Grafico di spessore, velocità e potenza del taglio laser CO2 (25-200W)
Come possono i produttori ottenere un taglio laser CO2 preciso ed efficiente per vari materiali? Questo articolo esplora il rapporto tra laser...
Immaginate di poter tagliare tubi metallici con precisione laser, dando forma a progetti intricati senza sforzo. Questo articolo analizza la relazione tra lo spessore del materiale e la velocità di taglio nel taglio laser dei tubi, fornendo una pratica tabella per ottimizzare le impostazioni. Che siate professionisti esperti o appassionati, la comprensione di queste dinamiche può migliorare notevolmente i vostri risultati. Immergetevi in questa guida per imparare a ottenere tagli più veloci e puliti, massimizzando le capacità della vostra macchina per il taglio laser.

Il taglio laser per tubi ha rivoluzionato il settore della fabbricazione dei metalli, offrendo precisione ed efficienza nella creazione di progetti complessi. Questa tecnologia avanzata utilizza laser ad alta potenza per tagliare diversi materiali come metalli, plastica e ceramica. Per i professionisti e gli appassionati, la comprensione del rapporto tra spessore e velocità di taglio è essenziale per ottenere risultati ottimali nei loro progetti.
Lo spessore di un materiale gioca un ruolo fondamentale nel determinare la velocità con cui può essere tagliato con la tecnologia laser tubolare. Un "Tubo Taglio laser La "Tabella degli spessori e delle velocità" è uno strumento prezioso per comprendere le capacità e i limiti di una fresa laser. Questa tabella fornisce le linee guida per l'appropriato velocità e le impostazioni di potenza necessarie per tagliare con facilità e precisione materiali di vario spessore.
Facendo riferimento a un Tubo Grafico dello spessore e della velocità di taglio laserGli utenti possono garantire le migliori prestazioni delle loro attrezzature, riducendo al minimo gli scarti e producendo risultati di alta qualità. Questo riferimento essenziale non solo favorisce l'efficienza del processo di taglio, ma contribuisce anche alla crescita e al successo dell'azienda. fabbricazione di metalli industria.
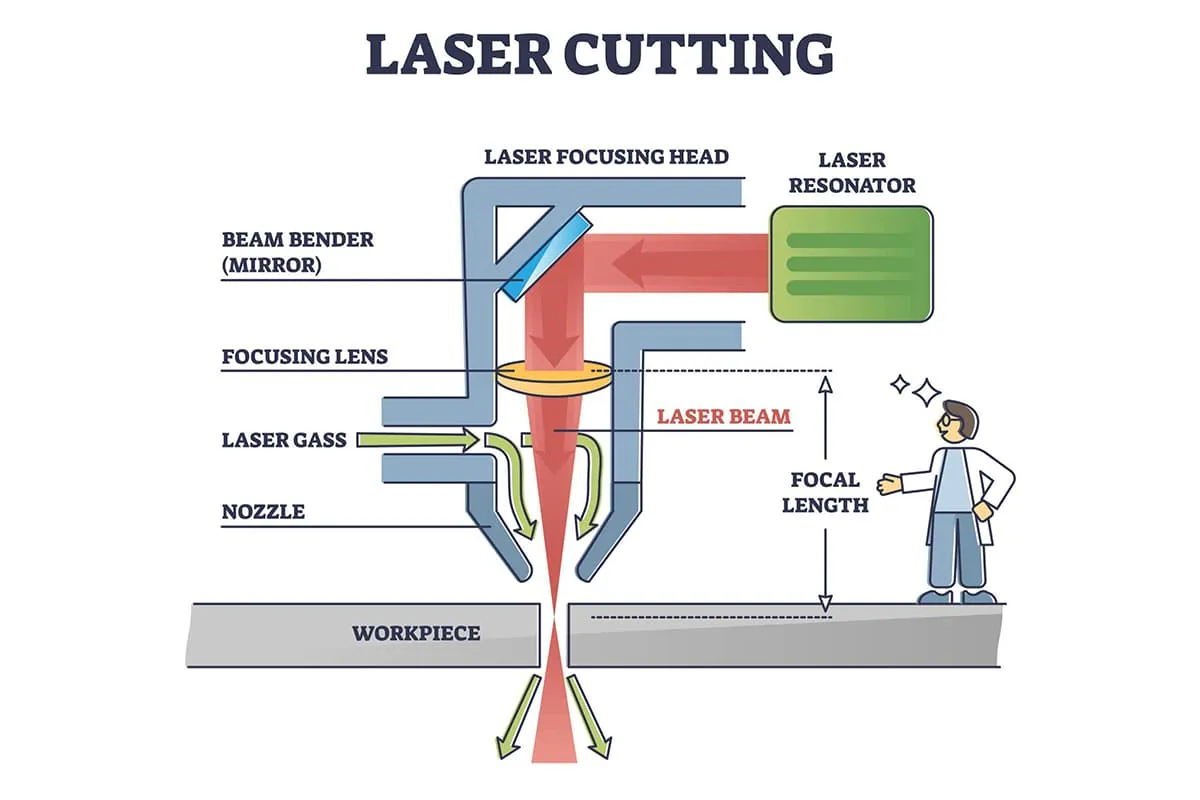
Il taglio laser dei tubi è una tecnologia di produzione che utilizza il laser per tagliare varie forme e caratteristiche nei tubi metallici. Il processo consiste nel dirigere un raggio laser ad alta potenza, come un laser a fibra o un laser CO2, verso il materiale da tagliare. L'accuratezza e la precisione del raggio laser lo rendono adatto a tagli piccoli, complessi e intricati.
Laser a fibra e laser CO2 sono i due principali tipi di laser utilizzati nel taglio laser a tubo. I laser a fibra generano la luce pompando l'energia in una fibra ottica drogata; questi laser offrono un'eccezionale qualità del fascio, una straordinaria precisione e un'elevata velocità di lavorazione. I laser a CO2, invece, utilizzano una miscela di gas di anidride carbonica, elio e azoto per generare la luce. I laser a CO2 producono una zona di calore più ampia, che può portare alla decolorazione o alla deformazione di alcuni materiali.
Oltre che dal tipo di laser, l'efficienza di un processo di taglio laser è determinata dal macchina per il taglio laser potenza. Più potente è il laser, più veloce è la lavorazione del materiale e più spesso è il materiale massimo tagliabile. Macchine per il taglio laser Sono disponibili in vari livelli di potenza, dai laser a diodi a bassa potenza, adatti per materiali sottili, ai laser industriali ad alta potenza, in grado di lavorare materiali spessi e pesanti.
La comprensione dei fattori che influenzano la velocità e lo spessore di taglio nel taglio laser dei tubi è fondamentale per progettare e realizzare prodotti efficienti e di alta qualità. Alcuni di questi fattori includono:
Una tabella dello spessore e della velocità di taglio del laser per tubi fornisce informazioni essenziali per aiutare i produttori a selezionare il sistema di taglio appropriato. macchina per il taglio laser e le impostazioni per il progetto specifico. Questi grafici presentano tipicamente i dati in formato tabellare, rivelando dettagli essenziali quali velocità di taglio e spessori massimi del materiale per abbinare modelli di macchine, potenze e tipi di laser specifici. Queste informazioni sono fondamentali per ottenere i risultati di taglio desiderati, mantenendo l'efficienza e l'economicità.
| Materiale | Spessore (mm) | 1000W | 1500W | 2000W | 3000W | 4000W | 6000W |
|---|---|---|---|---|---|---|---|
| (m/min) | (m/min) | (m/min) | (m/min) | (m/min) | (m/min) | ||
| Acciaio al carbonio Aria | 1 | 12.0-15.0 | 15.0-20.0 | 25.0-30.0 | 28.0-35.0 | 30.0-38.0 | 35.0-42.0 |
| 2 | 3.5-4.5 | 5.0-8.0 | 7.0-10.0 | 8.0-12.0 | 10.0-16.0 | 20.0-28.0 | |
| 3 | 1.5-3.0 | 2.0-4.0 | 2.5-4.5 | 3.0-5.0 | 8.0-15.0 | ||
| 4 | 1.5-2.3 | 2.5-3.5 | 7.0-12.0 | ||||
| 5 | 1.0-2.2 | 5.0-9.0 | |||||
| 6 | 3.0-6.0 | ||||||
| Acciaio al carbonio O2 | 1 | 15.0-22.0 | 18.0-25.0 | 22.0-30.0 | 25.0-38.0 | 30.0-44.0 | 35.0-48.0 |
| 2 | 3.5-5.0 | 3.8-5.0 | 5.0-6.0 | 5.5-7.0 | 5.5-7.7 | 6.0-8.25 | |
| 3 | 2.5-3.85 | 2.8-3.8 | 3.5-4.3 | 3.6-5.0 | 3.7-5.5 | 4.0-5.5 | |
| 4 | 2.0-3.3 | 2.3-3.5 | 2.8-4.0 | 3.0-4.5 | 3.5-4.62 | 3.5-5.0 | |
| 5 | 1.4-2.0 | 1.6-2.5 | 2.5-3.0 | 2.5-3.3 | 2.5-4.0 | 3.0-4.2 | |
| 6 | 1.2-1.65 | 1.4-1.8 | 2.2-2.5 | 2.3-2.8 | 2.5-3.52 | 2.6-3.52 | |
| 8 | 0.9-1.32 | 0.9-1.3 | 1.3-1.8 | 1.8-2.2 | 2.0-2.8 | 2.0-2.8 | |
| 10 | 0.6-0.9 | 0.8-1.2 | 1.2-1.5 | 1.2-1.6 | 1.2-2.2 | 1.8-2.3 | |
| 12 | 0.4-0.7 | 0.7-1.0 | 0.8-1.0 | 1.0-1.3 | 1.0-1.76 | 1.6-2.1 | |
| 16 | 0.5-0.7 | 0.6-0.8 | 0.6-0.9 | 0.7-1.0 | 0.7-1.0 | ||
| 20 | 0.5-0.8 | 0.6-0.9 | 0.65-0.95 | ||||
| 22 | 0.66-0.9 | 0.6-0.77 | |||||
| 25 | 0.4-0.65 | ||||||
| Acciaio inox N2 | 1 | 16.5-22.0 | 20.0-26.0 | 27.5-33.0 | 31.0-38.5 | 33.0-45.0 | 50.0-65.0 |
| 2 | 4.5-6.1 | 7.0-10.0 | 9.0-11.0 | 10.0-16.5 | 10.0-20.0 | 30.0-40.0 | |
| 3 | 2.0-3.1 | 4.5-5.5 | 4.5-5.5 | 7.0-10 | 7.5-12.0 | 18.0-25.0 | |
| 4 | 1.0-1.65 | 2.0-2.5 | 2.2-2.8 | 5.0-7.2 | 5.5-9.0 | 10.0-15.5 | |
| 5 | 0.4-0.7 | 1.5-2.0 | 1.5-2.0 | 1.8-2.45 | 4.0-5.5 | 8.0-13.5 | |
| 6 | 0.2-0.45 | 0.6-0.9 | 0.7-1.32 | 1.0-1.65 | 2.6-4.5 | 6.0-9.0 | |
| 8 | 0.2-0.45 | 0.35-0.6 | 1.2-2.0 | 1.6-2.8 | 4.0-5.5 | ||
| 10 | 0.7-1.0 | 0.7-1.65 | 1.8-2.8 | ||||
| 12 | 0.5-0.9 | 1.2-1.65 | |||||
| 14 | 0.8-1.2 | ||||||
| 16 | 0.6-0.9 | ||||||
| Alluminio N2 | 1 | 10.0-13.2 | 15.0-27.5 | 22.0-31.0 | 25.0-30.0 | 28.0-32.0 | 35.0-45.0 |
| 2 | 2.0-4.5 | 7.0-8.6 | 10.0-13.2 | 15.0-18.0 | 16.0-20.0 | 20.0-25.0 | |
| 3 | 0.6-1.32 | 2.5-4.0 | 5.0-6.6 | 7.0-8.0 | 10.0-12.0 | 14.0-16.0 | |
| 4 | 1.0-1.65 | 1.5-2.2 | 5.0-6.0 | 6.0-7.0 | 8.0-10.0 | ||
| 5 | 0.6-0.9 | 1.0-1.3 | 2.5-3.0 | 4.0-5.0 | 5.0-7.0 | ||
| 6 | 0.4-0.7 | 0.6-0.9 | 1.5-2.0 | 2.5-3.0 | 3.5-4.0 | ||
| 8 | 0.4-0.7 | 0.5-0.8 | 1.0-1.3 | 1.5-2.0 | |||
| 10 | 0.3-0.4 | 0.8-1.0 | 1.0-1.2 | ||||
| 12 | 0.6-0.8 | 0.6-0.7 | |||||
| 14 | 0.3-0.5 | 0.4-0.6 | |||||
| 16 | 0.3-0.4 | ||||||
| Ottone N2 | 1 | 14.0-20.0 | 15.0-22.0 | 20.0-27.0 | 20.0-28.0 | 25.0-30.0 | 30.0-40.0 |
| 2 | 3.0-4.5 | 4.0-7.2 | 7.7-8.8 | 7.0-13.2 | 12.0-15.0 | 15.0-18.0 | |
| 3 | 1.0-1.55 | 1.1-1.5 | 3.0-4.5 | 5.0-7.2 | 5.5-7.7 | 12.0-14.0 | |
| 4 | 1.0-1.2 | 1.3-1.8 | 2.5-3.0 | 3.5-5.5 | 8.0-10.0 | ||
| 5 | 0.6-0.9 | 0.8-0.9 | 1.6-2.0 | 2.0-3.5 | 5.0-5.5 | ||
| 6 | 0.4-0.6 | 0.8-1.2 | 1.4-2.2 | 3.2-3.8 | |||
| 8 | 0.3-0.4 | 0.8-1.0 | 1.5-1.8 | ||||
| 10 | 0.4-0.6 | 0.8-1.0 | |||||
| 12 | 0.6-0.7 |
Il primo fattore chiave che influenza i parametri di taglio nel taglio laser dei tubi è la potenza del laser e densità energetica. Questi due parametri sono direttamente correlati alla potenza del sistema laser utilizzato. Un wattaggio più elevato significa più calore generato e di conseguenza una maggiore velocità di taglio.
Il ugello del sistema laser gioca un ruolo fondamentale nel determinare la potenza e la densità di energia del fascio. La scelta dell'ugello di dimensioni adeguate è essenziale per ottimizzare il processo di taglio laser.

Il focus del sistema laser e il dimensione dello spot sul materiale da taglio è un altro fattore significativo che influenza i parametri di taglio. Regolando il lente e lunghezza focaleGli operatori possono controllare la distribuzione del calore e la profondità di penetrazione. Le dimensioni ridotte dei punti in genere determinano una maggiore densità di energia e consentono una maggiore precisione nel taglio laser dei tubi.
Al contrario, le dimensioni dei punti più grandi potrebbero non offrire lo stesso livello di precisione, ma possono consentire velocità di taglio più elevate, rendendole adatte ad applicazioni che non richiedono dettagli complessi.
La scelta di gas di assistenza e la pressione del gas appropriata influiscono in modo significativo sui parametri di taglio. Esistono diversi tipi di gas ampiamente utilizzati nell'industria del taglio laser a tubo, come ad esempio ossigeno, azoto, e aria compressa. Ogni gas ha proprietà uniche che influiscono sul processo di taglio.
Ad esempio, l'ossigeno è noto per le sue reazioni esotermiche, che possono generare più calore nel processo. Questo aumento di calore consente di raggiungere velocità di taglio più elevate, ma può compromettere il processo di lavorazione. qualità del taglio. D'altra parte, l'azoto e altri gas inerti, spesso indicati come gas ausiliariproducono un taglio più pulito riducendo al minimo le zone termicamente alterate (ZTA). Tuttavia, possono richiedere pressioni e potenze laser più elevate per ottenere risultati ottimali.
Il assistenza pneumatica Il gas di assistenza è fondamentale per determinare i parametri di taglio. Cambiando il tipo di gas o regolando le pressioni, gli operatori possono mettere a punto il processo di taglio per ottenere i risultati desiderati.