

型鍛造設備の能力を正しく選定することは、型鍛造を円滑に進めるための重要な条件である。選択した能力が小さすぎると、金属が金型のキャビティに入りにくくなり、打ち込み回数を増やさなければならなくなり、生産効率が低下します。一方、設備の能力が大きすぎると、設備を無駄にし、金属ロスが増えるだけでなく、金型が破損したり、鍛造金型の寿命が短くなったりしやすくなり、安全な生産にもつながりません。
1.ハンマートン数計算の経験式
各種型鍛造ハンマーのトン数計算の経験式を表5-48に示す。
表5-48 各種型鍛造用ハンマーのトン数計算の経験式
| 設備 | 公式 | 使用方法 |
| 複動式鍛造ハンマー | m= (3.5~6.3)kA | m、m1-ハンマーの落下部分の質量(kg) アンビルなしのハンマーのエネルギー(J) A-鍛造とフラッシュの水平投影面積(cm) 2 )、フラッシュの面積は倉庫部分の半分として計算される。 k-材料係数、表5-49による |
| 単動式鍛造ハンマー | m1= (1.5~1.8)m | |
| 金床のないハンマー | E =(20~25)m |
表 5-49 最終段階における各種材料の変形抵抗σと係数k 鍛造温度
| 材料 | k | σ/MPa | ||
| ハンマーオン | 鍛造プレス | ホットトリミング | ||
| 炭素構造用鋼[w(C) < 0.25%] | 0.9 | 55 | 60 | 100 |
| 炭素構造用鋼[w(C) > 0.25%] | 1 | 60 | 65 | 120 |
| 低合金構造用鋼[w(C) < 0.25%] | 1 | 60 | 65 | 120 |
| 低合金構造用鋼[w(C) > 0.25%] | 1.15 | 65 | 70 | 150 |
| 高合金構造用鋼[w(C) > 0.25%] | 1.25 | 75 | 80 | 200 |
| 合金工具鋼 | 1.55 | 90~100 | 100~120 | 250 |
2.理論計算式
鍛造ハンマーのトン数の理論計算式を表5-50に示す。
表 5-50 鍛造ハンマートン数の理論計算式
| 鍛造形状 | フォーミュラ | 説明 |
| 円形 | m 0 = (1-0.005d) (1.1 + 2 / d) 2 (0.75 + 0.001D 2 )Dσ | D - 鍛造直径(cm) σ - 最終鍛造温度における鍛造品の変形抵抗(MPa) この式は、直径60cm未満の鍛造品に適用される。 |
| 非円形 | m = m 0 (1 + 0.1 √(l/b)) | L鍛造の水平投影面における最大長さ(cm) B-平均幅(cm)、B=A/L A - 鍛造品の投影面積(cm²)。 mを計算する場合 0 上記の式を使用する場合、式中のDは等価直径D e D e = 1.13√A |
注:m, m 0 表の計算式で算出された単位はkgである。
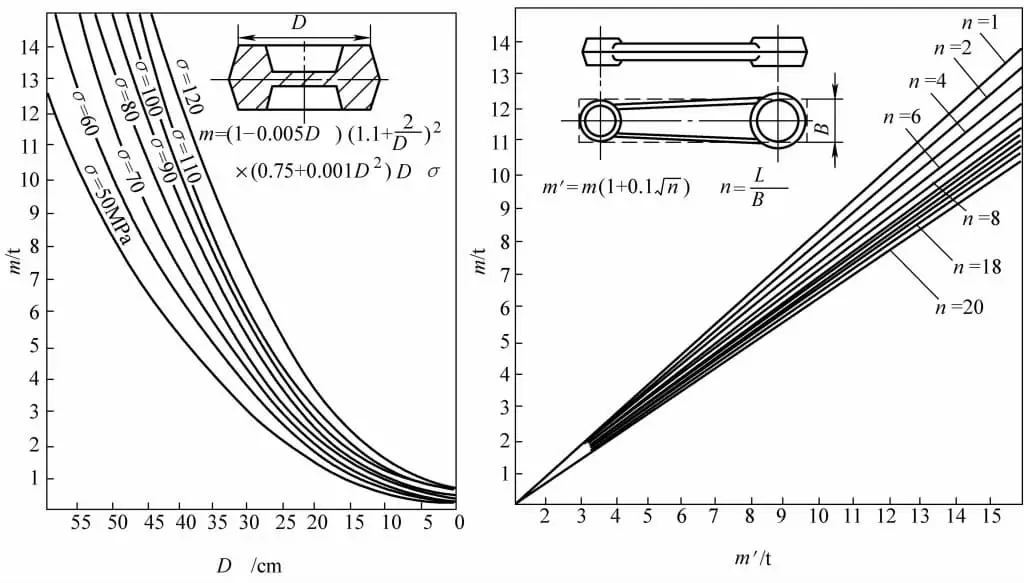
3.ノモグラム法
鍛造ハンマーのトン数を決定するためのノモグラムを図5-1に示す。
4.トリミングプレス
トリミングプレス(表5-51参照)は、型鍛造用ハンマー、加熱炉とセットで型鍛造生産の基本単位となり、プレスの公称圧力P(kN)はハンマーのトン数mに基づいて選択される。
P = Mm
式中、Mはマッチング係数(kN/t)であり、ハンマーのトン数によって異なり、M=800~1000kN/tとすることができる。
表 5-51 トリミングプレスと型鍛造ハンマーの組み合わせ
| 型鍛造ハンマー落下部質量/t | トリミングプレス公称圧力 /kN |
| 0.5 | 1000 |
| 0.75 | 1250 |
| 1 | 1600 |
| 2 | 2000 |
| 3 | 3150 |
| 5 | 4000 |
| 10 | 6300~8000 |
| 16 | 12500 ~16000 |
5.型鍛造ハンマーのトン数を他の鍛造設備に換算(表5-52参照)
表 5-52 金型鍛造用ハンマーのトン数と他の鍛造設備との換算(単位:t)
| シリアル番号 | 金型鍛造ハンマー | 鍛造プレス | フリクションプレス | カウンターブロー鍛造 |
| 1 | <0.4 | <400 | <120 | ≤1 |
| 2 | 0.4~0.63 | 400~630 | 120~189 | 1~1.575 |
| 3 | 0.63~1.0 | 630~1000 | 189~300 | 1.575~2.5 |
| 4 | 1.0~1.8 | 1000~1800 | 300~540 | 2.5~4.5 |
| 5 | 1.8~2.5 | 1800~2500 | 540~750 | 4.5~6.25 |
| 6 | 2.5~3.15 | 2500~3150 | 750~945 | 6.25~7.875 |
| 7 | 3.15~6.3 | 3150~6300 | 945~1890 | 7.875~15.75 |
| 8 | 6.3~8.0 | 6300~8000 | 15.75~20 | |
| 9 | 8.0~12 | 8000~12000 | 20~30 | |
| 10 | 12~16 | 12000~16000 | 30~40 |







