
Snijprincipes: De basisprincipes van verspanen onder de knie krijgen
Metaal snijden is een fascinerend proces waarbij ruwe materialen worden omgezet in ingewikkelde onderdelen. Dit artikel onderzoekt de principes achter...
Dit artikel duikt in de fascinerende technieken van het buigen en ontvouwen van metaal, cruciaal voor het maken van alles van eenvoudige beugels tot complexe machineonderdelen. Door de belangrijkste concepten en praktische tips te verkennen, ontdek je de geheimen achter het bereiken van nauwkeurige buigingen en ontvouwingen. Of je nu een doorgewinterde verspaner bent of een nieuwsgierige beginner, deze gids zal je voorzien van waardevolle inzichten en je metaalbewerkingsvaardigheden verbeteren.

| Plaatdikte/groefbreedte | Koudgewalste staalplaat, gegalvaniseerde staalplaat of aluminium verzinkte staalplaat | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.6 | 0.8 | 1.0 | 1.2 | 1.5 | 20 | 2.5 | 3.0 | 3.5 | .0 | 4.5 | 5.0 | Minimumgrootte | opmerkingen | |
| V4 | 0.9 | 1.4 | 2.8 | Als de grafische maat van het onderdeel is gemarkeerd met een negatieve tolerantie, kan de waarde van de buigtoeslag worden verhoogd. Bijvoorbeeld, het rode deel in de tabel kan worden verhoogd met ten minste: 2,8:2,82,3,4:3,43 of 3,44, 4,5:4,6, 5,5:5,6 | ||||||||||
| V6 | 1.5 | 1.7 | 2.0 | 4.5 | ||||||||||
| V7 | 1.8 | 2.1 | 2.4 | 5 | ||||||||||
| V8 | 1.9 | 2.2 | 2.5 | 5.5 | ||||||||||
| V10 | 2.1 | 2.3 | 2.7 | 7 | ||||||||||
| V12 | 2.2 | 2.5 | 2.8 | 3.4 | 8.5 | |||||||||
| V14 | 3.5 | 3.8 | 6.4 | 6.8 | 10 | |||||||||
| V16 | 3.1 | 3.8 | 4.5 | 5.0 | 11 | |||||||||
| V18 | 3.3 | 4.0 | 13 | |||||||||||
| V20 | 4.0 | 4.9 | 5.1 | 6.6 | 7.2 | 7.8 | 14 | |||||||
| V25 | 4.4 | 5.0 | 5.5 | 6.8 | 7.8 | 8.3 | 17.5 | |||||||
| V32 | 5.0 | 5.5 | 6.1 | 8.7 | ||||||||||
Koudgewalste staalplaat, gegalvaniseerde staalplaat of aluminium verzinkte staalplaat
| Hoek | Breedte vormsleuf | 90° | Interne buighoek | Uitwendige buighoek | 180° |
|---|---|---|---|---|---|
| Plaatdikte mm | |||||
| 1.5 | V10 | 3 | 3.2 | 4.1 | 0.75 |
| 2.0 | V12 | 3.84 | 3.7 | 4.6 | 1.0 |
| 2.5 | V16 | 45 | 4.8 | 6.1 | 1.25 |
| Plaatdikte mm | 30 | 45° | 60° | 120° | 135 | 145° |
|---|---|---|---|---|---|---|
| 1.0 | 0.35 | 0.7 | 1.1 | 1.0 | 0.6 | 0.4 |
| 1.2 | 0.4 | 0.8 | 1.2 | 1.0 | 0.6 | 0.4 |
| 1.5 | 0.5 | 1.0 | 1.6 | 1.4 | 0.9 | 0.6 |
| 2.0 | 0.6 | 1.2 | 2.0 | 1.7 | 1.1 | 0.7 |
| 2.5 | 0.8 | 1.6 | 2.6 | 2.2 | 1.4 | 0.85 |
| 3.0 | 1.0 | 2.2 | 3.4 | 2.8 | 2.0 | 1.2 |
| 4.0 | 3.7 | 2.4 | 1.4 |
1.1.1 Voorbeeld van een ontvouwingstekening met één bocht en berekeningsformule
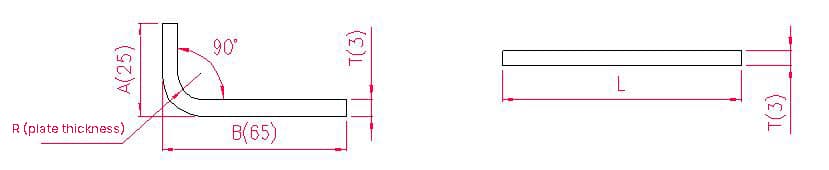
Uitvouwlengte: L = A + B - P', dus L = 25 + 65 - 5,5 = 84,5
Volgens tabel 1: Voor een plaatdikte van 3 mm moet de V25 ondermatrijs worden gebruikt, met een buigtoeslag van 5,5.
Opmerking: Volgens tabel 1 hebben verschillende ondermallen verschillende buigtoeslagen en verschillende plaatdiktes verschillende buigtoeslagen.
1.1.2 Voorbeeld van een tekening met twee plooien en berekeningsformule
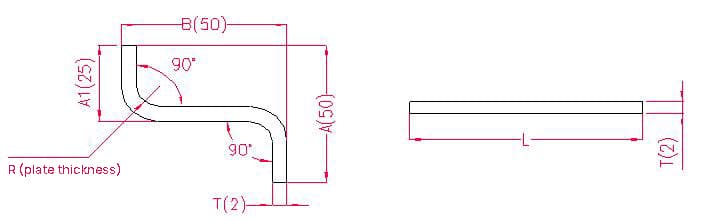
Afvouwlengte: L = A + T + B - 2xP', dus L = 50 + 2 + 50 - 2×3,4 = 95,6
Volgens tabel 1: Voor een plaatdikte van 2 mm moet de V12 ondermatrijs worden gebruikt, met een buigtoeslag van 3,4.
Opmerking: Volgens tabel 1 hebben verschillende ondermallen verschillende buigtoeslagen en verschillende plaatdiktes verschillende buigtoeslagen.
1.1.3. Voorbeeld van ontvouwingstekening met drie buigingen en berekeningsformule
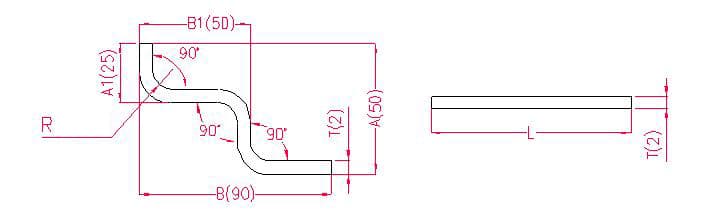
Uitvouwlengte: L = A + T + B + T - 3xP', dus L = 50 + 2 + 90 + 2 - 3×3,4 = 133,8
Volgens tabel 1: Voor een plaatdikte van 2 mm moet de V12 ondermatrijs worden gebruikt, met een buigtoeslag van 3,4.
Opmerking: Volgens tabel 1 hebben verschillende ondermallen verschillende buigtoeslagen en verschillende plaatdiktes verschillende buigtoeslagen.
1.1.4. Voorbeeld van ontvouwingstekening met vier bochten en berekeningsformule
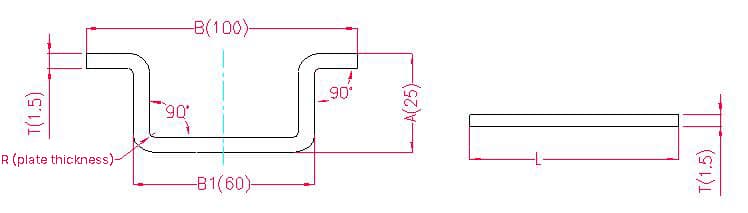
Uitvouwlengte: L = A + A + B + T + T - 4xP', dus L = 25 + 25 + 100 + 1,5 + 1,5 - 4×2,8 = 141,8
Volgens tabel 1: Voor een plaatdikte van 1,5 mm moet de V12 ondermatrijs worden gebruikt, met een buigtoeslag van 2,8.
Opmerking: Volgens tabel 1 hebben verschillende ondermallen verschillende buigtoeslagen en verschillende plaatdiktes verschillende buigtoeslagen.
1.1.5. Voorbeeld van een ontvouwingstekening met zes bochten en berekeningsformule
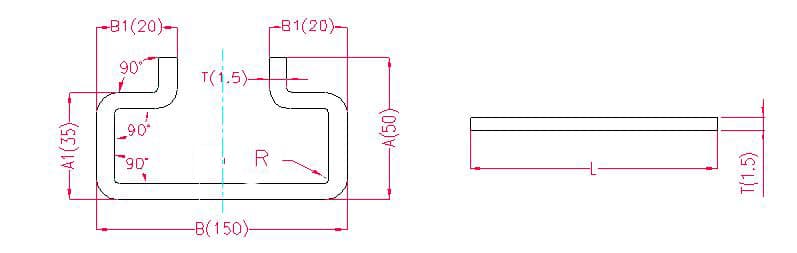
Uitvouwlengte: L = A + T + A + T + B + B1 + B1 - 6xP', dus L = 50 + 1,5 + 50 + 1,5 + 150 + 20 + 20 - 6×2,8 = 276,2
Volgens tabel 1: Voor een plaatdikte van 1,5 mm moet de V12 ondermatrijs worden gebruikt, met een buigtoeslag van 2,8.
Opmerking: Volgens tabel 1 hebben verschillende ondermallen verschillende buigtoeslagen en verschillende plaatdiktes verschillende buigtoeslagen.
1.2.1. Voorbeelden en berekeningsformules voor 180° buigen ontvouwen.
Afvouwlengte: L = A + B - P', dus L = 25 + 65 - 1 = 89
Volgens tabel 2: Voor een plaatdikte van 2 mm moet de V12 ondermatrijs worden gebruikt, met een buigtoeslag van de helft van de plaatdikte.
Opmerking: Volgens tabel 2 hebben verschillende ondermallen verschillende buigtoeslagen en verschillende plaatdiktes verschillende buigtoeslagen.
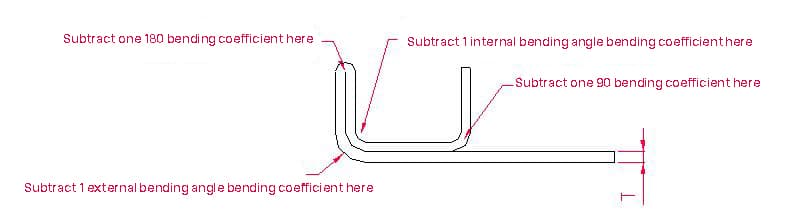
1.2.2. Voorbeelden en berekeningsformules voor dubbellaags buigen ontvouwen.
Uitvouwlengte: L1 = (A-1,5) + (B-1,5) - P1, dus L1 = (65-1,5) + (25-1,5) - 3,2 = 83,8
L2 = A + B - P2, dus L2 = 65 + 25 - 4,1 = 85,9
L = L1 + L2 - T/2, dus L = 83,8 + 85,9 - 0,75 = 168,95
Volgens tabel 2: Voor een plaatdikte van 1,5 mm moet de V12 ondermatrijs worden gebruikt, met een buigtoeslag van 3,2 voor binnenhoeken, 4,1 voor buitenhoeken en 0,75 voor een hoek van 180°.
Opmerking: Volgens tabel 2 hebben verschillende ondermallen verschillende buigtoeslagen en verschillende plaatdiktes verschillende buigtoeslagen.
1.2.3. Voorbeelden en berekeningsformules voor dubbellaags buigen ontvouwen.
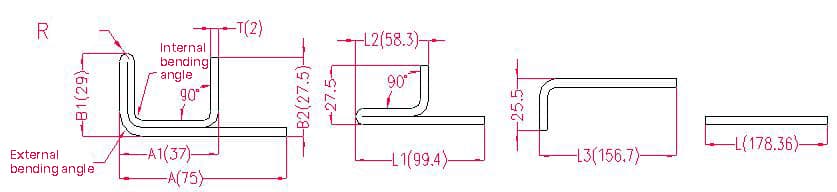
Afvouwlengte: L1 = A + B1 - P2, dus L1 = 75 + 29 - 4,6 = 99,4
L2 = (A1 - T) + (B1 - T) - P1, dus L2 = (37 - 2) + (29 - 2) - 3,7 = 58,7
L3 = L1 + L2 - P3, dus L3 = 99,4 + 58,3 - 1 = 156,7
L = 25,5 + L3 - P1, dus L = 25,5 + 156,7 - 3,84 = 178,36
Volgens tabel 2: Voor een plaatdikte van 1,5 mm moet de V12-ondermatrijs worden gebruikt, met een inwendige hoekbuigtoeslag van 3,2, een uitwendige hoekbuigtoeslag van 4,1 en een 180°-buigtoeslag van 0,75.
Opmerking: Volgens tabel 2 hebben verschillende ondermallen verschillende buigtoeslagen en verschillende plaatdiktes verschillende buigtoeslagen.
1.2.4. Voorbeelden en berekeningsformules voor dubbellaags buigen ontvouwen.
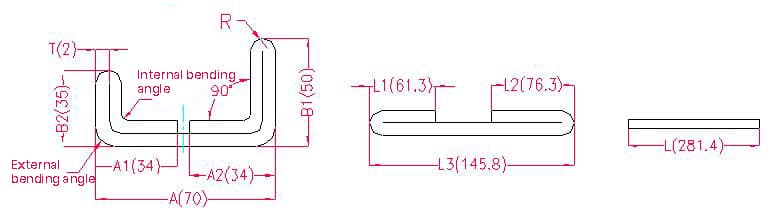
Uitvouwlengte: L1 = (A1-T) + (B2-T) - P1, dus L1 = (35-2) + (34-2) - 3,7 = 61,3
L2 = (B1-T) + (A2-T) - P1, dus L2 = (50-2) + (34-2) - 3,7 = 76,3
L3 = A + B1 + B2 - 2 x P2, dus L3 = 70 + 35 + 50 - 2 x 4,6 = 145,8
L = L1 + L2 + L3 - 2 x P3, dus L = 61,3 + 75,3 + 145,8 - 2 x 1 = 281,4
Volgens tabel 2: Voor een plaatdikte van 2 mm moet de V12 ondermatrijs worden gebruikt, met een inwendige hoekverbuigingstoeslag van 3,7, een uitwendige hoekverbuigingstoeslag van 4,6 en een 180° buigingstoeslag van 1.
Opmerking: Volgens tabel 2 hebben verschillende ondermallen verschillende buigtoeslagen en verschillende plaatdiktes verschillende buigtoeslagen.
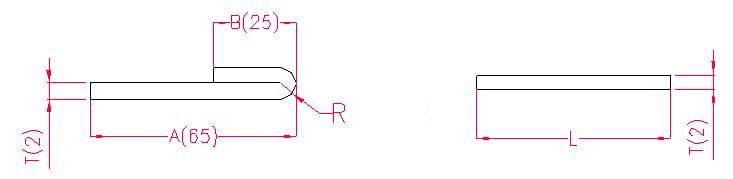
1.3.1. Voorbeelden en berekeningsformules voor speciale hoekbuigingen.
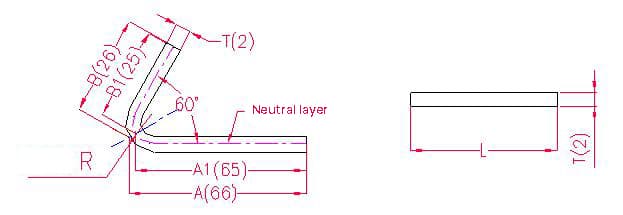
Afvouwlengte: L = (A-T) + (B-T) - P' = A1 + B1 - P', dus L = (66-1) + (26-1) - 2 = 65+25-2 = 88
Volgens Tabel 3: Voor een plaatdikte van 2 mm moet de V12 ondermatrijs worden gebruikt en de buigtoeslag voor een hoek van 60° is 2.
Opmerking: Volgens tabel 3 moet de neutrale laag worden gebruikt als de buiglengte en -breedte.
1.3.2. Voorbeelden en berekeningsformules voor stap-voor-stap ontplooiing.
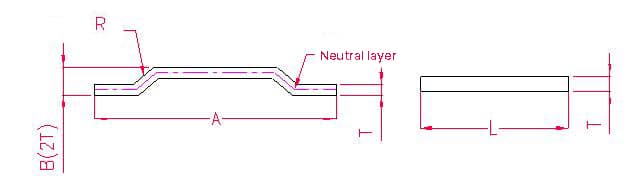
Uitvouwlengte: L = A + 1
Opmerking: Als de stap gelijk is aan twee plaatdiktes, tel dan 0,5 op voor elke stap en 1 voor twee stappen.
1.3.3. Voorbeelden en berekeningsformules voor speciale hoekafrondingen.
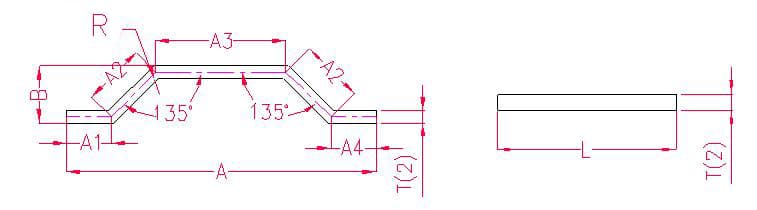
Uitvouwlengte: L = A1 + A2 + A3 + A2 + A4 - P - P
Opmerking: Voor buigen met stappen, trek je gewoon twee toeslagen af.
Volgens Tabel 3: Voor een plaatdikte van 2 mm moet de V12 ondermatrijs worden gebruikt en is de buigtoeslag voor een hoek van 135° 1,1.
1.3.4. Voorbeelden en berekeningsformules voor speciale hoekafrondingen.
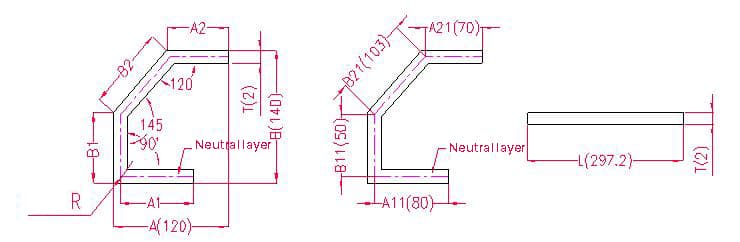
Opmerking: Wanneer de afmeting op de contour is gemarkeerd, moet deze worden omgezet naar de neutrale laagafmeting bij het berekenen van de uitvouwlengte.
Afvouwlengte: L = A11 + B11 + B21 + A21 - P1 - P2 - P3, dus L = 80 + 50 + 103 + 70 - 1,7 - 0,7 - 3,4 = 297,2
Tabel 3: Voor een plaatdikte van 2 mm moet de V12 ondermatrijs worden gebruikt, met een buigtoeslag van 1,7 voor een hoek van 120°, 0,7 voor een hoek van 145° en 3,4 voor een hoek van 90°.
Opmerking: Volgens tabel 3 hebben verschillende ondermallen verschillende buigtoeslagen en verschillende plaatdiktes verschillende buigtoeslagen.
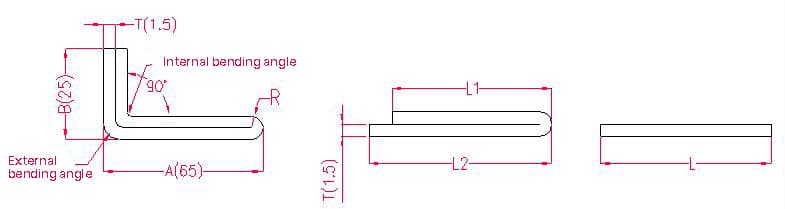
1.4.1. Voorbeelden en berekeningsformules voor het gewone ontvouwen van flenzen.
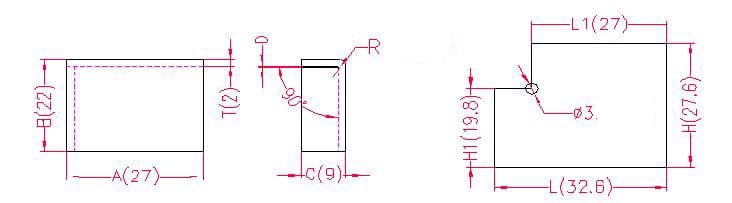
Afvouwlengte: L1 = A, dus L1 = 27
L = A + C - P, dus L = 27 + 9 - 3,4 = 32,6
H1 = B - T - D, dus H1 = 22 - 2 - 0,2 = 19,8 (Opmerking: D is genomen als 0,2)
H = B + C - P, dus H = 22 + 9 - 3,4 = 27,6
Volgens tabel 1: Voor een plaatdikte van 2 mm moet de V12 ondermatrijs worden gebruikt, met een buigtoeslag van 3,4.
Opmerking: Volgens tabel 1 hebben verschillende ondermallen verschillende buigtoeslagen en verschillende plaatdiktes verschillende buigtoeslagen.
1.4.2. Voorbeelden en berekeningsformules voor het openvouwen van gewone deuren.
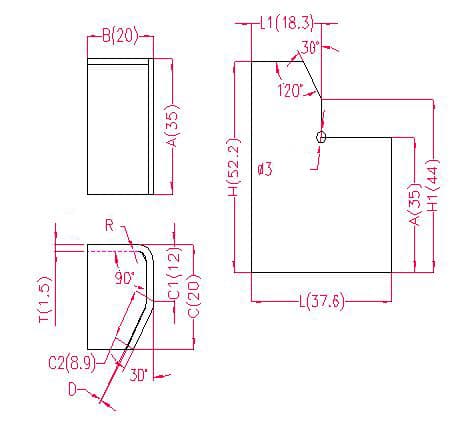
Uitvouwlengte: L1 = B - T - D, dus L1 = 20 - 1,5 - 0,2 = 18,3
L = B + C1 + C2 - P - P1, dus L = 20 + 12 + 8,9 - 2,8 - 0,5 = 37,6
H1 = C1 + A - P - D, dus H1 = 12 + 35 - 2,8 - 0,2 = 44 (Opmerking: D is genomen als 0,2)
H = A + C - P, dus H = 35 + 20 - 2,8 = 52,2
Volgens tabel 1: Voor een plaatdikte van 1,5 mm moet de V12 ondermatrijs worden gebruikt, met een buigtoeslag van 2,8 voor een hoek van 90° en 0,5 voor een hoek van 30°.
Opmerking: Volgens tabel 1 hebben verschillende ondermallen verschillende buigtoeslagen en verschillende plaatdiktes verschillende buigtoeslagen.
1.4.3. Voorbeelden en berekeningsformules voor gewoon kantelen, buigen en vouwen.
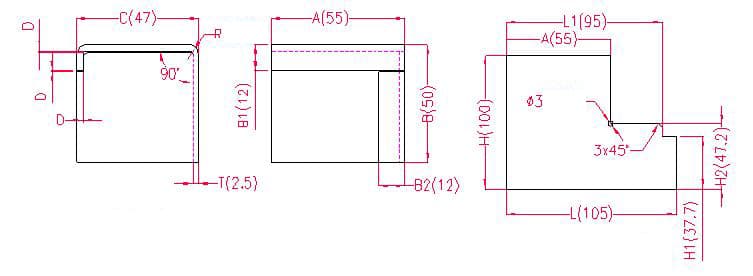
Uitvouwlengte: H1 = B - B1 - D, dus H1 = 50 - 12 - 0,3 = 37,7 (Opmerking: D is genomen als 0,2)
H2 = B - T - D, dus H2 = 50 - 2,5 - 0,3 = 47,2
H = B + C + B1 - 2xP, dus H = 50 + 47 + 12 - 2×4,5 = 100
L1 = A + C - T - D - P, dus L1 = 55 + 47 - 2,5 - 0,3 - 4,5 = 94,7
L = A + C+ B2 - 2xP, dus L = 55 + 47 + 12 - 2×4,5 = 105
Volgens tabel 1: Voor een plaatdikte van 2,5 mm moet de V16 ondermatrijs worden gebruikt, met een buigtoeslag van 4,5.
Opmerking: Volgens tabel 1 hebben verschillende ondermallen verschillende buigtoeslagen en verschillende plaatdiktes verschillende buigtoeslagen.







