
Podstawowe techniki montażu blach: Kompleksowy przewodnik
I. Metody montażu Zgodnie z określonymi wymaganiami technicznymi, proces dopasowywania i łączenia części lub komponentów z...
Jak upewnić się, że moc młota jest odpowiednia do wykonywanej pracy? Zrozumienie tonażu młota ma kluczowe znaczenie w kuciu matrycowym, gdzie zbyt mała lub zbyt duża siła może prowadzić do nieefektywności, strat metalu lub uszkodzeń. Niniejszy przewodnik obejmuje empiryczne i teoretyczne wzory, praktyczne nomogramy i niezbędne tabele przeliczeniowe. Pod koniec będziesz wiedział, jak obliczyć prawidłowy tonaż dla każdego scenariusza kucia, optymalizując zarówno wydajność, jak i bezpieczeństwo.

Prawidłowy dobór wydajności sprzętu do kucia matrycowego jest ważnym warunkiem zapewnienia płynnego postępu kucia matrycowego. Jeśli wybrana pojemność jest zbyt mała, metal będzie trudny do wypełnienia wnęki formy i konieczne będzie zwiększenie liczby uderzeń, zmniejszając w ten sposób wydajność produkcji; z drugiej strony, jeśli pojemność sprzętu jest zbyt duża, spowoduje to marnowanie sprzętu i zwiększenie strat metalu, a także łatwo jest uszkodzić formę lub skrócić żywotność matrycy kuźniczej, co również nie sprzyja bezpiecznej produkcji.
Wzory empiryczne do obliczania tonażu różnych młotów do kucia matrycowego przedstawiono w tabeli 5-48.
Tabela 5-48 Wzory empiryczne do obliczania tonażu różnych młotów do kucia matrycowego
| Sprzęt | Oficjalny | Instrukcje |
| Młot kuźniczy dwustronnego działania | m= (3,5~6,3)kA | m, m1-Masa spadającej części młota (kg) E - Energia młota bez kowadła (J) A-Powierzchnia rzutu poziomego odkuwki i lampy błyskowej (cm) 2 ), obszar lampy błyskowej jest obliczany jako połowa części magazynowej k-współczynnik materiałowy, określony w tabeli 5-49 |
| Młot kuźniczy jednostronnego działania | m1= (1.5~1.8)m | |
| Młotek bez kowadła | E =(20~25)m |
Tabela 5-49 Odporność na odkształcenia σ i współczynnik k różnych materiałów w końcowej temperaturze temperatura kucia
| Materiały | k | σ/MPa | ||
| Młotek włączony | Prasa kuźnicza | Przycinanie na gorąco | ||
| Stal konstrukcyjna węglowa [w(C) < 0,25%] | 0.9 | 55 | 60 | 100 |
| Stal konstrukcyjna węglowa [w(C) > 0,25%] | 1 | 60 | 65 | 120 |
| Niskostopowa stal konstrukcyjna [w(C) < 0,25%] | 1 | 60 | 65 | 120 |
| Niskostopowa stal konstrukcyjna [w(C) > 0,25%] | 1.15 | 65 | 70 | 150 |
| Wysokostopowa stal konstrukcyjna [w(C) > 0,25%] | 1.25 | 75 | 80 | 200 |
| Stal narzędziowa stopowa | 1.55 | 90~100 | 100~120 | 250 |
Teoretyczny wzór obliczeniowy dla tonażu młota kuźniczego przedstawiono w tabeli 5-50.
Tabela 5-50 Teoretyczny wzór obliczeniowy dla tonażu młota kuźniczego
| Kształt kucia | Formuła | Opis |
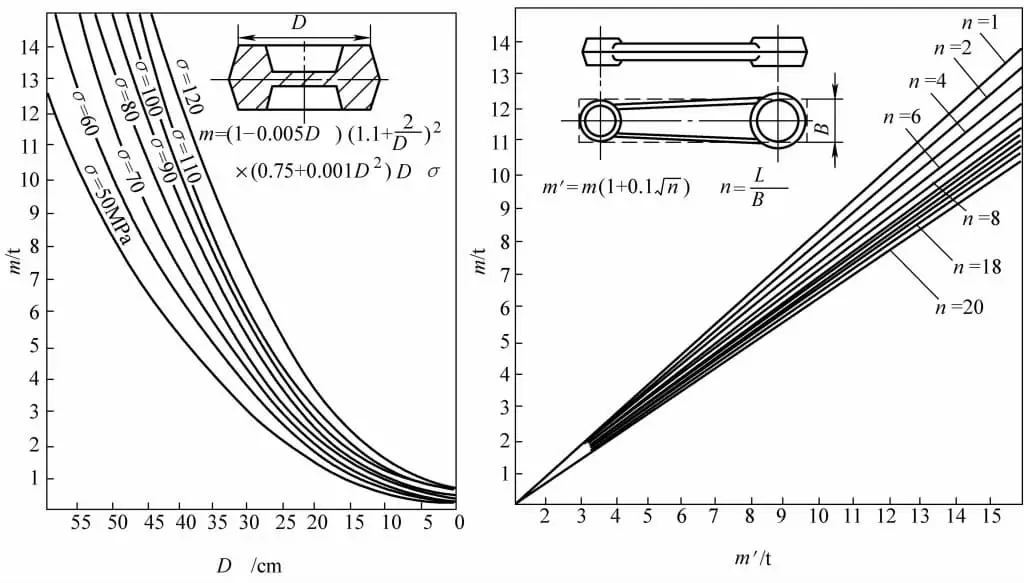
| Okrągły | m 0 = (1-0,005D) (1,1 + 2 / D) 2 (0.75 + 0.001D 2 ) Dσ | D - Średnica odkuwki (cm) σ - Odporność na odkształcenie odkuwki w końcowej temperaturze odkuwki (MPa) Wzór ten ma zastosowanie do odkuwek o średnicy mniejszej niż 60 cm |
| Nieokrągły | m = m 0 (1 + 0,1 √(L/B)) | Maksymalna długość na powierzchni rzutu poziomego odkuwki L (cm) B - średnia szerokość (cm), B=A/L A - przewidywana powierzchnia odkuwki (cm²) Podczas obliczania m 0 korzystając z powyższego wzoru, D we wzorze należy zastąpić równoważną średnicą D e D e = 1.13√A |
Uwaga: Wartości m, m 0 obliczone przy użyciu wzoru w tabeli są podane w kg.
Nomogram do określania tonażu młota kuźniczego przedstawiono na rysunku 5-1.
Prasa okrawająca (patrz Tabela 5-51) tworzy podstawową jednostkę produkcji kucia matrycowego wraz z młotami kuźniczymi i piecami grzewczymi - zestaw, z nominalnym naciskiem P (kN) prasy wybranym na podstawie tonażu m młota.
P = Mm
We wzorze M oznacza współczynnik dopasowania (kN/t), który zmienia się w zależności od tonażu młota i może być przyjmowany jako M=800~1000kN/t.
Tabela 5-51 Prasy okrawające dopasowane do młotów kuźniczych
| Masa spadającej części młota kuźniczego / t | Nominalny nacisk prasy do przycinania /kN |
| 0.5 | 1000 |
| 0.75 | 1250 |
| 1 | 1600 |
| 2 | 2000 |
| 3 | 3150 |
| 5 | 4000 |
| 10 | 6300~8000 |
| 16 | 12500 ~16000 |
Tabela 5-52 Przeliczanie tonażu młotów kuźniczych na inne urządzenia kuźnicze (jednostka: t)
| Numer seryjny | Młot do kucia matrycowego | Prasa kuźnicza | Prasa cierna | Kucie przeciwuderzeniowe |
| 1 | <0.4 | <400 | <120 | ≤1 |
| 2 | 0.4~0.63 | 400~630 | 120~189 | 1~1.575 |
| 3 | 0.63~1.0 | 630~1000 | 189~300 | 1.575~2.5 |
| 4 | 1.0~1.8 | 1000~1800 | 300~540 | 2.5~4.5 |
| 5 | 1.8~2.5 | 1800~2500 | 540~750 | 4.5~6.25 |
| 6 | 2.5~3.15 | 2500~3150 | 750~945 | 6.25~7.875 |
| 7 | 3.15~6.3 | 3150~6300 | 945~1890 | 7.875~15.75 |
| 8 | 6.3~8.0 | 6300~8000 | 15.75~20 | |
| 9 | 8.0~12 | 8000~12000 | 20~30 | |
| 10 | 12~16 | 12000~16000 | 30~40 |







