Vue d'ensemble des positions pour le soudage de tuyaux : 1G, 2G, 5G et 6G
Le soudage de tuyaux est au cœur de nombreuses industries, de la construction au pétrole et au gaz, assurant le flux continu de...

Lors de la fabrication de composants structurels soudés, bien qu'une série de mesures nécessaires soient prises, une déformation résiduelle se produit souvent inévitablement ; par conséquent, lorsque la déformation résiduelle dépasse les exigences techniques, des mesures doivent être prises pour la corriger.
Les méthodes de correction les plus courantes sont la correction manuelle, la correction mécanique, la correction à la flamme, la correction électromagnétique, etc.
La méthode de correction manuelle consiste à utiliser des outils tels que des marteaux pour frapper les parties déformées de l'élément soudé. Cette méthode est principalement utilisée pour la déformation par flexion de pièces soudées simples et de petite taille et pour la déformation par vagues de plaques minces.
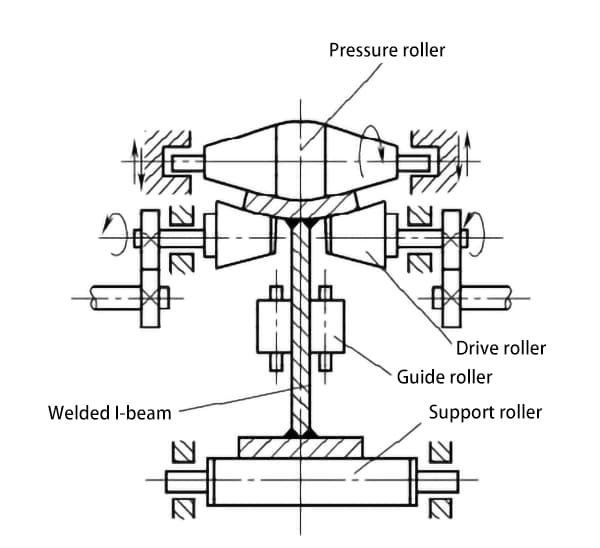
Les presses hydrauliques, les vérins, les machines à redresser spécialisées et les marteaux sont couramment utilisés. Des forces externes sont appliquées pour provoquer une déformation plastique dans le composant opposé à la direction de la déformation du soudage, se neutralisant ainsi l'une l'autre. La figure 9-80 montre un schéma de redressement mécanique d'une poutre en I courbée après soudage à l'aide d'une presse ou d'un cric. La déformation angulaire de la bride de la poutre en I peut être corrigée à l'aide de la machine à rouleaux illustrée à la figure 9-81.
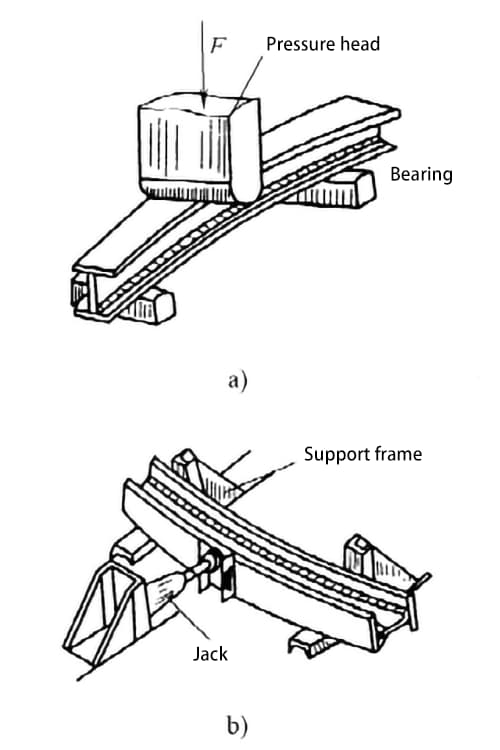
a) Correction de la presse b) Correction du vérin
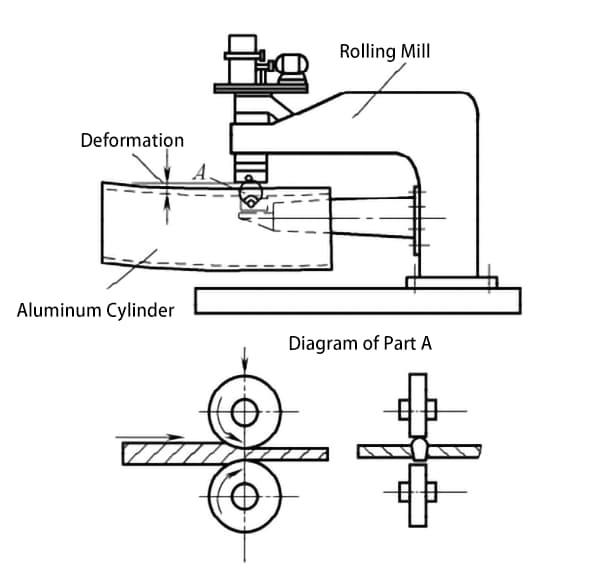
La déformation après le soudage est principalement causée par le retrait de la soudure et de la zone voisine. Si le forgeage ou le laminage est effectué le long de la zone de soudure pour obtenir un allongement plastique, il peut compenser la déformation plastique qui se produit pendant le soudage, éliminant ainsi la déformation. Les petites pièces soudées en petites quantités sont généralement forgées à l'aide d'un marteau manuel. Pour les structures en tôle mince avec des soudures régulières, un équipement de roulage peut être utilisé pour rouler la soudure et les zones voisines, ce qui permet d'obtenir de bons résultats techniques et économiques.
La figure 9-82 montre un schéma de correction de la déformation en flexion d'un cylindre d'aluminium après soudage à l'aide d'un machine à rouleroù la soudure longitudinale est roulée. Le changement de direction du rouleau presseur peut également rouler la soudure circonférentielle. Le forgeage par roulage de la soudure permet non seulement d'éliminer la déformation résiduelle de la soudure, mais aussi d'éliminer la contrainte résiduelle de la soudure.
Les méthodes de correction mécanique ne conviennent que pour les structures simples de pièces soudées de petite et moyenne taille.
La méthode de correction à la flamme, également connue sous le nom de méthode de correction par chauffage, utilise une flamme comme source de chaleur pour chauffer localement le métal et lui faire subir une déformation plastique par compression. En refroidissant, le métal se contracte et la déformation causée par cette contraction est utilisée pour contrer la déformation résiduelle causée par le soudage.
Cette méthode utilise généralement un chalumeau à gaz et ne nécessite pas d'équipement spécialisé. Elle est simple et pratique à utiliser, flexible et peut être utilisée pour corriger des structures complexes et de grande taille.
Trois facteurs principaux déterminent l'effet de la correction de la flamme : la position de chauffage, la température de chauffage et la forme de la zone chauffée.
1) Position de chauffage
C'est le facteur clé de la réussite ou de l'échec. Une position de chauffage incorrecte non seulement ne corrigera pas la déformation, mais pourra même aggraver la déformation existante. Par conséquent, la position de chauffage choisie doit provoquer la déformation dans la direction opposée à la déformation résiduelle due au soudage, afin de la contrecarrer.
Les principales raisons des déformations angulaires ou de flexion sont que les soudures sont concentrées d'un côté de l'axe neutre de la pièce. Pour corriger ces déformations, la position de chauffe doit être choisie du côté opposé à l'axe neutre, comme le montre la figure 9-83. Plus la position de chauffage est éloignée de l'axe neutre, meilleur est l'effet de correction.
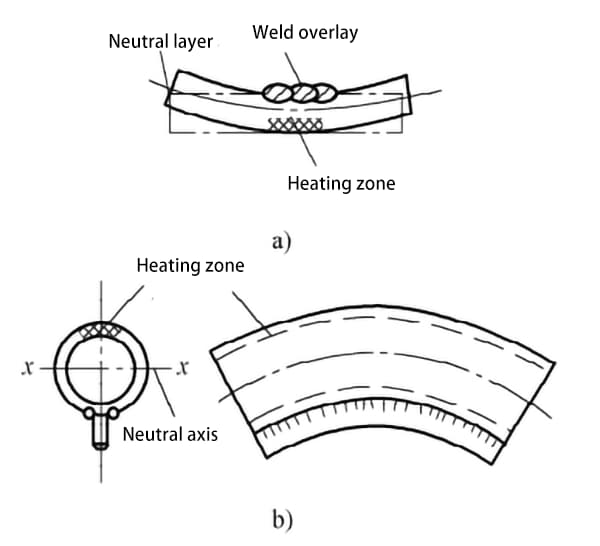
a) Déformation angulaire due au soudage par accumulation b) Ailerons cintrage de tubes déformation
2) Température de chauffage
La température de la zone chauffée doit être supérieure à celle de la zone adjacente non chauffée, ce qui provoque une expansion thermique du métal chauffé et une obstruction, entraînant une déformation plastique par compression. Pour les plaques d'acier au carbone épaisses ou les composants soudés à haute rigidité, des températures de chauffage locales supérieures à 100°C peuvent produire une déformation plastique compressive. En production, la température du chauffage par correction de flamme de l'acier de construction est généralement comprise entre 600 et 800°C.
La mesure de la température sur place n'étant pas pratique, la couleur de la partie chauffée est généralement observée à l'œil nu pour estimer la température approximative. Le tableau 9-13 répertorie les couleurs de la surface de la plaque d'acier pendant le processus de chauffage et les températures correspondantes.
Tableau 9-13 Couleurs de la surface des tôles d'acier et températures correspondantes
| Couleur | Température (°C) |
|---|---|
| Brun foncé-rouge | 550-580 |
| Marron-Rouge | 580-650 |
| Rouge cerise foncé | 650-730 |
| Rouge cerise foncé | 730-770 |
| Rouge cerise | 770-800 |
| Rouge cerise clair | 800-830 |
| Rouge cerise vif | 830-960 |
| Orange-Jaune | 960-1050 |
| Jaune foncé | 1050-1150 |
| Jaune vif | 1150-1250 |
| Blanc-Jaune | 1250-1300 |
3) La forme de la zone de chauffage.
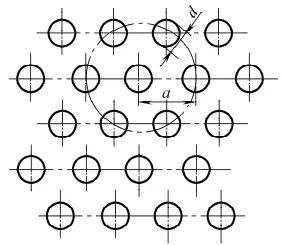
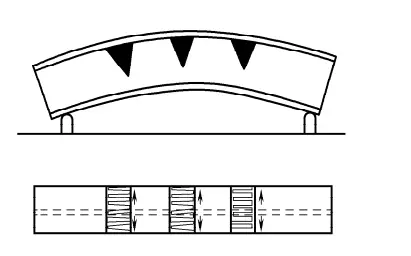
Les formes de la zone de chauffage comprennent le point, la bande et le triangle, comme le montre la figure 9-84, avec le chauffage par point montré dans la figure 9-85, le chauffage par ligne montré dans la figure 9-86 et le chauffage par triangle montré dans la figure 9-87.
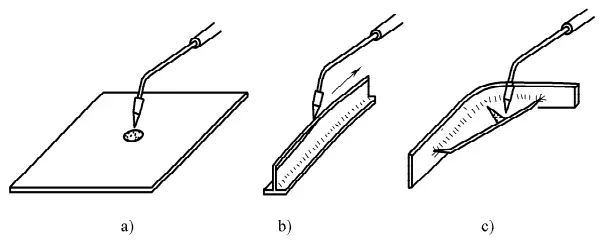
a) Point b) Rayure c) Triangle
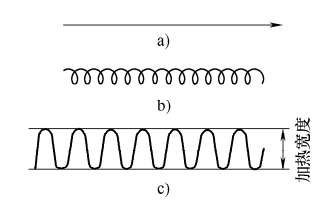
a) Chauffage en ligne droite b) Chauffage en chaîne c) Chauffage en bande
Les méthodes courantes de correction de la déformation du soudage par la flamme sont indiquées dans le tableau 9-14.
Tableau 9-14 Méthodes de correction des déformations de soudage par chauffage
| Méthode de chauffage | Méthodes | Note |
| Chauffage en pointillés (Voir figure 9-85) | En fonction de la déformation, la chaleur peut être appliquée en un ou plusieurs points. d=φ15 à φ30mm a=50~100mm | 1. Utiliser généralement une flamme neutre oxyacétylénique 2. Attention aux propriétés du matériau à corriger 3. Faire attention à la température ambiante du lieu de travail 4. Lors de la correction de plaques minces, utiliser un maillet en bois pour le martelage. 5. Planifier d'abord les emplacements et les étapes du chauffage en fonction de la déformation. 6. Pour les aciers à haute résistance ayant subi un traitement thermique, la température de chauffage ne doit pas dépasser la température de revenu. 7. Lors de l'utilisation du refroidissement à l'eau en conjonction avec la correction de la flamme, l'acier doit être refroidi jusqu'à ce qu'il perde son état rouge avant de verser de l'eau. 8. L'emplacement du chauffage est généralement éloigné de la soudure. 9. Si le processus qui suit la correction est le soudage ou le découpage au gaz, la déformation inverse nécessaire peut être effectuée pendant le processus de correction de la flamme. 10. La couleur correspondant à la température pendant le processus de chauffage est indiquée dans le tableau 9-13. |
| Chauffage linéaire (Voir figure 9-86) | La flamme se déplace en ligne droite et peut également se déplacer latéralement dans le sens de la largeur, avec une largeur de chauffage de 0,5 à 2 fois l'épaisseur de la plaque. | |
| Chauffage triangulaire (voir figure 9-87) | Sur le bord de l'acier corrigé, former un triangle avec le sommet dirigé vers l'intérieur. | |
| Le chauffage, l'eau et l'électricité sont utilisés conjointement. | Lors du chauffage et de la correction des structures en plaques minces, le refroidissement à l'eau ou la force externe peuvent être utilisés simultanément pour améliorer l'effet de correction. |
Des exemples de correction à la flamme de la déformation du soudage sont présentés à la figure 9-88.
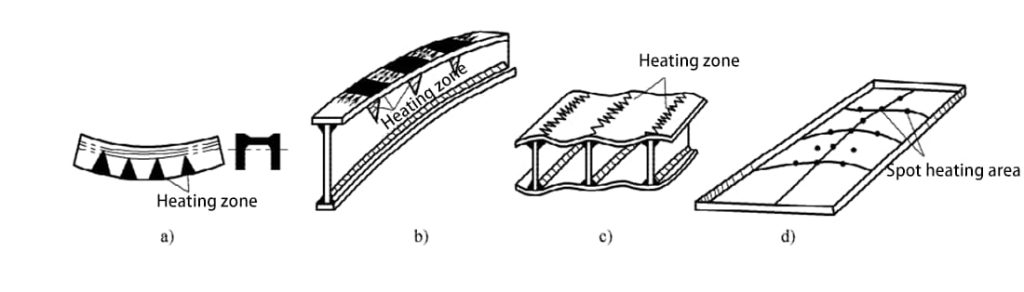
a) Flexion latérale d'un arc asymétrique en acier
b) Déviation vers le haut d'une poutre en I asymétrique
c) Déformation angulaire de l'articulation de l'arc bout à bout
d) Déformation ondulatoire d'une plaque moyenne et mince
Les résultats des essais de correction de flamme pour certains aciers faiblement alliés couramment utilisés sont présentés dans le tableau 9-15.
Tableau 9-15 Résultats partiels des essais des aciers de construction faiblement alliés couramment utilisés après correction de la flamme
| Qualité de l'acier | Conclusions expérimentales et précautions |
| 14MnNb | Les essais de correction de flamme sur des poutres de fatigue soudées montrent que la correction de flamme a peu d'effet sur les propriétés de l'acier |
| Q345 (16Mn) | Avec une bonne correction de la flamme et une plaque de flexion hydrothermique ① performance. Lorsque la température de chauffage de la plaque de flexion hydrothermale est d'environ 650°C, les propriétés mécaniques ne sont pratiquement pas affectées, et même après un chauffage à 850~900°C, la plaque conserve une résistance et une plasticité suffisantes |
| Q390(15MnV) | La correction locale par chauffage à la flamme oxyacétylénique n'affecte pas les propriétés mécaniques de l'acier. |
| Q420 | La correction locale par chauffage à la flamme oxyacétylénique n'affecte pas les propriétés mécaniques de l'acier. |
| 14MnVTiXt | La correction locale par chauffage à la flamme oxyacétylénique n'affecte pas les propriétés mécaniques de l'acier. |
| 10MnPNbXt | La correction locale à la flamme oxyacétylénique n'affecte pas les propriétés mécaniques de l'acier. |
| Q390(15MnTi) | La correction à la flamme oxyacétylénique peut être utilisée, et les plaques d'acier minces peuvent également utiliser des plaques de pliage hydrothermales. |
| 08MnPXt | Lors de la correction de la déformation par cuisson locale à la flamme, la température doit être comprise entre 600~700°C. En effet, à 600~700°C, les grains commencent à croître et à 700~800°C, des structures de Widmanstätten apparaissent. |
| Q345 (09MnCuPTi) | Les grains de la plaque mince sont encore fins à 900°C, et les structures de Widmanstätten apparaissent à 900~1000°C, de sorte que la température pour la correction locale de la cuisson devrait être de 700~800°C, évitant ainsi l'utilisation de la correction hydrothermale. |
Le cintrage à l'eau et au feu est un procédé connu dans la construction navale. Le procédé est exactement le même que le redressage à la flamme ; il consiste à utiliser la flamme pour chauffer localement la plaque d'acier afin d'obtenir la déformation souhaitée, avec un refroidissement rapide par l'eau pendant le processus de chauffage.