

다이 단조 장비의 용량을 올바르게 선택하는 것은 다이 단조의 원활한 진행을 보장하는 중요한 조건입니다. 선택한 용량이 너무 작으면 금속이 금형 캐비티를 채우기가 어렵고 스트라이크 횟수를 늘려야하므로 생산 효율성이 떨어지고, 반면에 장비 용량이 너무 크면 장비가 낭비되고 금속 손실이 증가하며 금형이 손상되거나 단조 다이의 수명이 단축되기 쉬워 안전한 생산에도 도움이되지 않습니다.
1. 해머 톤수 계산을 위한 경험적 공식
다양한 다이 단조 해머의 톤수를 계산하는 경험적 공식은 표 5-48에 나와 있습니다.
표 5-48 다양한 다이 단조 해머의 톤수 계산을 위한 경험적 공식
| 장비 | 공식 | 지침 |
| 복동 단조 해머 | m= (3.5~6.3)kA | m, m1-해머의 떨어지는 부분의 질량(kg) E-모루가 없는 망치의 에너지(J) A-단조 및 플래시의 수평 투영 영역(cm) 2 ), 플래시의 면적은 창고 부분의 절반으로 계산됩니다. k-재료 계수, 표 5-49에 따라 결정됨 |
| 단조 단조 해머 | m1= (1.5~1.8)m | |
| 모루 없는 망치 | E =(20~25)m |
표 5-49 다양한 재료의 최종 변형 저항 σ 및 계수 k 단조 온도
| 자료 | k | σ/MPa | ||
| 해머 켜기 | 단조 프레스 | 핫 트리밍 | ||
| 탄소 구조용 강철 [w(C) < 0.25%] | 0.9 | 55 | 60 | 100 |
| 탄소 구조용 강철 [w(C)> 0.25%] | 1 | 60 | 65 | 120 |
| 저합금 구조용 강철 [w(C) < 0.25%] | 1 | 60 | 65 | 120 |
| 저합금 구조용 강철 [w(C)> 0.25%] | 1.15 | 65 | 70 | 150 |
| 고합금 구조용 강철 [w(C)> 0.25%] | 1.25 | 75 | 80 | 200 |
| 합금 공구강 | 1.55 | 90~100 | 100~120 | 250 |
2. 이론적 계산 공식
단조 해머의 톤수에 대한 이론적 계산 공식은 표 5-50에 나와 있습니다.
표 5-50 단조 해머 톤수에 대한 이론적 계산 공식
| 단조 모양 | 공식 | 설명 |
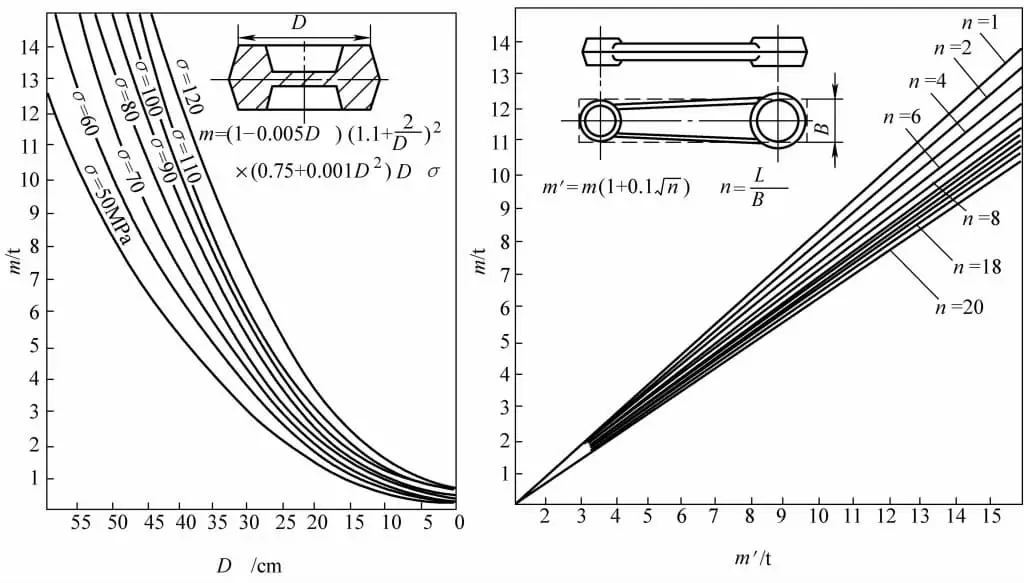
| 원형 | m 0 = (1-0.005d) (1.1 + 2 / d) 2 (0.75 + 0.001D 2 ) Dσ | D - 단조 직경(cm) σ - 최종 단조 온도에서 단조품의 변형 저항(MPa) 이 공식은 직경이 60cm 미만인 단조품에 적용 가능합니다. |
| 비원형 | m = m 0 (1 + 0.1 √(L/B)) | L 단조품의 수평 투영면의 최대 길이(cm) B - 평균 너비(cm), B=A/L A - 단조품의 예상 면적(cm²) m을 계산할 때 0 위의 공식을 사용하면 공식의 D를 등가 직경 D로 대체해야 합니다. e D e = 1.13√A |
참고: m, m 0 표의 공식을 사용하여 계산한 값은 kg 단위입니다.
3. 노모그램 방법
단조 해머의 톤수를 결정하기 위한 노모그램은 그림 5-1에 나와 있습니다.
4. 트리밍 누르기
트리밍 프레스(표 5-51 참조)는 다이 단조 해머 및 가열로와 함께 다이 단조 생산의 기본 단위(세트)를 구성하며, 해머의 톤수 m에 따라 프레스의 공칭 압력 P(kN)가 선택됩니다.
P = Mm
공식에서 M은 해머의 톤수에 따라 달라지는 매칭 계수(kN/t)로, M=800~1000kN/t로 계산할 수 있습니다.
표 5-51 다이 단조 해머와 일치하는 트리밍 프레스
| 다이 단조 해머의 낙하 부분의 질량 / t | 트리밍 프레스의 공칭 압력 /kN |
| 0.5 | 1000 |
| 0.75 | 1250 |
| 1 | 1600 |
| 2 | 2000 |
| 3 | 3150 |
| 5 | 4000 |
| 10 | 6300~8000 |
| 16 | 12500 ~16000 |
5. 다이 단조 해머의 톤수를 다른 단조 장비로 환산(표 5-52 참조)
표 5-52 다이 단조 해머의 톤수를 다른 단조 장비로 환산(단위: t)
| 일련 번호 | 다이 단조 해머 | 단조 프레스 | 마찰 프레스 | 카운터 블로우 단조 |
| 1 | <0.4 | <400 | <120 | ≤1 |
| 2 | 0.4~0.63 | 400~630 | 120~189 | 1~1.575 |
| 3 | 0.63~1.0 | 630~1000 | 189~300 | 1.575~2.5 |
| 4 | 1.0~1.8 | 1000~1800 | 300~540 | 2.5~4.5 |
| 5 | 1.8~2.5 | 1800~2500 | 540~750 | 4.5~6.25 |
| 6 | 2.5~3.15 | 2500~3150 | 750~945 | 6.25~7.875 |
| 7 | 3.15~6.3 | 3150~6300 | 945~1890 | 7.875~15.75 |
| 8 | 6.3~8.0 | 6300~8000 | 15.75~20 | |
| 9 | 8.0~12 | 8000~12000 | 20~30 | |
| 10 | 12~16 | 12000~16000 | 30~40 |







