
L'essentiel du forage et de l'alésage : Outils et techniques
Dans cet article, vous découvrirez les outils et techniques essentiels utilisés pour le forage et l'alésage. Du choix de la bonne perceuse...
Comment une simple feuille de métal se transforme-t-elle en un composant complexe à haute résistance ? Cet article explore le processus fascinant de l'emboutissage, en mettant l'accent sur les calculs nécessaires pour déterminer le travail et la puissance requis pour les différentes opérations. Il est essentiel de comprendre ces calculs pour choisir le bon équipement et optimiser l'efficacité de la production. Plongez dans cet article pour découvrir comment des formules empiriques et des mesures précises garantissent le succès de cette technique de fabrication essentielle.

La force d'emboutissage est une base importante pour déterminer le tonnage de la presse nécessaire pour les pièces embouties. Dans la production réelle, certaines formules empiriques sont couramment utilisées pour déterminer la force d'emboutissage.
Pmax =πdp1tRmK1
Pmax =πdp2tRmK2
Où dans la formule
Tableau 1 Coefficient K 1 pour le premier emboutissage de pièces cylindriques (08 ~15 acier)
| Epaisseur relative t/D0 ×100 | Premier coefficient d'emboutissage m1 | |||||||||
| 0.45 | 0.48 | 0.5 | 0.52 | 0.55 | 0.6 | 0.65 | 0.7 | 0.75 | 0.8 | |
| 5 | 0.95 | 0.85 | 0.75 | 0.65 | 0.6 | 0.5 | 0.43 | 0.35 | 0.28 | 0.2 |
| 2 | 1.1 | 1 | 0.9 | 0.8 | 0.75 | 0.6 | 0.5 | 0.42 | 0.35 | 0.25 |
| 1.2 | 1.1 | 1 | 0.9 | 0.8 | 0.68 | 0.56 | 0.47 | 0.37 | 0.3 | |
| 0.8 | 1.1 | 1 | 0.9 | 0.75 | 0.6 | 0.5 | 0.4 | 0.33 | ||
| 0.5 | 1.1 | 1 | 0.82 | 0.67 | 0.55 | 0.45 | 0.36 | |||
| 0.2 | 1.1 | 0.9 | 0.75 | 0.6 | 0.5 | 0.4 | ||||
| 0.1 | 1.1 | 0.9 | 0.75 | 0.6 | 0.5 | |||||
Note : 1. lorsque le rayon du poinçon rp = (4 ~6)t, le coefficient K1 doit être augmenté de 5% selon les valeurs du tableau.
2. Pour les autres matériaux, corriger les valeurs de référence en fonction de la variation de la plasticité du matériau (augmenter lorsque la plasticité diminue).
Tableau 2 Coefficient K 2 valeur pour le deuxième emboutissage de pièces cylindriques (08 ~15 acier)
| Epaisseur relative t/D0 ×100 | Coefficient m2 pour le premier tirage au sort | |||||||||
| 0.7 | 0.72 | 0.75 | 0.78 | 0.8 | 0.82 | 0.85 | 0.88 | 0.9 | 0.92 | |
| 5 | 0.85 | 0.7 | 0.6 | 0.5 | 0.42 | 0.32 | 0.28 | 0.2 | 0.15 | 0.12 |
| 2 | 1.1 | 0.9 | 0.75 | 0.6 | 0.52 | 0.42 | 0.32 | 0.25 | 0.2 | 0.14 |
| 1.2 | 1.1 | 0.9 | 0.75 | 0.62 | 0.52 | 0.42 | 0.3 | 0.25 | 0.16 | |
| 0.8 | 1 | 0.82 | 0.7 | 0.57 | 0.46 | 0.35 | 0.27 | 0.18 | ||
| 0.5 | 1.1 | 0.9 | 0.76 | 0.63 | 0.5 | 0.4 | 0.3 | 0.2 | ||
| 0.2 | 1 | 0.85 | 0.7 | 0.56 | 0.44 | 0.33 | 0.23 | |||
| 0.1 | 1.1 | 1 | 0.82 | 0.68 | 0.55 | 0.4 | 0.3 | |||
Remarque :
1. Lorsque le rayon du poinçon r p = (4~6)t, le K 2 dans le tableau doit être augmentée de 5%.
2. Pour les coefficients K 2 des 3ème, 4ème et 5ème dessins profonds, les m n et t/D 0 Les valeurs ×100 sont obtenues à partir du même tableau, mais la valeur la plus grande ou la plus petite du tableau doit être choisie en fonction de l'existence ou non d'un processus de recuit intermédiaire :
Sans recuit intermédiaire, K 2 prend la valeur la plus élevée (plus proche de celle ci-dessous) ;
Lors d'un recuit intermédiaire, K 2 prend la plus petite valeur (plus proche de la valeur ci-dessus).
3. Pour les autres matériaux, corriger les valeurs de référence en fonction du changement de plasticité du matériau (augmenter lorsque la plasticité diminue).
Pmax =πdptRmKF
Pmax =πdKtRmKF
Où dans la formule
Tableau 3 Coefficient K F valeurs pour le premier étirage des pièces étirées à brides (08 à 15 acier)
| dF/dP | Coefficient de tirage d p /D 0 | ||||||||||
| 0.35 | 0.38 | 0.4 | 0.42 | 0.45 | 0.5 | 0.55 | 0.6 | 0.65 | 0.7 | 0.75 | |
| 3 | 1 | 0.9 | 0.83 | 0.75 | 0.68 | 0.56 | 0.45 | 0.37 | 0.3 | 0.23 | 0.18 |
| 2.8 | 1.1 | 1 | 0.9 | 0.83 | 0.75 | 0.62 | 0.5 | 0.42 | 0.34 | 0.26 | 0.2 |
| 2.5 | 1.1 | 1 | 0.9 | 0.82 | 0.7 | 0.56 | 0.46 | 0.37 | 0.3 | 0.22 | |
| 2.2 | 1.1 | 1 | 0.9 | 0.77 | 0. 64 | 0.52 | 0.42 | 0.33 | 0.25 | ||
| 2 | 1.1 | 1 | 0.85 | 0.7 | 0.58 | 0.47 | 0.37 | 0.28 | |||
| 1.8 | 1.1 | 0.95 | 0.8 | 0.65 | 0.53 | 0.43 | 0.33 | ||||
| 1.5 | 1.1 | 0.9 | 0.75 | 0.62 | 0.5 | 0.4 | |||||
| 1.3 | 1 | 0.85 | 0.7 | 0.56 | 0.45 | ||||||
Note : Lors de la mise en place d'une bride, la valeur de K F augmente de 10% à 20%.
P max =πd n (t n-1 -t n )R m K 3
Où dans la formule
Les travaux d'emboutissage sont également l'une des bases importantes pour le choix d'une presse. La charge de pression de la presse est limitée par la résistance du vilebrequin ou des engrenages de transmission, tandis que la charge de puissance est limitée par l'énergie cinétique du volant d'inertie, la puissance du moteur ou son niveau de surcharge admissible. Par conséquent, lors du choix d'une presse, l'ampleur de la pression et le travail doivent être pris en compte de manière globale.
La relation entre la force d'emboutissage et la course de travail du poinçon est illustrée à la figure 1. Le travail d'emboutissage doit correspondre à la surface sous la courbe (partie ombrée). Pour faciliter les calculs, la formule empirique suivante est utilisée pour calculer la force d'emboutissage
A=cPmaxh×l0-3
Où dans la formule
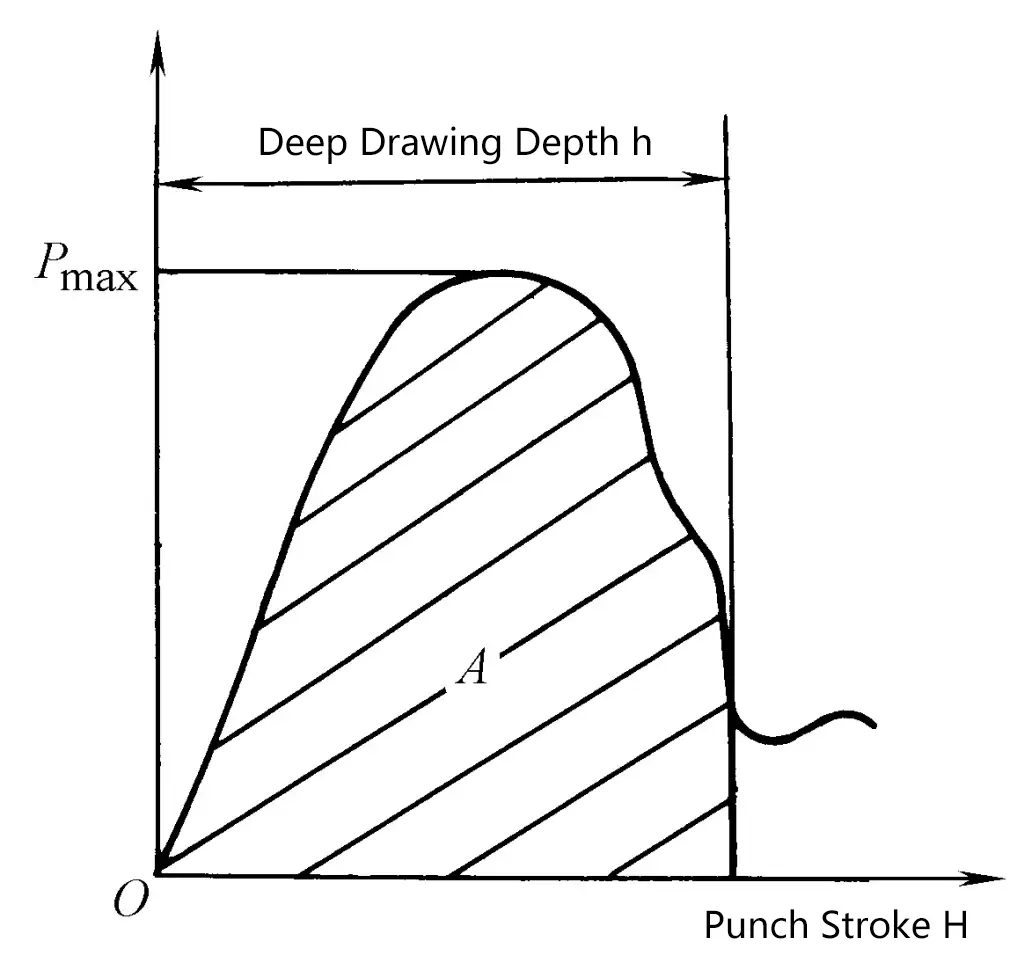
Tableau 4 Relation entre le coefficient c et le coefficient d'emboutissage
| Coefficient d'emboutissage m | 0.55 | 0.6 | 0.65 | 0.7 | 0.75 | 0.8 |
| Coefficient c | 0.8 | 0.77 | 0.74 | 0.7 | 0.67 | 0.64 |
A=Pmaxh×1,2×l0-3
où
La puissance du moteur de la presse est calculée par la formule suivante
P=KA n /(1.36×60×750×η 1 ×η 2 )
où






