
Le soudage au gaz inerte de tungstène (TIG) : Un guide complet
Imaginez que vous puissiez réaliser des soudures parfaites avec une précision extrême, quel que soit le matériau. Bienvenue dans le monde du soudage TIG, une technique...
Imaginez que vous puissiez souder avec une précision extrême et créer des joints aussi solides que les matériaux eux-mêmes. C'est l'essence même du soudage par points TIG. Cette méthode utilise un arc à haute fréquence pour produire des soudures propres et contrôlées sur des tôles fines, en particulier sur l'acier inoxydable et l'acier faiblement allié. Dans cet article, vous découvrirez les principes du soudage TIG par points, ses caractéristiques uniques et comment il se compare aux autres techniques de soudage. Préparez-vous à améliorer votre compréhension des procédés de soudage et à apprendre des conseils pratiques pour réaliser des soudures impeccables.

La différence entre le matériel de soudage par points TIG et le matériel TG général est qu'il possède des dispositifs de contrôle spéciaux et des pistolets de soudage par points. Le dispositif de contrôle peut automatiquement assurer la distribution anticipée de l'argon, la ventilation et l'amorçage de l'arc, ainsi que le contrôle du temps de soudage, la décroissance automatique du courant et l'arrêt différé de l'argon.
En ajoutant un contrôleur de temps de soudage et en remplaçant la buse d'un équipement manuel ordinaire de soudage à l'arc sous argon tungstène, il peut également servir d'équipement de soudage par points sous argon tungstène.
Soudage par points principe de fonctionnement
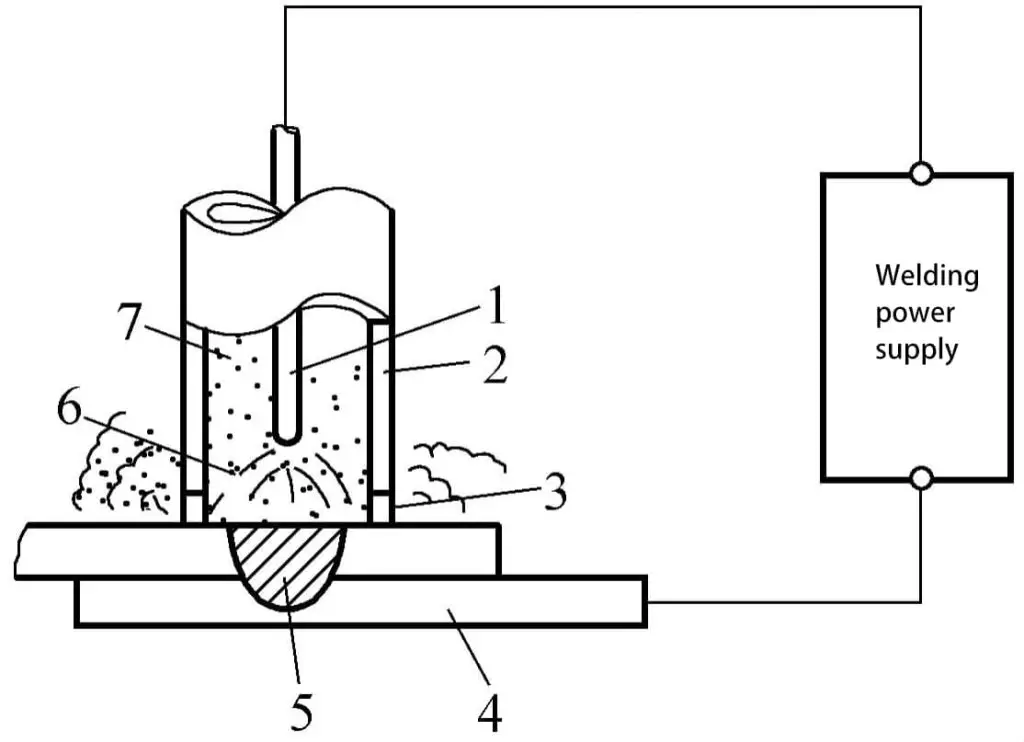
Comme le montre la figure 5-68, la buse du pistolet de soudage est fermement appuyée sur la pièce à souder, en utilisant l'amorçage d'arc à haute fréquence ou l'amorçage d'arc par induction pour provoquer d'abord un petit arc d'environ 5 A entre le tungstène et la buse. Le courant de soudage est ensuite activé pour former un arc de soudage pour le soudage par points.
Pendant le soudage, on peut utiliser une connexion positive en courant continu ou une alimentation en courant alternatif avec un dispositif de stabilisation de l'arc. En général, la connexion positive en courant continu est utilisée parce qu'elle permet d'obtenir une plus grande profondeur de pénétration, d'utiliser un courant de soudage plus faible (ou un temps plus court), réduisant ainsi la déformation thermique et d'autres effets thermiques.
Caractéristiques du soudage par points
La force du point de soudure peut être réglée dans une large gamme, et la taille du point de soudure est facile à contrôler. Lorsque le temps et le courant de soudage augmentent, le diamètre du point de soudure augmente et la résistance s'améliore, ce qui est pratique pour le soudage par points multicouches et le soudage par points de pièces d'épaisseur variable, en particulier pour les pièces qui ne peuvent pas être serrées à l'arrière.
Le soudage par points à l'arc sous argon tungstène présente des avantages uniques. Ces avantages sont comparés à ceux du soudage par résistance. Son inconvénient est que sa productivité n'est pas aussi élevée que celle du soudage par résistance.
Domaine d'application
Convient pour le soudage de diverses structures en plaques minces et de connexions entre des plaques minces et des matériaux plus épais, principalement pour le soudage de matériaux tels que l'acier inoxydable et l'acier faiblement allié.
Les exigences de nettoyage pour le soudage par points à l'arc avec électrode de tungstène sont les mêmes que pour le soudage général à l'arc sous argon. Le tableau 5-98 énumère les paramètres de soudage pour le soudage par points à l'arc sous argon avec électrode de tungstène 12Cr18Ni9.
Tableau 5-98 Paramètres de soudage pour l'électrode de tungstène 12Cr18Ni9 Soudage par points à l'arc sous argon
| Epaisseur du matériau /mm | Courant de soudage /A | Temps de soudage /s | Courant d'impulsion secondaire /A | Temps d'impulsion secondaire /s | Débit du gaz de protection /(L/min) | Diamètre du point de soudure /mm |
| 0.5+0.5 | 80 | 1.03 | 80 | 0.57 | 7.5 | 4.5 |
| 0.5+0.5 | 100 | 1.03 | 100 | 0.57 | 7.5 | 5.5 |
| 2+2 | 160 | 9 | 300 | 0.47 | 7.5 | 8 |
| 2+2 | 190 | 7.5 | 180 | 0.57 | 7.5 | 9 |
| 3+3 | 180 | 18 | 280 | 0.69 | 7.5 | 10 |
| 3+3 | 160 | 18 | 280 | 0.69 | 7.5 | 11 |
Remarque :
1. L'arc s'éteint pendant un certain temps avant d'ajouter un courant d'impulsion secondaire.
2. Longueur de l'arc 0,5~1,0mm.
Pour remplir la fosse de l'arc de soudage par points et augmenter le renforcement, une quantité appropriée de fil d'apport peut être introduite dans le bain de fusion pendant le soudage. Pour améliorer la résistance aux fissures et réduire la tendance à la fissuration, la machine à souder doit être équipée d'un système de contrôle automatique de la décroissance du courant, et une méthode de chauffage par impulsion secondaire peut également être adoptée.
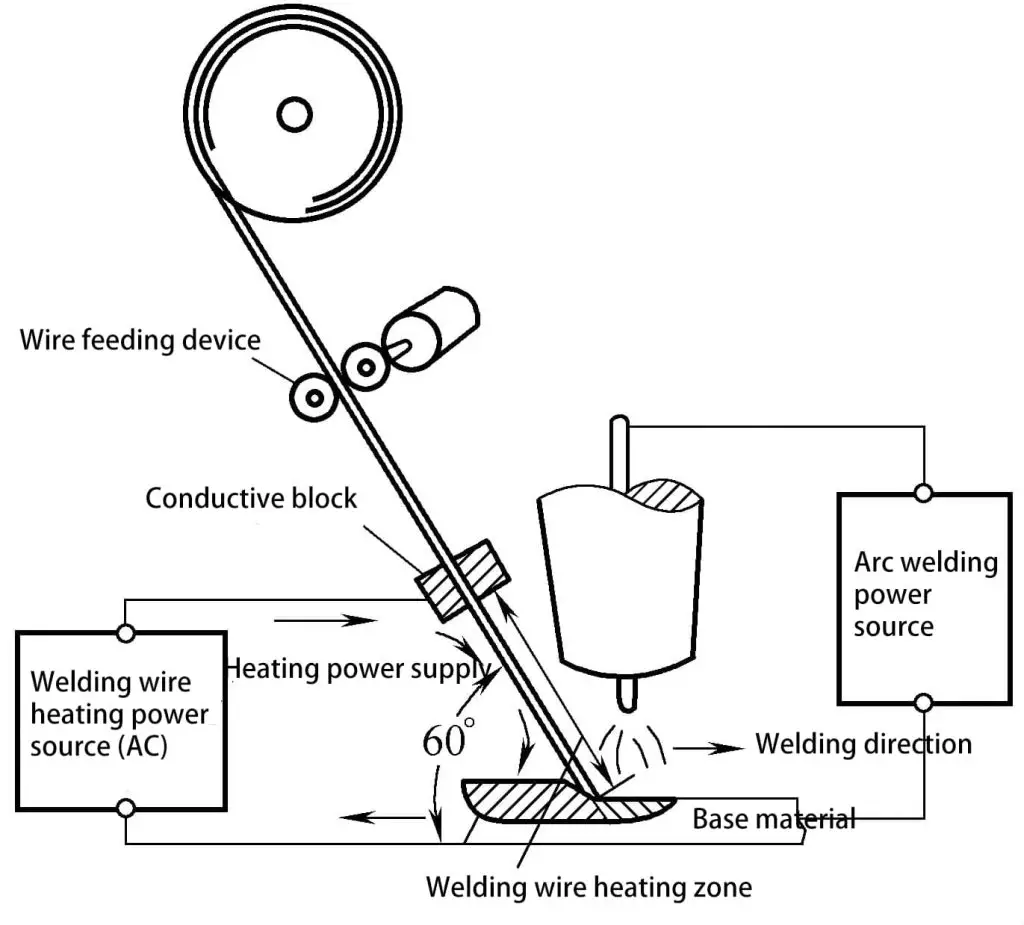
La machine à souder à l'arc sous argon avec électrode en tungstène et fil chaud se compose d'une source de courant continu pour le soudage à l'arc sous argon, d'une source de courant supplémentaire pour le préchauffage du fil de soudage (généralement en courant alternatif), d'un mécanisme d'alimentation du fil et d'un circuit de commande qui coordonne ces trois parties. Pour obtenir un processus de soudage stable, la source d'alimentation principale peut également utiliser une source d'alimentation à impulsions à basse fréquence.
La figure 5-69 est un diagramme schématique du soudage à l'arc à l'argon avec électrode de tungstène à fil chaud. Avant que le fil de soudage ne soit introduit dans le bain de fusion, il est chauffé par sa propre résistance électrique. Environ 10 cm avant d'entrer dans le bain de fusion, une pince conductrice est réglée pour introduire du courant afin de préchauffer le fil de soudage.
Il est préférable d'utiliser une source de courant alternatif pour le courant de préchauffage, car le courant alternatif peut réduire l'effet de polarisation magnétique sur la formation de l'arc. Si le courant de préchauffage ne dépasse pas 60% du courant de soudage, le mouvement longitudinal de l'arc le long du cordon de soudure ne dépasse pas 30°.
Pour obtenir une température de préchauffage suffisante, avec un courant de préchauffage limité, il est nécessaire de s'assurer que le fil de soudage a une résistance suffisante dans la longueur de préchauffage, qui n'est généralement que d'environ 10 cm, de sorte que le diamètre du fil d'apport ne doit pas être trop grand, et doit être inférieur à 1,2 mm.
Le soudage au fil chaud a été utilisé avec succès pour l'acier au carbone, l'acier faiblement allié, l'acier inoxydable, le nickel et les alliages de titane. Pour l'aluminium et le cuivre, en raison de leur faible résistivité, un courant de chauffage très important est nécessaire, ce qui provoque un coup de polarisation magnétique excessif et une fusion inégale, de sorte que le soudage au fil chaud n'est pas recommandé.







