
Comment calculer le poids de la tôle : Formules essentielles
Vous vous êtes déjà demandé comment calculer rapidement le poids d'une tôle ? Cet article dévoile une formule simple qui prend en compte le...
Qu'est-ce qui rend le soudage à l'arc sous protection métallique (SMAW) si efficace ? La réponse réside dans le choix des bons paramètres de soudage. Cet article aborde tous les aspects, du choix du type et de la polarité du courant de soudage à la sélection du diamètre de l'électrode, du courant, de la tension de l'arc et de la vitesse de soudage. Il explique même l'importance du nombre de couches de soudure et de la forme des rainures. En comprenant ces paramètres, vous pouvez obtenir une qualité et une efficacité de soudage optimales. Lisez la suite pour maîtriser les facteurs clés qui vous permettront d'améliorer vos compétences et vos résultats en matière de soudage.

Pour obtenir de bons résultats de soudage, il est nécessaire de choisir des paramètres de soudage raisonnables. Les principaux paramètres du soudage à l'arc sous protection comprennent le type et la polarité du courant de soudage, le diamètre de l'électrode, le courant de soudage, la tension de l'arc, la vitesse de soudage et le nombre de couches de soudage. D'un point de vue structurel, ils comprennent également la rainure de la pièce et les questions liées à l'avant et à l'après-soudage.
Le choix du type de courant de soudage dépend principalement du type d'enrobage de l'électrode : les électrodes à faible teneur en hydrogène et en sodium utilisent un courant continu à polarité inversée ; les électrodes à faible teneur en hydrogène et en potassium et les électrodes acides requièrent à la fois un courant continu et un courant alternatif, et utilisent généralement un courant alternatif.
La polarité fait référence à la méthode de connexion des bornes positives et négatives de la sortie de la machine à souder à courant continu. La connexion de la pièce à la borne positive (pince de soudage, électrode à la borne négative) est appelée connexion directe ; la connexion à la borne négative est appelée connexion inversée, les électrodes de sodium et de potassium à faible teneur en hydrogène utilisent la connexion inversée. Les électrodes acides peuvent utiliser à la fois le courant alternatif et le courant continu, la connexion directe ou inversée ; lors de l'utilisation d'une machine à souder à courant continu, utiliser la connexion directe pour les plaques épaisses et la connexion inversée pour les plaques minces.
La relation entre le diamètre de l'électrode et l'épaisseur de la pièce est indiquée dans le tableau 5-8. Pour la première couche d'un soudage multicouche avec rainure et pour les soudures dans des positions autres que le soudage à plat, il convient d'utiliser un diamètre d'électrode plus petit que celui utilisé pour les soudures à plat.
Tableau 5-8 Relation entre le diamètre de l'électrode et l'épaisseur de la pièce à usiner
| Epaisseur de la pièce/mm | ≤1.5 | 2 | 3 | 4~5 | 6~12 | >13 |
| Diamètre de l'électrode/mm | 1.5 | 2 | 3.2 | 3.2 ~4 | 4~5 | 5~6 |
Afin d'obtenir un plus grand bain de fusion pendant le processus de soudage et de réduire l'égouttement du métal en fusion, le diamètre de l'électrode utilisée dans les positions de soudage à plat est plus grand que celui utilisé dans d'autres positions de soudage pour la même épaisseur de pièce à usiner. Le diamètre maximal de l'électrode pour les positions de soudage verticales ne doit pas dépasser 5 mm, et le diamètre de l'électrode utilisée pour le soudage horizontal et aérien ne doit pas dépasser 4 mm.
La méthode consiste à consulter un tableau ou à calculer.
1) Consulter le tableau. Le tableau 5-9 fournit des valeurs de référence pour les courants de soudage adaptés à des électrodes de différents diamètres.
Tableau 5-9 Valeurs de référence du courant de soudage pour des électrodes de différents diamètres
| Diamètre de l'électrode/mm | 1.6 | 2 | 2.5 | 3.2 | 4 | 5 | 5.8 |
| Courant de soudage/A | 25~40 | 40~65 | 50~80 | 100 ~130 | 160 ~210 | 200 ~270 | 260 ~300 |
2) Calculer à l'aide de la formule empirique suivante :
I=(30 ~50)d
Où ?
Pour le soudage à plat, un courant plus élevé peut être choisi pour le soudage. Pour le soudage horizontal, vertical et aérien, le courant de soudage doit être 10%~20% inférieur à celui des positions de soudage à plat.
Pour les passes de racine, en particulier pour le soudage simple face avec formation double face, il convient de choisir un courant de soudage plus faible ; pour les passes de remplissage, un courant de soudage plus élevé peut être utilisé, et pour les passes de recouvrement, le courant utilisé doit être légèrement plus faible.
Il existe plusieurs méthodes pour déterminer si le courant sélectionné est approprié :
1) Observer les éclaboussures.
Lorsque le courant est trop élevé, de grosses particules de métal liquide jaillissent du bain de soudure avec de forts bruits d'éclatement ; lorsque le courant est trop faible, il est difficile de faire la distinction entre le laitier et le métal liquide.
2) Observer la formation de la soudure.
Lorsque le courant est trop élevé, la pénétration est profonde, la soudure s'enfonce et les côtés de la soudure sont susceptibles de se découper ; lorsque le courant est trop faible, la soudure est étroite et haute, avec une mauvaise fusion sur les côtés avec le matériau de base.
3) Observer l'état de fusion de l'électrode.
Lorsque le courant est trop élevé, l'électrode fond et devient rouge prématurément ; lorsque le courant est trop faible, l'arc est instable et l'électrode a tendance à coller à la pièce.
La tension de l'arc est principalement déterminée par la longueur de l'arc. En général, la longueur de l'arc est de 0,5 à 1 fois le diamètre de l'électrode, avec une tension d'arc correspondante de 16 à 25V. Pour les électrodes basiques, la longueur de l'arc doit être égale à la moitié du diamètre de l'électrode, et pour les électrodes acides, la longueur de l'arc doit être égale au diamètre de l'électrode.
Les vitesse de soudage peut être contrôlée de manière flexible par le soudeur en fonction de la situation spécifique, le principe étant de s'assurer que le cordon de soudure a les dimensions externes requises et de garantir une bonne fusion. Lors du soudage de matériaux soumis à des exigences strictes en matière d'apport de chaleur, la vitesse de soudage doit être contrôlée comme spécifié dans les documents relatifs au processus. Pendant le processus de soudage, le soudeur doit ajuster la vitesse de soudage à tout moment pour garantir la cohérence de la hauteur et de la largeur du cordon de soudure.
Si la vitesse de soudage est trop lente, le cordon de soudure sera trop haut ou trop étroit, et sa forme sera irrégulière ; lors du soudage de tôles minces, il peut même brûler ; si la vitesse de soudage est trop rapide, le cordon de soudure sera étroit, ce qui entraînera des défauts de pénétration incomplète.
Le principe pour déterminer le nombre de couches de soudure est de s'assurer que le métal soudé a une plasticité suffisante. Si la qualité du soudage est garantie, il convient d'utiliser des électrodes de grand diamètre et un courant élevé pour le soudage afin d'améliorer la productivité du travail.
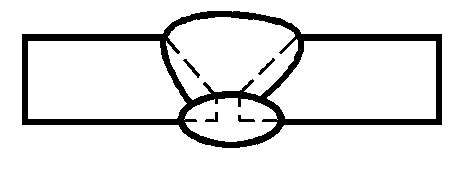
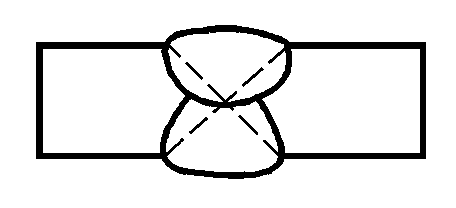
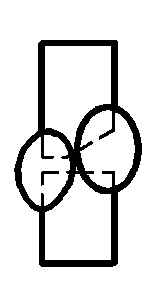
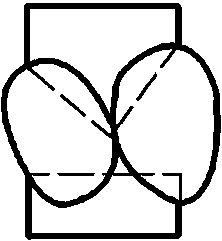
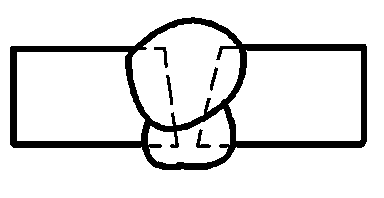
Comme le montre la figure 5-13, lors du soudage multicouche et multipasse sur de l'acier à faible teneur en carbone et des aciers de construction courants faiblement alliés tels que le Q345 (16Mn), le nombre de couches de soudure a peu d'impact sur la qualité du joint, mais si le nombre de couches est trop faible et que l'épaisseur de chaque couche de soudure est trop importante, cela aura un certain impact sur la plasticité du métal de la soudure. Pour les autres types d'acier, il convient d'utiliser le soudage multicouche et multipasse, et l'épaisseur de chaque couche de soudure doit généralement être ≤4mm.
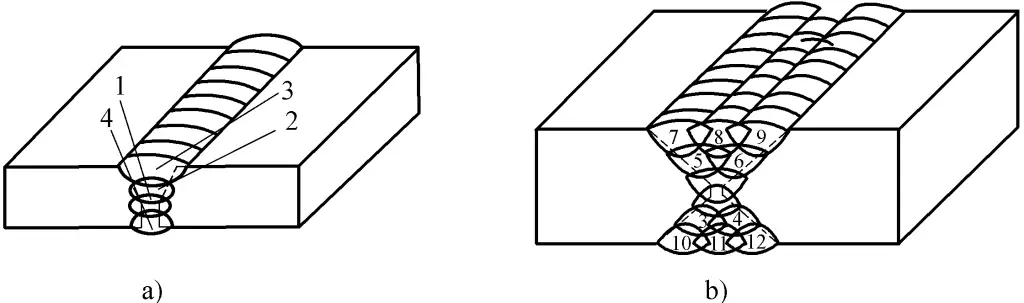
a) Soudage multicouche
b) Soudage multicouche multipasse
1 ~ 12-Numéros des passes de soudure
L'apport de chaleur de soudage fait référence à l'énergie thermique apportée à l'unité de longueur de la soudure par la source d'énergie de soudage pendant le soudage par fusion, et sa formule de calcul est la suivante :
Dans la formule, q est l'apport de chaleur par unité de longueur de la soudure (J/mm) ; I est le courant de soudage (A) ; U est la tension de l'arc (V) ; v est la vitesse de soudage (mm/s) ; ???? est l'efficacité thermique (pour le soudage à l'arc sous protection métallique, ???? est de 0,7~0,8 ; pour le soudage à l'arc sous protection thermique, ???? est de 0,7~0,8). soudage à l'arc submergé ???? est de 0,8~0,95 ; pour TIG ???? est de 0,5).
Exemple : Lors du soudage de l'acier Q345 (16Mn), l'apport de chaleur ne doit pas dépasser 28kJ/cm. Si l'on choisit un courant de soudage de 180 A et une tension d'arc de 28 V, quelle doit être la vitesse de soudage ?
Résoudre I=180A ; q=28kJ/cm ; U=28V
Prenons ????=0,7
De :
Il est connu :
C'est pourquoi :
La vitesse de soudage à utiliser doit être de 0,126 cm/s.
L'apport de chaleur a peu d'effet sur les performances des joints soudés en acier à faible teneur en carbone, c'est pourquoi l'apport de chaleur n'est généralement pas spécifié pour le soudage à l'arc sous protection métallique de l'acier à faible teneur en carbone. Pour l'acier faiblement allié et l'acier inoxydable, un apport de chaleur excessif affectera les performances des joints soudés ; un apport de chaleur trop faible peut entraîner des défauts de fissuration dans certains aciers au cours du processus de soudage ; par conséquent, le processus de soudage pour ces aciers doit spécifier l'apport de chaleur.
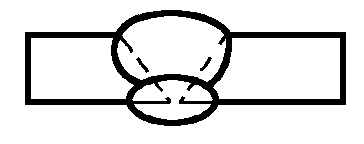
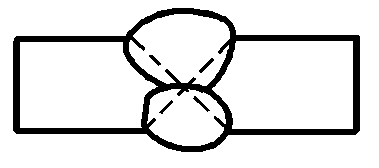
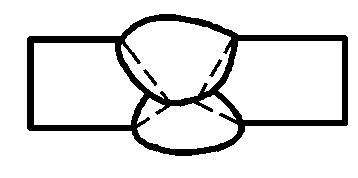
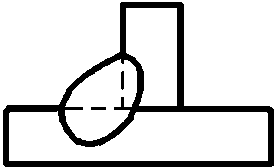
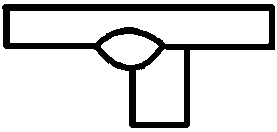
Dans le processus de soudage à l'arc sous protection, en raison des différentes formes structurelles de soudage, des différentes épaisseurs des pièces à usiner et des différentes exigences de qualité de soudage, les formes de joints et de rainures varient également. Les formes de joint les plus courantes sont les suivantes : joint en bout, joint à recouvrement, joint d'angle, joint en T et joint d'extrémité. Les formes et dimensions courantes des rainures de soudage sont illustrées à la figure 5-14.
Voir le tableau 5-10 pour les paramètres de soudage à l'arc par électrode dans différents états.
Tableau 5-10 Paramètres de soudage à l'arc par électrode dans différents états
| Position spatiale du cordon de soudure | Forme de la section transversale du cordon de soudure | Épaisseur de la pièce ou de la soudure Taille de la jambe /mm | Première couche de soudure | Autres couches de soudure | Soudure d'appui | |||
| Diamètre de l'électrode /mm | Courant de soudage /A | Diamètre de l'électrode /mm | Courant de soudage /A | Diamètre de l'électrode /mm | Courant de soudage /A | |||
| Soudure bout à bout à plat | 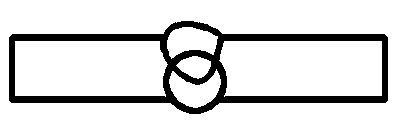 | 2 | 2 | 55~60 | - | - | 2 | 55~60 |
| 2.5~3.5 | 3.2 | 90 ~120 | - | - | 3.2 | 90 ~120 | ||
| 4 ~5 | 3.2 | 100~130 | - | - | 3.2 | 100 ~130 | ||
| 4 | 160 ~200 | - | - | 4 | 160 ~210 | |||
| 5 | 200 ~260 | - | - | 5 | 220~250 | |||
 | 5 ~6 | 4 | 160 ~210 | - | - | 3.2 | 100 ~130 | |
| 4 | 180 ~210 | |||||||
| ≥8 | 4 | 160 ~210 | 4 | 160 ~210 | 4 | 180 ~210 | ||
| 5 | 220 ~280 | 5 | 220~260 | |||||
 | ≥12 | 4 | 160 ~210 | 4 | 160 ~210 | - | - | |
| 5 | 220 ~280 | - | - | |||||
| Soudure bout à bout verticale | 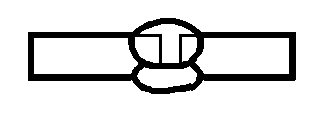 | 2 | 2 | 50~55 | - | - | 2 | 50~55 |
| 2.5~4 | 3.2 | 80 ~110 | - | - | 3.2 | 80 ~110 | ||
 | 5~6 | 3.2 | 90 ~120 | - | - | 3.2 | 90 ~120 | |
| 7 ~10 | 3.2 | 90 ~120 | 4 | 120 ~160 | 3.2 | 90 ~120 | ||
| 4 | 120 ~160 | 3.2 | 90 ~120 | |||||
| ≥11 | 3.2 | 90 ~120 | 4 | 120 ~160 | 3.2 | 90 ~120 | ||
| 4 | 120 ~160 | 5 | 160 ~200 | |||||
 | 12 ~18 | 3.2 | 90 ~120 | 4 | 120 ~160 | - | - | |
| 4 | 120 ~160 | |||||||
| ≥19 | 3.2 | 90 ~120 | 4 | 120 ~160 | - | - | ||
| 4 | 120 ~160 | 5 | 160 ~200 | |||||
| Soudure bout à bout horizontale | 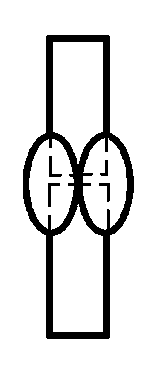 | 2 | 2 | 50~55 | - | - | 2 | 50~55 |
| 2.5 | 3.2 | 80 ~110 | - | - | 3.2 | 80 ~110 | ||
| 3 ~4 | 3.2 | 90 ~120 | - | - | 3.2 | 90~120 | ||
| 4 | 120 ~160 | - | - | 4 | 120 ~160 | |||
 | 5 ~8 | 3.2 | 90 ~120 | 3.2 | 90 ~ 120 | 3.2 | 90 ~ 120 | |
| 4 | 140 ~ 160 | 4 | 120 ~160 | |||||
| ≥9 | 3.2 | 90 ~120 | 4 | 140 ~ 160 | 3.2 | 90~120 | ||
| 4 | 140 ~160 | 4 | 120 ~160 | |||||
 | 14 ~18 | 3.2 | 90 ~120 | 4 | 140 ~ 160 | - | - | |
| 4 | 140 ~160 | |||||||
| ≥19 | 4 | 140 ~160 | 4 | 140 ~ 160 | - | - | ||
| Soudure bout à bout en tête | 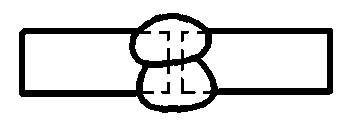 | 2 | - | - | - | - | 2 | 50 ~ 65 |
| 2.5 | - | - | - | - | 3.2 | 80 ~110 | ||
| 3 ~5 | - | - | - | - | 3.2 | 90 ~110 | ||
| 4 | 120 ~160 | |||||||
 | 5 ~8 | 3. 2 | 90 ~ 120 | 3.2 | 90 ~ 120 | - | - | |
| 4 | 140 ~ 160 | |||||||
| ≥9 | 3. 2 | 90 ~ 120 | 4 | 140 ~ 160 | - | - | ||
| 4 | 140 ~160 | |||||||
 | 12 ~18 | 3.2 | 90 ~120 | 4 | 140 ~ 160 | - | - | |
| 4 | 140 ~ 160 | |||||||
| ≥19 | 4 | 140 ~160 | 4 | 140 ~ 160 | - | - | ||
| Soudure bout à bout d'un angle plat | 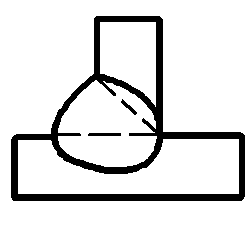 | 2 | 2 | 55~65 | - | - | - | - |
| 3 | 3.2 | 100 ~120 | - | - | - | - | ||
| 4 | 3.2 | 100~120 | - | - | - | - | ||
| 4 | 160 ~200 | - | - | - | - | |||
| 5 ~6 | 4 | 160 ~200 | - | - | - | - | ||
| 5 | 220~280 | - | - | - | - | |||
| ≥7 | 4 | 160~200 | 5 | 220~230 | - | - | ||
| 5 | 220~280 | 5 | 220 ~230 | - | - | |||
 | - | 4 | 160 ~200 | 4 | 160 ~200 | 4 | 160 ~220 | |
| 5 | 220 ~280 | |||||||
| Soudure bout à bout en angle vertical | 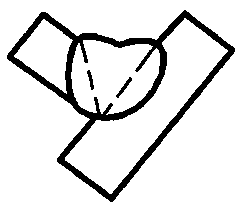 | 2 | 2 | 50 ~ 60 | - | - | - | - |
| 3 ~4 | 3.2 | 90 ~120 | ||||||
| 5 ~8 | 3.2 | 90 ~120 | - | - | - | - | ||
| 4 | 120 ~160 | |||||||
| 9 ~12 | 3.2 | 90 ~120 | 4 | 120 ~160 | - | - | ||
| 4 | 120~160 | |||||||
| Soudure bout à bout en angle vertical | 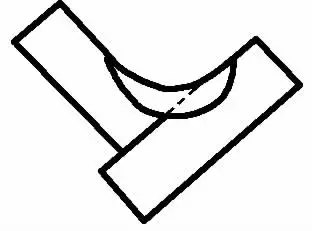 | - | 3.2 | 90 ~120 | 4 | 120 ~160 | 3.2 | 90 ~120 |
| 4 | 120 ~160 | |||||||
| Soudure bout à bout de l'angle supérieur | 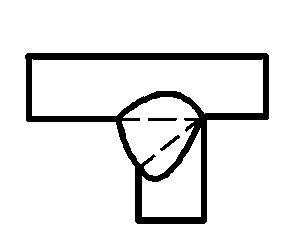 | 2 | 2 | 50 ~60 | - | - | - | - |
| 3 ~4 | 3.2 | 90 ~120 | - | - | - | - | ||
| 5~6 | 4 | 120 ~ 160 | - | - | - | - | ||
| ≥7 | 4 | 140 ~160 | 4 | 140 ~160 | - | - | ||
 | - | 3.2 | 90 ~120 | 4 | 140 ~160 | 3.2 | 90 ~ 120 | |
| 4 | 140 ~ 160 | 4 | 140 ~160 | |||||







