplace en anneau circulaire sur la pièce, la chauffant uniformément en forme de pointe circulaire (communément appelée anneau de feu), et chauffe une ou plusieurs pointes selon les besoins. Lorsque plusieurs points sont chauffés, ils sont répartis en forme de fleur de prunier sur la plaque, comme le montre la figure 6-7, et sont disposés en lignes droites pour les profils ou les tubes.
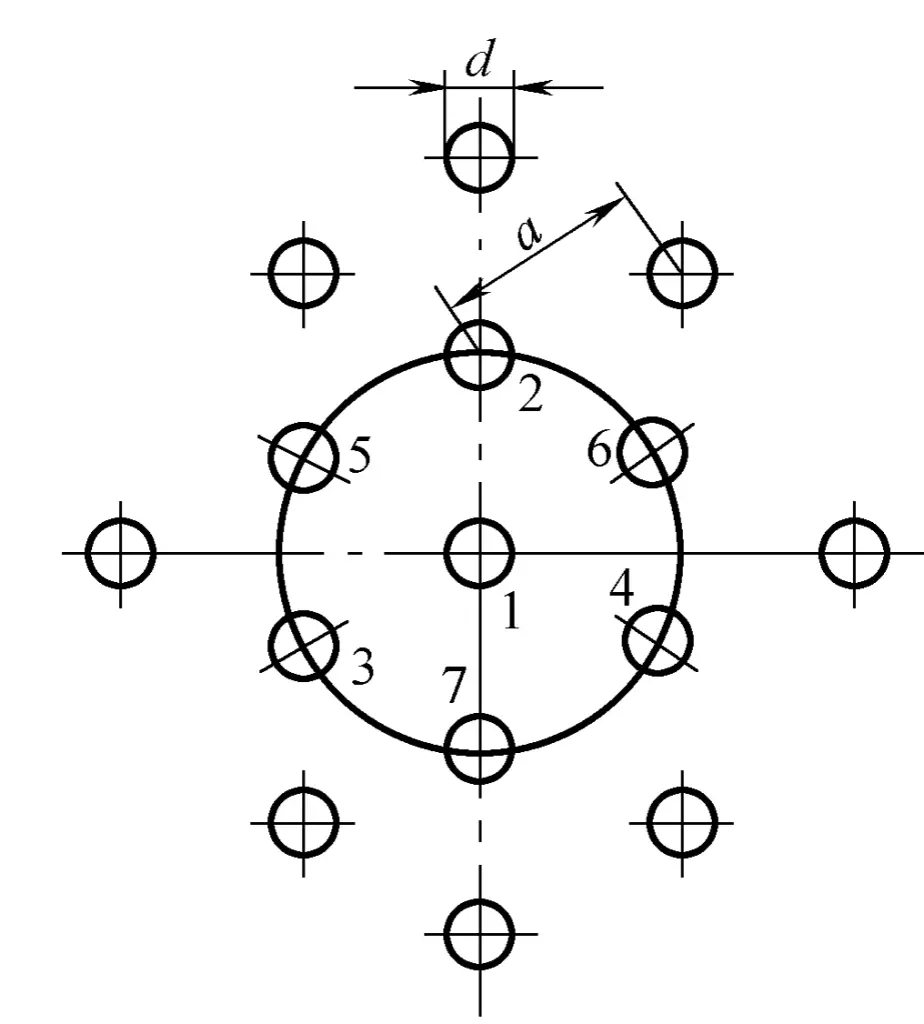
Le diamètre d du point de chauffe varie en fonction de l'épaisseur de la plaque (légèrement plus grand pour les plaques épaisses et légèrement plus petit pour les plaques minces), mais il ne doit généralement pas être inférieur à 15 mm. La distance entre les points de chauffe diminue au fur et à mesure que la déformation augmente ; elle est généralement comprise entre 50 et 100 mm.
La flamme se déplace dans une direction droite et se déplace simultanément latéralement pour former une zone de chauffage en bande d'une certaine largeur, comme le montre la figure 6-8. Pendant le chauffage en ligne, la contraction latérale est plus importante que la contraction longitudinale, et l'ampleur de la contraction augmente avec la largeur de la zone de chauffage, qui est généralement de 0,5 à 2 fois l'épaisseur de la plaque, généralement de 15 à 20 mm.
La longueur et l'espacement de la ligne de chauffage dépendent de la taille de la pièce et de la situation de déformation. Le chauffage linéaire est souvent utilisé pour corriger les structures présentant une rigidité et une déformation importantes.
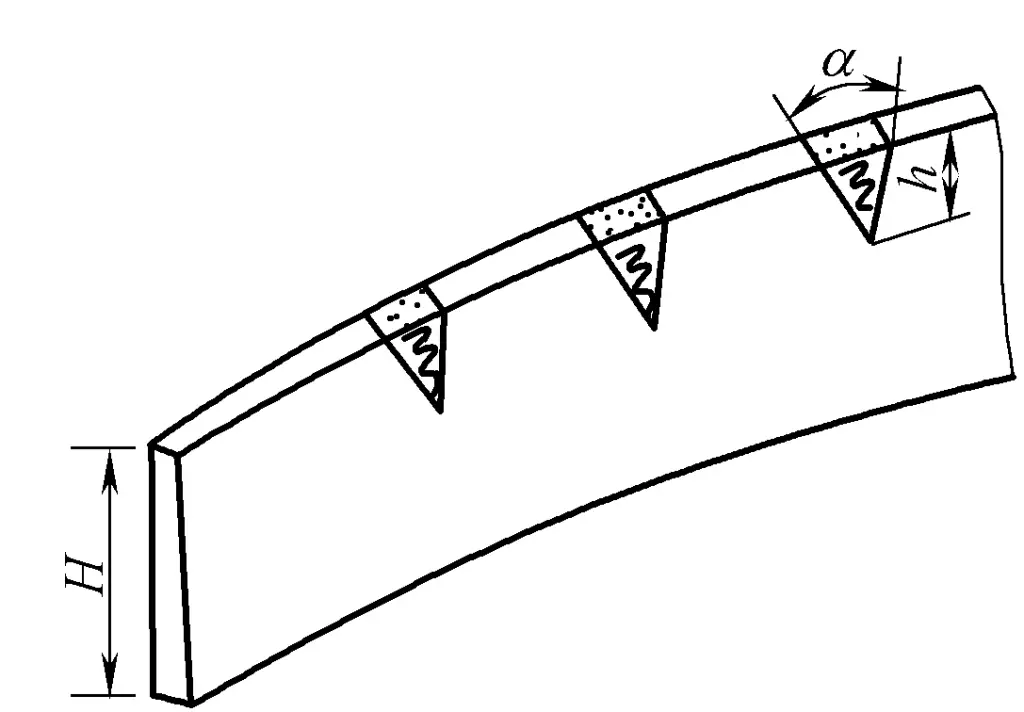
Orienter la flamme de manière à obtenir une zone de chauffe triangulaire, la base du triangle se trouvant au bord de la plaque d'acier ou du profilé corrigé, et le sommet pointant vers l'intérieur, comme illustré à la figure 6-9. Comme la surface de chauffe triangulaire est grande, le retrait est également important, et la largeur de chauffe sur la hauteur du triangle n'est pas égale, plus le bord de la plaque est proche, plus le retrait est important.
La méthode de chauffage triangulaire est couramment utilisée pour corriger les déformations des composants de grande épaisseur et de grande rigidité. Par exemple, pour corriger la déformation par flexion des profilés et des poutres soudées, ou pour corriger la déformation ondulatoire du bord libre de la plaque d'acier dans une structure à cadre en plaques. À l'heure actuelle, l'angle du sommet du triangle est d'environ 30°. Lors de la correction de profils ou de poutres soudées, la hauteur du triangle doit être comprise entre 1/2 et 1/3 de la hauteur de l'âme.
La correction des déformations par chauffage à la flamme est souvent utilisée dans la fabrication de structures métalliques. Pour améliorer l'efficacité de la correction et la qualité de la pièce, les points suivants doivent être pris en compte pendant l'opération :
1) Comprendre à l'avance le matériau de la structure et ses caractéristiques afin de déterminer si la correction par flamme peut être utilisée, et contrôler correctement la température de chauffage pendant le processus de correction en fonction des différents matériaux afin d'éviter une dégradation importante des propriétés mécaniques du matériau en raison de la correction par flamme.
2) Analyser les caractéristiques de la déformation structurelle, prendre en compte la méthode de chauffage, la position de chauffage et la séquence de chauffage, et choisir le meilleur schéma de chauffage.
3) Utiliser une flamme neutre pour le chauffage. Si une faible profondeur de chauffe est nécessaire pour éviter une déformation angulaire importante, une flamme oxydante peut également être utilisée pour augmenter la vitesse de chauffe.
4) Lors de la correction de plaques et d'aciers de construction complexes et de grande taille, des déformations locales et globales peuvent se produire, impliquant à la fois des déformations de plaques et d'aciers de construction. Au cours du processus de correction, ces facteurs s'influencent mutuellement et il est nécessaire de maîtriser leurs schémas de déformation, de les appliquer avec souplesse, de minimiser la charge de travail de correction, d'améliorer l'efficacité et d'assurer la qualité de la correction.
5) Pendant la correction des flammes, des forces externes peuvent également être appliquées à la structure. Par exemple, l'utilisation du poids propre des grandes structures et des objets lourds ajoutés pour créer des moments de flexion supplémentaires, ou l'utilisation de machines pour tirer et presser, peuvent augmenter la déformation de la structure.
En résumé, les opérations de correction des flammes sont flexibles et variées, sans modèle fixe. Les opérateurs doivent maîtriser les schémas de déformation par la pratique, accumuler de l'expérience et obtenir ainsi de meilleurs résultats de correction.
Lorsque le milieu d'une plaque mince est bombé alors que la zone environnante est relativement plate, placez le côté bombé de la plaque d'acier vers le haut sur une plate-forme, serrez les bords avec des pinces et chauffez symétriquement la zone bombée de l'extérieur vers l'intérieur, comme le montre la figure 6-10a. Ce renflement peut également être corrigé par un chauffage linéaire, la séquence allant des bords du renflement vers le centre, comme le montre la figure 6-10b.
Lorsque les bords de la plaque d'acier sont lâches et forment une déformation ondulée, serrez d'abord trois côtés de la plaque d'acier sur la plate-forme à l'aide de pinces, en concentrant la déformation sur un côté de la plaque, et chauffez linéairement des deux côtés du renflement vers le centre, comme le montre la figure 6-10c. La largeur, la longueur et l'espacement des lignes de chauffe dépendent de la déformation.
a) Chauffage ponctuel du bourrelet central
b) Chauffage en forme de ligne avec un bourrelet central
c) Chauffage lorsque le bord est déformé de façon ondulatoire
Après l'assemblage bout à bout de plaques minces, une déformation longitudinale ondulée et une déformation angulaire se produisent souvent au niveau de la soudure. À ce moment-là, un chauffage en forme de ligne doit être appliqué des deux côtés le long de la direction de la force de la soudure pour corriger la déformation longitudinale ondulée, puis un chauffage en forme de ligne courte perpendiculaire à la direction de la soudure des deux côtés de la soudure pour corriger la déformation angulaire, comme le montre la figure 6-11.
La déformation la plus courante dans les plaques épaisses est la déformation par flexion. Pour la corriger, placez la face convexe vers le haut sur une plate-forme, effectuez un chauffage en forme de ligne au point le plus élevé et contrôlez la profondeur du chauffage à environ 1/3 de l'épaisseur de la plaque. L'objectif est de compenser la déformation par flexion par la déformation angulaire causée par le retrait inégal dans le sens de l'épaisseur de la plaque d'acier. Si la déformation par flexion disparaît, la plaque d'acier retrouve sa planéité.
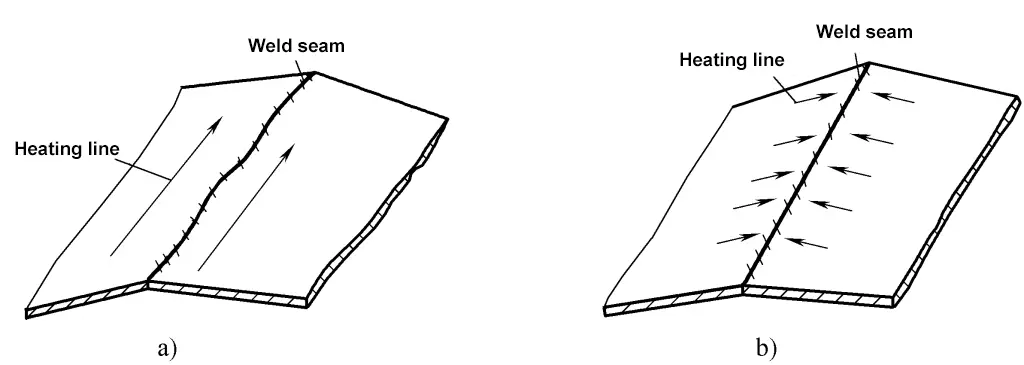
a) Correction de la déformation longitudinale ondulatoire
b) Correction de la déformation angulaire
Les déformations les plus courantes dans les profilés et les poutres soudées sont les déformations de flexion, mais il y a aussi parfois des déformations de torsion et des déformations angulaires des brides. Les poutres en T présentant une flexion dans différentes directions à l'intérieur du plan de l'âme sont corrigées par un chauffage triangulaire sur l'âme ou par un chauffage en bande sur les ailes.
La flexion dans le plan de la bride (flexion latérale) est corrigée par un chauffage triangulaire sur le côté saillant de la bride. La taille et l'espacement de la zone de chauffage dépendent de la flèche de flexion f, comme le montre la figure 6-12. Si la bride présente une déformation angulaire, un chauffage en forme de ligne doit être appliqué le long de l'arrière de la soudure de la bride. Utilisez une ligne simple pour les déformations mineures et des lignes doubles pour les déformations majeures.
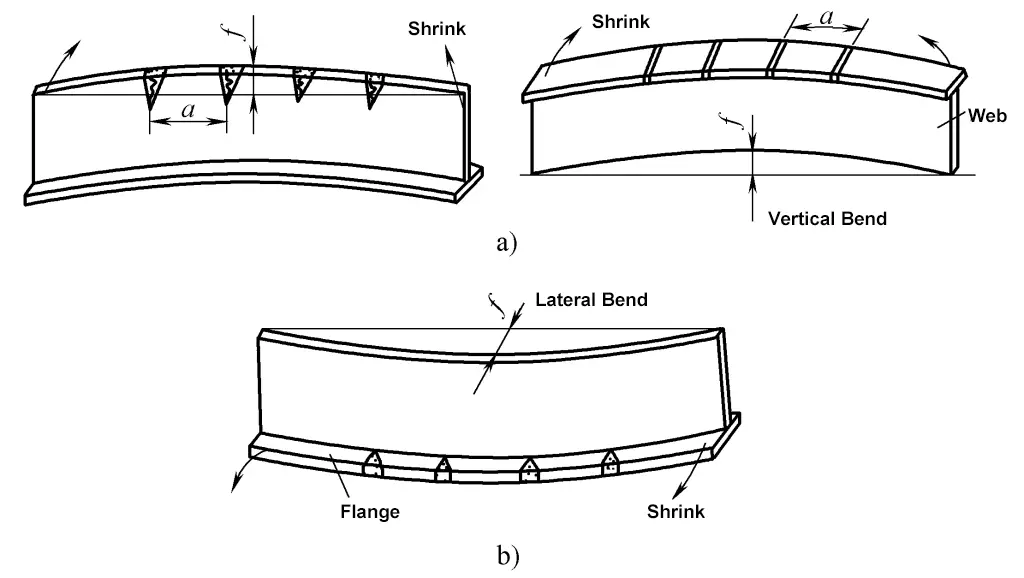
a) Flexion dans le plan de l'âme
b) Flexion dans le plan de la bride
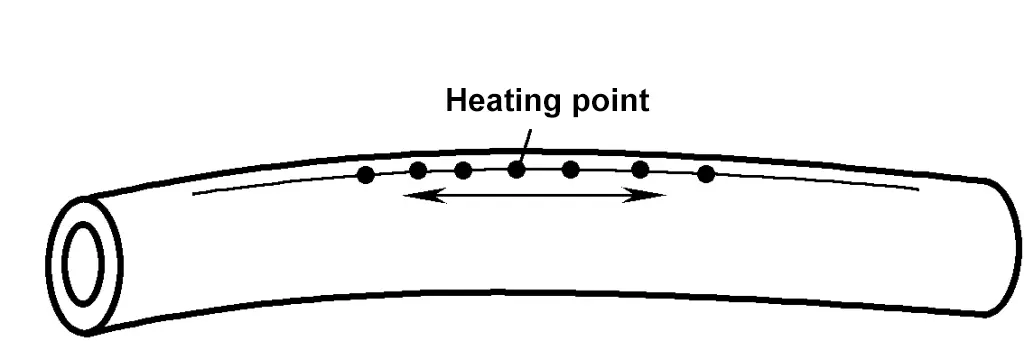
La déformation par flexion des tubes de grand diamètre et des pièces en forme d'arbre peut être corrigée par un chauffage ponctuel sur le côté en saillie, comme le montre la figure 6-13.
Les grandes structures composées de plaques et de profilés ont tendance à se déformer sous diverses formes après l'assemblage et le soudage.
Les déformations angulaires causées par les soudures d'angle de plaques et de profilés peuvent généralement être corrigées par un chauffage en ligne à l'arrière de la soudure. Lorsque la plaque est épaisse ou que la déformation est importante, une force externe peut être appliquée à l'aide d'outils pendant le chauffage.
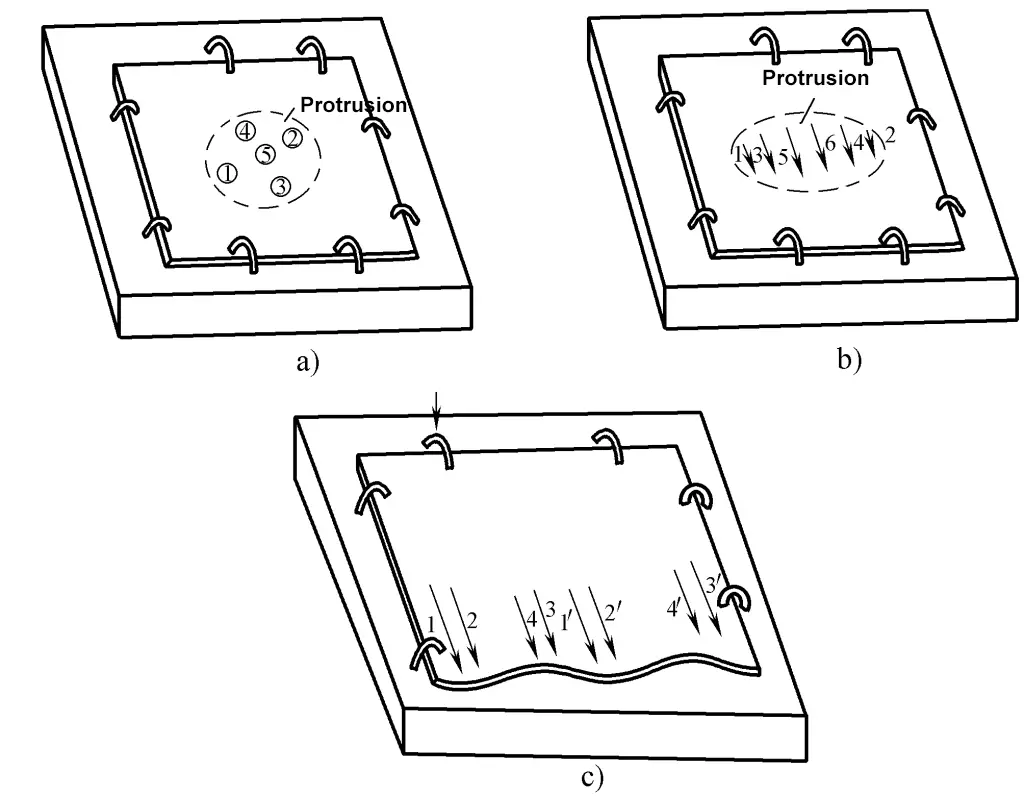
Lorsque des déformations ondulatoires concaves et convexes se produisent entre les profils de la grille, il faut d'abord effectuer un chauffage linéaire au dos de la soudure d'angle, puis corriger à la jonction des points convexes et concaves avec un chauffage linéaire long, linéaire court ou transversal. Si la déformation n'est pas complètement éliminée à ce stade, chauffez le milieu de la protubérance. La correction de la déformation du cadre est illustrée à la figure 6-14, où les chiffres indiquent la séquence de chauffage.
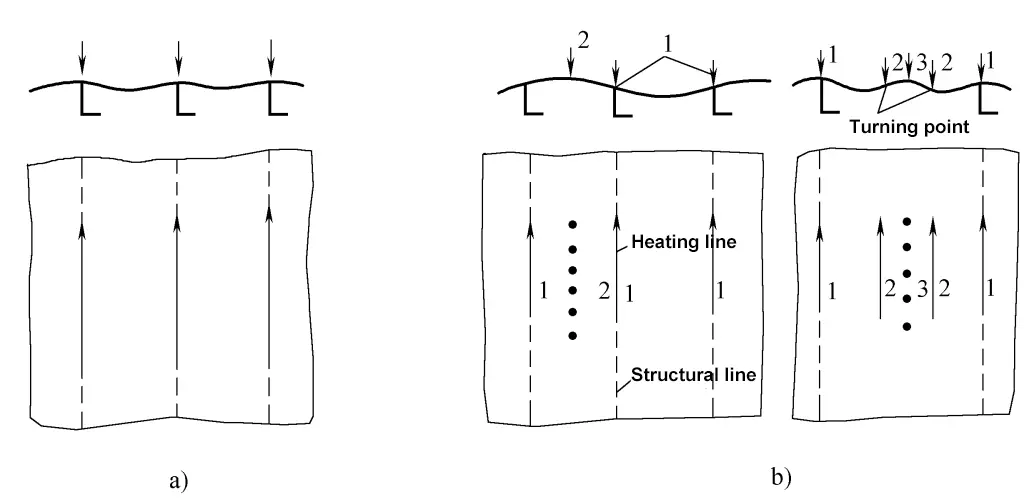
a) Déformation angulaire simple
b) Déformation de l'onde concave-convexe
Lorsqu'il y a une déformation continue des ondes dans les grilles de panneaux adjacentes, la correction peut être effectuée en sautant des intervalles. Dans ce cas, la déformation du panneau central est influencée par les deux côtés, ce qui peut réduire la quantité de travail de correction.
La correction des déformations de structures complexes est difficile et nécessite une grande expérience pratique et des techniques qualifiées. En général, la déformation du cadre doit être corrigée en premier, suivie de la déformation de la plaque d'acier. Lorsque des cadres forts et faibles sont adjacents, le cadre fort doit être corrigé en premier, suivi du cadre faible.
Si les cadres sont relativement faibles, la correction du panneau et du cadre peut être effectuée en alternance. Lorsque l'épaisseur de la plaque varie, la plaque épaisse doit être corrigée en premier, suivie de la plaque fine. Lors de la correction d'une partie de la déformation, il convient de tenir compte de l'impact sur les parties adjacentes et sur la structure globale, et de prêter attention aux exigences d'assemblage du processus suivant.
Les bords libres du cadre et la périphérie de chaque trou sur la plaque sont susceptibles de présenter des plis ondulés importants. Dans ce cas, il faut d'abord corriger le cadre autour du trou, puis utiliser la méthode de chauffage triangulaire pour corriger la déformation de l'onde le long du cadre ou du bord du trou, comme le montre la figure 6-15.
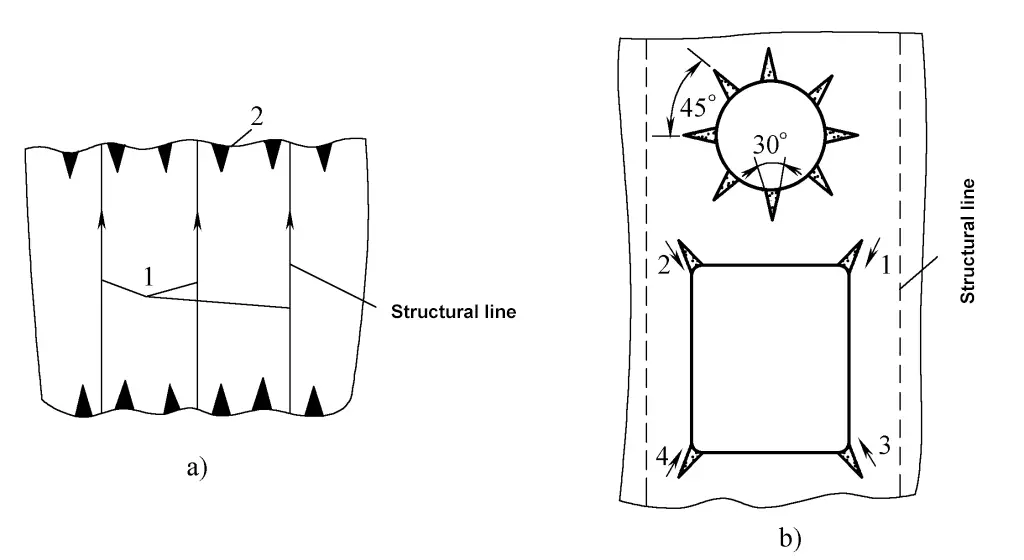
a) Correction du bord libre du cadre
b) Correction autour du trou
Les grandes structures métalliques (telles que les sections de coque, les supports d'assemblage) présentent souvent des déformations globales, comme le montrent les lignes en pointillé de la figure 6-16 après le soudage, et la largeur des sections change également. À ce stade, les sections peuvent être placées sur des traverses (les traverses étant placées près des côtés de la section, laissant le milieu suspendu) et des objets lourds sont placés au milieu de la section, puis le chauffage de la ligne est appliqué aux positions indiquées dans la figure 6-16.
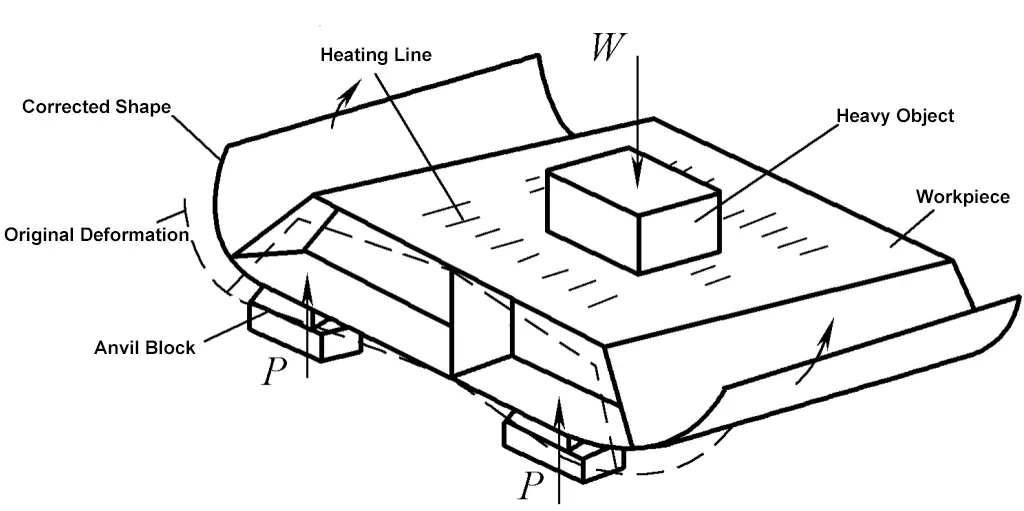
La flexion supplémentaire causée par le poids propre de la section et des objets lourds peut renforcer considérablement l'effet de la correction de la flamme. Lorsque la section présente une déformation opposée, elle est alors retournée à 180° et placée à l'envers sur les traverses pour être corrigée.
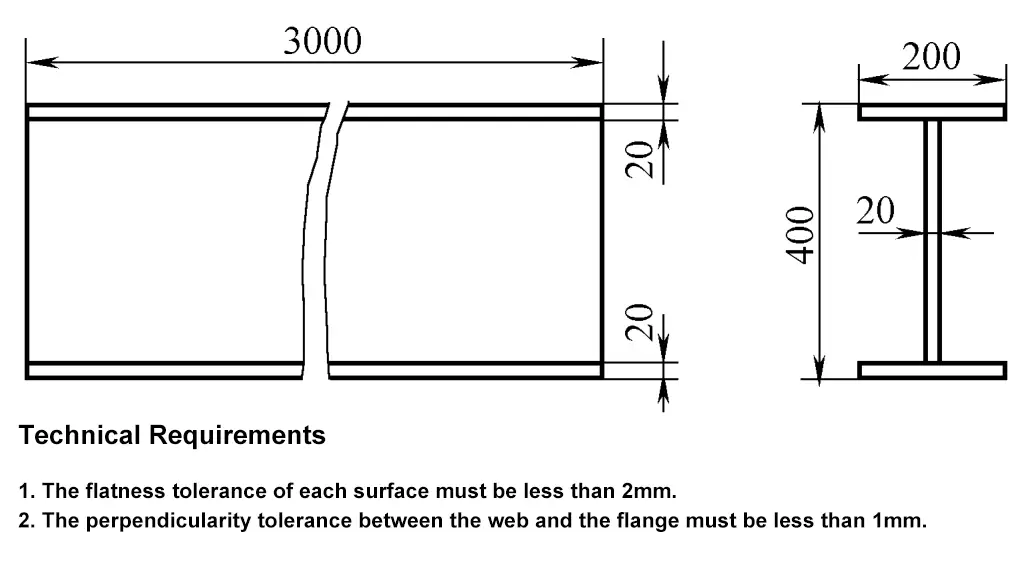
Le diagramme de correction de la pièce est illustré à la figure 6-17.
1) Préparer les outils de chauffage, le chalumeau (H01-20), la bouteille d'oxygène, la bouteille d'acétylène, le détendeur, etc.
2) Préparer une plate-forme de 2000mm×3000mm.
3) Préparer les outils tels que les boulons de tension, les boulons de compression, les plaques de pression, les clés à molette, les masses, etc.
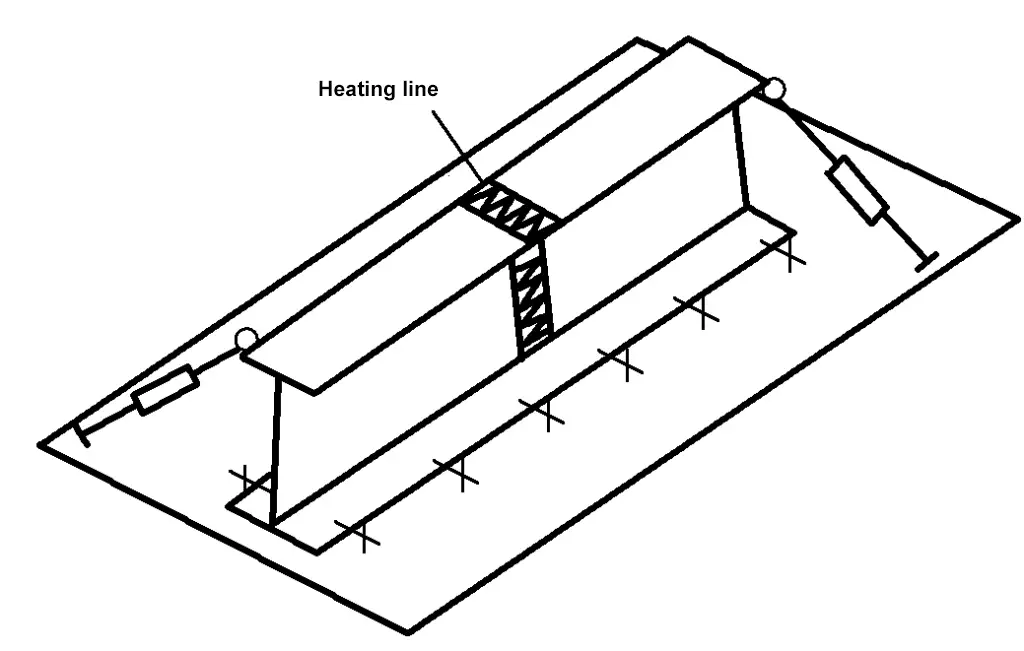
La poutre en I a une grande rigidité, en plus de nécessiter une température de chauffage légèrement plus élevée (750~800℃), la correction nécessite également l'assistance d'une force externe. Tout d'abord, fixer la poutre en I sur la plate-forme et la serrer en diagonale aux deux extrémités avec des boulons de tension, puis chauffer l'aile supérieure au milieu de la poutre. Si la torsion est importante, la chaleur peut également être appliquée à l'âme centrale.
Après le chauffage, serrez les tiges de boulon pour appliquer une force externe afin de corriger la torsion. Si un seul chauffage ne suffit pas à corriger complètement la torsion, répétez le processus de correction, mais essayez de ne pas faire chevaucher les positions de chauffage avec les précédentes. Étant donné que la torsion est une déformation globale, les positions de chauffage doivent toujours être réparties de manière symétrique. Comme le montre la figure 6-18.
La déformation par flexion de la poutre en I est divisée en arc vertical (flexion dans le plan de l'âme) et en flexion latérale (flexion dans le plan de l'aile). La correction de l'arc vertical et de la flexion latérale de la poutre en I peut être effectuée à l'aide d'une méthode de chauffage triangulaire. Les positions de chauffage doivent se trouver sur le côté extérieur de la partie pliée de la pièce et doivent être uniformément réparties. Pour corriger l'arc vertical, chauffez principalement l'âme comme le montre la figure 6-19a. Pour corriger la courbure latérale, il suffit de chauffer la bride, comme le montre la figure 6-19b.
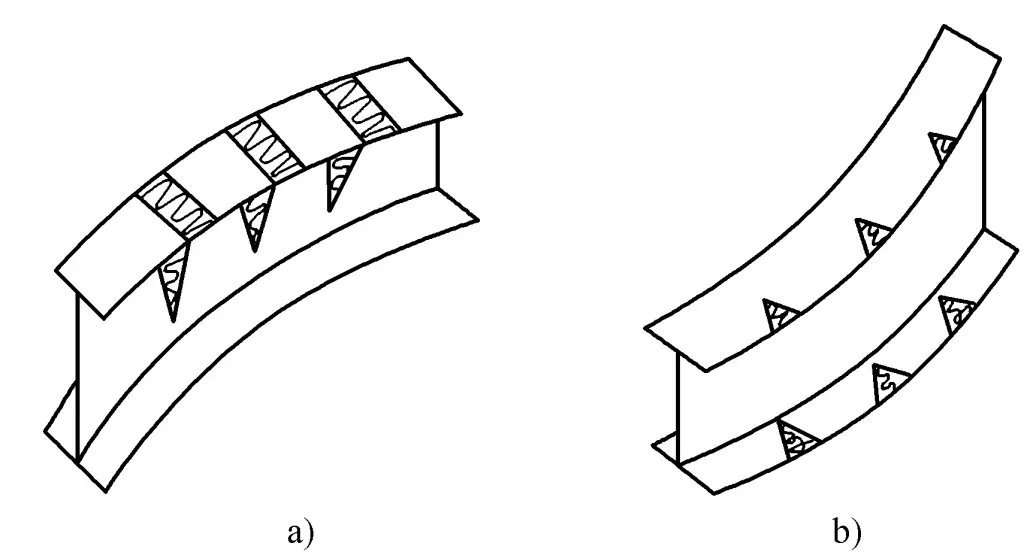
a) Correction de l'arc vertical
b) Correction de la flexion latérale
La qualité des poutres en I soudées corrigées doit être conforme aux spécifications du "Tableau des écarts admissibles pour l'acier avant utilisation".