
Soudage à l'arc submergé : Principes, caractéristiques et applications
Bienvenue dans le monde du soudage à l'arc submergé (SAW). Cet article explore le fonctionnement du soudage à l'arc submergé, ses avantages et ses limites,...
Êtes-vous prêt à élever votre niveau de soudage avec le soudage à l'arc submergé (SAW) ? Cette technique, réputée pour son efficacité et sa précision, peut révolutionner vos projets. Dans cet article, vous découvrirez les étapes de préparation essentielles, les paramètres de soudage clés et des conseils d'experts pour obtenir des résultats impeccables. Du traitement des rainures à la vitesse de soudage idéale, nous avons tout prévu. Plongez dans cet article pour maîtriser l'art du soudage à l'arc submergé et obtenir à chaque fois des soudures impeccables et de grande qualité.

Lors du soudage, en raison de l'utilisation d'un courant élevé, lorsque l'épaisseur de la plaque d'acier est inférieure à 14 mm, il n'est généralement pas nécessaire de réaliser des rainures, mais lorsque l'épaisseur est supérieure à 14 mm, afin de garantir la qualité du soudage, il convient de réaliser une certaine forme de rainure. Pour les joints de soudage à l'arc submergé en acier au carbone et en acier faiblement allié, les rainures doivent être réalisées conformément aux dispositions de la norme GB/T985.2-2008 "Recommended Grooves for Submerged Arc Welding" (rainures recommandées pour le soudage à l'arc submergé).
Le traitement des rainures peut être effectué à l'aide d'équipements tels que les raboteuses, les machines de découpe au gaz ou le gougeage à l'arc au carbone, et les rainures traitées doivent être droites et répondre aux exigences techniques spécifiées.
Avant le soudage, il est nécessaire de nettoyer la rainure et la zone de 20 à 50 mm de part et d'autre de la rainure de toute trace de gravure, d'huile, d'humidité, d'oxyde, etc. Les méthodes de nettoyage peuvent inclure des brosses métalliques, des roues métalliques, des meules portatives, des machines à polir, le grenaillage et la cuisson à la flamme oxygénée.
L'assemblage des pièces soudées exige une grande précision, afin de garantir des écarts uniformes, des surfaces planes et l'absence de désalignement.
Soudage à l'arc submergé Le fil et le flux participent à la réaction métallurgique du soudage, ce qui affecte considérablement la composition, la structure et les propriétés mécaniques de la soudure. Il est donc nécessaire d'améliorer le nettoyage du fil de soudure et de sécher le flux avant le soudage.
1) Les fils de soudure vendus sur le marché sont généralement recouverts d'une couche de cuivre antirouille.
Avant utilisation, il est nécessaire d'éliminer l'huile et les autres contaminants de la surface du fil de soudure afin d'éviter les pores d'hydrogène. Si le fil de soudure n'est pas recouvert d'une couche de cuivre antirouille, il est également nécessaire d'éliminer la rouille et l'oxyde de la surface avant de procéder au soudage.
2) Le flux doit être séché si nécessaire avant d'être utilisé.
Les flux acides doivent être séchés à 250°C et maintenus au chaud pendant 1~2 heures ; les flux à haute teneur en fluorure limités au courant continu doivent être séchés à 300~400°C et maintenus au chaud pendant 2 heures, et doivent être utilisés immédiatement après le séchage.
Dans la mesure du possible, il convient d'utiliser des gabarits lors de l'assemblage avant soudage afin de garantir la précision du soudage par points. En général, les gabarits sont retirés après le soudage par points. Si le soudage doit être effectué à l'aide de gabarits, ceux-ci ne doivent pas interférer avec le processus de soudage. Les pièces légères et minces doivent être fixées à l'aide de gabarits ou par soudage par points ; les pièces d'épaisseur moyenne ou supérieure doivent être fixées par soudage par points.
Le cordon de soudure doit se trouver à l'arrière du premier cordon de soudure, et la longueur et l'espacement du cordon de soudure doivent être déterminés en fonction de l'épaisseur de la tôle. Lorsque l'épaisseur de la pièce soudée est 25mm, la soudure d'assemblage est longue de 50~60mm et espacée de 250~300mm.
Le soudage par points utilise généralement la méthode de soudage à l'arc sous protection métallique. Les matériaux de soudage utilisés pour le soudage par points doivent correspondre aux performances des matériaux de la pièce. Après le soudage par points, le laitier et les éclaboussures sur le cordon de soudure doivent être nettoyés rapidement et vérifiés pour détecter les fissures et autres défauts excessifs ; s'ils sont détectés, ils doivent être ciselés et soudés à nouveau par points. Lors du soudage de joints droits, il convient d'ajouter une plaque de départ et une plaque d'arrêt, de la même épaisseur que la pièce, d'une longueur de 100 à 150 mm et d'une largeur de 70 à 100 mm.
Les principaux paramètres de soudage à l'arc submergé comprennent le courant de soudage, la tension de soudage, la vitesse de soudage, la source d'alimentation et la polarité, le diamètre du fil et la longueur du fil dépassant de la pointe de contact.
La profondeur du bain de soudure dans le soudage automatique à l'arc submergé (appelée profondeur de pénétration) est déterminée par le courant de soudage, et sa formule empirique approximative est la suivante
h =ki
où :
Le courant de soudage est le principal facteur déterminant la profondeur de pénétration. Dans une certaine plage, lorsque le courant de soudage augmente, la profondeur de pénétration et le renforcement de la soudure augmentent, tandis que la largeur de la soudure n'augmente pas de manière significative.
L'augmentation du courant de soudage peut améliorer la productivité, mais à une certaine vitesse de soudage, un courant de soudage excessif entraînera une zone affectée thermiquement trop importante et produira des défauts tels que des morceaux de soudure et des brûlures ; si le courant de soudage est trop faible, la pénétration est insuffisante, ce qui peut entraîner une mauvaise fusion, une pénétration incomplète, des inclusions de laitier et une mauvaise formation de la soudure.
Pour assurer la formation esthétique de la soudure, tout en augmentant le courant de soudage, il est nécessaire d'augmenter la tension de l'arc pour maintenir une relation proportionnelle appropriée, voir le tableau 5-35 pour la tension de soudage correspondante.
Tableau 5-35 Tension de soudage correspondant au courant de soudage
| Courant de soudage/A | 600~700 | 700 ~ 850 | 850~1000 | 1000 ~ 1200 |
| Tension de soudage/V | 36~38 | 38~40 | 40 ~ 42 | 42~44 |
La tension de soudage est le principal facteur déterminant la largeur de la fusion. Lorsque la tension de soudage est augmentée, la longueur de l'arc augmente, la profondeur de pénétration diminue, la soudure devient plus large et l'excès de hauteur diminue. Si la tension de soudage est trop élevée, la quantité de flux fondu augmente, l'arc devient instable et des défauts tels que des contre-dépouilles et des porosités peuvent apparaître. Par conséquent, tout en augmentant la tension de soudage, il convient également d'augmenter le courant de soudage.
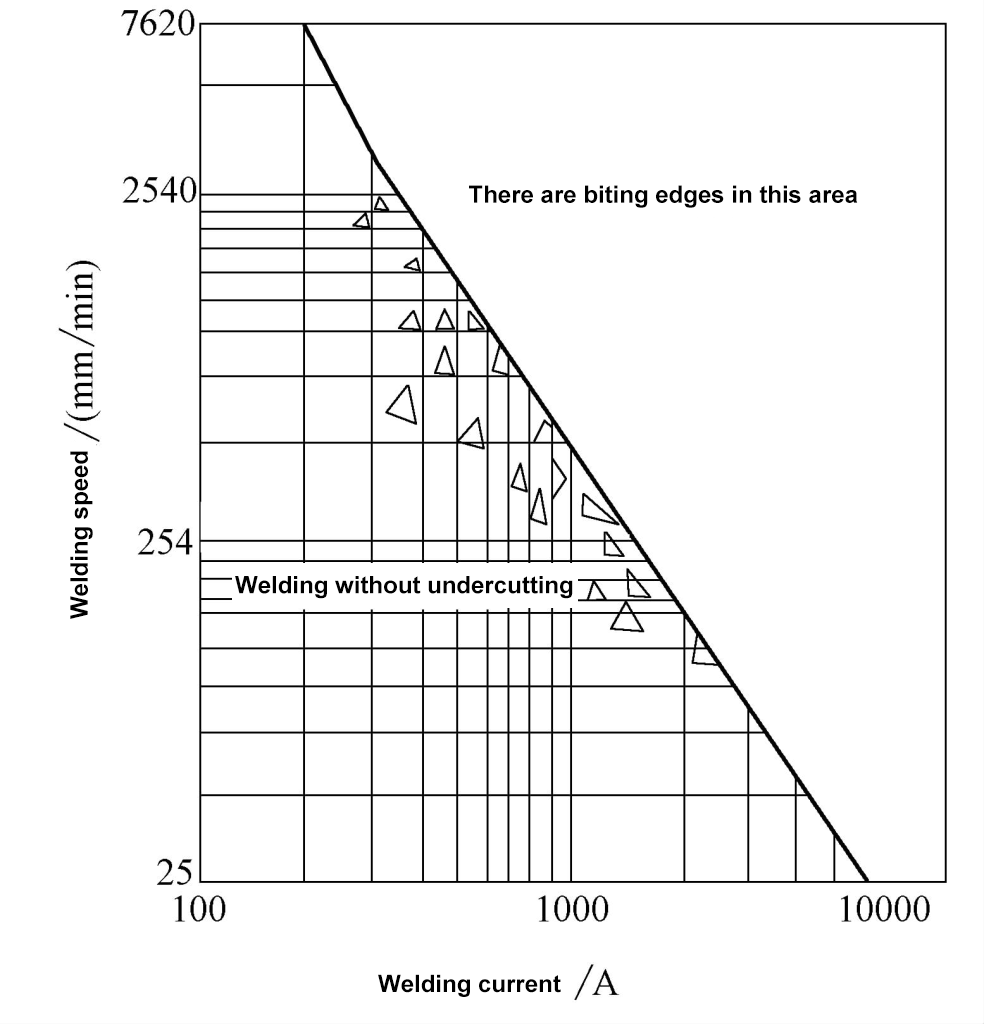
La vitesse de soudage a un impact significatif sur la profondeur et la largeur de la pénétration. Lorsque la vitesse de soudage augmente, la profondeur et la largeur de la pénétration diminuent. Par conséquent, pour assurer la pénétration et augmenter la vitesse de soudage, il est nécessaire d'augmenter simultanément le courant et la tension de soudage. Cependant, un courant trop élevé et une vitesse de soudage trop rapide peuvent entraîner des défauts tels que des contre-dépouilles, une pénétration incomplète, un soufflage de l'arc et des porosités. Inversement, une vitesse de soudage trop lente entraîne une hauteur excessive, la formation d'un grand bain de fusion, un débordement, une formation rugueuse de la soudure et une inclusion de laitier. Par conséquent, la vitesse de soudage ne doit être ni trop élevée ni trop faible.
La relation entre le courant et la vitesse de soudage est illustrée à la figure 5-43. Pour un courant de soudage donné, il existe une plage appropriée de vitesses de soudage dans laquelle la formation de la soudure est esthétique ; lorsque la vitesse de soudage dépasse la limite supérieure de cette plage, des défauts tels que des contre-dépouilles apparaissent. Lorsque la vitesse de soudage est inférieure à la limite inférieure de cette plage, des défauts tels que l'inclusion de laitier apparaissent.
1) Caractéristiques externes.
Utiliser une caractéristique externe décroissante. Lors de l'utilisation d'une machine de soudage à l'arc submergé avec une alimentation en fil à vitesse constante, il convient d'utiliser une caractéristique à chute lente ; lors de l'utilisation d'une machine de soudage avec un système d'ajustement automatique de l'arc, il convient d'utiliser une caractéristique à chute abrupte. Pour souder des plaques minces avec un fil fin, il convient d'utiliser une source d'alimentation à caractéristique plate en courant continu.
2) Polarité.
La polarité inverse du courant continu est généralement utilisée, tandis que pour le soudage par accumulation, il convient d'utiliser la polarité droite du courant continu.
Avec un courant fixe, plus le diamètre du fil est fin, plus la pénétration est profonde et plus le facteur de formation de la soudure est faible. Cependant, pour un certain diamètre de fil, la plage de courant utilisée ne doit pas être trop large, sinon le fil deviendra rouge en raison d'une chaleur de résistance excessive, ce qui affectera les performances du fil et la stabilité du processus de soudage. La plage de courant de soudage pour différents diamètres de fil est indiquée dans le tableau 5-36.
Tableau 5-36 Plage de courant de soudage pour différents diamètres de fil
| Diamètre du fil/mm | 2 | 3 | 4 | 5 | 6 |
| Densité de courant / (A/mm²) | 63~125 | 50~85 | 40 ~63 | 35~50 | 28~42 |
| Courant de soudage / A | 200 ~400 | 350 ~600 | 500 ~ 800 | 700~1000 | 800~1200 |
L'augmentation de la longueur de la saillie du fil augmente la résistance, accélère la fusion du fil et augmente la hauteur de l'excédent. Si la longueur de la saillie est trop petite, la partie saillante du fil devient rouge, voire fond par sections ; si la longueur de la saillie est trop courte, la chaleur générée par l'arc peut facilement endommager la buse conductrice. La longueur de saillie générale du fil est de 30 à 40 mm.
Dans le soudage à l'arc submergé à fil unique, le fil est généralement perpendiculaire à la pièce, mais dans le soudage à fil double ou triple, chaque fil ayant une fonction différente, un certain angle d'inclinaison est approprié. Lorsque le fil est incliné vers l'avant (l'angle entre le fil et la direction de soudage est de 90°), la pénétration diminue considérablement et la formation de la soudure est médiocre. Lorsque le fil est incliné vers l'arrière, la pénétration augmente, l'excès de hauteur augmente et la soudure est profonde et étroite.
Si l'épaisseur de la couche de flux est trop faible, la protection de l'arc est médiocre, et il se produit même un arc ouvert, ce qui rend l'arc instable et favorise la porosité et les fissures. Si l'épaisseur de la couche de flux est trop importante, la soudure devient plus étroite et le facteur de forme de la soudure diminue (le facteur de forme de la soudure est le rapport entre la largeur de la soudure et la pénétration, désigné par ψ). L'épaisseur générale de la couche de flux est de 20 à 30 mm.
L'augmentation de la granularité du flux diminue légèrement la pénétration, augmente légèrement la largeur et réduit également légèrement l'excès de hauteur. Lorsque la granularité du flux est fixe, si le courant est trop élevé, l'arc peut être instable et les bords du cordon de soudure irréguliers. Lorsque le courant de soudage est inférieur à 600A, la granularité du flux est de 0,25~1,6mm ; lorsque le courant de soudage est de 600~1,6mm, la granularité du flux est de 0,25~1,6mm.
Lorsque le courant de soudage est supérieur à 1200A, la granularité du flux est de 0,4~2,5mm ; lorsque le courant de soudage est supérieur à 1200A, la granularité du flux est de 1,6~3,0mm.
1) Forme de la rainure.
Lorsque les autres paramètres de soudage restent inchangés, l'augmentation de la profondeur et de la largeur de la rainure accroît la profondeur de pénétration de la soudure, ce qui réduit considérablement le renforcement de la soudure et le taux de fusion.
2) Lacune de la racine.
Dans les soudures bout à bout, l'augmentation de l'écart entre les pièces augmente également la profondeur de pénétration.
3) L'épaisseur des pièces et les conditions de dissipation de la chaleur.
Lorsque l'épaisseur des pièces est plus importante et que les conditions de dissipation de la chaleur sont meilleures, la largeur de la soudure diminue et le renforcement augmente.
L'impact des paramètres de soudage sur la qualité et la formation de la soudure est indiqué dans le tableau 5-37.
Tableau 5-37 Impact des paramètres de soudage sur la qualité et la formation de la soudure
| Paramètres de soudage | Impact sur la qualité et la formation des soudures | Schéma de principe |
| Courant de soudage I | 1. Dans une certaine fourchette, une augmentation de I accroît à la fois la profondeur de la fusion et le renforcement, ce qui améliore la productivité. 2. Lorsque la vitesse de soudage est constante, une vitesse trop élevée peut provoquer des brûlures et une zone affectée par la chaleur trop importante. 3. Un I trop faible entraîne une pénétration insuffisante et des défauts tels qu'une mauvaise fusion, un manque de pénétration et des inclusions de laitier, ce qui aggrave la formation de la soudure. | 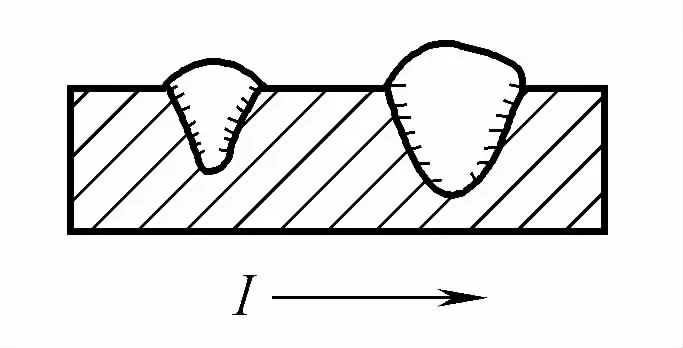 |
| Tension d'arc U | 1. Une augmentation de U diminue la profondeur de la fusion et du renforcement, élargissant la soudure. 2. Un U trop élevé augmente la quantité de flux fondu, perturbe l'arc et peut également provoquer des défauts tels que la porosité de la soudure. | 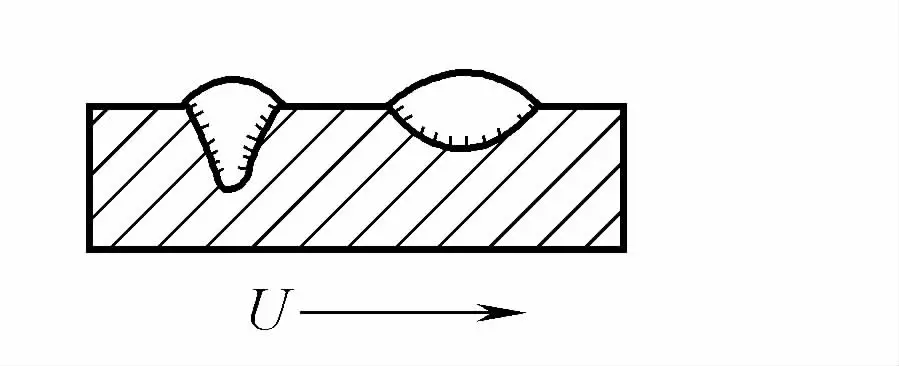 |
| Vitesse de soudage v | 1. Lorsque v augmente, le taux de fusion du matériau de base ① diminue 2. Un v trop élevé peut facilement provoquer des défauts tels que des contre-dépouilles, une pénétration incomplète, un soufflage de l'arc et une porosité, ce qui entraîne une mauvaise formation de la soudure. 3. Un v trop lent entraîne un renforcement excessif, un bain de soudure large et peu profond, une surface de soudure rugueuse, un risque de débordement, de grumeaux de soudure ou de brûlures ; si U est également trop élevé, il peut facilement provoquer des fissures. | 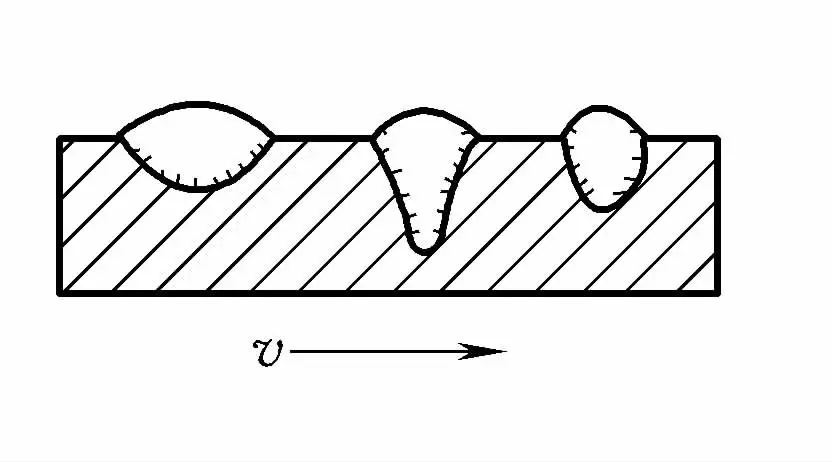 |
| Diamètre du fil et longueur de la tige | 1. A I constant, la réduction du diamètre du fil augmente la profondeur de pénétration et le facteur de formation de la soudure ② diminue 2. L'augmentation de la longueur des fils augmente la vitesse de dépôt ③ et renforcement | - |
| Angle du fil (fil par rapport à la pièce) | 1. Dans le cas du soudage monofilaire, le fil est perpendiculaire à la pièce. 2. Lorsque le fil est incliné vers l'avant, la pénétration est peu profonde, la soudure est large, ce qui convient au soudage de tôles minces. Lorsque le fil de soudage est incliné vers l'arrière, la pénétration et la hauteur excessive augmentent, la largeur de la soudure diminue considérablement et la formation de la soudure est médiocre ; généralement utilisé uniquement pour le fil d'apport dans le soudage multifilaire. | 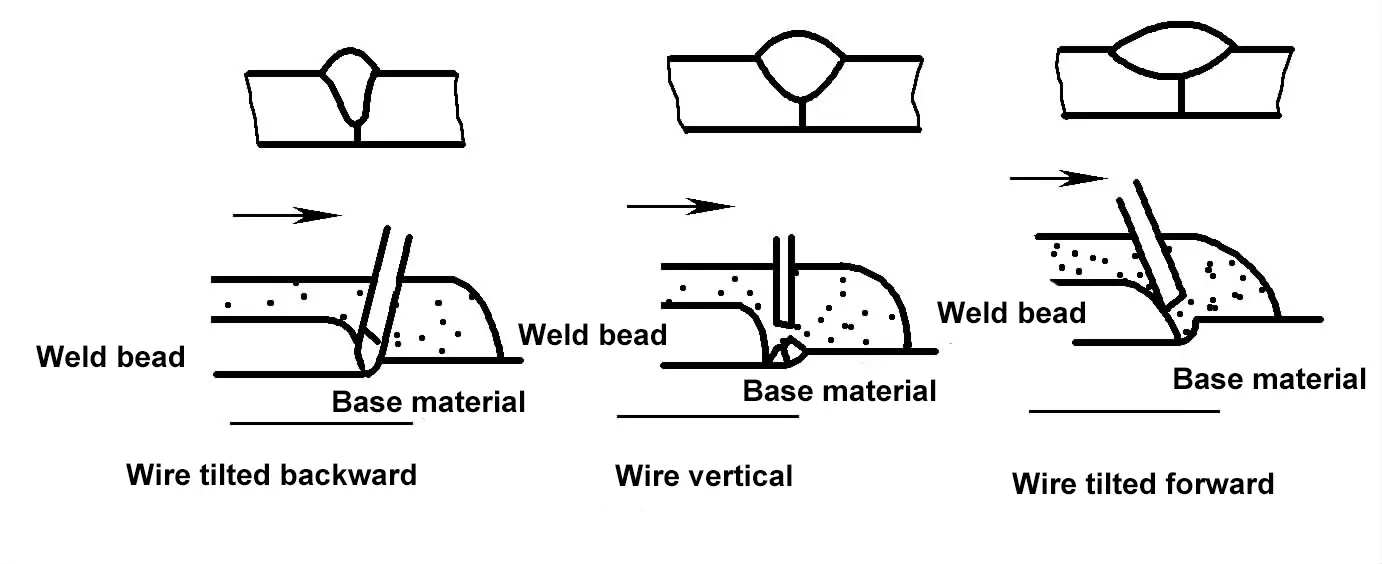 |
| Angle d'inclinaison de la soudure | 1. Lors du soudage en montée, la pénétration et la hauteur excédentaire sont importantes, la largeur de la soudure est étroite, et lorsque l'angle de montée est trop grand, la hauteur excédentaire est trop importante et provoque facilement un décolletage. 2. Pendant le soudage en descente, la pénétration et la hauteur de dépassement diminuent, la largeur de la soudure augmente, et un angle d'inclinaison excessif peut entraîner une pénétration insuffisante et un débordement de la soudure. | 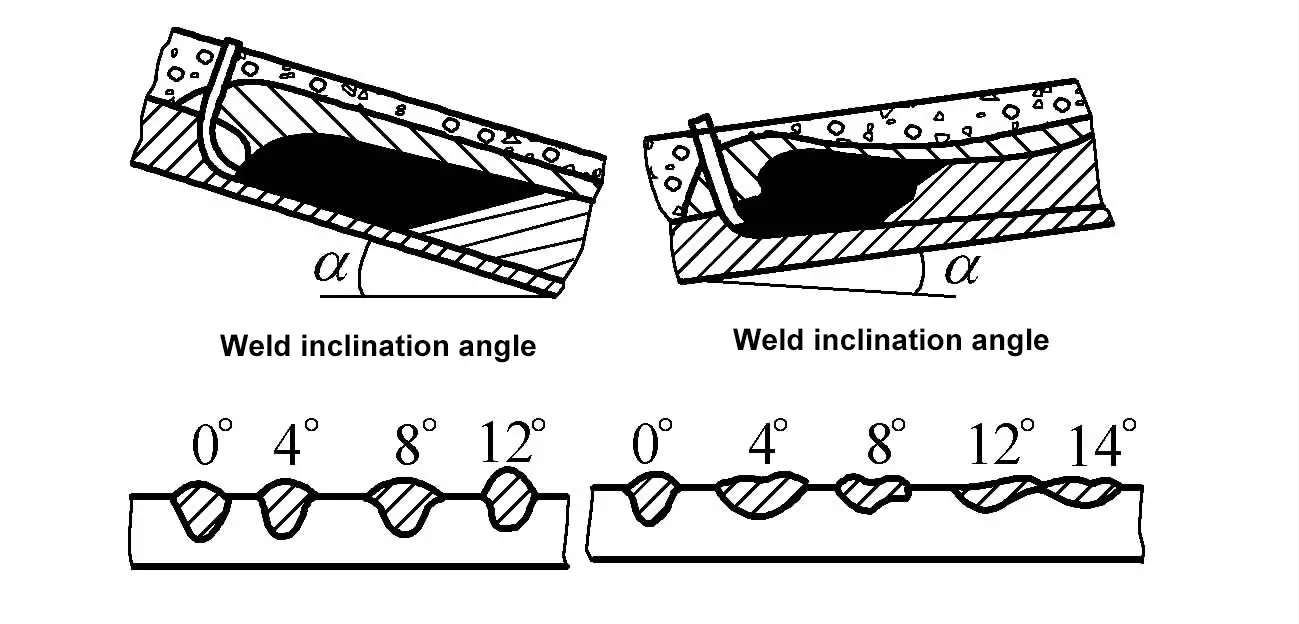 |
| Espace d'assemblage et angle de la rainure | Lorsque l'écart d'assemblage et l'angle de la rainure augmentent alors que les autres conditions restent inchangées, la hauteur d'excès h diminue, tandis que la profondeur de pénétration H augmente, et l'épaisseur de soudage h + H reste à peu près inchangée. | 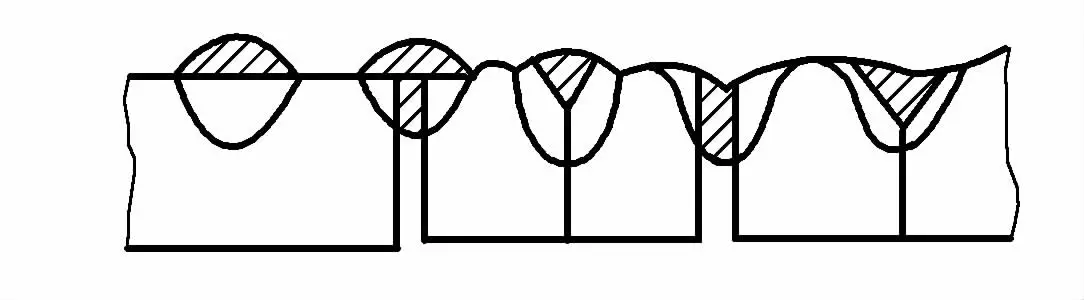 |
| Épaisseur et granularité de la couche de flux | 1. Si la couche de flux est trop fine, l'arc est exposé, la protection de l'arc est mauvaise et il est facile de produire des pores ou des fissures ; si elle est trop épaisse, la soudure devient plus étroite et le facteur de formation de la soudure diminue. 2. Lors du soudage de plaques minces avec un fil de soudage fin, si les particules de flux sont trop grosses, l'arc est instable et la surface de la soudure est rugueuse ; si les particules sont petites, la surface de la soudure est lisse et bien formée. | - |
① Rapport de fusion : Lors du soudage par fusion, le pourcentage du matériau de base qui est fondu dans le métal soudé.
② Facteur de formation de la soudure : Lors du soudage par fusion, le rapport entre l'épaisseur de la soudure et l'épaisseur de la soudure calculée sur la section transversale d'une seule passe de soudure.
③ Taux de dépôt : La quantité de métal déposée sur la pièce par unité de temps pendant le processus de dépôt (kg/h).
1) Soudage simple face avec formation double face.
① Méthode de support par flux.
Le support de flux soutient l'arrière de la pièce avec une certaine pression pour aider à former la soudure. Les paramètres de soudage à l'arc submergé pour le soudage simple face avec formation double face sur support de flux sont indiqués dans le tableau 5-38. Étant donné que le flux doit toujours être en contact étroit avec la pièce pendant le soudage et que la formation de la face arrière de la soudure est difficile à stabiliser, pour éviter que la soudure ne soit suspendue et que le support ne colle pas fermement, il est généralement pressé à l'aide d'un cadre de pression, d'une plate-forme électromagnétique, etc.
Tableau 5-38 Paramètres de soudage pour le soudage simple face avec formation double face sur support de flux en soudage à l'arc submergé
| Epaisseur de la pièce/mm | Espace d'assemblage/mm | Diamètre du fil de soudure/mm | Courant de soudage/A | Tension d'arc/V | Vitesse de soudage/(m/h) | Pression du tampon de flux/MPa |
| 2 | 0 ~1.0 | 1.6 | 120 | 24 à 28 | 43.5 | 8 |
| 3 | 0 ~1.5 | 2~3 | 275~300 400~425 | 28~30 25~28 | 44.7 | 8 |
| 4 | 0~1.5 | 2~4 | 375~400 525~550 | 28~30 | 40, 50 | 10~15 |
| 5 | 0 ~2.5 | 2~4 | 425~450 575~625 | 32~34 28~32 | 35, 46 | 10~15 |
| 6 | 0~3.0 | 2~4 | 475, 600 ~650 | 32~34 28~32 | 30, 40.5 | 10~15 |
| 7 | 0~3.0 | 4 | 650~700 | 30~34 | 37 | 10~15 |
| 8 | 0~3.5 | 4 | 725~775 | 30~36 | 34 | 10 ~15 |
Méthode du tampon en cuivre et méthode du tampon flux-cuivre.
Lors du soudage de tôles minces de 4 mm ou moins, il est possible d'omettre les espaces d'assemblage et de souder directement sur la plaque de support en cuivre pour obtenir un soudage sur une seule face et une formation sur deux faces. Lors du soudage de plaques plus épaisses, la méthode du tampon flux-cuivre est souvent utilisée pour améliorer les conditions de formation de la face arrière.
À ce stade, la pièce n'a pas de biseau, un espace d'assemblage approprié est réservé, puis le flux est uniformément saupoudré dans le joint pour le soudage. Pendant le soudage, la pièce doit être fermement serrée contre la plaque d'appui en cuivre. Voir le tableau 5-39 pour les paramètres de soudage pour le soudage bout à bout d'un seul côté sur la plaque de support en cuivre avec flux.
Tableau 5-39 Paramètres de soudage pour le soudage bout à bout d'un seul côté sur la plaque de support en cuivre sous flux.
| Type de plaque de support en cuivre | Épaisseur de la tôle d'acier /mm | Espace d'assemblage /mm | Diamètre du fil de soudure /mm | Courant de soudage /A | Tension d'arc /V | Vitesse de soudage /(cm/min) | Plaque de support en cuivre Taille de la rainure /mm | ||
| b | h | r | |||||||
 | 3 | 2 | 3 | 380~420 | 27~29 | 78.3 | 10 | 2.5 | 7 |
| 4 | 2~3 | 4 | 450~500 | 29 ~31 | 68 | ||||
| 5 | 2~3 | 4 | 520~560 | 31~33 | 63 | ||||
| 6 | 3 | 4 | 550~600 | 33~35 | 63 | ||||
| 7 | 3 | 4 | 640~680 | 35~37 | 58 | 12 | 3 | 7.5 | |
| 8 | 3~4 | 4 | 680~720 | 35~37 | 53.3 | ||||
| 9 | 3~4 | 4 | 720~780 | 36~38 | 46 | 14 | 3.5 | 9.5 | |
| 10 | 4 | 4 | 780~820 | 38~40 | 46 | ||||
| 12 | 5 | 4 | 850~900 | 39~41 | 38 | 18 | 4 | 12 | |
| 14 | 5 | 4 | 880~920 | 39 ~41 | 36 | ||||
Plate-forme électromagnétique avec méthode des coussins de flux.
Pour les tôles à joints bout à bout d'une épaisseur inférieure à 14 mm, il est possible de procéder à un soudage à pénétration totale d'un seul côté. Pour les épaisseurs supérieures à 14 mm, il convient d'utiliser un chanfrein ou un espace. Un espace de 5 à 6 mm permet de souder à pleine pénétration des plaques de 20 mm sans chanfrein.
Il convient de noter que l'objectif du biseautage n'est pas uniquement d'augmenter la pénétration de la soudure en une seule passe ; il joue également un rôle important dans le contrôle du taux de fusion et dans l'ajustement du renforcement de la soudure.
Tableau 5-40 Plate-forme électromagnétique - Paramètres de soudage pour le soudage bout à bout d'un seul côté sur un tampon de flux
| Épaisseur de la plaque/mm | Espace d'assemblage/mm | Diamètre du fil/mm | Courant de soudage/A | Tension d'arc/V | Vitesse de soudage/(cm/min) | Type de courant | Particules de flux dans le tampon de flux | Pression d'air dans le tuyau du tampon de flux /kPa |
| 2 | 0 ~1.0 | 1.6 | 120 | 24~28 | 73 | Courant continu (connexion inversée) | Minuscule | 81 |
| 3 | 0~1.5 | 1.6 | 275~300 | 28~30 | 56.7 | AC | Minuscule | 81 |
| 2 | 275~300 | 28~30 | 56.7 | |||||
| 3 | 400~425 | 25~28 | 117 | |||||
| 4 | 0~1.5 | 2 | 375~400 | 28~30 | 66.7 | AC | Minuscule | 101-152 |
| 4 | 525~550 | 28~30 | 83.3 | 101 | ||||
| 5 | 0~2.5 | 2 | 425~450 | 32~34 | 58.3 | AC | Minuscule | 101-152 |
| 4 | 575~625 | 28~30 | 76.7 | 101 | ||||
| 6 | 0~3.0 | 2 | 475 | 32~34 | 50 | AC | Normal | 101-152 |
| 4 | 600~650 | 28~32 | 67.5 | |||||
| 7 | 0~3.0 | 4 | 650~700 | 30~34 | 61.7 | AC | Normal | 101-152 |
| 8 | 0~3.5 | 4 | 725~775 | 30~36 | 56.7 | AC | Normal | 101-152 |
④ Méthode de la plaque de cuivre pour le cadre de la presse à portique.
Plusieurs vérins sont placés sur la traverse du portique de la presse. Après l'introduction de l'air comprimé, les vérins entraînent le dispositif de serrage pour presser la pièce sur la plaque de cuivre en fusion pour le soudage. Après le soudage, les cylindres entraînent le dispositif de serrage par l'intermédiaire d'une vanne à trois voies pour soulever et retirer la pièce.
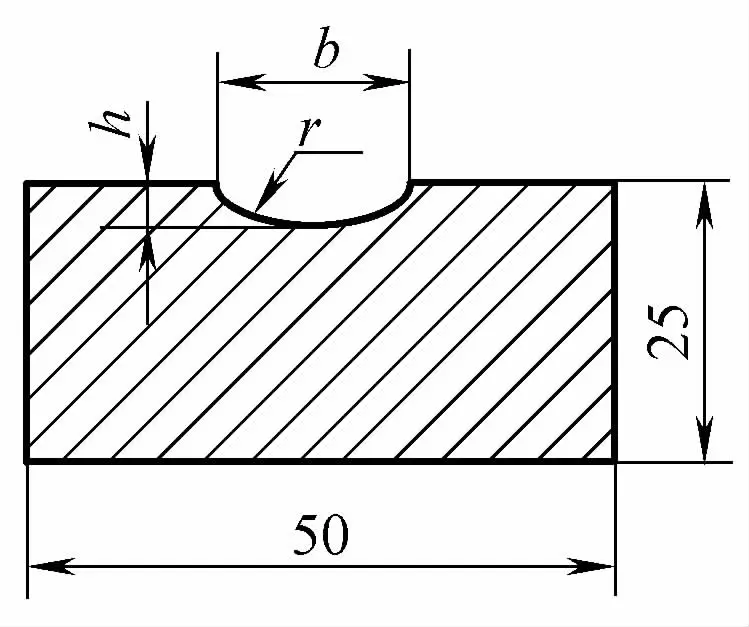
Le dispositif de formage à l'arrière de la soudure utilise un tampon de cuivre sous flux, avec une rainure de formage sur le tampon de cuivre pour assurer le formage de la face arrière. La forme de la section transversale de la rainure de formage du revêtement en cuivre est illustrée à la figure 5-44, et les dimensions de la section transversale du tampon de cuivre sous flux sont indiquées au tableau 5-41.
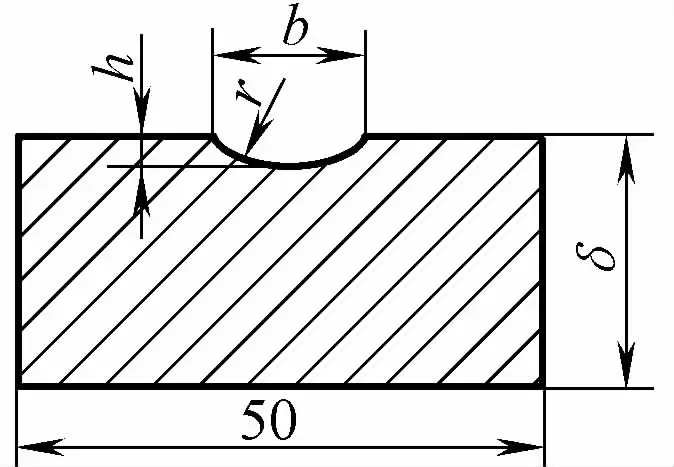
Tableau 5-41 Dimensions de la section transversale de la pastille de cuivre de flux (unité : mm)
| Épaisseur de la soudure | Largeur du tampon en cuivre | Épaisseur du tampon de cuivre | Largeur de la rainure b | Profondeur de la rainure h | Rayon de courbure de la rainure r |
| 4~6 | 50 | 10 | 10 | 2.5 | 7 |
| 6~8 | 50 | 12 | 12 | 3 | 7.5 |
| 8 ~10 | 50 | 14 | 14 | 3.5 | 9.5 |
| 12 ~14 | 50 | 18 | 18 | 4 | 12 |
Nettoyez la zone de soudage, utilisez les rouleaux du convoyeur sur la plate-forme de soudage pour acheminer la pièce soudée en vue de son assemblage, laissez un certain espace d'assemblage et alignez la ligne centrale de l'espace avec la ligne centrale de la rainure de formation, soudez la plaque d'amorçage de l'arc et la plaque de sortie aux deux extrémités de la soudure, abaissez le portique pour presser la pièce soudée, serrez le tampon de cuivre, remplissez uniformément la rainure de formation du tampon de cuivre avec un flux de soudage fin avant le soudage, puis soudez en suivant les paramètres de soudage prescrits. Voir le tableau 5-42 pour les paramètres de soudage du tampon de cuivre par flux du cadre de pression du portique.
Tableau 5-42 Paramètres de soudage de tampons de cuivre par flux sur portique à pression
| Épaisseur de la soudure /mm | Espace d'assemblage/mm | Diamètre du fil/mm | Courant de soudage/A | Tension de soudage/V | Vitesse de soudage/(m/h) |
| 3 | 2 | 3 | 380 ~ 420 | 27~29 | 47 |
| 4 | 2~3 | 4 | 450 ~ 500 | 29 ~31 | 40. 5 |
| 5 | 2~3 | 4 | 520 ~ 560 | 31~33 | 37.5 |
| 6 | 3 | 4 | 550 ~ 600 | 33~35 | 34.5 |
| 7 | 3 | 4 | 640 ~ 680 | 35~37 | 32 |
| 8 | 3~4 | 4 | 680 ~ 720 | 36~38 | 27.5 |
| 9 | 3~4 | 4 | 720 ~ 780 | 38~40 | 27.5 |
| 10 | 4 | 4 | 780~820 | 39 ~41 | 23 |
| 12 | 5 | 4 | 850 ~900 | 39 ~41 | 22 |
| 14 | 6 | 4 | 880~920 | 39 ~41 | 21.5 |
⑤ Méthode du tampon de flux thermodurcissable.
Le flux thermodurcissable est fabriqué en ajoutant une certaine proportion d'agents thermodurcissables au flux général. Il devient une plaque de support d'une certaine rigidité lorsqu'il est chauffé, soutenant de manière fiable le métal en fusion et aidant à la formation du cordon de soudure sur la face arrière. La plaque de flux est dotée d'une bande adhésive double face pour faciliter l'assemblage du support et la formation du cordon de soudure. raccord. Il peut également être fixé sur la pièce à l'aide de pinces magnétiques pendant l'utilisation, comme le montre la figure 5-45.
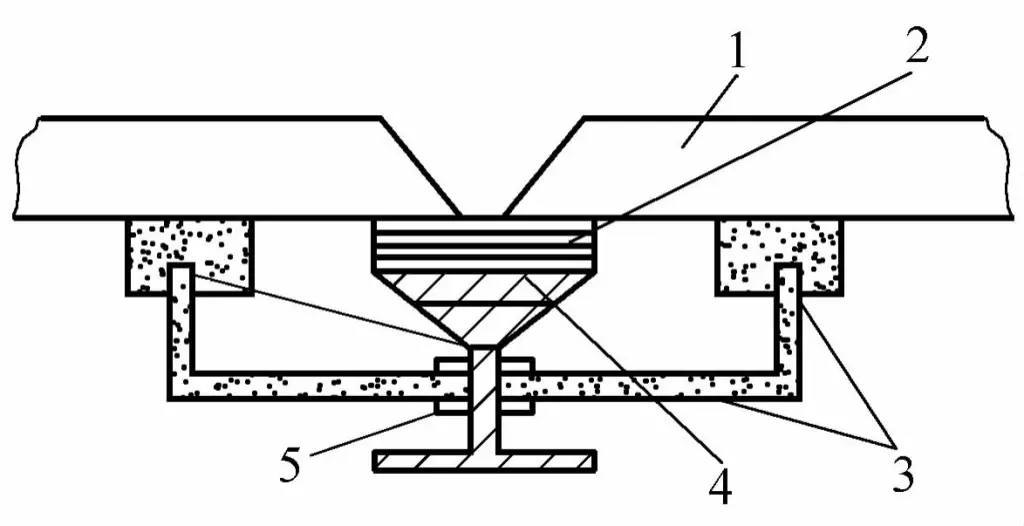
1-Pièce de travail
2-Coussinet de flux thermodurcissable
3 aimants
4-Plaque de support
5-Vis de réglage
Lors de l'utilisation de ce type de flux, les pièces à usiner présentent généralement une rainure en forme de V (avec un bord émoussé). Pour améliorer la productivité, une certaine hauteur de poudre de ferro-alliage peut être empilée à l'intérieur de la rainure. Étant donné que ce procédé est peu affecté par la structure, la position et la taille de la pièce à usiner, il a un large champ d'application. Voir le tableau 5-43 pour les paramètres de soudage à l'arc submergé avec flux thermodurcissable.
Tableau 5-43 Paramètres de soudage à l'arc submergé avec flux de thermodurcissables
| Epaisseur de la pièce/mm | Rainure en V | Séquence de soudage | Courant de soudage/A | Tension d'arc/V | Vitesse de soudage / (m/h) | Épaisseur de la poudre métallique / mm | |
| Angle (°) | Écart/mm | ||||||
| 9 | 50 | 0~4 | 1 | 720 | 34 | 18 | 9 |
| 12 | 50 | 0~4 | 1 | 800 | 34 | 18 | 12 |
| 16 | 50 | 0~4 | 1 | 900 | 34 | 15 | 16 |
| 20 | 50 | 0~4 | 1 | 850 | 34 | 15 | 15 |
| 2 | 820 | 36 | |||||
2) Soudage unilatéral avec bande d'appui et joint de blocage.
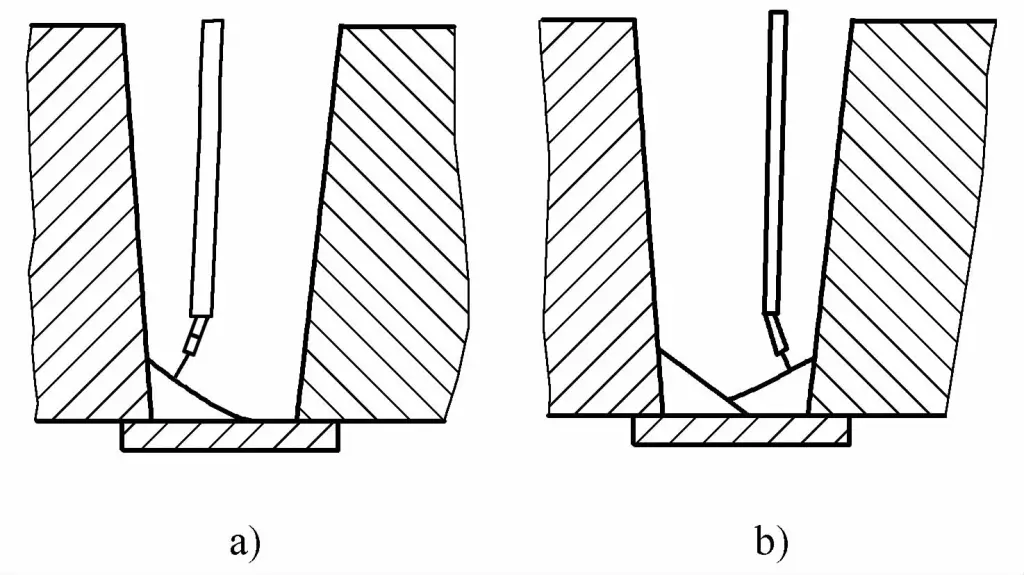
Lorsque la structure de la pièce ou l'équipement de traitement limite la mise en œuvre du soudage simple face avec formation double face, il est possible d'utiliser le soudage simple face avec une bande de renfort ou un joint de verrouillage, comme le montre la figure 5-46. Le matériau de la bande de renfort doit être le même que celui de la pièce. Lors de l'assemblage de la bande de renfort, elle doit être fermement fixée à la pièce avec un espace inférieur à 1 mm afin d'éviter les défauts de soudage. Voir le tableau 5-44 pour les paramètres de soudage à l'arc submergé unilatéral avec une bande de renfort.
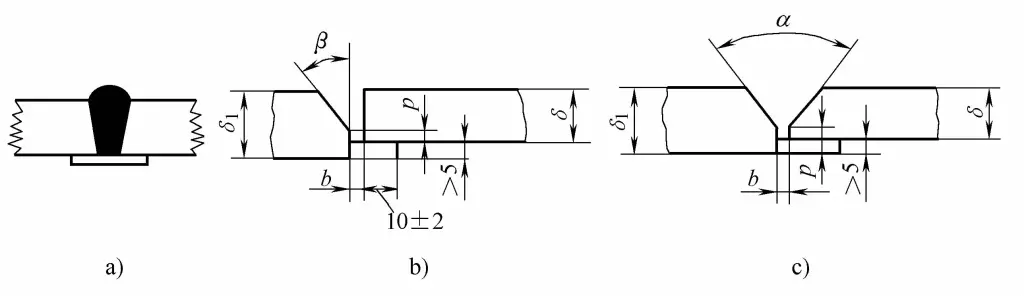
a) Soudage unilatéral avec bande d'appui
b), c) Forme de la rainure de soudure unilatérale du joint de verrouillage
β =20°~ 40° b=2~5mm P=0~4mm α=20°~40° b=2~5mm P=2~5mm
Tableau 5-44 Paramètres de soudage pour le soudage à l'arc submergé sur une seule face avec bande support
| Epaisseur de la soudure/mm | Jeu d'assemblage/mm | Diamètre du fil de soudure/mm | Courant de soudage/A | Tension de soudage/V | Vitesse de soudage/(m/h) | Taille de la plaque d'appui/(mm×mm) |
| 2 | 0.7 | ф3 | 270~300 | 23~27 | 82 | 1×12 |
| 2.5 | 0.7 | ф3 | 270~300 | 23~27 | 75 | 1.5 x15 |
| 3 | 0.7 | ф3 | 270~300 | 23~27 | 60 | 1.5×15 |
| 4 | 0.7 | ф4 | 560~600 | 37~40 | 45 | 2×20 |
| 6 | 0.8 | ф4 | 680~720 | 35~37 | 45 | 3×25 |
Le soudage sur une seule face avec une plaque d'appui est couramment utilisé pour les bouteilles de petit diamètre (telles que les bouteilles de GPL) et pour le soudage des joints circonférentiels des pipelines à moyenne et basse pression.
3) Soudage unilatéral d'autres méthodes de soudage pour le passage de la racine.
Se réfère au soudage d'un seul côté en utilisant le soudage à l'arc sous protection métallique ou le soudage sous protection gazeuse pour la passe racine, suivi par le soudage à l'arc submergé. En général, l'épaisseur de la couche de base doit être supérieure à 6 mm pour éviter les brûlures pendant le soudage à l'arc submergé.
1) Soudage double face avec support de flux.
Le soudage double face avec support de flux est la méthode la plus utilisée pour le soudage bout à bout à l'arc submergé, qui convient au soudage de tôles moyennes et épaisses. En règle générale, le premier côté de la soudure est appuyé sur le tampon de flux et, lors du retournement pour souder l'autre côté, pour assurer la pénétration, le gougeage à l'arc au carbone ou d'autres méthodes de traitement mécanique peuvent être utilisés pour nettoyer correctement la racine. Voir le tableau 5-45 pour les paramètres de soudage double face avec support de flux.
Tableau 5-45 Paramètres de soudage pour le soudage double face avec support de flux
| Epaisseur de la pièce/mm | Formulaire commun | Diamètre du fil/mm | Courant de soudage/A | Tension d'arc/V | Vitesse de soudage/(m/h) |
| 6 |  | 4 | 400 ~ 500 | 29 ~32 | 38~42 |
| 8 |  | 4 | 450 ~550 | 30 ~32 | 36 ~40 |
| 10 |  | 4 | 550 ~ 650 | 32~34 | 36 ~40 |
| 12 |  | 2 | 600 ~700 | 34~36 | 36 ~40 |
| 14 |  | 5 | 700 ~ 800 | 36 ~38 | 30~34 |
| 16 |  | 5 | 700 ~ 800 | 36~38 | 30~34 |
| 25 | 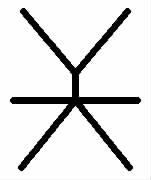 | 5 | 700 ~ 800 | 36~38 | 30~34 |
| >40 | 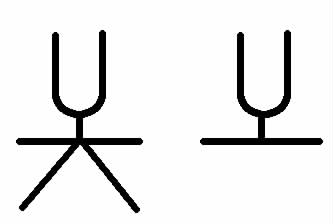 | 5 | 700 ~ 800 | 36~38 | 30 ~34 |
2) Méthode temporaire de soudage double face de la plaque d'appui.
La fonction de la plaque d'appui temporaire est de soutenir le flux rempli dans l'espace. Lors du soudage de joints droits, la plaque d'appui est une bande d'acier d'une épaisseur de 3 à 4 mm et d'une largeur de 30 à 50 mm, ou une corde et un panneau d'amiante peuvent également être utilisés comme supports. Il faut laisser un certain espace avant de souder le premier côté pour que le flux à grain fin puisse pénétrer.
Après avoir soudé le premier côté, retournez la pièce et retirez le support, le flux dans l'espace et la coquille de laitier à la racine de la soudure, puis procédez au soudage du deuxième côté. Voir le tableau 5-45 pour les paramètres de soudage pour le soudage double face avec la méthode du tampon de flux. La figure 5-47 présente différentes formes de plaques de support temporaires.
a) Tampon en acier mince
b) Coussin d'amiante
c) Plaque d'amiante
3) Méthode de suspension : soudage double face.
Lors du soudage par la méthode de suspension, aucun support n'est ajouté à l'arrière de la pièce et aucun équipement ou dispositif auxiliaire n'est nécessaire. Pour éviter la perte de métal fondu par l'interstice ou le brûlage, un contrôle strict de l'interstice est nécessaire, et généralement aucun interstice n'est laissé ou l'interstice est ≤1mm pendant l'assemblage.
Les paramètres de soudage sur le côté avant de la soudure doivent être plus petits, avec une profondeur de pénétration inférieure à la moitié de l'épaisseur de la pièce ; après avoir retourné la pièce, soudez le côté arrière et, pour assurer la pénétration, augmentez de manière appropriée le courant de soudage pour que la profondeur de pénétration atteigne 60%~70% de l'épaisseur de la pièce. Voir le tableau 5-46 pour les paramètres de soudage de la soudure double face en tête.
Tableau 5-46 Paramètres de soudage double face par voie aérienne
| Epaisseur de la pièce /mm | Diamètre du fil /mm | Séquence de soudage | Courant de soudage /A | Tension de soudage /V | Vitesse de soudage /(m/h) |
| 6 | 4 | Direct | 300~420 | 30 | 34.6 |
| Inverser | 430 ~ 470 | 30 | 32. 7 | ||
| 8 | 4 | Direct | 440 ~480 | 30 | 30 |
| Inverser | 480 ~530 | 31 | 30 | ||
| 10 | 4 | Direct | 530~570 | 31 | 27.7 |
| Inverser | 590 ~ 640 | 33 | 27.7 | ||
| 12 | 4 | Direct | 620~660 | 35 | 25 |
| Inverser | 680~720 | 35 | 24.8 | ||
| 14 | 4 | Direct | 680~720 | 37 | 24.6 |
| Inverser | 730 ~ 770 | 40 | 22. 5 | ||
| 15 | 5 | Direct | 800 ~ 850 | 34~36 | 38 |
| Inverser | 850 ~ 900 | 36~38 | 26 | ||
| 17 | 5 | Direct | 850 ~ 900 | 35~37 | 36 |
| Inverser | 900 ~ 950 | 37~39 | 24 | ||
| 18 | 5 | Direct | 850 ~ 900 | 36~38 | 36 |
| Inverser | 900 ~ 950 | 38~40 | 24 | ||
| 20 | 5 | Direct | 850 ~ 900 | 36~38 | 35 |
| Inverser | 900 ~1000 | 38~40 | 24 | ||
| 22 | 5 | Direct | 900 ~ 950 | 37~39 | 32 |
| Inverser | 1000 ~1050 | 38~40 | 24 |
4) Soudage bout à bout de plaques épaisses.
Lorsque l'épaisseur de la pièce est importante, le soudage multicouche est le plus souvent utilisé. La section transversale du cordon de soudure n'est que 70% de la méthode générale de soudage à l'arc submergé, et le cordon de soudure du bord doit être tangent au biseau pour la fusion, et former de manière appropriée une transition concave et lisse. Lors du soudage de la surface de recouvrement, vous pouvez d'abord souder les côtés du biseau, puis souder le cordon de soudure central, ou couvrir successivement la surface selon un modèle de bandes.
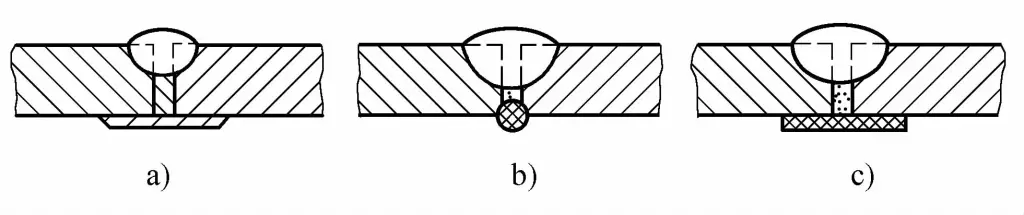
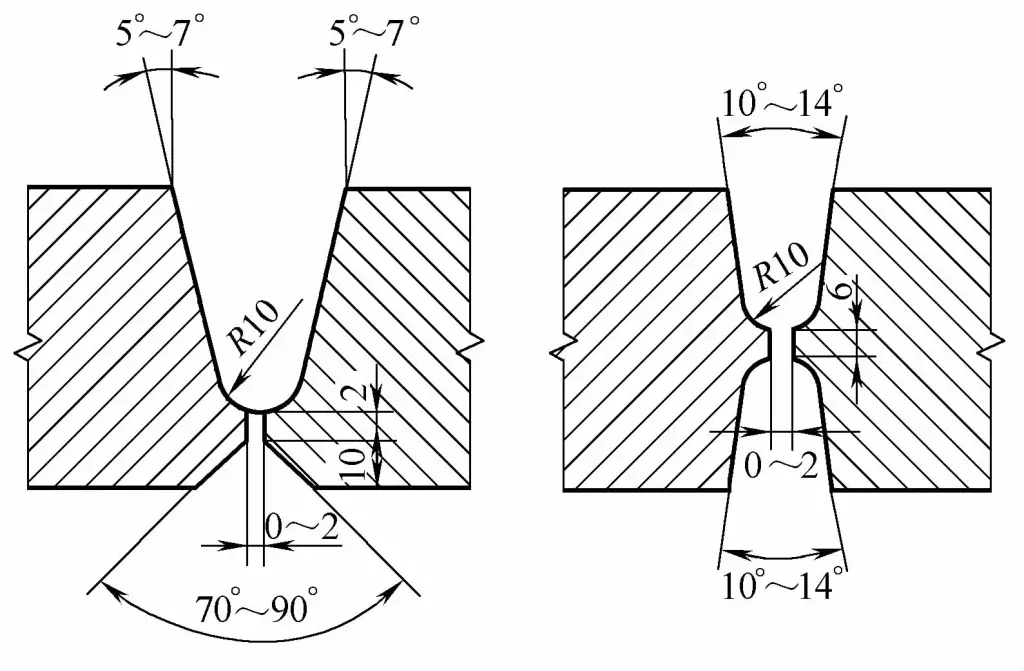
Forme de la rainure pour le soudage bout à bout de tôles épaisses. Pour les soudures d'une épaisseur de 22 à 36 mm, les rainures en V (avec bord émoussé) ou en X (avec bord émoussé) sont couramment utilisées. Pour les pièces soudées d'une épaisseur supérieure à 38 mm, il est conseillé d'utiliser des rainures en U (avec bord émoussé), en UV (avec bord émoussé) ou en double U (avec bord émoussé), comme le montre la figure 5-48. Il est préférable d'utiliser un traitement mécanique pour les rainures.
Choisissez un flux de soudage qui permet d'éliminer facilement le laitier et de le récupérer à temps pendant le processus de soudage.
Utiliser le soudage multicouche en double passe, avec une pointe de contact pivotante pendant le soudage à fil unique, ayant un certain angle de pivotement (≤6°), l'angle de pivotement de la pointe de contact est illustré à la figure 5-49 ; pendant le soudage à fil double, le fil avant pivote, et le fil arrière est droit.
Les paramètres de soudage pour la tôle épaisse à gorge profonde sont indiqués dans le tableau 5-47.
Tableau 5-47 Paramètres de soudage de tôles épaisses à rainures profondes
| Diamètre du fil/mm | Courant de soudage/A | Tension d'arc /V | Vitesse de soudage /m/h | |
| AC | Inversion de polarité en courant continu | |||
| 4 | 600 ~700 | 36~38 | 34~36 | 25~30 |
| 5 | 700 ~ 800 | 38~42 | 36~40 | 28 ~32 |
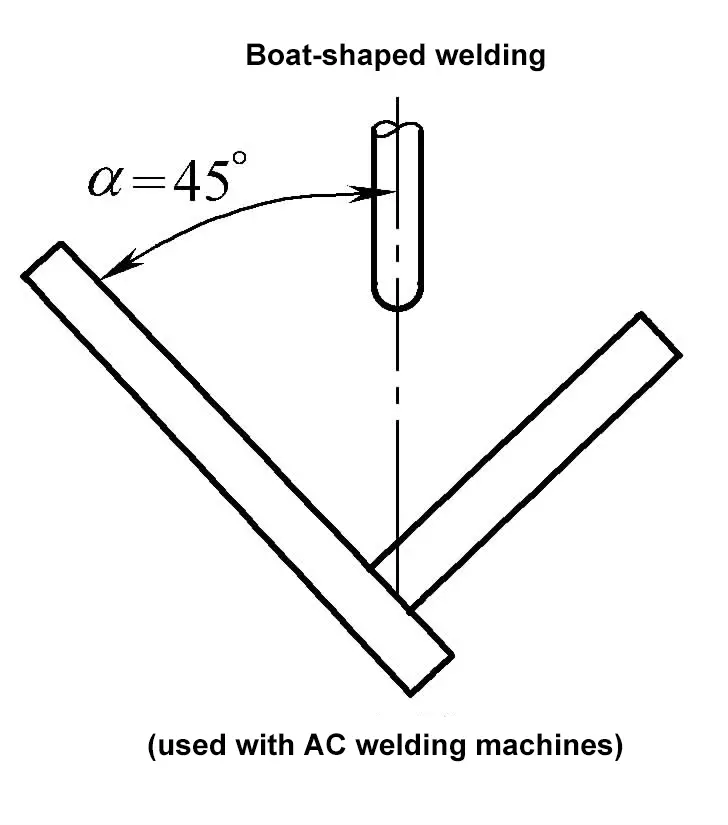
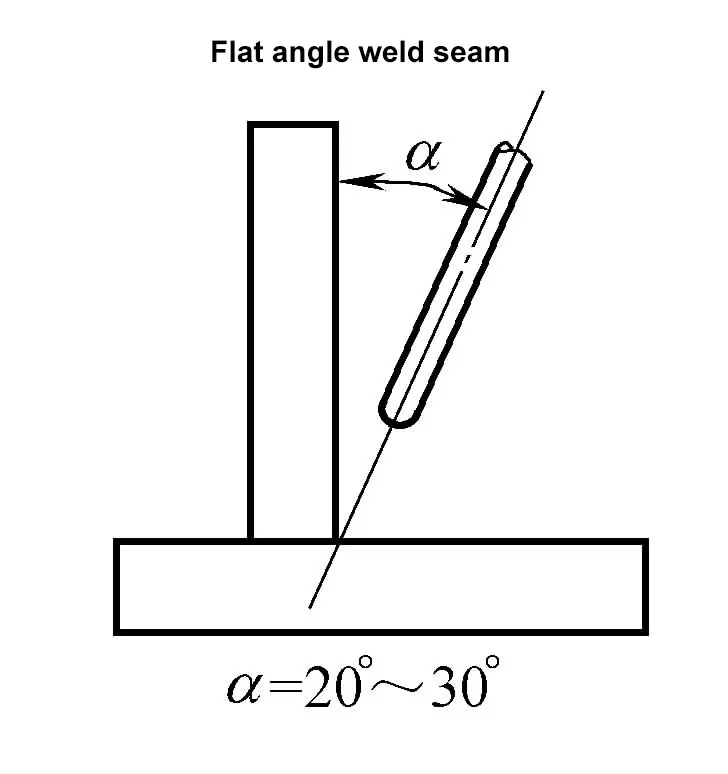
Les joints en T et les joints de recouvrement forment des soudures d'angle. Les méthodes de soudage en forme de bateau et de soudage à angle plat peuvent être utilisées ; voir le tableau 5-48 pour les paramètres de soudage de référence pour le soudage à l'arc submergé des soudures d'angle. Lors du soudage transversal à angle plat, la longueur maximale du bord de la soudure est de ≤8 mm, sinon des défauts tels que le débordement du métal et la contre-dépouille se produiront.
Tableau 5-48 Paramètres de soudage de référence pour le soudage à l'arc submergé de soudures d'angle
| Méthode de soudage | Longueur de l'orteil soudé/mm | Diamètre du fil/mm | Courant de soudage/A | Tension d'arc/V | Vitesse de soudage/(cm/min) | Note |
 | 6 | 2 | 450 ~ 475 | 34 ~36 | 67 | Espace d'assemblage <1,5 mm, sinon des mesures doivent être prises pour éviter la perte de métal en fusion. |
| 8 | 3 | 550~600 | 34~36 | 50 | ||
| 4 | 575~625 | 34~36 | 50 | |||
| 10 | 3 | 600~650 | 34~36 | 38 | ||
| 4 | 650~700 | 34~36 | 38 | |||
| 12 | 3 | 600~650 | 34~36 | 25 | ||
| 4 | 725~775 | 36~38 | 33 | |||
| 5 | 775~825 | 36~38 | 30 | |||
 | 3 | 2 | 200 ~220 | 25~28 | 100 | Soudeur à courant continu |
| 4 | 2 | 280~300 | 28~30 | 92 | Utiliser le flux à grain fin HJ431 avec la soudeuse AC | |
| 3 | 350 | 28~30 | 92 | |||
| 5 | 2 | 375 ~ 400 | 30~32 | 92 | ||
| 3 | 450 | 28~30 | 92 | |||
| 4 | 450 | 28~30 | 100 | |||
| 7 | 2 | 375~400 | 30~32 | 47 | ||
| 3 | 500 | 30~32 | 80 | |||
| 4 | 675 | 32~35 | 83 |
1) Séquence de soudage :
En règle générale, on soude d'abord le cordon circonférentiel intérieur, puis le cordon circonférentiel extérieur, avec un chevauchement de 30 mm aux points de départ et d'arrivée de la soudure.
2) Sélection du décalage :
Pendant le soudage automatique de joints circonférentiels, le fil de soudage doit avoir un décalage par rapport au centre de la pièce opposé au sens de rotation de la pièce, comme le montre la figure 5-50, afin d'assurer une bonne formation de la soudure. La valeur optimale du décalage a doit également être ajustée en fonction de la qualité de la formation de la soudure. La sélection du décalage du fil de soudage est indiquée dans le tableau 5-49.
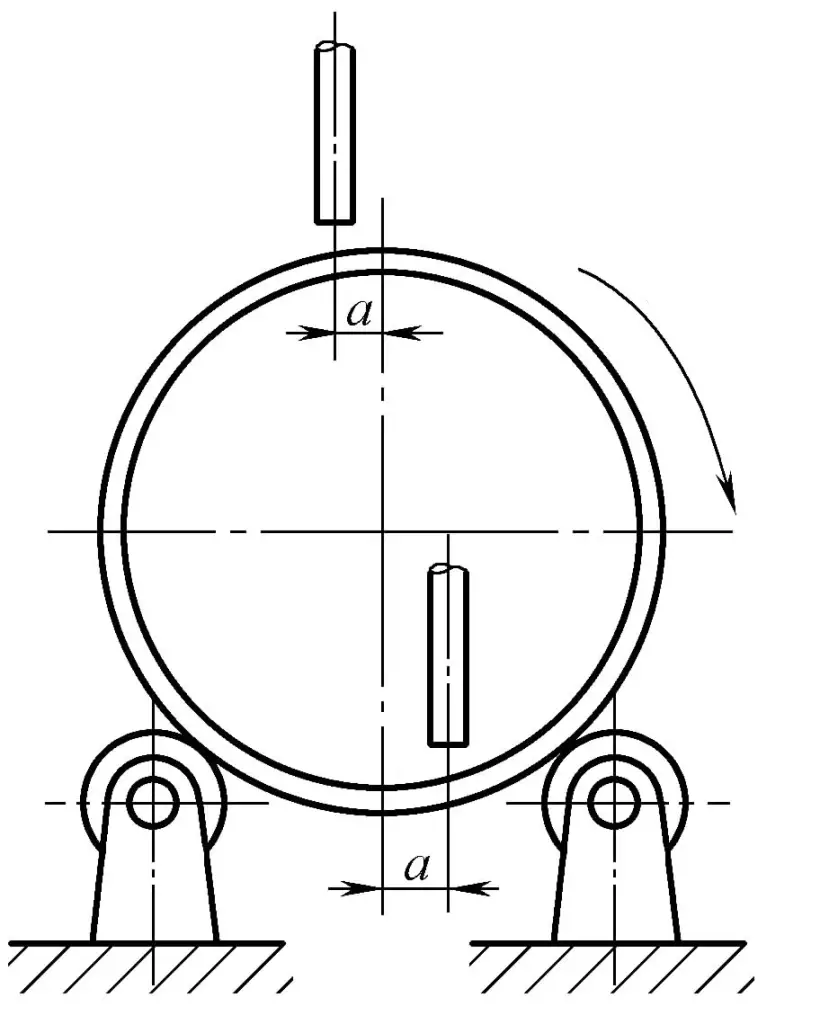
Tableau 5-49 Sélection du décalage du fil de soudage
| Diamètre du cylindre/mm | Décalage a/mm |
| 800~1000 | 20 ~25 |
| <1500 | 30 |
| <2000 | 35 |
| <3000 | 40 |







