
Tecniche essenziali di assemblaggio della lamiera: Una guida completa
I. Metodi di assemblaggio In base ai requisiti tecnici specificati, il processo di montaggio e collegamento di parti o componenti...
Come assicurarsi che la potenza del martello sia giusta per il lavoro? La comprensione del tonnellaggio del martello è fondamentale nella forgiatura di stampi, dove una forza troppo bassa o troppo alta può portare a inefficienza, spreco di metallo o danni. Questa guida tratta le formule empiriche e teoriche, i nomogrammi pratici e le tabelle di conversione essenziali. Alla fine, saprete come calcolare il tonnellaggio corretto per qualsiasi scenario di forgiatura, ottimizzando sia le prestazioni che la sicurezza.

La corretta selezione della capacità delle attrezzature per la forgiatura è una condizione importante per garantire il regolare svolgimento della forgiatura. Se la capacità selezionata è troppo piccola, il metallo avrà difficoltà a riempire la cavità dello stampo e sarà necessario aumentare il numero di colpi, riducendo così l'efficienza della produzione; d'altra parte, se la capacità dell'attrezzatura è troppo grande, si avrà uno spreco di attrezzature e un aumento della perdita di metallo, oltre alla possibilità di danneggiare lo stampo o di ridurre la durata di vita dello stampo di forgiatura, il che non favorisce una produzione sicura.
Le formule empiriche per il calcolo del tonnellaggio dei vari martelli perforatori sono riportate nella Tabella 5-48.
Tabella 5-48 Formule empiriche per il calcolo del tonnellaggio di vari martelli per stampi
| Attrezzatura | Ufficiale | Istruzioni |
| Martello da forgiatura a doppio effetto | m= (3,5~6,3)kA | m, m1-Massa della parte cadente del martello (kg) E-Energia del martello senza incudine (J) A-Area di proiezione orizzontale della forgia e della scintilla (cm) 2 ), l'area del flash è calcolata come la metà della parte del magazzino k-Coefficiente del materiale, determinato dalla Tabella 5-49 |
| Martello da forgiatura a semplice effetto | m1= (1.5~1.8)m | |
| Martello senza incudine | E =(20~25)m |
Tabella 5-49 Resistenza alla deformazione σ e coefficiente k di vari materiali alla fine del ciclo di vita. temperatura di forgiatura
| I materiali | k | σ/MPa | ||
| Martello su | Pressa per forgiatura | Rifilatura a caldo | ||
| Acciaio al carbonio per uso strutturale [w(C) < 0,25%]. | 0.9 | 55 | 60 | 100 |
| Acciaio strutturale al carbonio [w(C) > 0,25%] | 1 | 60 | 65 | 120 |
| Acciaio strutturale a bassa lega [w(C) < 0,25%] | 1 | 60 | 65 | 120 |
| Acciaio strutturale a bassa lega [w(C) > 0,25%] | 1.15 | 65 | 70 | 150 |
| Acciaio strutturale ad alta lega [w(C) > 0,25%] | 1.25 | 75 | 80 | 200 |
| Acciaio legato per utensili | 1.55 | 90~100 | 100~120 | 250 |
La formula di calcolo teorica per il tonnellaggio del martello da forgia è riportata nella Tabella 5-50.
Tabella 5-50 Formula di calcolo teorica per il tonnellaggio del martello perforatore
| Forma di forgiatura | Formula | Descrizione |
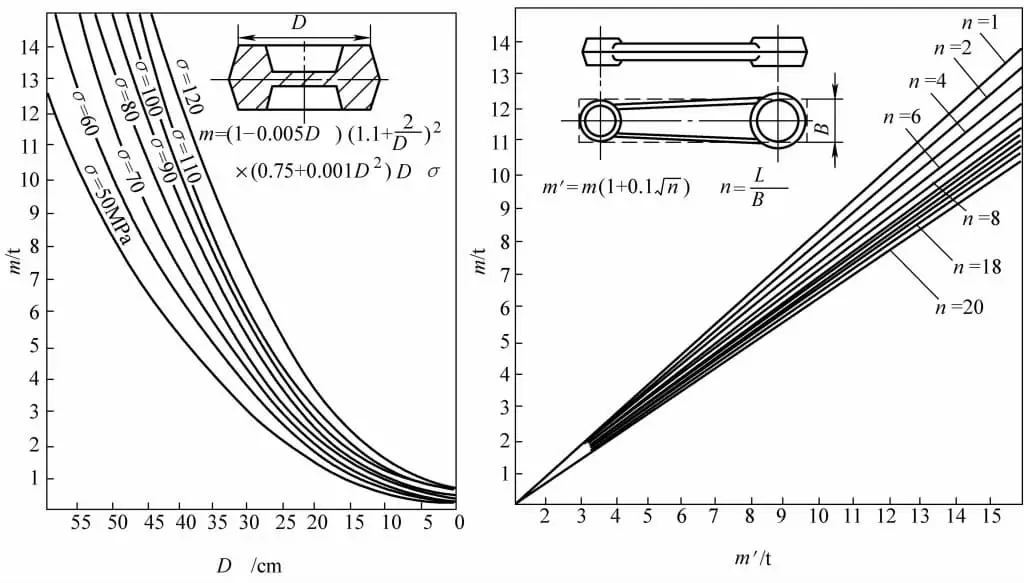
| Circolare | m 0 = (1-0,005D) (1,1 + 2 / D) 2 (0.75 + 0.001D 2 ) Dσ | D - Diametro di forgiatura (cm) σ - Resistenza alla deformazione della fucinatura alla temperatura finale di fucinatura (MPa) Questa formula è applicabile ai forgiati con diametro inferiore a 60 cm. |
| Non circolare | m = m 0 (1 + 0,1 √(L/B)) | Lunghezza massima sulla superficie di proiezione orizzontale della forgia L (cm) B - larghezza media (cm), B=A/L A - area di proiezione della forgia (cm²) Quando si calcola m 0 utilizzando la formula precedente, D nella formula deve essere sostituito con il diametro equivalente D e D e = 1.13√A |
Nota: i valori di m, m 0 calcolati con la formula della tabella sono espressi in kg.
Il nomogramma per la determinazione del tonnellaggio del martello perforatore è riportato nella Figura 5-1.
La pressa di rifilatura (vedere Tabella 5-51) costituisce l'unità di base della produzione di stampi, insieme ai martelli per la forgiatura e ai forni di riscaldamento: un insieme in cui la pressione nominale P (kN) della pressa è selezionata in base al tonnellaggio m del martello.
P = Mm
Nella formula, M è il coefficiente di accoppiamento (kN/t), che varia con il tonnellaggio del martello e può essere considerato M=800~1000kN/t.
Tabella 5-51 Presse di rifilatura abbinate a martelli per stampi
| Massa della parte cadente del martello perforatore /t | Pressione nominale della pressa di rifilatura /kN |
| 0.5 | 1000 |
| 0.75 | 1250 |
| 1 | 1600 |
| 2 | 2000 |
| 3 | 3150 |
| 5 | 4000 |
| 10 | 6300~8000 |
| 16 | 12500 ~16000 |
Tabella 5-52 Conversione del tonnellaggio dei martelli perforatori in altre attrezzature per la forgiatura (unità: t)
| Numero di serie | Martello per la forgiatura di stampi | Pressa per forgiatura | Pressa ad attrito | Forgiatura a controsoffio |
| 1 | <0.4 | <400 | <120 | ≤1 |
| 2 | 0.4~0.63 | 400~630 | 120~189 | 1~1.575 |
| 3 | 0.63~1.0 | 630~1000 | 189~300 | 1.575~2.5 |
| 4 | 1.0~1.8 | 1000~1800 | 300~540 | 2.5~4.5 |
| 5 | 1.8~2.5 | 1800~2500 | 540~750 | 4.5~6.25 |
| 6 | 2.5~3.15 | 2500~3150 | 750~945 | 6.25~7.875 |
| 7 | 3.15~6.3 | 3150~6300 | 945~1890 | 7.875~15.75 |
| 8 | 6.3~8.0 | 6300~8000 | 15.75~20 | |
| 9 | 8.0~12 | 8000~12000 | 20~30 | |
| 10 | 12~16 | 12000~16000 | 30~40 |







