
Techniques de redressage des métaux : Des méthodes manuelles aux méthodes à flamme
Pourquoi le métal se plie-t-il et se tord-il pendant la production, et comment peut-on y remédier ? Le processus de redressage des métaux, de...
Curieux de savoir comment les structures métalliques sont redressées de manière impeccable ? Cet article se penche sur le processus captivant du redressage à la flamme en utilisant des flammes oxy-acétyléniques. Découvrez comment un chauffage précis corrige les déformations, les techniques employées et les facteurs critiques de réussite. Préparez-vous à explorer cette compétence essentielle de l'ingénierie !

Dans le domaine du redressage thermique des matériaux métalliques, le redressage à la flamme oxyacétylénique est le plus répandu. Le redressage à la flamme n'est pas seulement utilisé dans le travail de préparation des matériaux, mais peut également servir à corriger la déformation des structures au cours du processus de fabrication. En raison de la commodité, de la flexibilité et du faible coût du redressage à la flamme, son application est relativement répandue.
Les matériaux métalliques ont des propriétés physiques de dilatation et de contraction thermique. Lorsqu'elle est chauffée localement, la partie chauffée du matériau se dilate, mais en raison de la faible température du matériau environnant, la dilatation est entravée. À ce moment-là, le métal chauffé est soumis à une contrainte de compression. Lorsque la température de chauffage est comprise entre 600 et 700℃, la contrainte de compression dépasse la limite d'élasticité du matériau à cette température, ce qui entraîne une déformation plastique par compression.
Après l'arrêt du chauffage, le métal se refroidit et se contracte, ce qui fait que les fibres métalliques dans la zone chauffée sont plus courtes qu'auparavant, créant ainsi une nouvelle déformation. Le redressage à la flamme utilise la nouvelle déformation causée par le chauffage local du métal pour corriger la déformation d'origine. Par conséquent, il est essentiel de comprendre les modèles de déformation causés par le chauffage local de la flamme pour maîtriser le redressage à la flamme.
La figure 1 montre la déformation de la plaque d'acier, de l'acier angulaire et de l'acier en forme de T pendant et après le chauffage. Le triangle de la figure 1 représente la zone de chauffage. Comme les fibres métalliques de la zone chauffée se contractent en refroidissant, l'acier façonné se plie vers le côté chauffé.
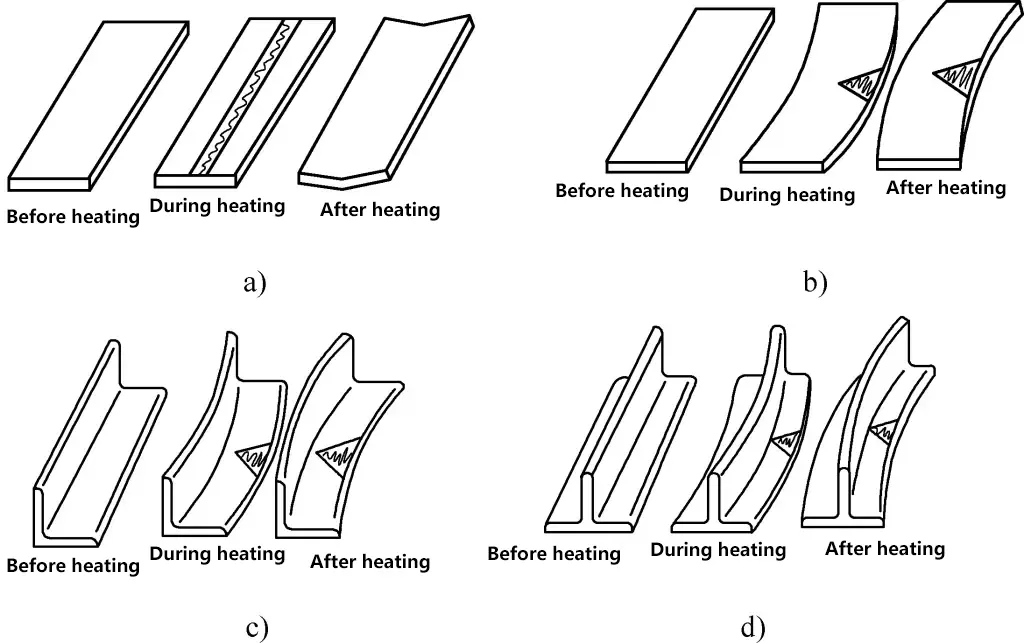
a), b) Tôle d'acier
c) Acier angulaire
d) Acier en forme de T
Pendant le redressage à la flamme, la déformation causée par le chauffage doit se faire dans la direction opposée à la déformation d'origine afin de la compenser et de la corriger. La source de chaleur pour le chauffage par redressage à la flamme est généralement la flamme oxy-acétylène, car elle a une température élevée et une vitesse de chauffage rapide.
Le redressage à la flamme est une opération manuelle. Pour obtenir de meilleurs résultats, il est nécessaire de contrôler l'emplacement, la durée et la température de la flamme en fonction de la déformation de la pièce. Différentes positions de chauffage peuvent corriger les déformations dans différentes directions. La position de chauffage doit être choisie sur la partie où les fibres métalliques sont les plus longues, à savoir le côté extérieur du matériau où se produit la déformation par flexion.
En outre, la forme de la zone de chauffage sur la pièce chauffée influe considérablement sur la direction de correction et l'ampleur de la déformation. La direction dans laquelle la différence de longueur des fibres passant par la zone de chauffage est la plus grande est celle dans laquelle la déformation de la pièce est la plus importante. L'ampleur de la déformation est proportionnelle à la différence de longueur traversant la zone de chauffage. L'utilisation de flammes ayant des niveaux de chaleur différents permet d'obtenir des capacités de correction variables.
Si la chaleur de la flamme est insuffisante, le temps de chauffage sera prolongé, ce qui élargira la zone chauffée et réduira la différence de déformation entre les fibres parallèles, rendant difficile l'aplanissement de la déformation. Par conséquent, plus le chauffage est rapide et concentré, plus la capacité de correction est forte et plus la déformation de correction est importante.
Pour le redressage à la flamme de l'acier à faible teneur en carbone et de l'acier ordinaire faiblement allié, une température de chauffage de 600-800℃ est couramment utilisée. En général, la température de chauffe ne doit pas dépasser 850℃ pour éviter de surchauffer le métal. Cependant, la température de chauffage ne doit pas non plus être trop basse, car elle entraînerait une mauvaise efficacité de la correction. La température de chauffage peut être évaluée approximativement par la couleur de la surface de l'acier lorsqu'elle est chauffée en production, sa précision dépendant de l'expérience, comme le montre le tableau 1.
Tableau 1 Couleur de la surface de l'acier et température correspondante (observée dans l'obscurité)
| Couleur | Température/℃ |
| Brun-rouge foncé | 550~580 |
| Brun-rouge | 580~650 |
| Rouge cerise foncé | 650~730 |
| Rouge cerise foncé | 730~770 |
| Rouge cerise | 770~800 |
| Rouge cerise clair | 800~830 |
| Rouge cerise vif | 830~900 |
| Orange-jaune | 900~1050 |
| Jaune foncé | 1050~1150 |
| Jaune vif | 1150~1250 |
| Blanc-jaune | 1250~1300 |
Il existe trois façons de chauffer la surface des pièces déformées : le chauffage ponctuel, le chauffage linéaire et le chauffage triangulaire.
Le chauffage ponctuel consiste à chauffer une zone d'un certain diamètre en un point de forme ronde. La forme et le nombre de points chauds sont déterminés en fonction de l'état de déformation de l'acier. Le chauffage multipoint utilise généralement un motif de fleurs de prunier (voir figure 2a), et le diamètre d de chaque point doit être plus grand pour les tôles épaisses et plus petit pour les tôles minces, généralement pas moins de 15 mm.
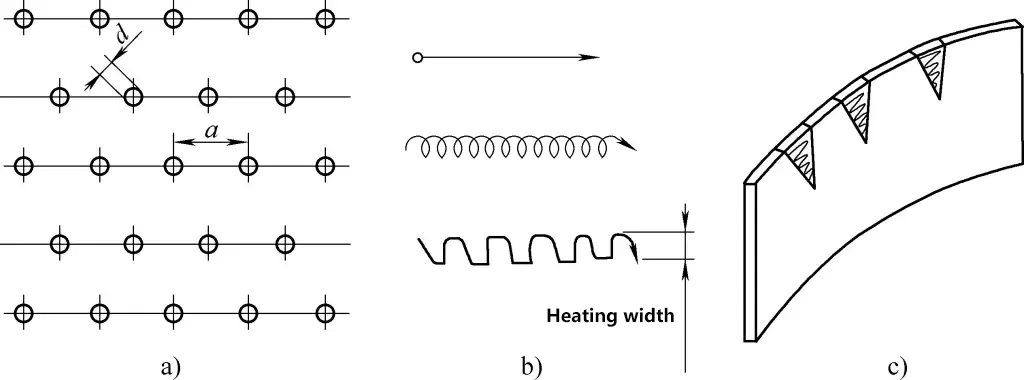
a) Chauffage ponctuel
b) Chauffage en ligne
c) Chauffage triangulaire
Plus la déformation est importante, plus la distance a entre les points doit être réduite, généralement de 50 à 100 mm.
Pendant le chauffage, lorsque la flamme se déplace en ligne droite ou oscille simultanément dans une certaine direction latérale en largeur, on parle de chauffage en ligne. Il en existe trois types : le chauffage en ligne droite, le chauffage en chaîne et le chauffage par courroie (voir figure 2b). Le retrait transversal de la ligne de chauffage est généralement plus important que le retrait longitudinal, et le retrait augmente avec la largeur de la ligne de chauffage, la largeur de la ligne de chauffage étant généralement de 0,5 à 2 fois l'épaisseur de l'acier. Le chauffage linéaire est généralement utilisé pour les structures présentant une déformation importante.
Lorsque la zone de chauffage est triangulaire, on parle de chauffage triangulaire (voir figure 2c). Comme la zone de chauffage est grande, la quantité de retrait est également grande et, en raison de la largeur inégale du chauffage le long de la direction de la hauteur du triangle, la quantité de retrait est également inégale, ce qui entraîne une correction importante de la déformation par flexion, souvent utilisée pour corriger la déformation par flexion des composants rigides et fortement déformés.
Le tableau 2 présente les méthodes de redressage à la flamme acétylène des matériaux d'acier courants.
Tableau 2 Méthodes de redressage à la flamme acétylène pour les matériaux d'acier courants
| Matériau vierge | Déformation originale | Méthode de chauffage | Esquisse | Explication |
| Plaque d'acier mince (épaisseur n'excédant pas 8 mm) | Renflement central | Chauffage des points | 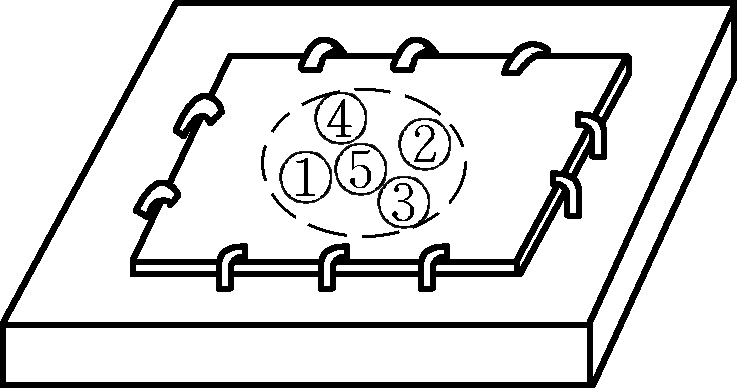 | Avec le renflement vers le haut, serrer avec un Kamaten. Les points chauds sont espacés de 50 à 100 mm ; utiliser une valeur plus petite pour une déformation plus importante.Diamètre du point chaud ≥ 15 mm, prendre l'épaisseur maximale de la plaque. Si la zone de déformation est importante, prendre plus de points de chauffe. Voir la figure pour la séquence de chauffage, complétée par le martelage. |
| Chauffage linéaire | 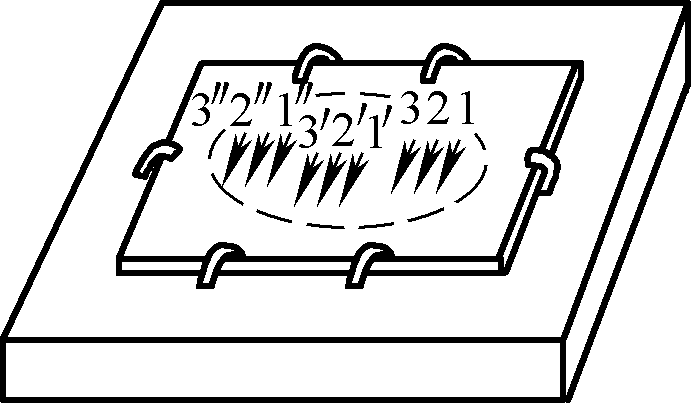 | Fixer la partie bombée vers le haut sur la plate-forme. La trajectoire de la ligne de chauffe comprend trois types : ligne droite, ligne ondulée et ligne en spirale. Les deux dernières ont des largeurs de (0,5~2) fois l'épaisseur de la plaque. Le retrait longitudinal le long de la ligne de chauffe est inférieur au retrait transversal. En cas de déformation importante, il est possible d'augmenter la largeur de la ligne et de réduire l'espacement entre les lignes. | ||
| Un côté est ondulé | Chauffage linéaire |  | La partie bombée étant tournée vers le haut, serrer les trois côtés qui ne sont pas déformés, chauffer d'abord les deux côtés de la partie bombée, puis entourer vers la partie bombée, et répéter le chauffage si nécessaire. | |
| Tôle d'acier épaisse | Flexion en arc de cercle | Chauffage linéaire |  | Placer sur la plate-forme, chauffer la partie la plus haute à 600~800°C, la profondeur de chauffe ne doit pas dépasser 1/3 de l'épaisseur de la plaque, on peut répéter la chauffe si nécessaire. |
| Tube en acier | Pliage | Chauffage ponctuel |  | Chauffer la surface convexe (une ou plusieurs rangées de points), en se déplaçant rapidement d'un point à l'autre et en chauffant rangée par rangée. |
| Acier en forme de T | Pliage latéral | Chauffage Triangle | 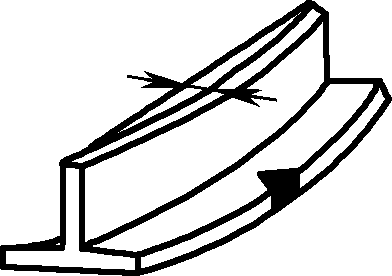 | Chauffer la partie bombée de la plaque horizontale |
 | Chauffer la partie bombée de la plaque verticale | |||
| Acier angulaire | Pliage externe | Chauffage Triangle |  | Chauffer la partie surélevée |
| Poutre en I | Pliage latéral | Chauffage Triangle | 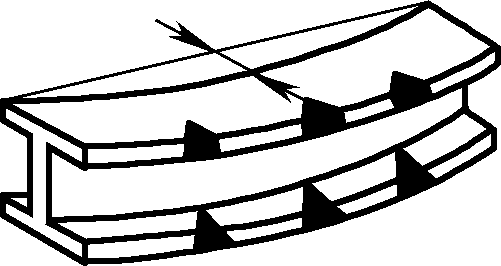 | Chauffer la partie surélevée |
| Profilés en acier | Cintrage latéral local | Chauffage linéaire |  | Deux torches de soudage effectuant simultanément un chauffage ondulé |
| Cylindre en acier | La courbure locale est trop importante | Chauffage linéaire |  | Chaleur le long de la ligne de production |
| La courbure locale est trop faible |  |
Faites attention aux points suivants pendant l'opération de redressement de la flamme :
1) La vitesse de chauffage doit être rapide, la chaleur doit être concentrée et la zone chauffée en dehors de la zone de chauffage doit être réduite au minimum, ce qui permet d'améliorer l'effet de redressement et d'obtenir un rétrécissement local plus important.
Lors de la correction d'une grande zone de déformation, que l'on utilise plusieurs points ou plusieurs lignes de chauffage, les zones de chauffage ne doivent pas se chevaucher, sinon le matériau de la pièce sera endommagé. Avant la correction, les points et les lignes de chauffage et leurs directions doivent être marqués en fonction de la taille et du degré de la zone de déformation. Dans un lot de chauffage, tous les points et lignes doivent être uniformément répartis, symétriques et décalés.
L'ensemble du processus de chauffage doit être effectué par lots. Lorsqu'un lot répond aux exigences de redressement, aucun autre chauffage n'est nécessaire. Les processus de redressement non planifiés sont interdits, car ils peuvent garantir l'effet du redressement et éviter le chevauchement des zones chauffées.
L'ordre avant et arrière des points et des lignes de chauffage dans chaque lot doit commencer par le bord de la zone de déformation. Un chauffage concentré excessif au milieu de la zone de déformation est interdit, car il entraînera une déformation excessive de la zone et rendra le redressement ultérieur difficile en raison des propriétés du matériau de cette zone.
2) Dans la pratique, il est courant d'utiliser de l'eau pour refroidir rapidement la zone chauffée après le chauffage afin d'accélérer le retrait du métal et d'améliorer l'efficacité de la correction. Par rapport au redressage à la flamme pure, l'efficacité peut être plus que triplée. Cette méthode est connue sous le nom de méthode de redressage à l'eau et au feu.
La méthode de redressage à l'eau et au feu présente certaines limites. Pour corriger des plaques d'acier à faible teneur en carbone d'une épaisseur de 2 mm, la température de chauffage ne doit généralement pas dépasser 600 °C et la distance entre l'eau et le feu doit être plus courte.
Lors de la correction de plaques d'acier d'une épaisseur de 4 à 6 mm, la température de chauffage doit être de 600 à 800 °C et la distance entre l'eau et le feu doit être de 25 à 30 mm. Lors de la correction de tôles d'acier d'une épaisseur supérieure à 8 mm, le refroidissement à l'eau n'est généralement pas envisagé en raison des contraintes importantes qu'il entraîne. Pour les plaques d'acier ayant tendance à durcir (telles que les plaques d'acier ordinaire faiblement allié), la distance entre l'eau et le feu doit être plus grande.
Pour les matériaux à forte tendance au durcissement (tels que les aciers à moyenne et haute teneur en carbone ou les aciers alliés), les méthodes de correction au feu par l'eau ne peuvent pas être utilisées, et seul un certain degré de refroidissement à l'air peut être effectué pour améliorer la déformation. Lors du pliage et de la correction des plaques d'acier, la profondeur de chauffe doit être contrôlée entre 1/4 et 1/3 de l'épaisseur de la plaque et ne doit pas être trop profonde, sinon cela affectera grandement l'effet de la correction par la flamme.
Bien que la correction à la flamme soit une méthode aux effets correctifs importants, elle reste relativement peu efficace pour contrôler les quantités de déformation, en particulier pour les pièces particulièrement sensibles à la correction à la flamme, telles que la correction de redressement des pièces élancées et la correction d'aplatissement des plaques minces.
Par conséquent, pour la correction de telles pièces présentant de grandes déformations, la correction à la flamme ne peut être utilisée que comme méthode de correction grossière, complétée par une correction mécanique ultérieure ; pour la correction de telles pièces présentant de petites déformations et des exigences élevées, la correction à la flamme ne doit pas (est interdite) être utilisée, sinon elle entraînera de nouvelles déformations, voire des déformations encore plus importantes.
3) Pour accélérer la contraction de la zone de chauffe, le martelage est parfois complété, mais il faut utiliser un marteau en bois ou en cuivre, et non un marteau en fer.







