Essentiële gezondheid en veiligheid voor lastechnieken
Bent u zich ervan bewust dat lassen, hoewel essentieel, vol gevaren kan zitten? Dit artikel gaat in op cruciale gezondheids- en veiligheidsaspecten...
Stel je een baan voor waarbij een moment van onoplettendheid kan leiden tot ernstige brandwonden, elektrische schokken of zelfs explosies. Welkom in de wereld van het lassen. Dit artikel gaat in op essentiële veiligheidsmaatregelen die elke lasser moet kennen, van het voorkomen van elektrische schokken tot het beheersen van gevaarlijke dampen. Ontdek hoe je jezelf en je team kunt beschermen, zodat elke las veilig en succesvol verloopt. Leer praktische tips en essentiële voorzorgsmaatregelen om je lasomgeving veiliger dan ooit te maken.

1) Directe elektrische schok: Tijdens laswerkzaamheden raken handen of lichaamsdelen onder stroom staande delen zoals lastangen en elektroden aan tijdens het verwisselen van lasstaven of werkstukken, en zijn de voeten of andere lichaamsdelen slecht geïsoleerd van de grond of metalen constructies.
Elektrische schokken kunnen gemakkelijk optreden bij het lassen in containers, pijpen, op regenachtige, vochtige plaatsen of wanneer het lichaam overvloedig zweet. Handen of lichaamsdelen raken blootliggende en geëlektriseerde aansluitkoppen, aansluitpolen en draden aan, wat kan leiden tot elektrische schokken. Lassen in de buurt van hoogspanningsnetten kan diëlektrische afbraak en ontlading veroorzaken zonder het geëlektriseerde lichaam direct aan te raken, maar door er tot op zekere hoogte dichtbij te komen.
2) Indirecte elektrische schok: elektrische lekkage van lasapparatuur veroorzaakt een elektrische schok wanneer het menselijk lichaam de geëlektriseerde behuizing aanraakt, wat kan worden veroorzaakt door: overbelasting van de apparatuur, interne kortsluiting, corrosieve stoffen waardoor de isolatie minder goed werkt en gaat lekken; spoelen die nat worden door regen of vocht waardoor de isolatie beschadigd raakt en gaat lekken; lasapparatuur die wordt blootgesteld aan trillingen of klappen waardoor de isolatie van spoelen of kabels mechanisch wordt beschadigd, beschadigde draden die zijn aangesloten op de ijzeren kern of behuizing waardoor lekkage ontstaat; metalen voorwerpen die in de apparatuur vallen, waardoor de geëlektriseerde onderdelen met de behuizing worden verbonden en lekkage ontstaat.
Elektrische schokken ontstaan bij het aanraken van beschadigde isolatie van draden, kabels, schakelaars, enz. Elektrische schokken ontstaan door het gebruik van metalen frames uit de fabriek, pijpleidingen, kraanbanen, enz. als secundair circuit voor het lassen.
1) Isolatiebescherming: Blootgestelde geëlektrificeerde delen van het lasapparaat en blootliggende aansluitposten moeten voorzien zijn van intacte beschermkappen: Voor apparatuur met insteekcontacten moeten de geleiders van de insteekcontacten worden verborgen binnen het vlak van de isolatieplaat.
De primaire lijn van het apparaat moet op een plaats dicht bij de muur worden geplaatst waar hij niet gemakkelijk toegankelijk is, en de lengte mag over het algemeen niet meer dan 2m bedragen. Als voor een tijdelijke taak een langer netsnoer nodig is, moet het langs de muur of pilaar met porseleinen flessen ter isolatie worden gelegd en moet de hoogte meer dan 2,5 m boven de grond zijn. Het is niet toegestaan om het netsnoer over de grond te slepen. Er moet een doorgang van minstens 1 m breed zijn tussen elk apparaat en tussen het apparaat en de muur.
2) Gebruik van automatische uitschakelapparaten: Om lasapparatuur en persoonlijke veiligheid te beschermen, moeten zekeringen, stroomonderbrekers (ook wel overbelastingsbeveiligingsschakelaars genoemd) en elektrische schokbeveiligers (ook wel lekschakelaars genoemd) worden geïnstalleerd.
Wanneer de nullastspanning van het lasapparaat hoog is en het apparaat wordt gebruikt op een plaats waar gevaar voor elektrische schokken bestaat, moet een automatische stroomonderbreker voor nullast worden gebruikt voor het lasapparaat. Wanneer de lasboog wordt geïnitieerd, sluit de stroomschakelaar automatisch, en wanneer het lassen stopt of de lasstaaf wordt gewijzigd, wordt de stroomschakelaar automatisch uitgeschakeld. Dit apparaat voorkomt niet alleen elektrische schokken tijdens nullast, maar vermindert ook het energieverlies van de apparatuur tijdens nullast.
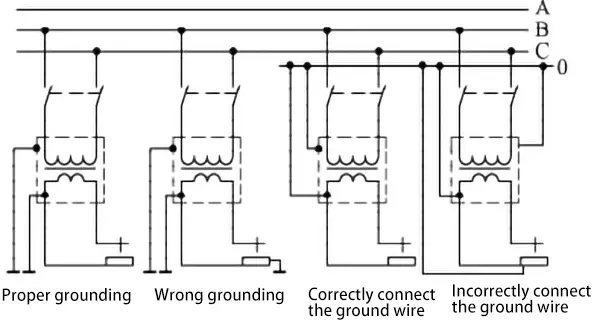
3) De lasmachine moet een beschermende aarding of een neutrale aarding gebruiken. De correcte en incorrecte beschermende aarding en neutrale aarding van lassen en lasstukken worden getoond in Figuur 13-1. De geleiders die worden gebruikt voor de neutrale aarding en aarding van de lasmachine moeten aan de volgende veiligheidseisen voldoen.
① Moet voldoende doorsnede hebben. De doorsnede van de aarddraad (of neutrale draad) is over het algemeen 1/3~1/2 van de doorsnede van de fasedraad. Bij gebruik van aluminiumdraad, koperdraad of staaldraad als aarddraad (of neutrale draad) mag de minimale doorsnede niet kleiner zijn dan respectievelijk 6mm², 4mm² of 12mm².
② Moet een hele draad gebruiken, zonder verbindingen in het midden.
③ De verbinding tussen de geleider en het lasapparaat en het aardingslichaam (of neutrale hoofdleiding) moet stevig zijn.
④ Het is ten strengste verboden om de aardgeleider (of nulgeleider) in serie te gebruiken.
4) Gebruik van automatische uitschakelapparaten voor lasmachines: Wanneer de nullastspanning van de lasmachine hoger is dan de limiet die is gespecificeerd in de huidige lasmachinenormen. En het apparaat wordt gebruikt op een plaats met kans op contact, of op een plaats waar een secundair ongeval kan plaatsvinden als er een elektrische schok optreedt (zoals op grote hoogte). Er moet een automatische uitschakelinrichting voor onbelaste stroom worden gebruikt.
(1) Belangrijkste veiligheidspunten voor lasapparatuur (zie tabel 13-14)
Tabel 13-14 Belangrijkste veiligheidspunten voor lasapparatuur
| Naam apparaat | Belangrijkste punten van veiligheidstechnologie |
| Lasmachine | 1. Het lasomhulsel moet geaard zijn, de isolatie moet intact zijn en alle contacten moeten stevig en betrouwbaar zijn. |
| 2. Hoog laadspanning algemene booglassen voeding: DC ≤100V, AC ≤80V: Plasma boog snijden voeding tot 400V, moet gebruik maken van automatische snijden zo veel mogelijk, en versterking van elektrische schok preventiemaatregelen. | |
| 3. De blootgestelde delen onder spanning en de bewegende delen van het lasapparaat moeten voorzien zijn van veiligheidsafdekkingen. | |
| 4. Als de spanning ≥20kV is (zoals lasapparatuur met elektronenbundels), moet een loodafscherming of afstandsbediening worden gebruikt. | |
| 5. Het lasapparaat moet worden beschermd tegen botsingen of hevige trillingen. | |
| 6. Voor gebruik buitenshuis moet regen- en sneeuwbescherming zijn aangebracht. | |
| 7. Het is verboden om één stroomschakelaar te gebruiken voor meerdere lasapparaten. | |
| 8. Moet vlot in een goed geventileerde, droge plaats worden geplaatst, niet toegestaan om dicht bij hoge hitte, brandbare en explosieve milieu's te zijn | |
| 9. Het is verboden om voorwerpen op het lasapparaat te plaatsen; de lastang en het werkstuk mogen niet kortgesloten worden voordat gestart wordt. | |
| 10. Wanneer het lasapparaat defect raakt, moet de stroom worden uitgeschakeld voordat de elektricien het repareert. | |
| Bedrading van lasmachines | 1. De lengte van het primaire netsnoer mag over het algemeen niet meer dan 3m bedragen. |
| 2. Als er tijdelijk een langer netsnoer nodig is, moet dit boven het hoofd worden bevestigd met porseleinen flessen voor isolatie, moet het meer dan 2,5 m boven de grond hangen en is slepen over de grond niet toegestaan. | |
| 3. De laskabel en het lasapparaat moeten stevig met elkaar verbonden zijn en het gebruik van metaal ter overbrugging is ten strengste verboden. | |
| 4. Het is verboden om metalen onderdelen van gebouwen of apparatuur te gebruiken als lascircuit. | |
| Stroomschakelaar | 1. Elke lasmachine moet zijn uitgerust met een eigen, onafhankelijke stroomschakelaar en het is verboden dat meerdere lasmachines één stroomschakelaar delen. |
| 2. Wanneer het lasapparaat overbelast is, moet de stroomschakelaar de stroom automatisch kunnen uitschakelen. | |
| 3. Bij lasmachines die gestart worden met een starter, moet eerst de aan/uit-schakelaar gesloten worden en daarna de lasmachine gestart worden. | |
| Gebruikt | Overbelasting is niet toegestaan |
| 2. Voordat het lasapparaat wordt gestart, mogen de lastang en het werkstuk niet worden kortgesloten. | |
| 3. Handelingen die de stroomtoevoer moeten onderbreken: Het aanpassen van de lasstroom moet het onder spanning staande lichaam raken; bij het vervangen van de secundaire circuitleiding; bij het verplaatsen van het lasapparaat; bij het vervangen van de zekering en het repareren van het lasapparaat | |
| Onderhoud | 1. Plaats geen voorwerpen en gereedschappen op het lasapparaat. |
| Moet altijd schoon worden gehouden | |
| 3. Controleer regelmatig of de laskabel en de lasklem goed vastzitten. | |
| 4. Het is verplicht om de stroomtoevoer af te sluiten nadat het werk is voltooid. |
(2) Veiligheidstechnische punten voor lasgereedschap (zie Tabel 13-15)
Tabel 13-15 Veiligheidstechnische punten voor lasgereedschap
| Naam gereedschap | Belangrijkste punten van veiligheidstechnologie |
| Lastang en laspistool | 1. Eenvoudige structuur, het gewicht van de lastang is niet meer dan 600 gram, waardoor hij flexibeler in gebruik is. |
| 2. Heb goede isolatie en warmte-isolatie prestaties, moet het handvat van de lastang hebben een goede isolatielaag | |
| 3. De verbinding tussen de lastang en de kabel moet stevig zijn en goed contact maken, en mag niet worden blootgesteld. | |
| 4. De lastang kan de lasdraad in meerdere richtingen vasthouden en kan de lasdraad veilig en gemakkelijk vervangen. | |
| 5. De watergekoelde lastoorts mag niet lekken. | |
| Laskabel | 1. Kabels moeten volgens de voorschriften worden geselecteerd, een goed geleidingsvermogen hebben en de mantel moet intact en goed geïsoleerd zijn, met een isolatieweerstand van minimaal MΩ. |
| 2. Lichtgewicht en zacht, gemakkelijk te bedienen | |
| 3. Hebben een betere weerstand tegen mechanische schade en hittebestendigheid | |
| 4. Lasmachines en lastangen moeten verbonden zijn met flexibele kabels, over het algemeen niet langer dan 20 - 30 m, en er mogen geen verbindingen in het midden zijn. | |
| 5. Heeft een geschikte dwarsdoorsnede | |
| 6. Het is verboden om laskabels te plaatsen op gasflessen, acetyleengeneratoren of andere containers en materialen van brandbare voorwerpen. | |
| 7. Het is verboden om in de fabriek metalen constructies, rails, pijpleidingen, verwarmingsinstallaties of andere metalen voorwerpen aan te sluiten en te gebruiken als lasgeleidingskabels. (1) Verboden om in contact te komen met vet en andere ontvlambare materialen (2) Bij gebruik van hoogfrequente boogstraling of boogstabilisatie moet de laskabel voorzien zijn van een gevlochten afscherming van kopergaas. (3) Controleer de isolatieprestaties regelmatig, over het algemeen elke zes maanden. |
(3) Kernpunten van veiligheidstechnologie bij laswerkzaamheden (zie Tabel 13-16)
Tabel 13-16 Belangrijkste punten van veiligheidstechnologie bij laswerkzaamheden
| Belangrijkste punten van veiligheidstechnologie | |
| Voor het werk | 1. Draag beschermende kleding (zoals werkkleding, beschermende schoenen, handschoenen, enz.) |
| 2. Controleer de veiligheidsprestaties van apparatuur en werk | |
| 3. Vaste werkplekken moeten worden uitgerust met beschermende schermen. | |
| Wanneer het lassen begint | 1. Hang bij het sluiten van de stroomkring eerst de lastang op of leg hem op een isolatieplaat. |
| 2. Niet-lassende delen van voorverwarmde werkstukken afdekken met asbestplaten | |
| Tijdens het lasproces | 1. Raak onderdelen onder spanning niet aan met de handen of enig lichaamsdeel |
| 2. Stel een bewaker in bij het lassen in containers of besloten ruimtes | |
| 3. Draag elektrische lashandschoenen bij het verwisselen van lasdraad | |
| 4. Let op brand- en explosiepreventie. | |
| Lassen compleet | 1. Als je aan het hek trekt, moet je eerst stoppen met lassen, isolerende handschoenen dragen en aan de zijkant gaan staan. |
| 2. Verlaat de locatie pas nadat het werkstuk is afgekoeld. |
Naast het opvolgen van de relevante veiligheidsvoorschriften voor het booglassen met afgeschermd metaal, moeten ook de volgende punten in acht worden genomen:
1) De nullastspanning van de voeding die gebruikt wordt voor plasmabooglassen is relatief hoog, vooral tijdens handmatige bediening bestaat het risico op een elektrische schok. Plaats de apparatuur daarom in een droge, schone en goed geventileerde ruimte. De stroomtoevoer moet tijdens het gebruik op betrouwbare wijze worden geaard (of geneutraliseerd) en het deel van het pistool dat met de hand wordt aangeraakt, moet op betrouwbare wijze worden geïsoleerd.
2) De gebruikte perslucht moet een vochtafscheider hebben en het opgehoopte water moet tijdig worden afgevoerd. De lucht moet voor het lassen en snijden 3 minuten ontlucht worden om gecondenseerd vocht in de pijpleiding te verwijderen. Als de persluchtdruk lager is dan 0,3 MPa, moet een automatisch vergrendelingsmechanisme kunnen starten.
3) De laswerkplek moet een werkbank hebben en effectieve plaatselijke afzuig- en zuiveringsapparatuur gebruiken, of een werkbank in een waterbad plaatsen, enz.
4) Het werkstukrek moet zich meer dan 400 mm boven de grond bevinden en er moet een lokaal stofverwijderingsapparaat zijn geïnstalleerd.
5) Het is ten strengste verboden om de hendelschakelaar willekeurig in te drukken wanneer de apparatuur is uitgeladen om ongelukken met de apparatuur te voorkomen.
6) Raak het mondstuk niet aan op het werkstuk wanneer u een boog raakt; raak de geëlektriseerde delen van de apparatuur niet aan en raak vooral de positieve en negatieve polen van het geëlektriseerde laspistool niet tegelijkertijd met beide handen aan om verwondingen door elektrische schokken te voorkomen.
7) Als het kathodemateriaal in het laspistool moet worden verwijderd en vervangen vanwege doorbranden. De DC-voeding moet eerst worden uitgeschakeld. Bij het vervangen van de elektrode moet deze eerst worden afgekoeld. Bij het slijpen van wolfraam (of cerium wolfraam) staven kunt u het beste een slijpschijfmachine met watersproeier gebruiken en de slijpschijfmachine op de juiste manier gebruiken.
8) De ventilatie op de locatie moet worden verbeterd om te voorkomen dat lichtbogen mensen kunnen verwonden. Bedieners moeten goede gelaatsschermen en handschoenen dragen en hun nek beschermen. Het gelaatsscherm moet niet alleen een zwarte lens hebben, maar idealiter ook een lens die ultraviolet licht absorbeert.
9) Plasmabogen kunnen geluid produceren met een hoge intensiteit en hoge frequentie, vooral tijdens het plasmaboogsnijden met een hoog vermogen. Watersnijden kan ook worden gebruikt om geluid te absorberen door gebruik te maken van water.
10) Plasmabooglassen en snijden maken beide gebruik van hoogfrequente booginitiatie, wat een betrouwbare aarding van het werkstuk vereist. Nadat de overdrachtsboog is ontstoken, moet de voeding van de hoogfrequente oscillator onmiddellijk betrouwbaar worden afgesloten.
11) Nadat u elektroden met radioactiviteit met blote handen hebt aangeraakt, moeten de handen onmiddellijk met zeep worden gewassen.
12) Wanneer je cilinders met argon, stikstof of waterstof gebruikt, herken dan de cilindermarkeringen. Waterstof is een ontvlambaar gas, pas vooral op voor brand, en er mag geen fluor of chloor in de buurt zijn.
13) Gebruikte arbeidsbeschermingsmiddelen mogen niet uit de werkplaats worden meegenomen, moeten vaak worden gewassen en er moet persoonlijke hygiëne zijn voordat de woonruimte wordt betreden.
Naast het naleven van de relevante veiligheidsvoorschriften voor booglassen met elektrode, moeten ook de volgende punten in acht worden genomen.
1) Het lasapparaat moet worden geïnstalleerd in een ruimte met röntgenafscherming die is gebouwd van beton met een hoge dichtheid en er moeten ook veiligheidsmaatregelen zijn om te voorkomen dat iemand per ongeluk de ruimte binnenkomt of wordt opgesloten terwijl het lasapparaat in werking is.
2) Het aardingssysteem van de apparatuur moet betrouwbaar zijn, de aardingsdraad mag niet rechtstreeks worden aangesloten op de neutrale draad van het elektriciteitsnet en moet worden aangesloten op een speciale aardingsdraad voor de apparatuur, met een aardingsweerstand van maximaal 2Ω.
3) Het elektronenbundellasapparaat moet uitgerust zijn met een spanningsalarm of een andere elektronische vergrendeling om de stroom automatisch uit te schakelen in geval van een storing.
4) Zorg voor voldoende isolatie van de hoogspanningsvoeding en het elektronenkanon, de test voor het weerstaan van de spanning moet 1,5 keer de nominale spanning zijn.
5) Bij het vervangen van de kathodeassemblage of het uitvoeren van onderhoud, moet de hoogspanningsvoeding worden losgekoppeld en moeten de te vervangen onderdelen of de gebieden die onderhoud nodig hebben, worden aangeraakt met een goed geaarde ontladingsstaaf. Pas na het ontladen kunnen de werkzaamheden worden uitgevoerd.
6) De oppervlakte van de werkplek mag over het algemeen niet kleiner zijn dan 40m 2 en de hoogte van de ruimte mag niet minder zijn dan 3,5 m. Voor elektronenbundelapparatuur met hoog voltage en hoog vermogen kunnen de apparatuur voor de hoogspanningsvoeding en het vacuümpompapparaat gescheiden worden van de ruimte voor de operator.
7) De vacuümkamer van het elektronenbundellasapparaat moet worden versterkt ter bescherming tegen röntgenstralen, met de volgende maatregelen:
① Voor lasmachines met een versnelspanning lager dan 60kV wordt de bescherming over het algemeen geleverd door de dikte van de staalplaat van de buitenmantel van de machine.
② Voor lasmachines met een versnellingsspanning hoger dan 60 kV moet de buitenmantel worden versterkt met loodplaten van voldoende dikte.
③ Als het elektronenbundellasapparaat onder hoogspanning werkt, moet het kijkvenster gemaakt worden van loodglas, en de dikte van het loodglas kan gekozen worden aan de hand van het overeenkomstige loodequivalent (zie Tabel 13-17).
Tabel 13-17 Binnenlandse loodglasmerken en hun overeenkomstige loodequivalenten
| Rang | ZF1 | ZF2 | ZF3 | ZF4 | ZF5 | ZF6 |
| Dichtheid/g/cm3 | 3.84 | 4. 09 | 4.46 | 4.52 | 4.65 | 4.77 |
| Lood equivalent | 0.174 | 0.198 | 0.238 | 0.243 | 0.258 | 0.277 |
Opmerking: Loodequivalent verwijst naar de dikte van loodglas die gelijk is aan de dikte van een loden plaat zoals weergegeven in de tabel.
8) De dosis röntgenstraling van de apparatuur moet regelmatig worden gecontroleerd om te garanderen dat de bedieningslocatie van de apparatuur voldoet aan de nationale voorschriften voor bescherming tegen röntgenstraling.
9) Het gebied rond de apparatuur moet goed geventileerd worden en er moeten afzuiginrichtingen op de werkplek worden geïnstalleerd om oliegas, rook en andere stoffen tijdig uit de vacuümkamer te verwijderen.
10) Draag de gespecificeerde arbeidsbeschermingsmiddelen, zoals werkmutsen, werkkleding, voetbescherming, isolerende schoenen, lange leren handschoenen, enzovoort, en kies een geschikt gelaatsscherm en filterlens.
11) Kijk tijdens het lasproces niet met het blote oog naar het smeltbad, draag indien nodig een loodglazen beschermbril.
12) De operator houdt toezicht via een optisch systeem of een industrieel televisiesysteem buiten de afgeschermde ruimte. De grond waar de operator staat moet bedekt worden met een isolerende mat en apparatuur, gereedschap en accessoires moeten gecontroleerd worden om er zeker van te zijn dat ze in een normale, intacte en goed werkende staat verkeren.
13) Zet de ventilatieapparatuur aan voordat u de lasapparatuur aansluit.
14) Controleer alle openingen in de vacuümkamer om er zeker van te zijn dat ze goed zijn afgesloten om het ontsnappen van röntgenstraling te voorkomen.
15) Raak de geëlektriseerde delen van de apparatuur niet aan tijdens het werk.
16) Bedien het elektronenkanon voorzichtig om elektrische schokken door hoogspanning te voorkomen.
Naast het opvolgen van de relevante veiligheidsvoorschriften voor booglassen met elektrode, moeten ook de volgende punten in acht worden genomen.
1) Alle onderhoudsdeuren van de behuizing van het elektrische systeem dienen te zijn voorzien van geschikte vergrendelingen en de behuizing dient te zijn voorzien van overeenkomstige maatregelen om de condensatorgroep te ontladen voordat de onderhoudsdeur wordt betreden. Laserbewerkingsapparatuur moet verschillende veiligheidsmaatregelen hebben en er moeten duidelijke waarschuwingsborden en -signalen op de laserbewerkingsapparatuur staan, zoals "Lasergevaar", "Hoogspanningsgevaar", enz.
2) Het optische pad van de laser moet zo volledig mogelijk omsloten zijn, bijvoorbeeld door de laser door een metalen buis te sturen, om directe blootstelling te voorkomen: Als het optische pad van de laser niet volledig omsloten kan worden, moet de hoogte van de straal zo geregeld worden dat belangrijke organen zoals ogen en hoofd vermeden worden, zodat de laser boven de lengte van een persoon kan passeren.
3) De tafel voor laserbewerking moet worden afgeschermd met glas of soortgelijke materialen om gereflecteerd licht te voorkomen.
4) Het laserbewerkingsgebied moet worden geïsoleerd met hekken, scheidingswanden, schermen, enz. om te voorkomen dat onbevoegd personeel het gevaarlijke gebied betreedt.
5) Rondom het controlegebied moeten duidelijke waarschuwingsborden en afschermingen worden geplaatst en bij de bundelaansluiting moet een afsluitplaat worden geïnstalleerd om de bundel te verzwakken.
6) Laseroperators en verwerkers moeten uitgerust zijn met een laserbeschermingsbril en witte werkkleding dragen om de impact van diffuse reflectie te verminderen.
7) Alleen ervaren personeel mag de laser bedienen en laserbewerkingen uitvoeren.
8) De lasruimte moet voorzien zijn van doeltreffende ventilatie- of afzuigapparatuur.
Naast het naleven van de relevante veiligheidsvoorschriften voor booglassen met afgeschermd metaal, moeten ook de volgende punten in acht worden genomen.
1) Controleer zorgvuldig of de elektriciteit, de waterbron en de watermantel vrij zijn en of de machine normaal werkt.
2) Controleer zorgvuldig of de anode goed vastzit en of er kortsluiting is tussen anode en anode, anode en module, anode en watermantel.
3) Het koelwater voor de transformator en de watermantel moeten worden ingeschakeld voordat de stroom kan worden ingeschakeld. Wanneer elektrische apparatuur uitvalt, moet er op tijd een elektricien worden gezocht voor reparaties.
4) De lasmodule moet stevig worden geplaatst en mag niet worden gekanteld. De watermantel en de module moeten stevig worden vastgemaakt om lekkage van slak te voorkomen. De aarddraad en module moeten stevig worden vastgelast.
5) Test na het starten van de boog en het genereren van slak de diepte van het slakbad. De sonde moet langs de watermantel naar beneden worden getest en de sonde mag de watermantel of de elektrode niet raken om te voorkomen dat de watermantel wordt doorboord en een explosie wordt veroorzaakt. Tijdens het werk moet een veiligheidsbril worden gedragen om oogletsel door booglicht te voorkomen.
6) Mensen mogen niet aan beide zijden van de lasmodule staan. Als er slak stroomt, moet dit op tijd worden geblokkeerd.
7) Wanneer een kraanmachinist werkstukken of modules optilt, moet een speciaal daarvoor aangewezen persoon de leiding hebben.
8) Operators mogen hun werkplek niet verlaten tijdens het werk.
Naast het naleven van de relevante veiligheidsvoorschriften voor booglassen met elektrode, moeten ook de volgende punten in acht worden genomen.
1) De weerstandlasmachine met energieopslag moet een vergrendelingsmechanisme op de verzegelde besturingsdeur hebben dat de condensator kortsluit als de deur wordt geopend. Schakelaars voor handmatige bediening moeten ook kortsluitbeveiligingen voor de condensator bevatten.
2) Controleer voor aanvang van de werkzaamheden zorgvuldig en uitgebreid de apparatuur voor het weerstandlassen om er zeker van te zijn dat het koelwatersysteem, het pneumatische systeem en het elektrische systeem in normale staat zijn en pas de lasparameters aan om aan de procesvereisten te voldoen.
3) Draag persoonlijke beschermingsmiddelen, zoals werkmutsen, werkkleding, veiligheidsbrillen, isolerende laarzen en handschoenen, enz.
4) Open bij het starten van het lasapparaat eerst de koelwaterkraan om te voorkomen dat het lasapparaat doorbrandt.
5) Tijdens het lassen moet de kastdeur van het regelapparaat van de lasmachine gesloten zijn.
6) Onderhoud en afstelling van de schakelkast moeten worden uitgevoerd door professionals.
7) Duplex lasmachines met meerdere stations moeten worden uitgerust met noodstopknoppen op elk station.
8) De voetschakelaar van het lasapparaat moet een stevige beschermkap hebben om onbedoelde activering te voorkomen.
9) Het frame van het draagbare lasapparaat moet bestand zijn tegen de trillingen die tijdens het gebruik ontstaan, de hangende transformator moet een valbeveiliging hebben en moet regelmatig worden gecontroleerd.
10) Het werkpunt van de weerstandlasmachine moet beschermende schotten of schermen hebben om vonken en spatten van het werkstuk te voorkomen. De ogen van de bediener moeten de richting van de vonken vermijden om brandwonden aan de ogen te voorkomen.
11) Bedieners van naadlassen moeten op de draairichting van de elektrode letten om te voorkomen dat de rol in de vingers snijdt.
De plaats waar het lasapparaat staat moet droog blijven en de grond moet bedekt zijn met antislipplanken. Lassers van externe watergekoelde lasmachines moeten isolerende laarzen dragen tijdens het werk.
Raak het oppervlak van de kogelkop van de elektrode niet met uw handen aan wanneer u de apparatuur gebruikt, om brandwonden te voorkomen.
Houd de werkstukken stevig vast, houd met beide handen een zekere afstand tot de elektroden en plaats geen vingers tussen de twee te lassen stukken. De werkstukken moeten stabiel en netjes gestapeld worden en er moet een doorgang overblijven.
Er mogen geen brandbare en explosieve materialen in de buurt van het werkgebied zijn, de werkplek moet goed geventileerd zijn en er moet een veilige en schone omgeving zijn. In gesloten werkruimtes met veel stof moet stofverwijderingsapparatuur aanwezig zijn.
Onderhoud en afstelling van de schakelkast moeten worden uitgevoerd door professionals.
Nadat het laswerk is voltooid, moeten de stroom- en gasbronnen worden uitgeschakeld. Het koelwater moet na 10 minuten worden afgesloten. Bij lage temperaturen moet het water in de waterleiding ook worden afgetapt om bevriezing te voorkomen.
Naast het naleven van de relevante veiligheidsvoorschriften voor booglassen met elektrode, moeten ook de volgende punten in acht worden genomen:
De behuizing van de hoogfrequente generator en de uitgangstransformator moeten worden geaard en de aardingsweerstand moet kleiner zijn dan 4Ω.
Er moet een schakelaar worden aangebracht op deuren die vaak worden geopend en gesloten, zodat het lasapparaat alleen kan worden gestart als de deur gesloten is.
3) Leg drukbestendige 35kV isolerende rubberen matten rond de lasmachine en op de werkplek van de werknemer.
4) Controleer het koelwatersysteem voordat u het lasapparaat start. De stroom kan pas worden ingeschakeld om de oscillatiebuis voor te verwarmen als het koelwater normaal werkt.
5) Wanneer de stroom is uitgeschakeld voor onderhoud, moet de stroomtoevoerschakelaar van de lasmachine worden uitgeschakeld. Na het openen van de deur van de lasmachine moet elke condensatorgroep worden ontladen voordat met het onderhoud wordt begonnen. Onderhoud onder spanning is over het algemeen niet toegestaan. In speciale gevallen moet het onderhoudspersoneel isolerende schoenen en handschoenen dragen en onder toezicht staan van een speciaal persoon.
6) De hoogfrequente geleiders die buiten het chassis van hoogfrequente apparatuur worden blootgesteld, moeten worden afgeschermd met dunne aluminium of koperen platen om de effecten van hoogfrequente elektromagnetische velden op het menselijk lichaam en omringende objecten te voorkomen. De elektrische veldsterkte op de werkplek moet minder zijn dan 40 V/m.
Ultrasoon lassen maakt gebruik van hoogfrequente stroom, waardoor er geen risico is op elektrische schokken. Bovendien is er geen sprake van vlammen of spatten tijdens het lassen, waardoor ultrasoon lassen relatief veilig is.
1) Neem de relevante regelgeving voor veilig gebruik van elektriciteit in acht.
2) De met hoge snelheid roterende delen van de wrijvingslassen machine moet worden afgedekt met geschikte beschermkappen en schotten.
3) Machines voor continuproductie wrijvingslassen moeten aandacht besteden aan de vergrendeling en bescherming tussen elke actie.
4) De noodstopknop voor het parkeren van de lasmachineas en de drukontlasting moeten op een opvallende en handige plaats worden geïnstalleerd.
5) Bedieners van wrijvingslasmachines moeten werkkleding en een veiligheidsbril dragen.
1) Explosieven en ontstekers mogen niet samen worden vervoerd en moeten apart worden opgeslagen. Explosieven, ontstekers en lonten mogen niet in de buurt van vuur- of warmtebronnen worden bewaard.
2) Al het personeel moet voldoen aan de relevante nationale beleidsregels en voorschriften, toezicht accepteren van veiligheids- en beveiligingsafdelingen, een functietraining en -beoordeling volgen en een operationeel certificaat behalen.
3) Personeel voor de opslag van explosieven moet dag en nacht dienst hebben en buitenstaanders mogen niet naar binnen; explosieven, ontstekers en ontstekingskoorden en andere pyrotechnische artikelen moeten gescheiden per categorie worden opgeslagen en de opslag en het ophalen ervan moet strikt worden beheerd om ervoor te zorgen dat de gegevens overeenkomen met de feitelijke artikelen.
4) De plaats van de explosie moet ver van gebouwen liggen en voorzien zijn van een waarschuwingsgebied en duidelijke waarschuwingsborden, met iemand die speciaal is aangesteld om de plaats te bewaken.
5) Al het personeel moet onder leiding van de ploegleider en de veiligheidsofficier werken; werkzaamheden op locatie moeten worden uitgevoerd volgens het vooraf bepaalde proces, met name ontstekers en initiators moeten van begin tot eind door één persoon worden bewaard en gebruikt, en niet door twee of meer mensen tegelijk.
6) Nadat de installatie van het proces is voltooid, moeten al het personeel en alle reserveonderdelen worden teruggetrokken naar een veilig gebied, en al het personeel moet worden voorbereid op bescherming tegen geluid en trillingen en veiligheid, en het bevel om de explosieven tot ontploffing te brengen kan alleen worden gegeven als is bevestigd dat er geen ongelukken zullen gebeuren.
7) Al het personeel moet werken onder leiding van de persoon die de leiding heeft en de werkzaamheden op locatie moeten worden uitgevoerd volgens de vooraf bepaalde processtroom.
8) Na de explosie van explosieven moet het personeel 3 minuten wachten voordat het de locatie betreedt. In het geval van een misfire moet 3 minuten worden gewacht voordat de locatie wordt betreden voor inspectie en afhandeling.
9) Het is ten strengste verboden om vuurbronnen mee te nemen naar de werkplek.
10) Na elke fase van het straalwerk moet een veiligheidsoverzicht worden gemaakt om mogelijke ongevallen te identificeren en verborgen gevaren te elimineren.
Naast het naleven van de relevante voorschriften voor elektrodebooglassen, moeten ook de volgende punten in acht worden genomen:
1) De stroom tijdens het gutsen is groot, deze moet overeenkomen met het vermogen van de lasmachine en bij continu gebruik moet ervoor worden gezorgd dat de lasmachine niet overbelast raakt om doorbranden van de lasmachine te voorkomen.
2) Probeer koolstofstaven te gebruiken die speciaal bedoeld zijn voor gutsen met een koolstofboog om te voorkomen dat er te veel schadelijk gas en stof wordt geproduceerd.
3) Tijdens het gutsen is er veel stof en rook, omdat de koolstofstaven worden gemaakt met behulp van asfalt om te hechten en aan het oppervlak worden verkoperd. Daarom bevat het stof een massafractie van 1%~1,5% koper en de schadelijke gassen die vrijkomen bevatten zeer giftig benzo(a)pyreen. Daarom moeten operators luchtmaskers dragen. De werkplek moet maatregelen nemen voor rookafzuiging en stofverwijdering en de ventilatie verbeteren. Om de stofvervuiling onder controle te houden, kan waterbooggutsen worden toegepast.
Gutsen met een waterboog wordt gemaakt door een watertoevoerapparaat en watertoevoersysteem toe te voegen aan de oorspronkelijke gutsapparatuur en kleine wijzigingen aan te brengen aan het gutspistool. Tijdens het gutsen met een waterboog wordt een verspreide waternevel verkregen via een redelijk watertoevoersysteem om ervoor te zorgen dat het gutspistool een rechte waternevel afgeeft, zodat rook wordt geëlimineerd en stof wordt onderdrukt.
4) Tijdens het gutsen wordt een grote hoeveelheid vloeibaar metaal van hoge temperatuur en oxiden van onder de boog naar buiten geblazen.
5) Het geluid is vrij luid tijdens het schaven en de machinist moet oordopjes dragen.
6) Als u buiten werkt, werk dan benedenwinds en let op de brandveiligheid op het terrein.
7) Als er in containers of compartimenten wordt gewerkt, mag de smalle ruimte niet te klein zijn en moeten de ventilatie- en stofverwijderingsmaatregelen worden versterkt.
8) Tijdens het schaven mag de perslucht niet worden onderbroken om te voorkomen dat het schaafpistool verbrandt.
9) De lengte van de koolstofstaaf die tijdens het schaven uitsteekt, mag niet minder zijn dan 30 mm.
10) Zorg dat de kop van het schaafpistool geen kortsluiting maakt met het werkstuk voordat de stroom is uitgeschakeld.
(1) Calciumcarbide (CaC 2 )
Calciumcarbide reageert met water om acetyleen en gebluste kalk te produceren. Als er onvoldoende water is, kan door de warmte die vrijkomt bij de ontleding van calciumcarbide de temperatuur in het reactiegebied erg hoog oplopen, waardoor het calciumcarbide hevig oververhit raakt en het acetyleen en de lucht exploderen. Over het algemeen wordt de voorkeur gegeven aan een verhouding calciumcarbide/water van 1:5~15.
Hoe kleiner de deeltjesgrootte van calciumcarbide, hoe sneller de afbraaksnelheid van calciumcarbide. Om te voorkomen dat het calciumcarbide te snel ontleedt en oververhitting veroorzaakt, is de deeltjesgrootte van calciumcarbide die in acetyleengeneratoren wordt gebruikt over het algemeen 4~80 mm, waarbij 50~80 mm de voorkeur heeft. Calciumcarbidedeeltjes kleiner dan 2 mm geven onmiddellijk gele rook af en genereren grote hitte bij contact met water, daarom mogen ze niet worden gebruikt.
(2) acetyleen (C 2H 2 )
Acetyleen, ook bekend als carbidgas, heeft een onverzadigde driewaardige covalente structuur die zeer onstabiel is en gemakkelijk polymerisatie- en ontledingsreacties ondergaat, wat verbrandings- en explosieongevallen veroorzaakt.
Het zelfontbrandingspunt van acetyleen is 335°C. Bij atmosferische druk, wanneer de temperatuur boven de 580°C komt, kan het een verbranding en explosie veroorzaken. Het zelfontstekingspunt van een mengsel van acetyleen en lucht is 305°C en zelfs een kleine vonk kan een explosie veroorzaken. Acetyleen kan exploderen wanneer het gecombineerd wordt met chloorgas of hypochloriet onder invloed van zonlicht of hitte. Langdurig contact van acetyleen met koper of zilver kan explosieve verbindingen vormen van koperacetylide en zilveracetylide, die kunnen exploderen bij lichte schokken of wrijving.
Het explosiegevaar is zeer klein wanneer acetyleen gemengd wordt met stikstof, koolmonoxide, stoom of opgelost wordt in acetonvloeistof. Daarom worden acetyleencilinders gevuld met een poreuze vulstof gedrenkt in aceton om acetyleen stabiel en veilig op te slaan in de cilinder.
Verschillende katalysatoren kunnen de ontledingsexplosie van acetyleen veroorzaken bij bepaalde temperaturen en drukken. Op basis van ervaring toont tabel 13-18 de laagste temperaturen voor de ontledingsexplosie van acetyleen door verschillende katalysatoren bij een druk van 0,4MPa.
Tabel 13-18 Het effect van verschillende katalysatoren op de ontledingsexplosie van acetyleen
| Onzuiverheden in poeder | Begintemperatuur ontledingsexplosie/℃ |
| IJzervijlsel | 520 |
| Messing vijlsel | 500~520 |
| Zuiver koper vijlsel | 460 |
| Actieve kool | 400 |
| IJzerhydroxide | 280~300 |
| IJzeroxide | 280 |
| Koperoxide | 240 |
| Kaliumhydroxide | 170 |
(3) Vloeibaar petroleumgas
Het is een bijproduct van de aardolieraffinage-industrie, een mengsel van verschillende brandbare gassen.
Petroleumgas bestaat in gasvorm bij atmosferische druk, maar kan vloeibaar worden gemaakt bij een lichte druk (0,8~1,5MPa). Petroleumgas is vluchtig en wanneer het als vloeistof uitstroomt, kan het diffunderen in een gasvolume dat 250~300 keer groter is. Het heeft een laag vlampunt, waarbij het hoofdbestanddeel propaan een damppunt van -42°C en een vlampunt van -20°C heeft, waardoor het zeer ontvlambaar is bij lage temperaturen.
Wanneer de lucht 3,5%~16,3% vloeibaar petroleumgas (volumefractie) bevat, kan er een explosie ontstaan. Het zelfontstekingspunt van vloeibaar petroleumgas is ongeveer 500℃, wat veiliger is in gebruik dan acetyleen. De vlamtemperatuur van vloeibaar petroleumgas is lager dan die van acetyleen, dus de voorverwarmingstijd tijdens het snijden met gas moet iets langer zijn. Gebruik bij het aansteken een open vlam, ontsteek eerst de aanmaakhoutjes en zet dan het gas aan, draai de volgorde niet om.
(4) Waterstof
Waterstof is zeer chemisch actief en kan een hevige explosieve reactie ondergaan met fluor bij kamertemperatuur; onder invloed van licht kan waterstof branden en exploderen met chloor; waterstof gemengd met lucht kan een detonerend gas vormen.
Waterstof is een brandbaar gas, met een zelfontbrandingspunt in lucht van ongeveer 510℃. Waterstof gemengd met lucht of zuurstof kan een ontvlambaar en explosief gasmengsel vormen, dat explodeert wanneer het in contact komt met een open vlam of een andere warmtebron, en de explosie is krachtiger dan die van gewone ontvlambare vloeibare dampen.
(5) Zuurstof
Zuurstof zelf brandt niet, maar heeft een sterk ondersteunend verbrandingseffect. Zuurstof onder hoge druk (druk hoger dan 3MPa) in contact met vet (algemene industriële minerale olie) kan vet spontaan doen ontbranden. Zuurstof in contact met organische vezelstoffen kan ook spontaan ontbranden. Vloeibare zuurstof heeft sterke oxiderende eigenschappen en druppels vloeibare zuurstof op de hand, het gezicht of andere lichaamsdelen kunnen brandwonden of bevriezing veroorzaken.
Sommige stoffen, zoals koolstof, roet, turf, wolvezels enz. zullen, wanneer ze in vloeibare zuurstof gedrenkt zijn, bij een bepaalde schokkracht hevig exploderen. Daarom mogen de mond van de zuurstoffles, pijpleidingen, interfaces enz. niet in contact komen met vet en organisch materiaal. Zuurstof kan zich met alle brandbare gassen mengen tot explosieve mengsels en heeft een breed bereik van explosiegrenzen.
(6) Bereik van het explosieve gehalte van brandbare gassen (explosiegrenzen)
Het gehaltebereik van verschillende brandbare gassen in het explosieve mengsel wordt weergegeven in Tabel 13-19.
Tabel 13-19 Explosiegrootte van brandbare gassen in het mengsel
| Gasnaam | Inhoud van brandbaar gas in het gemengde gas (volumefractie, %) | |
| In de lucht | In zuurstof | |
| Acetyleen | 2.2~81 | 2.8~93 |
| Waterstof | 3.3~81.5 | 4. 45~93.9 |
| Koolmonoxide | 11. 4~77.5 | 15.5~93.9 |
| Methaan | 4.8~16.7 | 5~59.2 |
| Ethyleen | 2.75 ~26. 6 | 4.1~61.8 |
| Ethaan | 3.12~15 | 4.1~50.5 |
| Propaan | 2.17~9.5 | 2.3~55 |
| Butaan | 1.55~8.4 | - |
| Stadsgas | 3.8 ~24.8 | 10~73.6 |
| Cokesoven gas | 7. 0~21 | - |
| Aardgas | 4. 8 ~14 | 3.2~64 |
| Vloeibaar petroleumgas | 2~10 | - |
| Benzeendamp | 0.7~6 | 2.1~28.4 |
| Kerosine Damp | 1.4~5.5 | - |
Acetyleengeneratoren zijn apparaten voor het produceren van acetyleen. De maximale werkdruk van acetyleengeneratoren die gebruikt worden bij de lasproductie mag niet hoger zijn dan 0,15MPa. Generatoren met een kleine gasproductie (0,5m 3 /h, 1m 3 /h) worden mobiel gemaakt voor gebruik door één persoon, en die met een grote gasproductie (5m 3 /h, 10m 3 /h) worden gebruikt voor acetyleenstations.
"Las- en snijveiligheid" (GB9448-1999) heeft het gebruik van acetyleengeneratoren met drijvende vaten expliciet verboden. Momenteel hebben de arbeidsafdelingen van veel steden in ons land het gebruik van mobiele acetyleengeneratoren in steden expliciet verboden en het gebruik van opgelost acetyleen in flessen verplicht gesteld. De veiligheidstechnische punten van acetyleengeneratoren worden weergegeven in Tabel 13-20.
Tabel 13-20 Veiligheidstechnische punten van acetyleengeneratoren
| Item | Belangrijkste punten van veiligheidstechnologie |
| Ontwerp en productie | Voldoen aan de normen en "Pressure Vessel Safety Supervision Regulations" vereisten; goedgekeurd door de nationale arbeidsinspectie; zelfgemaakt, imitatie of modificatie is verboden |
| Productiematerialen | Verbied het gebruik van zuiver koper, zilver of koperlegeringen die meer dan 70% koper bevatten voor de vervaardiging van diverse onderdelen of willekeurige gereedschappen die in contact komen met acetyleen |
| Veiligheidsapparaat | Verhinderingsklep; veiligheidsklep; breekplaat; manometer; thermometer (vaste acetyleengenerator) |
| Middelgrote druk acetyleen generator (maximaal toelaatbare werkdruk is 0.15MPa) | Het water zou schoon en voldoende moeten zijn; de calciumcarbideblokken zouden 50~80mm moeten zijn, die het gebruik van fragmenten verbieden. Vul niet te veel calciumcarbide, het moet geschikt zijn voor de generator; de hoogste watertemperatuur in de calciumcarbide ontledingszone mag niet hoger zijn dan 95℃, en de temperatuur van de gaskamer mag niet hoger zijn dan 80℃; de horizontale afstand tussen de acetyleengenerator in gebruik en open vuur, vonkpunten, hoogspanningslijnen, enz., mag niet minder zijn dan 10m; de gaskamer, de gasperskamer en de terugslagklep van de acetyleengenerator moeten allemaal overeenkomstige gebieden van drukontlastingsmembranen hebben. De terugslagklep moet een terugslagklep hebben; overschrijding van de maximale werkdruk of overbelasting is verboden; nadat nieuw calciumcarbide is geladen en gas is geproduceerd, moet het gemengde gas dat in de container en pijpleiding achterblijft eerst worden afgevoerd; aan het einde van het werk moeten de as en het vuil in de generator worden verwijderd en gereinigd. |
| Plaatsing van mobiele acetyleengeneratoren | De horizontale afstand tot open vlammen, vonkpunten en hoogspanningsleidingen moet minstens 10 m bedragen; het is verboden om ze te plaatsen bij de luchtinlaat van ventilatoren, luchtcompressorstations, zuurstofproductiestations, enzovoort; het is verboden om ze te plaatsen op de sporen van elektrische circuits of op de aardingsobjecten van metalen onderdelen. |
| Onderhoud | Vóór het onderhoud moeten strikte veiligheidsmaatregelen worden genomen; na het onderhoud moet het worden gekwalificeerd door de bevoegde afdeling of de aangewezen relevante eenheid. |
1) Veiligheidstechnologie voor het gebruik van gascilinders: Het vullen, het gebruik, de technische inspectie, de opslag en het transportbeheer van gascilinders moeten worden uitgevoerd in overeenstemming met de "Voorschriften voor veiligheidstoezicht op gascilinders" en de "Voorschriften voor veiligheidstoezicht op opgeloste acetyleencilinders", en de belangrijkste punten van de veiligheidstechnologie voor het gebruik van gascilinders worden weergegeven in Tabel 13-21.
Tabel 13-21 Belangrijkste punten van veiligheidstechnologie voor het gebruik van gascilinders
| Type cilinder | Belangrijkste punten van veiligheidstechnologie |
| Cilinders voor samengeperst gas (zuurstof, waterstof) | Niet in de buurt van warmtebronnen komen; niet aan zonlicht blootstellen; anti-vibratieringen hebben en de gasfles niet laten vallen of aan schokken blootstellen; een veiligheidsdop dragen om te voorkomen dat het flesventiel breekt en ongelukken veroorzaakt; de afstand tussen zuurstofcilinders, brandbare gascilinders en open vuur moet meer dan 10 m zijn; het gas in de cilinder mag niet volledig opgebruikt zijn, er moet een restdruk van 0,1~0,2MPa zijn; het is ten strengste verboden om olie in de fles te gieten; het flesventiel niet te snel openen; als het gas bevroren is, kan het met heet water of stoom worden ontdooid.1 - 0,2MPa; het is ten strengste verboden om zuurstofcilinders te verontreinigen met olie; bedien de flesafsluiter niet te snel bij het openen; als de flesafsluiter bevroren is, kan hij worden ontdooid met heet water of stoom, verhitten met vlammen is ten strengste verboden; waterstofcilinders en de pijpleidingen en apparatuur die in contact komen met waterstof moeten goede en betrouwbare aardingsvoorzieningen hebben om te voorkomen dat statische elektriciteit zelfontbranding veroorzaakt. |
| Vloeibaar petroleumgasfles | Gascilinders mogen niet worden gevuld met vloeistof, moet 10%~20% van het volume voor vergassing ruimte om te voorkomen dat de vloeistof uit te breiden met de stijging van de omgevingstemperatuur en waardoor de gascilinder barsten; slang en pakking materialen moeten worden gemaakt van olie-bestendige materialen; niet blootstellen aan zonlicht, moet de opslagruimte goed worden geventileerd, open vuur zijn ten strengste verboden binnenshuis; Er mag geen gas lekken bij de flesafsluiter en de pijpverbindingen, let op de slijtage en corrosie van de schroefdraden bij de pijpverbindingen, om te voorkomen dat ze onder druk wegspuiten; gascilinders mogen ten strengste niet met vuur worden gebakken of met kokend water worden verwarmd, in de winter mogen ze met warm water van minder dan 40 °C worden verwarmd; giet de resten niet zelf uit, om onheil in geval van brand te voorkomen; voorkom ten strengste gaslekkage. |
| Acetyleenfles oplossen | Kan alleen rechtop staan, niet neergelegd, om te voorkomen dat aceton eruit stroomt; voor de rest gelden dezelfde eisen als voor zuurstofcilinders. |
De belangrijkste punten van de veiligheidstechnologie voor autogeen lassen en snijgereedschap staan in Tabel 13-23.
Tabel 13-23 Veiligheidstechnische punten voor gaslas- en snijgereedschap
| Naam gereedschap | Belangrijkste punten van veiligheidstechnologie |
| Gasdrukregelaar | (1) Er moet een speciale drukregelaar worden gekozen die compatibel is met de gaseigenschappen en het is verboden om deze te vervangen of om te wisselen. |
| (2) Installeer stevig, bij gebruik van schroefdraadverbindingen moet deze meer dan 5 slagen worden aangedraaid, bij gebruik van speciale klemmen voor het aandrukken moet de klem vlak en stevig zijn. | |
| (3) Het is verboden om katoen, henneptouw of algemeen rubber te gebruiken als afdichtingspakking voor de zuurstofdrukregelaar. | |
| (4) De drukregelaars die voor cilinders met vloeibaar petroleumgas en opgelost acetyleengas worden gebruikt, moeten zich op het hoogste gedeelte van de cilinder bevinden om te voorkomen dat vloeistof uit de cilinder stroomt. | |
| (5) Bij gelijktijdig gebruik van twee soorten gassen voor het lassen, moet elk uiteinde van de drukregelaar zijn uitgerust met een terugslagklep. | |
| (6) De drukontlastingssequentie van de drukregelaar is: sluit de cilinderafsluiter van de hogedrukgascilinder - laat al het restgas van de drukregelaar ontsnappen - draai de drukregelstang los om de wijzer op 0 te laten zakken. | |
| Rubberen slang | (1) De zuurstofslang voor lassen en snijden is zwart en bestand tegen een druk van 1,5 - 2MPa; de acetyleen slang is rood en bestand tegen een druk van 0,5 - 1MPa. De twee kunnen niet door elkaar gebruikt worden. |
| (2) Bij het aansluiten van de slang op de leiding (terugslagklep, rail) moeten de diameters overeenkomen en stevig worden vastgezet met slangklemmen. | |
| (3) Voor de aansluiting van acetyleen slangdelen dienen koperen buizen of roestvaststalen buizen met een kopermassafractie van minder dan 70% gebruikt te worden. | |
| (4) Voordat u met het werk begint, moet u het restgas in de rubberslang schoonblazen. | |
| (5) Het gebruik van rubberen slangen die beschadigd zijn door terugslag is verboden. | |
| (6) Voorkom dat de rubberen slang vet wordt of in contact komt met gloeiend heet metaal. | |
| (7) De lengte van de rubberen slang mag niet minder zijn dan 5m, bij voorkeur 10~15m | |
| Lastoorts en snijbrander | (1) Controleer voor gebruik of de luchtweg vrij is, of de afzuigcapaciteit en luchtdichtheid goed zijn, en onderhoud de luchtweg regelmatig. |
| (2) Het is verboden om het mondstuk van de lastoorts of snijbrander tegen een vlak oppervlak te wrijven om verstopping tijdens het gebruik te voorkomen. | |
| (3) Krachtige las- en snijbranders moeten worden ontstoken met een ontsteker en het gebruik van gewone lucifers is verboden om brandwonden te voorkomen. |
1) Zie Tabel 13-24 voor de veiligheidstechnische punten van de gaslas- en snijwerkplek.
Tabel 13-24 Veiligheidstechnische punten van de werkplek
| Belangrijkste punten van veiligheidstechnologie | |
| Vereisten voor de werkplek | (1) Werkplekken voor lassen en snijden met gas moeten brandpreventieapparatuur hebben. |
| (2) Het is verboden om te werken in werkplaatsen voor lassen en snijden met gas onder de volgende omstandigheden: wanneer er een grote hoeveelheid brandbare voorwerpen is opgeslagen en het niet mogelijk is om beschermende maatregelen te nemen; wanneer er brandbare of explosieve dampen kunnen ontstaan of explosief stof zich kan ophopen. | |
| (3) Brandbare en explosieve materialen moeten meer dan 10 m verwijderd zijn van de werkplek. | |
| (4) Besteed aandacht aan het verbeteren van de ventilatie en het elimineren van schadelijke gassen en rook op de werkplek om ongelukken door vergiftiging te voorkomen. |
(2) Zie Tabel 13-25 voor de veiligheidstechnische vereisten voor het eigenlijke lassen en snijden met gas.
Tabel 13-25 Belangrijke veiligheidstechnische punten voor feitelijke activiteiten
| Belangrijkste punten van veiligheidstechnologie | |
| Praktische werking | (1) De maximale werkdruk van acetyleen mag niet hoger zijn dan 147 kPa. |
| (2) Slechts één lastoorts of één snijbrander is toegestaan op elke zuurstofregelaar en acetyleenregelaar. | |
| (3) Controleer voor gebruik of er gaslekkage is in de verbinding tussen de zuurstofslang, acetyleenslang en de las- of snijbrander, en controleer of het las- of snijmondstuk geblokkeerd is. | |
| (4) Bij het autogeen lassen of snijden van containers, pijpen en apparatuur die ontvlambare en explosieve materialen, sterke oxidatiemiddelen of giftige stoffen hebben bevat, moeten deze grondig worden gereinigd voordat met het werk wordt begonnen. | |
| (5) Bij het lassen met gas, het snijden met gas en het werken in nauwe en slecht geventileerde sleuven, tunnels, pijpen, containers en halfgesloten ruimten, moeten de lastoorts en de snijbrander met gemengd gas op de grond worden gedebuggerd en moet het vuur op de juiste manier worden aangestoken. Het is verboden om te ontsteken op de werkplek. Zowel de lastoorts als de snijbrander moeten door de persoon in en uit gedragen worden. | |
| (6) Bij het lassen en snijden met gas in gesloten containers, tanks, vaten en cabines, moeten de openingen van de las- en snijwerkstukken eerst worden geopend om luchtcirculatie binnenin mogelijk te maken, om te voorkomen dat gaslassers vergiftiging en brandwonden oplopen. Indien nodig moet een speciaal persoon de wacht houden. Na afloop van het werk en tijdens pauzes moeten de lastoorts, de snijbrander en de slang door de persoon in en uit gedragen worden. | |
| (7) Het is verboden om gas te lassen en gas te snijden op containers, tanks, kasten en leidingen die onder druk of spanning staan of beide. De druk moet worden opgeheven en de gas- en stroomtoevoer moet worden afgesloten voordat het werk kan beginnen. | |
| (8) Voor lassen en snijden op grote hoogte moet het bereik van de gevarenzone worden bepaald op basis van de werkhoogte en de omgevingsomstandigheden. Het is verboden om brandbare en explosieve materialen op te slaan en personeel onder het werkgebied en binnen de gevarenzone te laten verblijven. | |
| (9) Lassers en snijders op gas moeten de voorgeschreven werkkleding, handschoenen en een veiligheidsbril dragen. | |
| (10) Gaslassers die op hoogte werken, moeten ladders, werkplatforms, veiligheidsgordels, veiligheidshelmen, gereedschapstassen en andere intacte gereedschappen en beschermingsmiddelen hebben. | |
| (11) Het snijden van metalen materialen direct op de cementvloer kan explosies veroorzaken en er moeten maatregelen worden genomen om te voorkomen dat vonken brandwonden veroorzaken. | |
| (12) Autogeen lassen en autogeen snijden op werkstukken en apparatuur die aan kraanhaken hangen is verboden. | |
| (13) Buitenwerkzaamheden moeten stoppen met het lassen en snijden met gas als er harde wind van niveau zes of regen staat. | |
| (14) In het geval van terugslag tijdens het autogeen lassen, moet de acetyleenregelklep onmiddellijk worden gesloten, gevolgd door de zuurstofregelklep; als er terugslag optreedt tijdens het autogeen snijden, moet de zuurstofregelklep voor het snijden eerst worden gesloten, gevolgd door de acetyleen- en zuurstofregelkleppen. | |
| (15) Wanneer het reduceerventiel van een acetyleenslang of acetyleencilinder explodeert, moet de hoofdkraan van de acetyleencilinder of acetyleengenerator onmiddellijk gesloten worden. | |
| (16) Wanneer een zuurstofslang explodeert en brandt, moet de hoofdkraan van de zuurstoffles onmiddellijk worden gesloten. | |
| (17) Acetyleengeneratoren, terugslagkleppen, zuurstofflessen en drukregelaars moeten worden beschermd tegen bevriezing. Ontdooien moet gebeuren met heet water en het is verboden om open vuur of stokken te gebruiken om te ontdooien. | |
| (18) Lekdetectie in het acetyleen systeem kan gedaan worden door zeepwater te gebruiken, en het is ten strengste verboden om open vuur te gebruiken voor lekdetectie. | |
| (19) Als calciumcarbide en acetyleengas vlam vatten, gebruik dan droog zand, CO 2 of poederblussers om de brand te blussen | |
| (20) Nadat het lassen of snijden met gas is voltooid, moeten de zuurstofcilinderklep en de acetyleencilinderklep goed worden gesloten en vervolgens moet de stelschroef van de drukregelaar worden losgedraaid. |
Lassers die las- en snijwerkzaamheden uitvoeren op een hoogte met een mogelijke val van 2 m (inclusief 2 m) of meer, ook wel laswerkzaamheden op grote hoogte genoemd. Naast het naleven van de algemene veiligheidsvoorschriften voor las- en snijwerkzaamheden, moet speciale aandacht worden besteed aan de risico's van elektrische schokken, brand, vallen van hoogte en geraakt worden door voorwerpen op hoge plaatsen.
1) Bij het werken op hoogte moeten brandwerende veiligheidsgordels worden gebruikt die aan de normen voldoen, de veiligheidsgordel moet hoog worden opgehangen en laag worden gebruikt, en hij moet stevig worden vastgemaakt en gedragen. Als een veiligheidskabel wordt gebruikt, mag de lengte niet meer dan 2 m bedragen.
2) De steigerplanken die worden gebruikt voor las- en snijwerkzaamheden op grote hoogte moeten vooraf worden gecontroleerd en planken met corrosie of mechanische schade of planken van gemengd ijzer en hout mogen niet worden gebruikt. De breedte van het looppad van steigerplanken voor voetgangersverkeer met één rij mag niet minder zijn dan 0,6 m. De breedte voor voetgangersverkeer met twee rijen mag niet minder zijn dan 1,2 m, de helling mag niet groter zijn dan 1:3 en het oppervlak van de plank moet worden genageld met antislipstrips. De buitenkant van de steiger moet indien nodig worden uitgerust met beschermende leuningen of handgrepen. Sta stevig en veilig tijdens het werk.
3) De klimladder moet stabiel worden geplaatst om wegglijden of omvallen te voorkomen. De hoek tussen een enkele ladder en de grond moet ongeveer 60° zijn. Bij gebruik van een A-frame ladder moet de hoek tussen de twee zijden ongeveer 45° zijn en moet de ladder stevig worden vastgehaakt met een begrenzende kruishaak. Het is niet toegestaan dat twee personen tegelijkertijd op dezelfde ladder of aan dezelfde kant van een A-frame ladder staan, en het is ook niet toegestaan om op de bovenste sport van de ladder te werken.
4) De installatie van veiligheidsnetten moet aan de buitenkant hoger en aan de binnenkant lager zijn, vlak worden gelegd zonder openingen, en vuil op het veiligheidsnet moet altijd worden opgeruimd. Het veiligheidsnet moet omhoog worden gebracht naarmate het werkpunt stijgt. Als het vangnet beschadigd blijkt te zijn, moet het indien nodig worden vervangen.
5) Het is ten strengste verboden om snoeren, acetyleen- of zuurstofslangen rond het lichaam te wikkelen of op de rug te dragen tijdens werkzaamheden.
6) Het is niet geschikt om buiten te werken als het sneeuwt, en werken op grote hoogte is verboden als het regent of als er een sterke wind staat van niveau 6 of hoger.
7) Bij het beklimmen van locomotieven, ketels, waterkolenwagons, voertuigen enz. voor werkzaamheden moet het te beklimmen voorwerp op stevigheid gecontroleerd worden.
8) Bij het klimmen moet je een gereedschapstas dragen en een veiligheidstouw.
9) Hoogfrequente boogstarters mogen niet worden gebruikt om de kans op elektrische schokken, uitglijden, vallen en letsel te voorkomen.
10) Personeel dat op hoogte klimt, moet een gezondheidstest ondergaan. Mensen met hoge bloeddruk, hartaandoeningen, psychische aandoeningen, epilepsie, tuberculose en alcoholgebruik mogen niet op hoogte werken.
1) Het dragen van een veiligheidshelm is verplicht bij het betreden van hoge werkplekken.
2) Bij het werken op hoogte moeten kleine gereedschappen en gebruikte onderdelen in een gereedschapstas worden bewaard om te voorkomen dat ze vallen en mensen verwonden.
3) Lasdraad moet worden bewaard in een lasdraadkoker of gereedschapstas. De vervangen lasstaafpunten mogen niet zomaar naar beneden worden gegooid om te voorkomen dat mensen eronder worden geraakt of verbrand.
4) Het is verboden om materialen en gereedschappen op grote hoogtes naar elkaar te gooien, ze mogen alleen worden opgetild en neergelaten met behulp van een veiligheidskabel.
Veiligheidsmaatregelen ter voorkoming van elektrische schokken en brand tijdens het lassen zijn al eerder beschreven. Let ook op de volgende punten bij het werken op hoogte:
1) Lassers moeten schoenen met rubberen zolen dragen.
2) Handlampen moeten een 12V-voeding gebruiken.
3) Bij het naderen van hoogspanningslijnen of blanke draden op grote hoogten mag pas worden doorgewerkt nadat de stroom is uitgeschakeld en bevestigd is dat er geen gevaar is voor elektrische schokken. Na het uitschakelen van de stroom moet een bordje met de tekst "Werk in uitvoering, de schakelaar niet sluiten" aan de schakelaar worden gehangen.
4) Binnen 10 m van de werklocatie moeten relingen worden geplaatst voor isolatie.
5) Onder werkzaamheden op grote hoogte moeten alle brandbare en explosieve materialen worden verwijderd binnen het bereik van vonken (minstens 10 m) om brand door vallende vonken en slakken te voorkomen.
6) Op de werkplek moet effectieve brandbestrijdingsapparatuur aanwezig zijn.
7) Lassen en snijden op grote hoogte moet worden bewaakt door een bewaker. De stroomschakelaar bevindt zich in de buurt van de bewaker, en in geval van gevaar trek je onmiddellijk aan de schakelaar voor redding terwijl je ook op de brandsituatie let.
1) De lasruimte moet uitgerust zijn met regen- en winddichte schuren en koelschuren.
2) Let op de windrichting om te voorkomen dat verspreid gesmolten ijzer en slak mensen verwonden.
3) Er moeten eenvoudige afschermingsborden en lichtblokkeerborden worden geplaatst om te voorkomen dat booglicht naburig personeel kan schaden.
4) Elektrisch lassen in de open lucht is niet toegestaan op mistige, regenachtige of besneeuwde dagen.
5) Wanneer ze op vochtige plaatsen werken, moeten lassers op een geïsoleerd oppervlak staan en geïsoleerde schoenen dragen.
6) In de zomer moet tijdens het werk worden voorkomen dat zuurstofcilinders en acetyleencilinders direct worden blootgesteld aan de brandende zon om explosies te voorkomen. Als in de winter de cilinderafsluiter of drukregelaar bevroren is, moet deze worden ontdooid met heet water en is het ten strengste verboden om vuur te gebruiken voor het ontdooien.
De basisveiligheidsvereisten voor lasbrandpreventie staan in Tabel 13-26.
Tabel 13-26 Veiligheidsvoorschriften voor lasbrandpreventie
| Veiligheidseisen | |
| Plaatsen waar lassen niet is toegestaan | Plaatsen die door het bedrijf zijn aangewezen als niet-brandgevaarlijke zones; plaatsen waar grote hoeveelheden brandbare materialen zijn opgeslagen en waar geen beschermende maatregelen kunnen worden genomen; plaatsen waar brandbare of explosieve dampen kunnen ontstaan of waar explosief stof zich kan ophopen; plaatsen waar verschillende gaten of openingen in muren en vloeren niet zijn afgedicht of niet zijn afgeschermd. |
| Afstand voorkomen | Mag niet minder zijn dan 10m |
| Veiligheidsnormen | Volg bij het lassen in ontvlambare en explosieve omgevingen de veiligheidsnormen voor lassen en snijden in chemische bedrijven op |
| Brandweeruitrusting | Werkplaatsen of werkplekken moeten zijn uitgerust met voldoende waterbronnen, droog zand, brandbestrijdingsgereedschap en brandbestrijdingsapparatuur: brandbestrijdingsapparatuur moet worden geïnspecteerd en effectief zijn. |
| Veiligheidsbeheer | Geïnspecteerd door een aangewezen persoon. Pas nadat het brandgevaar volledig is geëlimineerd, kan men het gebouw verlaten. |
Zie Tabel 13-27 voor de veiligheidsafstand tussen laspunten en diverse apparatuur.
Tabel 13-27 Veiligheidsafstand tussen laspunten en apparatuur
| Nee. | Inhoud | Parameter/m | Opmerking |
| 1 | Afstand tussen brandbare en explosieve voorwerpen en lasplaatsen | 10 | Katoengaren, zaagsel, oliën, afval, enz. |
| 2 | Maximale verstrooiingsafstand van gesmolten metaal tijdens elektrisch lassen | >10 | Als het vliegtuig op de grond wordt gebruikt, mag het verder naar beneden worden gedragen. |
| 3 | Afstand tussen de afsluitklep van de zuurstoftoevoerleiding en het laspunt | 5 | De kleinere moeten voorwerpen gebruiken om te bedekken |
| 4 | Afstand tussen de afsluiter van de acetyleenleiding en het laspunt | 5 | De kleinere moeten voorwerpen gebruiken om te bedekken |
| 5 | Hoogte van kabels, zuurstof- en acetyleenleidingen die over de weg lopen | >4.5 | - |
| 6 | Breedte van de toegangsweg voor brandweerwagens | 3 | Er kan een sectie worden opgezet binnen de hoofdingang van de werkplaats |
| 7 | Het afgeschermde gebied onder het werkgebied op grote hoogte, omgeven door touwvlaggen, waar ontvlambare en explosieve voorwerpen verboden zijn | 10 | Binnen een diameter van 10 m worden waarschuwingsborden opgehangen en mag personeel niet beneden blijven. Als het benedenwinds is, kan de straal van de windrichting worden vergroot. |
| 8 | Wanneer er gelast of gesneden wordt aan pijpen of containers met brandbare isolatie, moet de afstand van de isolatie die verwijderd moet worden rond het las- en snijpunt worden aangegeven. | 1.5 | En bedek het met een ijzeren plaat |
| 9 | De opslagafstand tussen elk item bij het gebruik van waterstof-, acetyleen- en benzinetanks voor het aluminothermisch lassen van stalen rails. | 10 | Geplaatst in een gelijkzijdige driehoek (inclusief cilinders voor vloeibaar petroleumgas). |
| 10 | Afstand tussen de benzinedrukcilinder en het laspunt | 10 | - |
| 11 | Vuurvaste afstand van koolstof boog gutsen | >10 | De brandpreventieafstand moet groter zijn dan bij elektrisch lassen en snijden met gas. |
| 12 | De afstand tussen de spuitlamp en het laspunt | 10 | Bij opslag op locatie tijdens werkzaamheden |
| 13 | De opslagafstand tussen de acetyleengenerator en de zuurstofcilinder. | 5 | Kleine middendruk acetyleen generator |
| 14 | De opslagafstand tussen de acetyleengenerator en het laspunt. | 10 | Divers lassen |
| 15 | De afstand tussen de mobiele acetyleengenerator die aan het werk is en open vuur, vonkenuitstralende punten en hoogspanningslijnen (verticaal). | 10 | - |
| 16 | De afstand tussen een kleine acetyleengenerator en een enkele zuurstofcilinder. | 5 | Bij gebruik van een partitie kan de afstand kleiner zijn. |
| 17 | De afstand tussen acetyleengeneratoren | 5 | Verwijst naar een algemene kleine mobiele acetyleengenerator |
| 18 | De afstand tussen de acetyleengenerator en de radiator, leidingen | 1 | - |
| 19 | De afstand tot de mobiele acetyleengenerator bij het breken van calciumcarbide | 5 | Niet toegestaan in dezelfde ruimte als de acetyleengenerator |
| 20 | Afstand tussen het gebroken calciumcarbide en de opslag van calciumcarbide | 5 | Verwijst naar een kleine tijdelijke opslagplaats voor calciumcarbide |
| 21 | Afstand tussen zuurstofcilinders en open vuur of hittebronnen | 10 | - |
| 22 | Afstand tussen de zuurstoffles en het laspunt | 10 | Inclusief diverse las- en snijwerkzaamheden |
| 23 | De afstand tussen zuurstofcilinders en cilinders voor vloeibaar petroleumgas | 5 | - |
| 24 | Afstand tussen de propaancilinder en het laspunt | 10 | - |
| 25 | De afstand tussen onbrandbare of brandbare gascilinders zoals kooldioxide en het laspunt | 3 | - |
| 26 | Afstand tussen de acetyleencilinder en het laspunt | 10 | Divers lassen en snijden met gas |
| 27 | De afstand tussen hogedrukgascilinders voor beschermende gassen en warmtebronnen | 5 | Verwijst naar de warmtebron die wordt gebruikt bij het lassen |
| 28 | De afstand tussen cilinders met vloeibaar petroleumgas en vonken, warmtebronnen | >10 | Buiten op de grond plaatsen waar de lucht circuleert en blootstelling aan zonlicht vermijden |
| 29 | Afstand tussen de argon-gascilinder en het laspunt | 3 | - |
| 30 | De afstand tussen de flessen vloeibaar petroleumgas en het laspunt | 10 | - |
| 31 | De afstand tussen de cilinder en het hitteschild om plaatselijke verhitting van de zuurstoffles te voorkomen | 0.1 | Moet isolerend materiaal zijn, metalen platen zijn niet toegestaan |
| 32 | De afstand tussen verschillende gascilinders en radiatoren, leidingen | 1 | - |
| 33 | De afstand tussen de opslag van de zuurstoffles in de werkplaats en het laspunt | 20 | - |
Lassers moeten zich tijdens het lassen strikt houden aan het brandveiligheidsbeheersysteem dat door het bedrijf is voorgeschreven. Afhankelijk van de omgevingsomstandigheden op de laslocatie worden de volgende maatregelen genomen.
1) Lassen is niet toegestaan in de door de onderneming vastgestelde brandvrije zone. Als lassen noodzakelijk is, moet het werkstuk naar de aangewezen brandzone of veiligheidszone worden verplaatst.
2) Als er gaten in de muren en de grond zitten in de buurt van de lasplaats, moeten er afsluitings- en afschermingsmaatregelen worden genomen.
3) Lassen is ten strengste verboden wanneer een grote hoeveelheid brandbare materialen (zoals verf, katoen, zwavelzuur, droog hooi, enz.) opgestapeld is en er geen beschermende maatregelen kunnen worden genomen. Lassen is ten strengste verboden wanneer er zich brandbare dampen of explosieve stofophopingen kunnen vormen.
4) Bij het lassen in een ontvlambare en explosieve omgeving moeten de relevante voorschriften van de professionele veiligheidsnormen van chemische bedrijven worden opgevolgd.
5) De laswerkplaats en het werkgebied moeten zijn uitgerust met voldoende waterbronnen, droog zand, blusgereedschap en brandblussers. Het type en de prestaties van brandblussers staan in Tabel 13-28.
Tabel 13-28 Soorten brandblussers en hun prestaties
| Type | Agent | Toepassing | Voorzorgsmaatregelen |
| Schuimbrandblusser | Natriumbicarbonaatschuimmiddel en aluminiumsulfaatoplossing | Gebruikt voor het blussen van oliebranden | Vorstbescherming, periodiek vervangen |
| Kooldioxide brandblusser | Vloeibaar kooldioxide | Voor het blussen van branden op waardevolle instrumenten en apparatuur, kan geen branden blussen op kalium, natrium, magnesium, aluminium, enz. | Verstopping van het mondstuk voorkomen |
| Droog poeder brandblusser | Droog poeder van zuiveringszout en kaliumzout | Blussen van branden op aardolieproducten, organische oplosmiddelen, vloeibaar petroleumgas, acetyleencilinders enz. | Droog, geventileerd, vochtbestendig, eens per zes maanden controleren |
| Red Guard 912 brandblusser | Dibroomdifluormethaan vloeibaar | Blussen van branden op aardgas, petroleumproducten en andere ontvlambare en explosieve chemische producten | Ontleedt in giftige gassen bij hoge temperaturen, beschermende maatregelen vereist |
6) Nadat het laswerk is voltooid, moet de locatie op tijd worden opgeruimd en pas nadat de brandhaard grondig is verwijderd en is bevestigd dat het gevaar volledig is geweken, kan men de locatie verlaten.
(1) Bij koelende brandblussing worden stoffen met een hoog warmteabsorptievermogen in de vlammen gespoten, waardoor de reactiewarmte wordt afgevoerd en de verbrandingsreactie wordt vertraagd en gestopt. De meest gebruikelijke en haalbare methode om een koelende brand te blussen is om de brand af te koelen en te blussen met een dichte waterstroom of een afgebroken fijne waternevel. Wanneer water in stoom verandert, absorbeert het een grote hoeveelheid warmte en heeft het ook een verdunnend vermogen.
(2) Verdunningsbrandblussing Verdunningsbrandblussing is een methode om brand te blussen door de concentratie van brandbare en oxiderende stoffen in de verbrandingsserie te verlagen, waardoor de verbrandingsreactie wordt geremd. In de praktijk betekent dit vaak het verlagen van de zuurstofconcentratie in de lucht of het afsluiten van de luchtbron, zodat het brandbare materiaal niet genoeg zuurstof krijgt en dooft.
Door stoom of inert gas in de verbrandingsreeks te injecteren, of door vloeibaar of samengeperst kooldioxide en samengeperste stikstof te gebruiken voor brandblussing, wordt de gelijktijdige verdunning van brandbare stoffen of compressie van oxiderende stofconcentraties bereikt.
(3) Onderdrukking van verbranding (of onderbreking van chemische reactie) Brandblusmiddelen nemen deel aan het proces van de verbrandingsreactie, waardoor de vrije radicalen die tijdens de verbranding ontstaan verdwijnen en stabiele moleculen of vrije radicalen met een lage activiteit worden gevormd, waardoor de chemische reactie van de verbranding wordt onderbroken. Blusmiddelen die verbranding onderdrukken zijn onder andere difluorodibromethaan, trifluorobromethaan en natrium- en kaliumzoutpoederblussers.
(4) Isolatie en bronverwijdering Brand blussen Brandbare materialen verwijderen uit het verbrandingssysteem of de bron van brandbare materialen afsluiten om de brand te blussen. Deze methode is vaak de enige haalbare methode om branden in gas- of vloeistofbranden te blussen. Bijvoorbeeld het verplaatsen van brandbare, ontvlambare, explosieve en oxiderende voorwerpen uit de buurt van de brandhaard, het afsluiten van de kleppen van pijpleidingen voor brandbare gassen en vloeistoffen, enz.
1) Zandbakken, zandzakken, emmers water, brandblussers, strobalen, ijzeren scheppen en ijzeren haken moeten worden opgesteld op algemene las- en snijplekken.
2) Bij chemisch lassen en snijden moet brandbestrijdingsmateriaal zoals schuimblusmiddelen en zand aanwezig zijn, omdat branden veroorzaakt door organische oplosmiddelen niet met water kunnen worden geblust.
3) In geval van brand in elektrische apparatuur moet de stroom onmiddellijk worden uitgeschakeld en moet koolstoftetrachloride of kooldioxide worden gebruikt om te blussen. Water- en schuimblussers mogen niet worden gebruikt.
4) Als een transformator olie lekt en vlam vat, moet hij worden begraven met zand of worden geblust met kooldioxide.
5) Wanneer een lasmachine in brand vliegt, is de eerste stap de schakelaar over te halen om de stroom uit te schakelen, en dan verder te gaan met de brandbestrijding. Voordat de stroom is uitgeschakeld, kunnen water- en schuimapparaten niet worden gebruikt voor brandbestrijding, maar alleen droge poederblusmiddelen en kooldioxideblusmiddelen. De reden hiervoor is dat water- en schuimblusvloeistoffen elektriciteit kunnen geleiden en het gebruik ervan kan gemakkelijk leiden tot verwondingen door elektrische schokken.
6) Wanneer de aluminium thermische lasstroom vlam vat, kan deze niet worden geblust. De enige optie is om de ongebrande onderdelen weg te halen, vooral om de ongebrande flux snel over te brengen en te isoleren. Voor isolatie kan ook zand worden gebruikt.
7) Wanneer een zuurstoffles in brand vliegt, moet de hoofdkraan van de cilinder onmiddellijk worden gesloten om de gastoevoer te stoppen, zodat het vuur vanzelf dooft.