
Techniques essentielles d'assemblage de la tôle : Un guide complet
I. Méthodes d'assemblage Selon les exigences techniques spécifiées, le processus de montage et d'assemblage de pièces ou de composants...
Comment transformer un métal déformé en feuilles parfaitement planes ? La précision du travail des métaux dépend de la maîtrise des techniques de nivellement. Ce blog se penche sur diverses méthodes, telles que le nivellement manuel et mécanique, et explore les outils, les processus et les machines spécifiques utilisés pour obtenir une planéité optimale des matériaux. Qu'il s'agisse de plaques fines ou épaisses, ce guide présente les principes et les étapes pratiques qui vous permettront de vous assurer que vos projets de métallurgie reposent sur des bases solides et planes. Découvrez comment ces techniques peuvent améliorer la qualité et la précision de vos travaux de fabrication.

Les matériaux et les pièces brutes peuvent présenter des défauts, tels que des bombements, des courbures, des torsions et des déformations ondulatoires. Avant de couper, de trancher et de former, il est essentiel de niveler les matériaux.
La déformation du matériau peut résulter de la contrainte résiduelle du laminage, du traitement du matériau et d'un levage, d'un transport ou d'un stockage inadéquats.
En appliquant des forces externes ou de la chaleur (expansion et contraction thermiques), les fibres les plus courtes du matériau peuvent être allongées, ou les plus longues peuvent être raccourcies, pour finalement rendre les longueurs de toutes les couches de fibres approximativement égales.
Les méthodes de nivellement sont classées en deux catégories : le nivellement à froid et le nivellement à chaud, selon que la chaleur est appliquée ou non. Elles sont également divisées en nivellement manuel, nivellement mécanique et nivellement à la flamme, en fonction de la source et de la nature de la force appliquée.
Les méthodes de nivellement les plus courantes sont le nivellement manuel et le nivellement mécanique. Le nivellement mécanique comprend le nivellement de la machine, le nivellement de la presse à friction, le nivellement de la machine à redresser les profilés et la correction de la machine de formage à marteaux vibrants.
Le nivellement manuel consiste à utiliser des marteaux ou des méthodes de torsion pour corriger la déformation des pièces. Il s'agit d'une méthode souple et directe, principalement utilisée pour les pièces que l'équipement ne peut pas niveler. Les outils couramment utilisés pour le nivellement manuel sont les marteaux, les masses, les maillets, les marteaux à percussion, les crics, les pinces-étaux, etc.
Les outils de mesure comprennent principalement des règles, des jauges d'épaisseur et des gabarits. Champ d'application du nivellement manuel : redressement de cisaillement et couper les coudes latéraux, redresser les petits angles d'acier, niveler manuellement les défauts de formage des pièces à usiner.
Le planage machine est principalement utilisé pour les plaques d'acier au carbone, les plaques d'acier inoxydable et les plaques d'alliage d'aluminium, divisées en planage de plaques minces et planage de plaques épaisses.
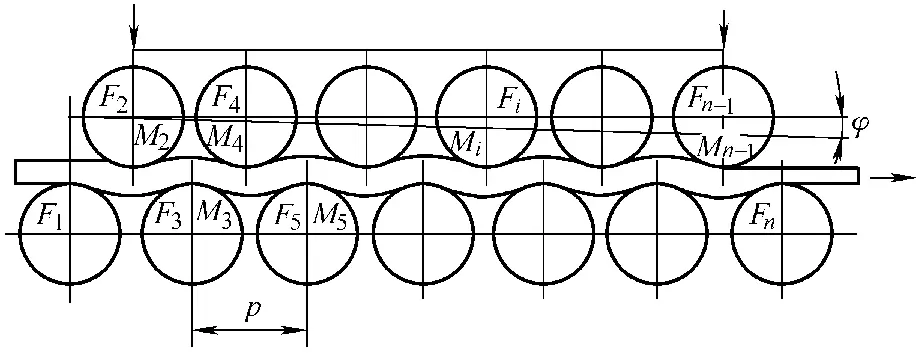
Le cintrage des plaques se divise en cintrage planaire (bidimensionnel) et cintrage spatial (tridimensionnel), comme le montre la figure 3-159. Le principe du nivellement des plaques est de provoquer une déformation plastique de la plaque métallique sous l'action du rouleau de nivellement, afin d'obtenir un état plat, comme le montre la figure 3-160.
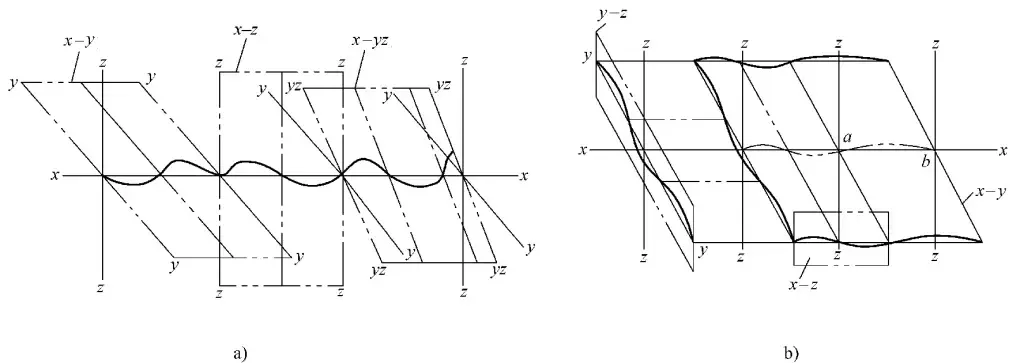
a) Diagramme de flexion bidimensionnel
b) Diagramme de flexion tridimensionnel
Pour l'égalisation des pièces d'emboutissage des wagons de passagers, deux types d'équipements sont utilisés en fonction de l'épaisseur de la pièce : les machines à planer les tôles minces et les machines à planer les tôles épaisses.
L'aspect de la machine à planer les plaques minces est illustré à la figure 3-16a, et ses paramètres techniques sont indiqués dans le tableau 3-108. Cette machine utilise une correction de précision à 19 rouleaux, des plaques de nivellement d'une épaisseur de 0,5 à 8 mm, avec une précision de réglage des rouleaux de redressement de ±0,01 mm.
Tableau 3-108 Paramètres techniques de la planeuse de plaques minces de précision à 19 rouleaux
| Matériau | Acier, acier inoxydable, alliage d'aluminium |
| Caractéristiques de surface | Pas de matériau sensible à la surface, pas de matériau sujet à l'oxydation et à la rouille |
| Tolérance géométrique | Tolérance d'épaisseur et de forme conforme aux normes EN |
| Résistance à la traction | Voir le tableau des performances de nivellement |
| Limite d'élasticité | Voir le tableau des performances de nivellement |
| Section transversale du matériau | Voir le tableau des performances de redressement |
| Longueur minimale du matériau (sens travers) | 100mm |
| Matériau Largeur | 1650mm |
| Vitesse de passage | 3~12m/min |
| Diamètre du rouleau niveleur | 56 mm |
| Nombre de rouleaux de nivellement | 19 |
| Précision de réglage des rouleaux de nivellement | ±0,01mm |
| Passage Hauteur au-dessus du sol | 950 mm |
| Espace requis (longueur × largeur × hauteur) | 3900mm×2350mm×2050mm |
L'apparence de la machine à planer les plaques épaisses est illustrée à la figure 3-16b, et ses paramètres techniques sont indiqués dans le tableau 3-109. Cette machine utilise une correction de précision à 13 rouleaux, des plaques de nivellement d'une épaisseur de 6 à 22 mm, avec une planéité de nivellement de 0,5 mm/m².2.
Tableau 3-109 : Spécifications techniques de la machine à planer les tôles épaisses à commande numérique à 13 rouleaux
| Matériau | Unités | Notes |
| Type de matériau | Acier au carbone ordinaire, acier résistant aux hautes températures, acier fortement allié, acier inoxydable, alliage d'aluminium | |
| État des matériaux | Poinçonnage, cisaillage, découpe à la flamme, Découpage plasmaDécoupe laser, grenaillage de surface, etc. | |
| Limite d'élasticité maximale | N/mm2 | 700 : Epaisseur 22mm, Longueur totale 900mm : Epaisseur 20mm, Longueur totale 1000mm |
| Épaisseur minimale de nivellement | mm | 6 |
| Épaisseur maximale de nivellement | mm | 22 |
| Paramètres liés au niveleur | ||
| Largeur maximale de nivellement | mm | 1650 |
| Nombre de rouleaux de nivellement | n° | 13 |
| Diamètre des rouleaux de nivellement | mm | 180 |
| Nombre de rouleaux de support supérieurs | n° | 4 rangées de 8 rouleaux, soit un total de 32 rouleaux de soutien |
| Nombre de rouleaux de support inférieurs | n° | 4 rangées de 9 rouleaux, soit un total de 36 rouleaux de soutien |
| Diamètre des rouleaux de support | mm | 200 |
| Capacité de charge de chaque rouleau de support | kN | 1000 |
| Vitesse de mise à niveau réglable | m/ min | 0 ~ 15 |
| Puissance du moteur principal (approximative) | kW | 175 (Vitesse 1200r/min) |
| Précision de la planéité | 0,5mm/m² | |
| Poids de la machine (moteur compris) | kg | 65000 |
| Dimensions de la machine (L×L×H) | mm | 2500 x 4200 x 3650 |
| Hauteur de la table de travail | mm | 800 |
En fonction de l'épaisseur du matériau, sélectionnez les valeurs pour les côtés d'entrée et de sortie de la planeuse. Pour différents matériaux et différentes formes de pièces, les valeurs pour les côtés d'entrée et de sortie varieront ; les pièces à haute limite élastique et de grande section ont des valeurs de réglage d'entrée plus importantes.
Le tableau 3-110 indique les valeurs de réglage pour les côtés d'entrée et de sortie du niveleur à plaque mince ; le tableau 3-111 indique les valeurs de réglage pour les côtés d'entrée et de sortie du niveleur à plaque épaisse.
Tableau 3-110 : Valeurs d'ajustement pour les côtés d'entrée et de sortie de la mise à niveau de la tôle mince (unité : mm)
| Épaisseur de la feuille | Valeurs de réglage de la limite côté entrée | Valeurs de réglage du côté de l'entrée | Valeurs de réglage du côté sortie |
| 0.5 | -2.4 | -1.2 | 0.5 |
| 0.8 | -2 | -0.8 | 0.8 |
| 1 | -1.2 | -0.6 | 1 |
| 1.5 | -0.9 | 0.1 | 1.5 |
| 2 | -0.4 | 0.6 | 2 |
| 2.5 | 0.1 | 1 | 2.5 |
| 3 | 0.8 | 1.7 | 3 |
| 4 | 1.9 | 2.8 | 4 |
| 4.5 | 2.5 | 3.4 | 4.5 |
| 5 | 3.2 | 3.8 | 5 |
| 6 | 4.3 | 5 | 6 |
| 8 | 6.6 | 7.2 | 8 |
| 10 | 8.8 | 9.2 | 10 |
| 12 | 10.8 | 11.2 | 12 |
Tableau 3-111 : Valeurs d'ajustement pour les côtés d'entrée et de sortie de la mise à niveau de la tôle épaisse (Unité : mm)
| Epaisseur du matériau | 4° | 3° | 2° | 1° |
| 6 | 5. 87 | 5.91 | 4.01 | 3.98 |
| 8 | 7.71 | 7.71 | 5.83 | 5.83 |
| 10 | 9.88 | 9.89 | 7.61 | 7.58 |
| 12 | 11.79 | 11.76 | 9.6 | 9.57 |
| 14 | 13.75 | 13.69 | 11.56 | 11.50 |
| 16 | 15.85 | 15.87 | 13.68 | 13.63 |
| 18 | 17.88 | 17.87 | 15.66 | 15.62 |
| 20 | 19.86 | 19.86 | 17.61 | 17.57 |
| 22 | 21.85 | 21.85 | 19.57 | 19.52 |
La figure 3-161 illustre la direction de nivellement de la pièce.
1) Sélectionnez les valeurs de réglage pour les côtés d'entrée et de sortie en fonction du matériau, de l'épaisseur et de la forme de la pièce à niveler.
2) Essai de mise à niveau de la première pièce.
3) Corriger les valeurs d'ajustement pour les côtés d'entrée et de sortie sur la base des résultats de l'inspection de nivellement de la première pièce.
4) Répéter plusieurs fois l'essai de nivellement, l'inspection et la correction pour déterminer les valeurs finales pour les côtés d'entrée et de sortie.
5) Procéder à la mise à niveau de la production par lots.
Effectuer un contrôle de planéité 100% des pièces nivelées. Toute pièce non conforme dépassant la norme est soumise à des traitements de planage secondaires ou multiples jusqu'à ce que la planéité de la pièce réponde aux exigences.
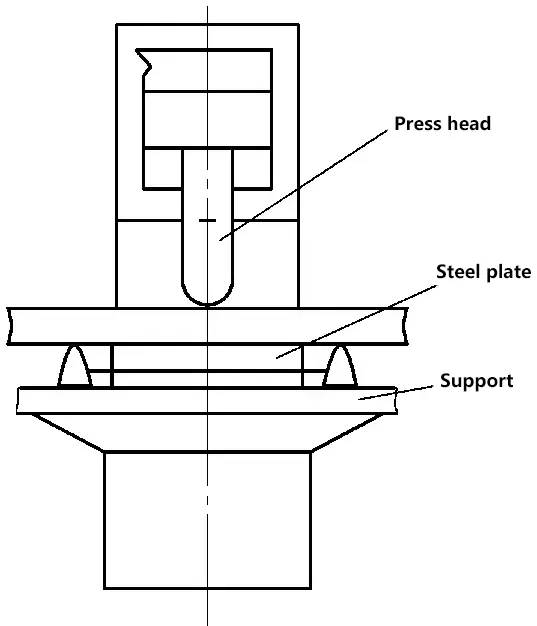
Pour les pièces qui dépassent la capacité de planage de la planeuse à rouleaux, une méthode de correction de la pression est utilisée. La figure 3-162 montre un schéma de l'utilisation d'une presse hydraulique à dresser pour niveler des plaques épaisses.
Pour les pièces de tôle et de profilés de petite taille, des déformations se produisent également lors de l'usinage. processus d'estampage. Toutefois, en raison de leur petite taille, ces pièces ne peuvent pas être nivelées à l'aide d'une machine à niveler. Une presse à friction est donc utilisée pour les niveler de force.
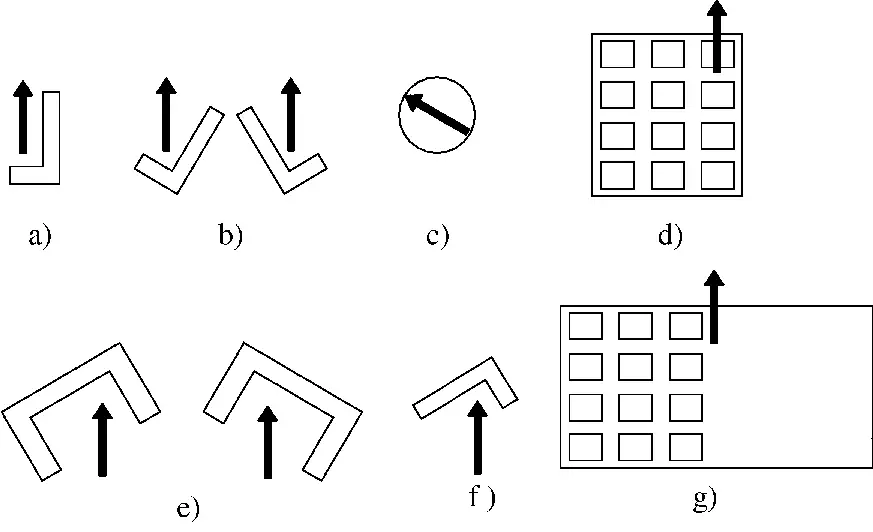
La figure 3-163 illustre plusieurs méthodes courantes de correction à l'aide d'une presse à friction, telles que le nivellement par chevauchement de pièces déformées multicouches, le nivellement de plaques épaisses et le nivellement à l'aide d'un fer à coussin.
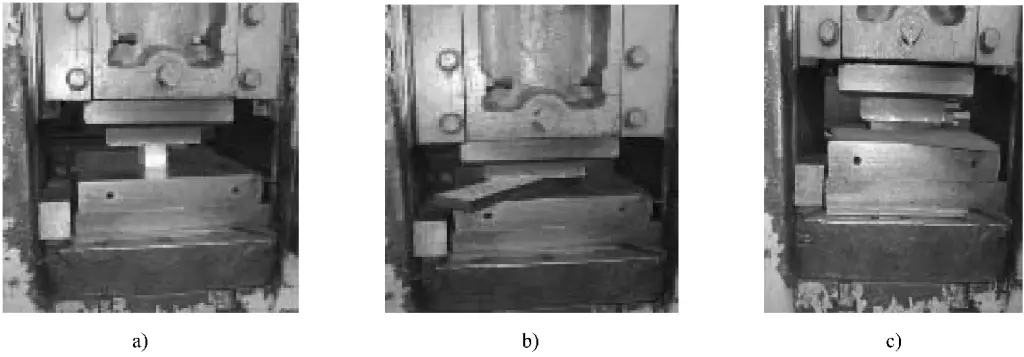
a) Plaques minces superposées pour le nivellement
b) Nivellement des plaques épaisses
c) Application d'un fer à repasser au milieu du processus
Les cornières, les profilés et les autres profils utilisés dans la fabrication des autobus peuvent se déformer pendant le transport et la découpe. Ces déformations sont corrigées à l'aide d'une machine à redresser les profilés en acier (pour le redressage). La machine à redresser les profilés d'acier, comme le montre la figure 3-164, a une structure horizontale et est entraînée par un système hydraulique.
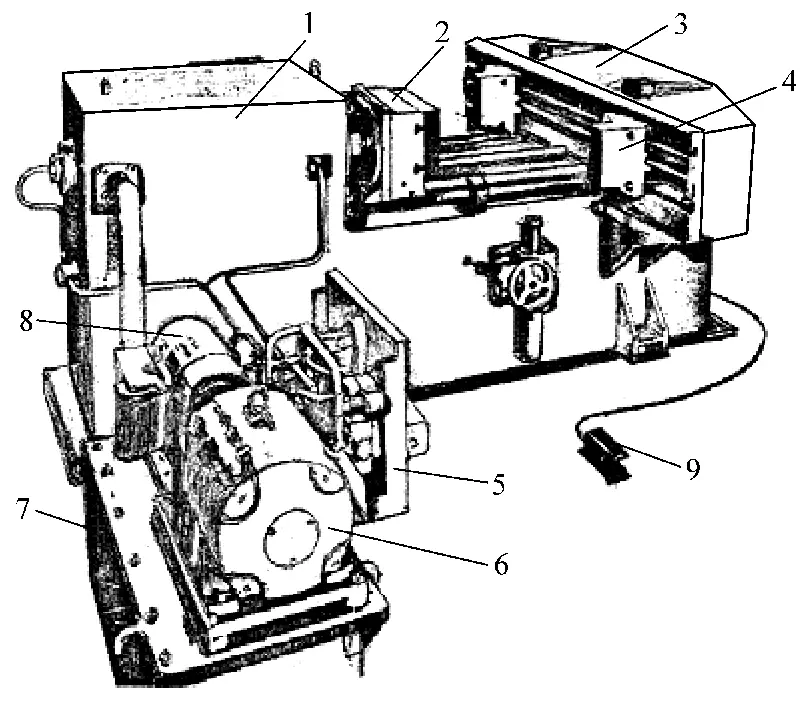
1 - Cylindre hydraulique,
2 - Tête de presse
3 - Traverse de soutien
4 - Pivot mobile
5 - Tableau de commande hydraulique
6 - Moteur électrique
7 - Réservoir d'huile
8 - Pompe à huile
9 - Interrupteur à pédale
La machine à redresser les profilés en acier utilise une méthode de pliage inversée pour le redressage. Le profilé est placé entre la tête de presse et les points d'appui. La distance entre les deux points d'appui peut être réglée en fonction de la longueur et du degré de cintrage du profilé.
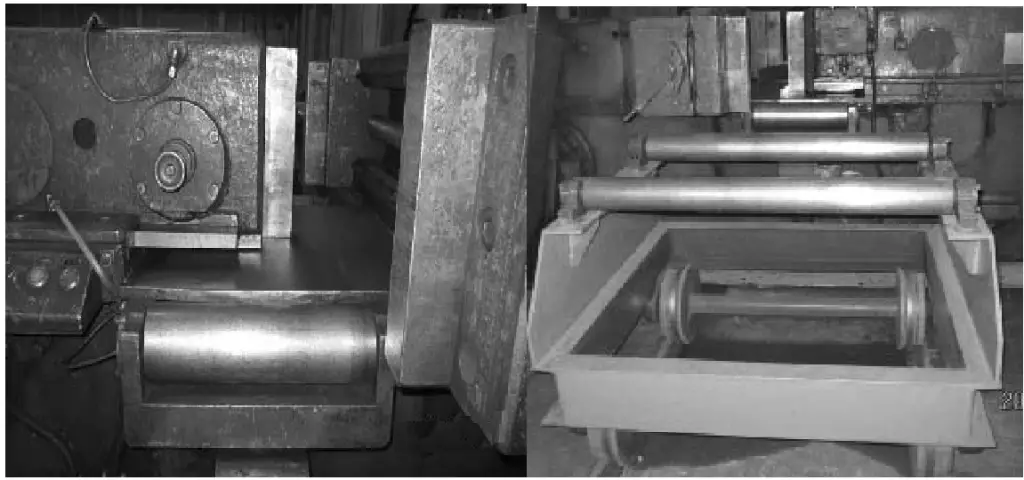
La force exercée par la tête de presse agit sur le profilé à égaliser et le fait plier dans la direction opposée. En fonction du degré de flexion du profilé, celui-ci est nivelé par étapes jusqu'à ce qu'il soit complètement redressé. L'illustration 3-165 montre le dispositif de support en acier profilé.
En plus de redresser les profilés en acier, la machine à redresser les profilés en acier peut également niveler certaines plaques épaisses à structure spéciale et remodeler les pièces formées. La figure 3-166 illustre respectivement le redressage de l'acier d'angle et le nivellement des composants spéciaux.
