
Teknik Perakitan Lembaran Logam yang Penting: Panduan Komprehensif
I. Metode Perakitan Menurut persyaratan teknis yang ditentukan, proses pemasangan dan penyambungan bagian atau komponen ke...
Bagaimana Anda memastikan kekuatan palu Anda tepat untuk pekerjaan itu? Memahami tonase palu sangat penting dalam penempaan cetakan, di mana kekuatan yang terlalu kecil atau terlalu besar dapat menyebabkan inefisiensi, pemborosan logam, atau kerusakan. Panduan ini mencakup rumus empiris dan teoretis, nomogram praktis, dan tabel konversi yang penting. Pada akhirnya, Anda akan mengetahui cara menghitung tonase yang tepat untuk skenario penempaan apa pun, mengoptimalkan kinerja dan keselamatan.

Memilih kapasitas peralatan penempaan cetakan dengan benar merupakan syarat penting untuk memastikan kelancaran penempaan cetakan. Jika kapasitas yang dipilih terlalu kecil, logam akan sulit untuk mengisi rongga cetakan, dan perlu untuk meningkatkan jumlah pemogokan, sehingga mengurangi efisiensi produksi; di sisi lain, jika kapasitas peralatan terlalu besar, maka akan memboroskan peralatan dan meningkatkan kehilangan logam, dan juga mudah merusak cetakan atau mengurangi masa pakai cetakan penempaan, yang juga tidak kondusif untuk produksi yang aman.
Rumus empiris untuk menghitung tonase berbagai palu tempa die ditunjukkan pada Tabel 5-48.
Tabel 5-48 Rumus empiris untuk menghitung tonase berbagai palu tempa cetakan
| Peralatan | Resmi | Petunjuk |
| Palu tempa kerja ganda | m = (3,5 ~ 6,3) kA | m, m1-Massa bagian palu yang jatuh (kg) E-Energi palu tanpa landasan (J) A-Area proyeksi horizontal dari tempaan dan flash (cm 2 ), area lampu kilat dihitung sebagai separuh dari bagian gudang Koefisien k-Material, ditentukan oleh Tabel 5-49 |
| Palu tempa kerja tunggal | m1= (1.5~1.8)m | |
| Palu tanpa landasan | E = (20 ~ 25) m |
Tabel 5-49 Resistensi deformasi σ dan koefisien k dari berbagai bahan pada akhir suhu penempaan
| Bahan | k | σ/MPa | ||
| Palu | Penempaan pers | Pemangkasan panas | ||
| Baja struktural karbon [w (C) < 0,25%] | 0.9 | 55 | 60 | 100 |
| Baja struktural karbon [w (C) > 0,25%] | 1 | 60 | 65 | 120 |
| Baja struktural paduan rendah [w(C) < 0,25%] | 1 | 60 | 65 | 120 |
| Baja struktural paduan rendah [w (C) > 0,25%] | 1.15 | 65 | 70 | 150 |
| Baja struktural paduan tinggi [w (C) > 0,25%] | 1.25 | 75 | 80 | 200 |
| Baja perkakas paduan | 1.55 | 90~100 | 100~120 | 250 |
Rumus perhitungan teoritis untuk tonase palu tempa ditunjukkan pada Tabel 5-50.
Tabel 5-50 Rumus Perhitungan Teoritis untuk Tonase Palu Tempa
| Bentuk Tempa | Formula | Deskripsi |
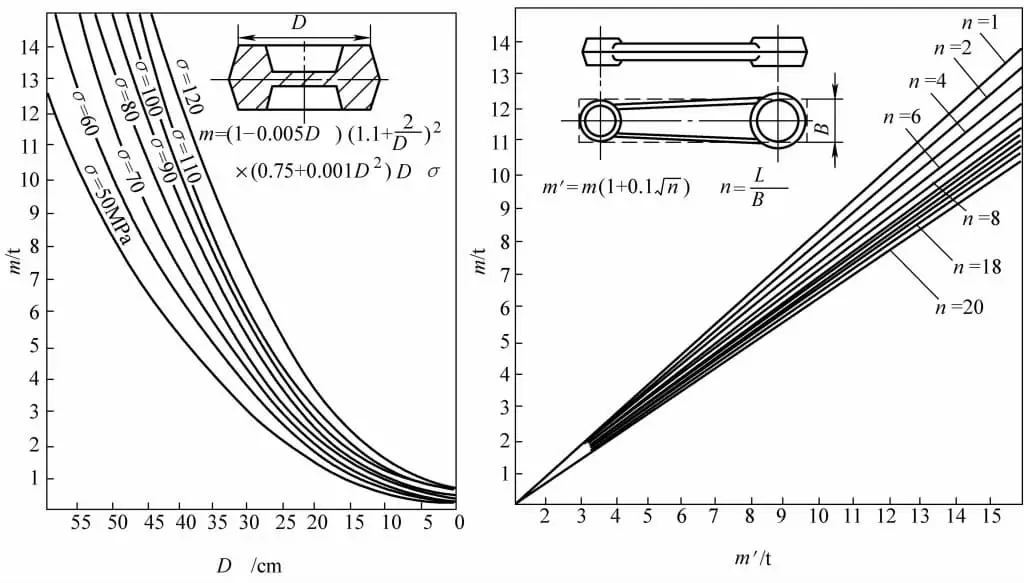
| Melingkar | m 0 = (1-0,005D) (1,1 + 2 / D) 2 (0.75 + 0.001D 2 ) Dσ | D - Diameter Tempa (cm) σ - Ketahanan deformasi penempaan pada suhu penempaan akhir (MPa) Formula ini berlaku untuk tempa dengan diameter kurang dari 60cm |
| Tidak melingkar | m = m 0 (1 + 0,1 √(L/B)) | Panjang maksimum pada permukaan proyeksi horizontal tempa L (cm) B - lebar rata-rata (cm), B = A/L A - area yang diproyeksikan dari penempaan (cm²) Saat menghitung m 0 menggunakan rumus di atas, D dalam rumus harus diganti dengan diameter ekuivalen D e D e = 1.13√A |
Catatan: Nilai m, m 0 dihitung menggunakan rumus dalam tabel dalam kg.
Nomogram untuk menentukan tonase palu tempa ditunjukkan pada Gambar 5-1.
Trimming press (lihat Tabel 5-51) membentuk unit dasar produksi die forging bersama dengan palu penempaan die dan tungku pemanas-satu set, dengan tekanan nominal P (kN) dari press yang dipilih berdasarkan tonase m palu.
P = Mm
Dalam rumus, M adalah koefisien pencocokan (kN/t), yang bervariasi dengan tonase palu, dan dapat diambil sebagai M = 800 ~ 1000kN/t.
Tabel 5-51 Pengepresan pemangkasan yang cocok dengan palu tempa cetakan
| Massa bagian yang jatuh dari palu tempa cetakan / t | Tekanan nominal dari mesin pemangkas /kN |
| 0.5 | 1000 |
| 0.75 | 1250 |
| 1 | 1600 |
| 2 | 2000 |
| 3 | 3150 |
| 5 | 4000 |
| 10 | 6300~8000 |
| 16 | 12500 ~16000 |
Tabel 5-52 Konversi tonase palu tempa cetakan ke peralatan tempa lainnya (unit: t)
| Nomor seri | Palu tempa mati | Penempaan pers | Pers Gesekan | Penempaan Pukulan Balik |
| 1 | <0.4 | <400 | <120 | ≤1 |
| 2 | 0.4~0.63 | 400~630 | 120~189 | 1~1.575 |
| 3 | 0.63~1.0 | 630~1000 | 189~300 | 1.575~2.5 |
| 4 | 1.0~1.8 | 1000~1800 | 300~540 | 2.5~4.5 |
| 5 | 1.8~2.5 | 1800~2500 | 540~750 | 4.5~6.25 |
| 6 | 2.5~3.15 | 2500~3150 | 750~945 | 6.25~7.875 |
| 7 | 3.15~6.3 | 3150~6300 | 945~1890 | 7.875~15.75 |
| 8 | 6.3~8.0 | 6300~8000 | 15.75~20 | |
| 9 | 8.0~12 | 8000~12000 | 20~30 | |
| 10 | 12~16 | 12000~16000 | 30~40 |







