Soudage par fusion profonde ou par pénétration totale : Guide comparatif
En matière de soudage, les termes "fusion profonde" et "pénétration complète" suscitent souvent la confusion et le débat parmi les professionnels. Comprendre...
La règle commune pour opérer dans différentes positions de soudage est de maintenir un angle d'électrode correct, de maîtriser les trois actions de la manipulation de l'électrode, de contrôler la forme de la surface et la température du bain de fusion, d'assurer des réactions métallurgiques complètes du métal en fusion, d'éliminer complètement les gaz et les impuretés et d'obtenir une bonne fusion avec le matériau de base.
La température du bain de fusion est liée à sa forme et à sa taille. En observant attentivement ses changements pendant l'opération et en ajustant continuellement l'angle de l'électrode et le mouvement de l'électrode, la température du bain de fusion peut être contrôlée et la qualité du soudage peut être assurée.
Les gouttelettes de métal provenant de l'électrode s'appuient principalement sur la gravité pour passer au bain de fusion, ce qui facilite le maintien de la forme du bain de fusion et du métal en fusion. Lors du soudage de pièces de même épaisseur, le courant de soudage en position plate est plus élevé que dans les autres positions, ce qui se traduit par une productivité de soudage plus élevée. Le laitier et le métal en fusion peuvent facilement se mélanger, en particulier lors du soudage d'angle, où le laitier peut prendre de l'avance et former des inclusions de laitier.
Des paramètres et des opérations de soudage incorrects peuvent entraîner des défauts tels qu'une pénétration incomplète, des contre-dépouilles ou des morceaux de soudure. Lors du soudage bout à bout de tôles plates, si les paramètres ou la séquence de soudage sont mal choisis, une déformation de la soudure peut facilement se produire. Lors du soudage d'une seule face avec formation de deux faces, la première soudure peut entraîner une pénétration inégale et une mauvaise formation de la face arrière.
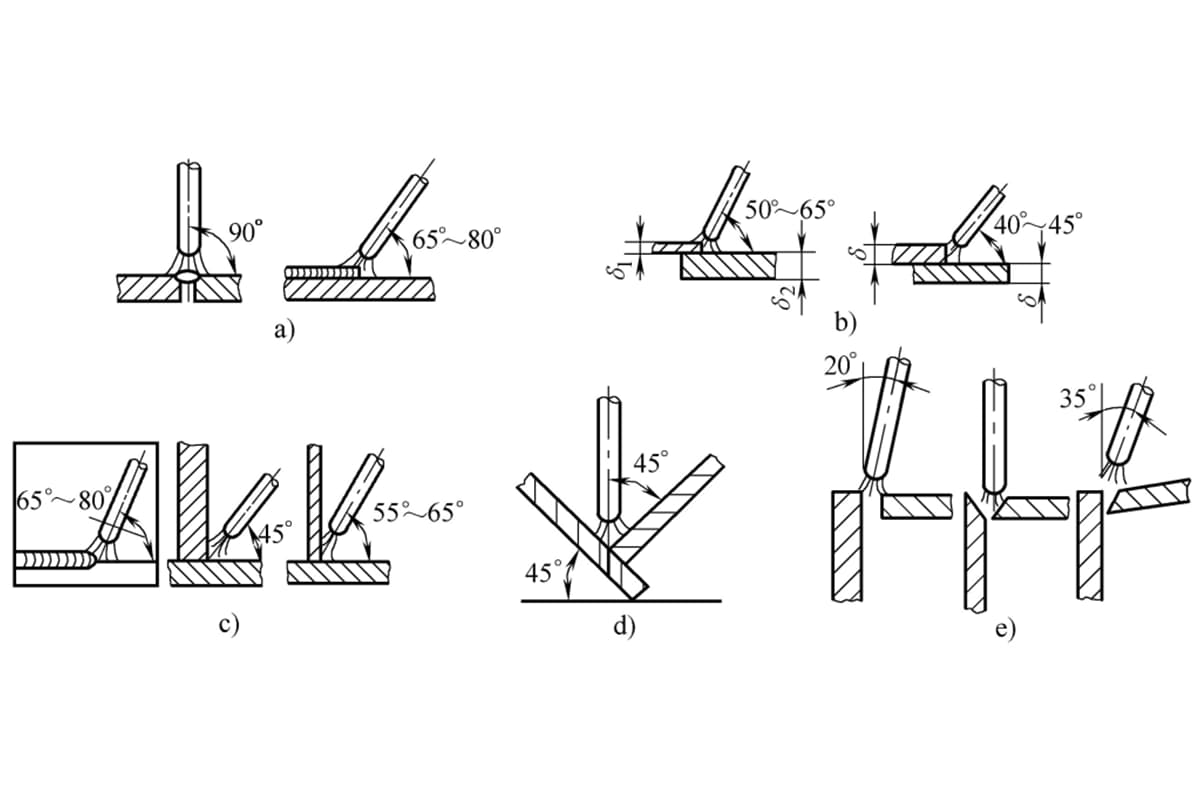
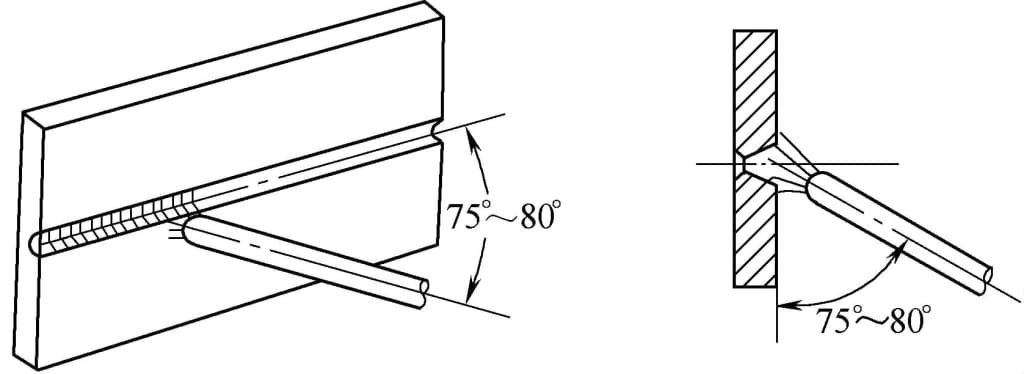
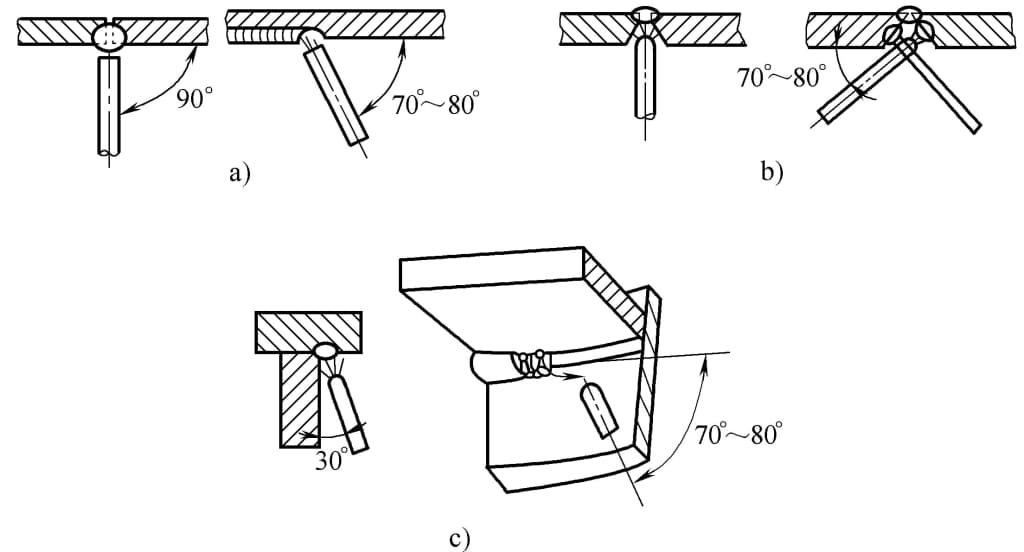
L'angle de l'électrode dans une position plate peut être divisé en soudage à plat de joints d'about, soudage d'angle de joints de recouvrement, soudage d'angle de joints en T, soudage de bateaux et soudage à plat de joints d'angle. L'angle de l'électrode pour les positions plates est illustré à la figure 5-26.
a) Soudure bout à bout à plat
b) Soudage d'angle par recouvrement
c) Soudage d'angle de joints en T
d) Soudage en forme de bateau
e) Soudure d'angle sur un joint d'angle
Placer la pièce en position de soudage à plat, le soudeur tient la pince à souder avec la main. baguette de soudure La baguette de soudage est fixée sur la pièce, le visage est protégé par un écran facial (de type casque ou manuel), un arc électrique est créé sur la pièce, la température élevée de l'arc électrique (6000~8000K) est utilisée pour faire fondre le métal de la baguette de soudage et le métal de base, les parties fondues des deux métaux fusionnent pour former un bain de fusion. Après l'éloignement de la baguette de soudage, le bain de fusion se refroidit pour former un cordon de soudure, qui réunit fermement les deux matériaux de base séparés à travers le cordon de soudure, ce qui permet de réaliser un soudage en position plane.
Pour les tôles d'épaisseur <6 mm, le soudage bout à bout de rainures en I en position plane, en utilisant le soudage double face, la soudure avant doit utiliser une manipulation d'électrode en ligne droite, légèrement plus lente, et la soudure arrière doit également utiliser une manipulation d'électrode en ligne droite, avec un courant de soudage légèrement plus élevé que celui utilisé pour la soudure avant, et une manipulation d'électrode plus rapide.
Pour les tôles d'une épaisseur ≥6mm, selon les exigences de conception, d'autres types de rainures (rainure en V, double rainure en V, rainure en Y, etc.) que la rainure en I peuvent être utilisés pour le soudage bout à bout en position plane, en utilisant le soudage multicouche ou le soudage multicouche à plusieurs passes. La première couche (passe racine) doit utiliser une électrode de petit diamètre, un courant de soudage faible et une manipulation droite ou en zigzag de l'électrode. Pour les couches suivantes, il est possible d'utiliser des électrodes de plus grand diamètre et des courants de soudage plus élevés avec un soudage à l'arc court. La manipulation de l'électrode en zigzag doit s'arrêter des deux côtés de la rainure, et la direction de soudage des couches adjacentes doit être opposée, avec des joints décalés.
Pour les soudures d'angle des joints en T dont la taille des pattes est inférieure à 6 mm, il est possible de recourir au soudage en une seule couche, en utilisant des méthodes de manipulation d'électrodes droites, circulaires obliques ou en zigzag ; pour les pattes de taille supérieure, il convient de recourir au soudage multicouche ou au soudage multicouche en plusieurs passes. La première passe doit utiliser des électrodes droites, et les couches suivantes peuvent utiliser des électrodes en zigzag ou circulaires obliques. Le soudage multicouche multipasse doit de préférence utiliser une manipulation droite de l'électrode.
Pour les soudures d'angle et de recouvrement, la manipulation de l'électrode est similaire à celle des soudures d'angle en T.
La manipulation de l'électrode pour le soudage en forme de bateau est similaire à celle du soudage bout à bout à gorge ouverte en position plate.
Lors du soudage vertical, le métal en fusion et le laitier ont tendance à se séparer sous l'effet de la gravité. Lorsque la température du bain est trop élevée, le métal en fusion a tendance à s'écouler vers le bas, formant des défauts tels que des cordons de soudure, des contre-dépouilles et des inclusions de laitier, ce qui rend le cordon de soudure irrégulier. La racine de la soudure en T est sujette à une pénétration incomplète. La profondeur de pénétration est facile à contrôler, consomme plus d'électrodes que le soudage à plat, mais la productivité est inférieure à celle du soudage à plat. La chaleur de l'arc de soudage à angle vertical étant transférée dans trois directions à la pièce, le refroidissement est rapide. Par conséquent, dans les mêmes conditions que le soudage bout à bout vertical, le courant de soudage peut être légèrement plus élevé pour assurer une bonne fusion des deux plaques.
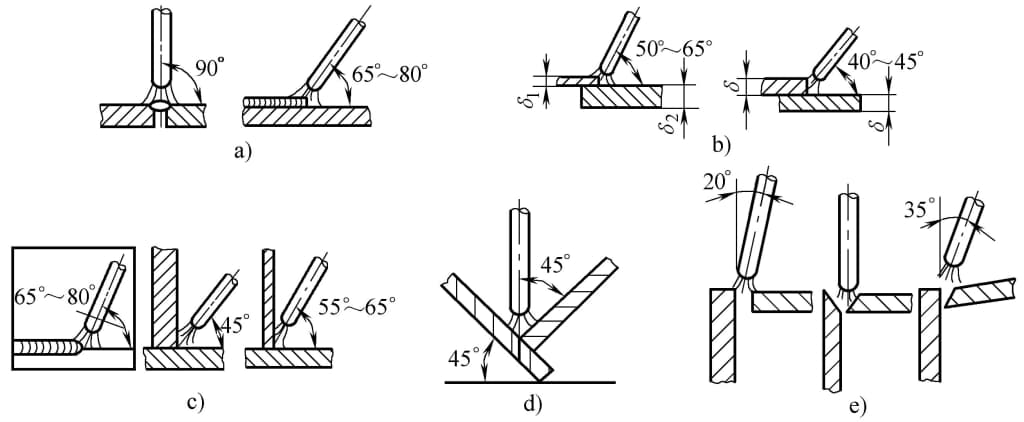
Le soudage vertical se divise en deux catégories : le soudage vertical de plaques minces et le soudage vertical de plaques épaisses, en fonction de l'épaisseur de la pièce ; le soudage vertical de rainures en forme de I et le soudage vertical de joints en forme de T, en fonction de la forme du joint ; le soudage vertical ascendant et le soudage vertical descendant, en fonction de la méthode d'opération de soudage. L'angle de l'électrode en position de soudage vertical est illustré à la figure 5-27.
En soudage vertical, une fois l'électrode serrée par la pince à souder, la pince à souder et l'électrode doivent être en ligne droite, comme le montre la figure 5-28. Le corps du soudeur ne doit pas faire face directement à la soudure, mais doit être légèrement tourné vers la gauche ou la droite (pour les gauchers), afin de faciliter le travail de la main droite (pour les gauchers) qui tient la pince à souder.

Le soudage vertical vers le haut est couramment utilisé en production ; le soudage vertical vers le bas nécessite des électrodes spéciales pour garantir la qualité de la soudure. Lors du soudage vertical vers le haut, le courant de soudage doit être inférieur de 10% à 15% à celui du soudage à plat, et un diamètre d'électrode plus petit (<4mm) doit être utilisé, tout en maintenant l'angle d'électrode correct. Le soudage à l'arc court est utilisé pour réduire la distance de transition des gouttelettes vers le bain de fusion.
1) Lors du soudage d'un joint en I de tôle mince en position verticale ascendante, la longueur d'arc maximale couramment utilisée doit être ≤6mm. Il est possible d'utiliser le tissage linéaire, dentelé, en forme de croissant ou le soudage par saut.
2) Pour les autres types de soudage vertical bout à bout, la première couche de soudure est souvent réalisée par soudage par sauts ou par tissage en forme de croissant ou triangulaire de faible amplitude, suivi par des méthodes de tissage en forme de croissant ou en dents de scie.
3) Lors du soudage vertical d'un joint en T, l'électrode doit avoir un temps d'arrêt approprié des deux côtés et de l'angle supérieur de la soudure, et la rotation de l'électrode ne doit pas être supérieure à la largeur de la soudure. L'opération de tissage est similaire à celle utilisée pour d'autres types de soudage bout à bout de rainures.
4) Lors du soudage de la couche de couverture, la méthode de tissage doit être choisie en fonction des exigences relatives à la surface de soudure. Pour des exigences de surface légèrement plus élevées, le tissage en forme de croissant peut être utilisé, et pour une surface de soudure plate, le tissage dentelé est approprié.
Sous l'effet de la gravité, le métal en fusion a tendance à tomber dans la rainure, provoquant des défauts de contre-dépouille sur le côté supérieur de la rainure et formant une soudure en forme de goutte d'eau, comme le montre la figure 5-29b. Le métal fondu et le laitier sont faciles à séparer.
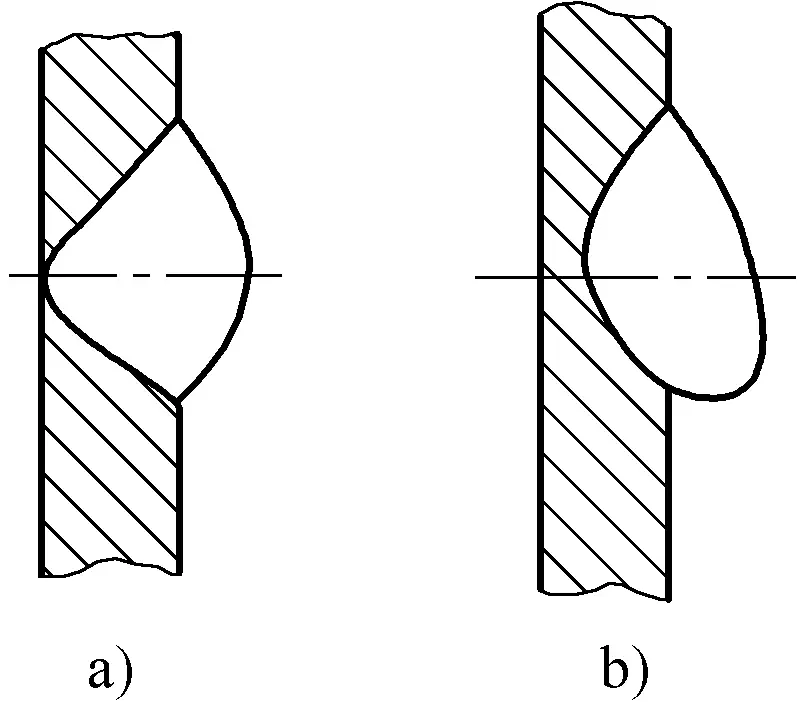
a) Soudure horizontale normale b) Soudure horizontale en forme de goutte d'eau
Lors du soudage horizontal, il est préférable que le soudeur travaille debout. Si possible, la main ou le bras qui tient l'écran facial est le meilleur support pour maintenir le corps stable pendant le soudage en position debout, et le point d'amorçage de l'arc doit se trouver directement devant le soudeur.
Pendant le soudage, après avoir terminé chaque électrode, le soudeur doit changer de position pour toujours faire face à la soudure. La partie supérieure du corps du soudeur doit avancer avec l'arc, mais les yeux doivent toujours rester à une certaine distance de l'arc de soudage. Il faut également veiller à maintenir l'angle entre l'électrode et la pièce à souder afin d'éviter que le métal en fusion ne coule de manière excessive. L'angle de l'électrode pour le soudage horizontal est illustré à la figure 5-30.
1) Pour le soudage horizontal bout à bout, on utilise généralement une rainure en forme de V ou de K. Pour les joints bout à bout d'une épaisseur de 3 à 4 mm, une rainure en forme de I peut être utilisée pour le soudage double face.
2) Utiliser une électrode de petit diamètre, le courant de soudage doit être inférieur à celui utilisé pour le soudage à plat : un arc court permet de mieux contrôler le flux de métal en fusion.
3) Pour le soudage horizontal de tôles épaisses, il est conseillé d'utiliser une méthode de soudage multicouche et multi-passe en plus de la passe racine.
4) Lors du soudage multicouche et multipasse, il convient de prêter une attention particulière à la distance de chevauchement entre les passes. Chaque soudure chevauchante doit commencer à 1/3 de la soudure précédente pour éviter que la soudure ne soit irrégulière.
5) En fonction de la situation spécifique, maintenir un angle d'électrode approprié, la vitesse de soudage doit être légèrement plus rapide et régulière.
1) Lors du soudage horizontal avec une rainure en I ouverte, il est préférable d'utiliser une méthode de tissage alternatif en ligne droite pour la soudure avant, les pièces légèrement plus épaisses doivent utiliser un tissage en ligne droite ou un petit tissage circulaire oblique, et la soudure arrière doit utiliser un tissage en ligne droite. Le courant de soudage peut être augmenté de manière appropriée.
2) Pour le soudage horizontal multicouche avec d'autres types de rainures, lorsque l'écart est faible, un tissage en ligne droite peut être utilisé ; lorsque l'écart est important, il convient d'utiliser un tissage en ligne droite alternatif pour la première passe, et un tissage circulaire oblique pour les couches suivantes. Pour le soudage multicouche et multipasse, le tissage en ligne droite est conseillé.
En raison de la gravité, le métal en fusion a tendance à tomber, ce qui rend difficile le contrôle de la forme et de la taille du bain de soudure. Le tissage est un défi et il est difficile d'obtenir une surface lisse sur l'élément soudé. Les défauts tels que l'inclusion de laitier, la fusion incomplète, les cordons de soudure concaves et la mauvaise formation de la soudure sont fréquents. Le métal en fusion qui s'écoule est susceptible d'éclabousser et de se répandre, ce qui peut provoquer des brûlures s'il n'est pas correctement protégé, ce qui rend le soudage aérien moins efficace que d'autres positions spatiales.
En fonction de la distance entre le soudeur et la pièce à souder, le soudeur peut adopter une position debout, accroupie ou assise, et même, dans certains cas, une position allongée, où le soudeur s'allonge sur le sol, face contre terre, en tenant la pince à souder au-dessus de sa tête. Le soudage en hauteur est physiquement exigeant et la qualité du soudage est instable. Il est généralement utilisé pour les réparations d'urgence et ne convient pas à la production de masse dans l'industrie manufacturière.
Pendant le soudage, les bras du soudeur doivent être éloignés du corps, l'avant-bras dressé, et le bras supérieur forme naturellement un angle de soutien, le centre de gravité se trouvant sur le coude ou l'articulation à la base du bras supérieur. Le mouvement de l'électrode doit être effectué par le poignet, et au fur et à mesure que l'électrode fond, le bras supérieur doit progressivement se lever et se déplacer vers l'avant. Les yeux doivent suivre le mouvement de l'arc pour observer le processus de soudage, et la tête et le haut du corps doivent également s'incliner légèrement vers l'avant lorsque l'électrode se déplace.
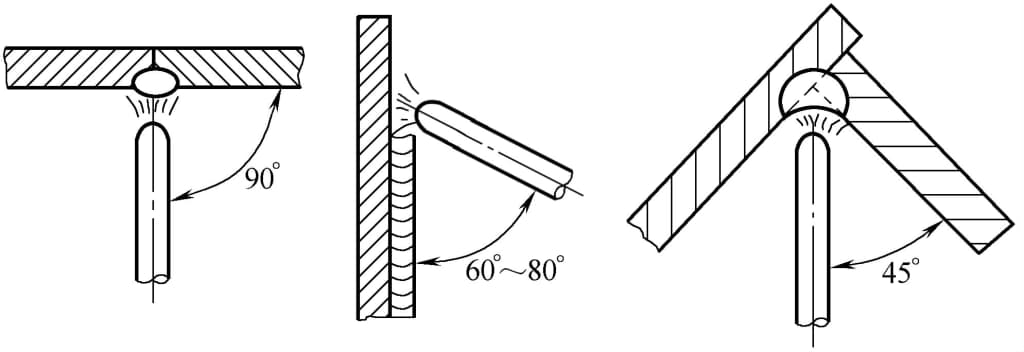
Avant de souder au-dessus de la tête, le soudeur doit porter les vêtements de protection nécessaires pour le soudage au-dessus de la tête, attacher les boutons, enrouler une serviette autour du cou, porter une casquette et des chaussures résistantes à la chaleur pour éviter que le fer en fusion ne tombe et que les éclaboussures de métal ne brûlent la peau. Le soudeur tient la pince de soudage et ajuste l'angle de l'électrode en fonction de la situation spécifique. Il peut également retourner la pièce à souder pour la mettre en position de soudage à plat ou à l'horizontale. L'angle de l'électrode pour le soudage en hauteur est illustré à la figure 5-31.
a) Soudage en bout de rainure en I b) Soudage en bout d'autres rainures c) Soudage d'angle en T
1) Lorsque l'épaisseur de la pièce est ≤4mm, le soudage bout à bout en I est utilisé avec une électrode de 3,2mm, et le courant de soudage doit être approprié. Pour une épaisseur ≥5mm, le soudage multicouche en V est utilisé.
2) Lorsque le bord de la soudure est inférieur à 8 mm, le soudage aérien des joints en T doit être effectué en une seule couche ; lorsque le bord de la soudure est supérieur à 8 mm, il convient d'effectuer un soudage multicouche en plusieurs passes.
3) Pour faciliter la transition des gouttes, réduire les gouttes de métal et les éclaboussures pendant le soudage, il convient d'utiliser la longueur d'arc la plus courte pendant le processus de soudage.
4) Pour le soudage à la racine, utilisez une électrode de petit diamètre et un courant de soudage faible afin d'éviter les contre-dépouilles et l'inclusion de scories des deux côtés de la soudure.
1) Pour les petits espaces, utiliser la manipulation droite de l'électrode pour le soudage bout à bout de rainures en I ; pour les espaces plus importants, utiliser la manipulation droite de l'électrode dans les deux sens.
2) Pour le soudage aérien multicouche avec d'autres types d'assemblages bout à bout à rainures, la méthode de manipulation de l'électrode pour la première passe doit être choisie en fonction de la taille de l'espace entre les rainures, en utilisant une manipulation droite ou une manipulation droite en va-et-vient de l'électrode. Les couches suivantes peuvent être manipulées à l'aide d'électrodes en zigzag ou en croissant. Le soudage multicouche à plusieurs passes doit utiliser une électrode droite et, quelle que soit la méthode, chaque transition du métal fondu vers le bain de soudure ne doit pas être excessive.
3) Pour le soudage aérien de joints en T, si la taille du bord de la soudure est petite, on peut utiliser des électrodes droites ou droites en va-et-vient, complétées par un soudage en une seule couche ; si la taille du bord de la soudure est plus grande, on peut utiliser un soudage multicouche ou multicouche en plusieurs passes, la première couche utilisant des électrodes droites, les couches suivantes pouvant utiliser des électrodes triangulaires diagonales ou des électrodes annulaires diagonales.