Ejeção de material em moldes de dobra: Guia detalhado
Como ejetar com eficiência o material dos moldes de dobra sem comprometer a qualidade? Este artigo aborda várias técnicas de ejeção, como tipo passante, gancho de remoção, push-out e outras. Os leitores aprenderão os melhores métodos para diferentes peças de trabalho e como otimizar seus processos de dobra para obter precisão e eficiência. Explore soluções práticas para aprimorar seus processos de ejeção de moldes e garantir fluxos de trabalho de produção tranquilos.
Última atualização:
28 de junho de 2024
Compartilhe seu gosto:
Índice
1. Ejeção do tipo passante
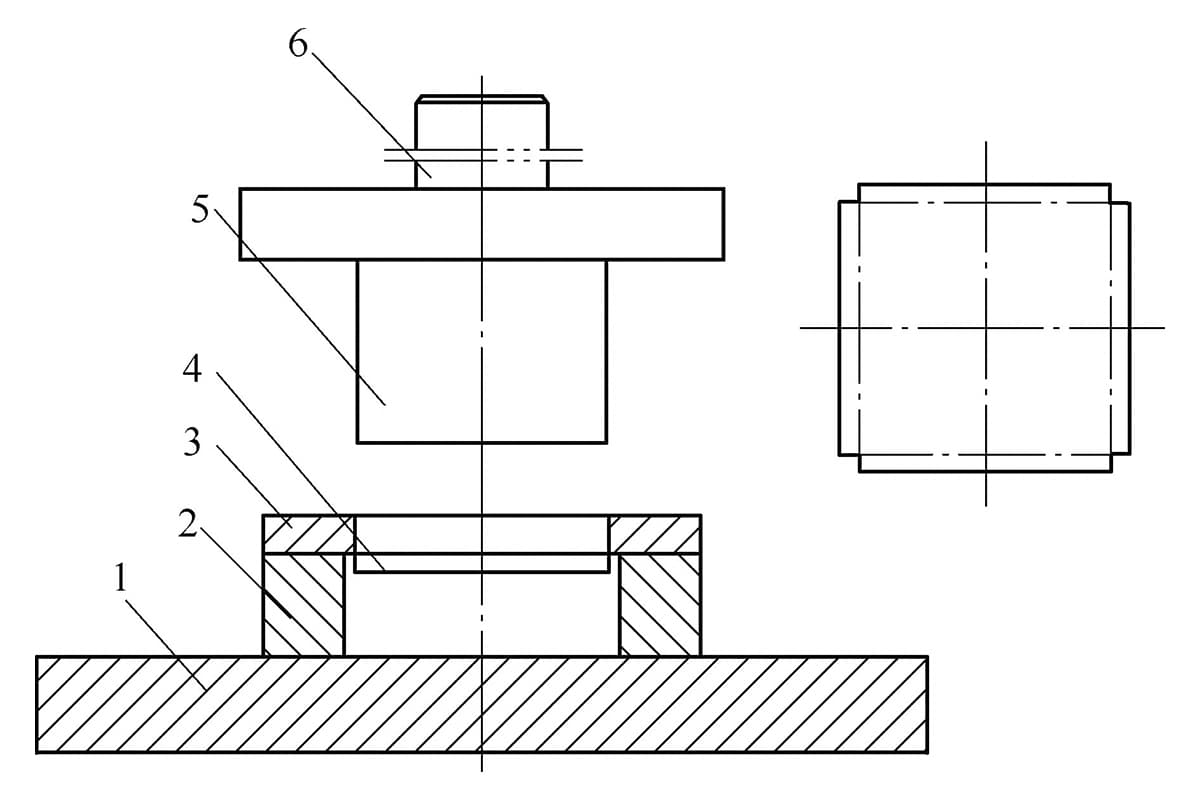
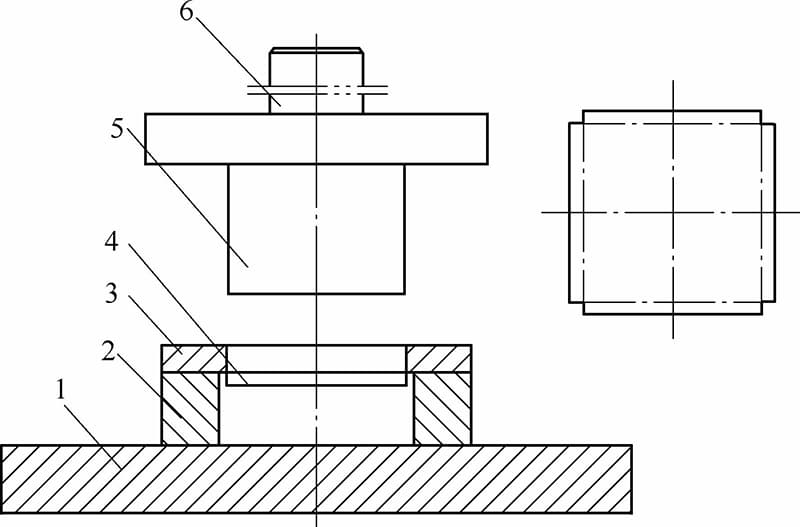
Para peças em forma de caixa em que a altura de dobra é menor que um terço do curso do carro, uma estrutura de ejeção do tipo passante pode ser usada desde que o requisito de planicidade da superfície inferior não seja rigoroso, conforme ilustrado na Figura 3-17.
Figura 3-17: Matriz de corte e dobra do tipo passante
1-Sapata inferior da matriz 2-Almofada da matriz 3-Matriz fêmea 4-Peça de trabalho 5-Matriz macho 6-Haste
A matriz de dobra por ejeção do tipo passante utiliza o retorno elástico do material para obter a ejeção. Ela exige que a cavidade da matriz tenha boa rigidez. Ao inserir tiras retangulares sob a cavidade da matriz, a peça de trabalho formada é ejetada pelos espaços entre as tiras. Como alternativa, a base inferior da matriz pode ser perfurada para permitir a ejeção direta do material.
Ejeção do tipo passante matrizes de dobragem são altamente eficientes e facilitam a automação, mas não são adequados para peças de trabalho que exigem um alto grau de planicidade na superfície inferior ou onde marcas de dobra não são permitidas.
2. Ejeção do gancho de stripper
Explorando a diferença na espessura da parede antes e depois da conformação, um gancho decapador pode ser montado na cavidade da matriz para soltar a peça de trabalho do punção. Esse método de ejeção deve ser usado em conjunto com uma placa decapadora. Esse método é adequado para peças pequenas e peças de trabalho com curvas rasas.
3. Ejeção por push-out
A placa de remoção é moldada para corresponder à face da extremidade de ejeção da peça de trabalho e é colocada na parte inferior da cavidade da matriz. Ela é acionada por molas, borracha elástica ou pelo curso de retorno do carro da prensa. Esse método é usado principalmente para dobrar matrizes de peças em forma de U.
4. Ejeção axial
Isso é adequado para peças de trabalho com um eixo central reto, como loops fechados ou abertos, mas não para aquelas com um eixo central curvo, como bicos ou cotovelos de aço inoxidável com pescoço de ganso. O molde pode ser removido manualmente ou acionado por uma placa inclinada e roletes acoplados.
Sob a ação das molas, o punção desce e o anel removedor se retrai. Quando o punção retorna, os roletes impulsionam o anel removedor para frente, empurrando a peça de trabalho para longe do punção.
5. Ejeção da haste de nocaute
Esse método é adequado para peças com uma grande área de superfície e profundidade de dobra significativa. A haste de nocaute, acionada pelo punção, empurra a peça de trabalho para fora da matriz de punção à medida que o punção sobe, usando uma placa de nocaute. A estrutura e o layout da matriz são os mesmos de uma matriz de saída invertida.
6. Ejeção de pinos
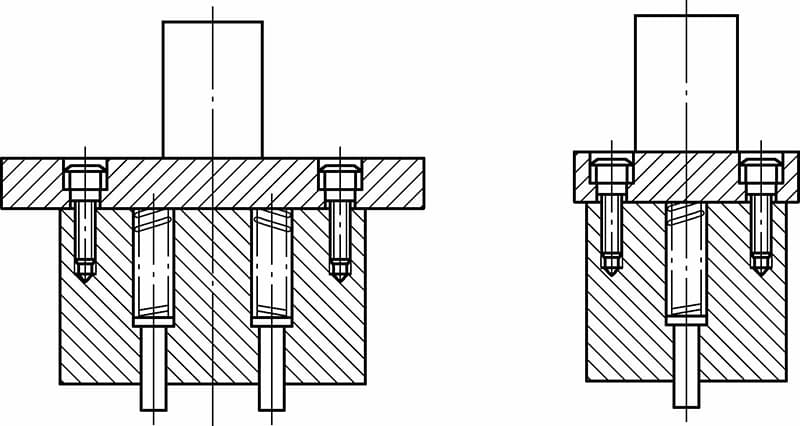
Esse método de ejeção funciona em conjunto com uma placa decapadora e é ideal para peças com uma grande área inferior e requisitos de alta planicidade. Os pinos são apoiados por molas fortes. Assim que a pressão da matriz superior é liberada, os pinos são reiniciados sob a força da mola, empurrando a peça de trabalho para fora da matriz de punção, conforme mostrado na Figura 3-18.
Figura 3-18: Mecanismo de liberação do pino ejetor
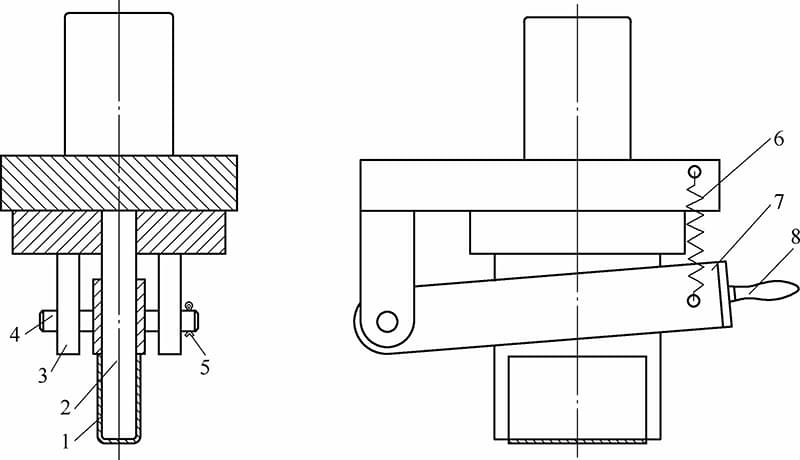
7. Ejeção do gancho de elevação
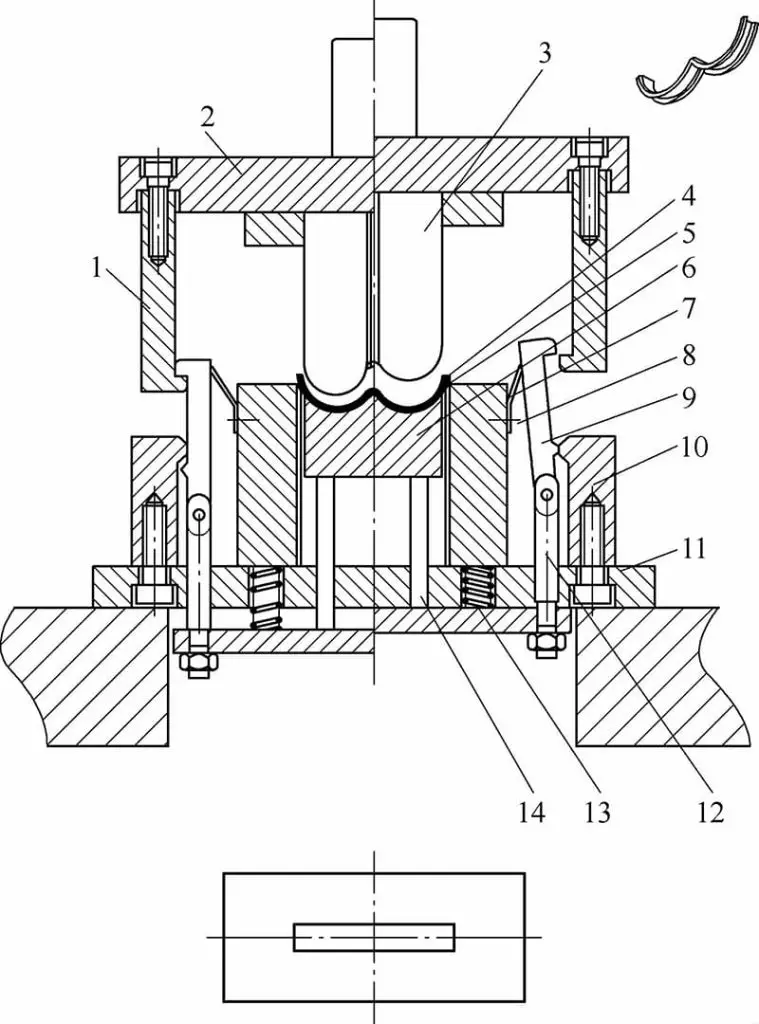
A ejeção do gancho de elevação é um método de ejeção forçada adequado para peças que exigem uma força de ejeção relativamente alta após a dobra. A Figura 3-19 ilustra uma matriz de dobra para a ranhura do cabo do freio de um modelo de garfo de motocicleta. À medida que a matriz superior se move para baixo, o gancho de elevação fixo empurra o gancho de elevação ativo para comprimir a mola de lâmina para dentro.
Figura 3-19: Desmoldagem do tipo gancho ejetor
1-Gancho de elevação fixo 2-Suporte de matriz superior 3-Punção 4-Peça de trabalho 5-Bloco de riscador 6-Punção 7-Mola de lâmina 8-Parafuso de ajuste 9-Gancho de elevação móvel 10-Bloco de punção 11-Suporte de matriz inferior 12-Pino de conexão 13-Mola de retorno 14-Placa de elevação
No estágio inicial da subida da matriz superior, os ganchos de elevação fixos e ativos se engatam, levantando a peça de trabalho para fora da matriz inferior por meio da placa do levantador e do bloco removedor. Posteriormente, a interação entre o bloco de eliminação e a protuberância no gancho de elevação ativo faz com que eles se desengatem, permitindo que a placa do levantador seja reiniciada sob a força da mola.
8. Ejeção da banda
Quando a matriz de punção é muito estreita para que as molas sejam instaladas, um ejetor de banda pode ser usado para pressionar a peça para fora da matriz de punção. Depois que a peça é separada, a banda do ejetor se retrai sob a ação da mola, conforme ilustrado na Figura 3-20.
Figura 3-20: Montagem do anel decapador
1 - Peça de trabalho 2 - Punção 3 - Suporte 4 - Pino 5 - Pino do anel de retenção 6 - Mola 7 - Anel decapador 8 - Alça
A instalação de matrizes de puncionamento em máquinas pode parecer assustadora, mas é crucial para a fabricação precisa e eficiente de metais. Este guia aborda...
Como as chapas planas se transformam em peças curvas? A curvatura do metal é fundamental. Este artigo revela as ferramentas, as técnicas e os truques por trás...
Como os engenheiros criam essas linhas exatas nas peças de metal? É tudo uma questão de marcação - uma habilidade fundamental na engenharia mecânica. Esta...
Guia detalhado que abrange protocolos de operação e procedimentos de manutenção para equipamentos essenciais de trabalho em bancada e ferramentas elétricas.
Nossos engenheiros de vendas estão prontamente disponíveis para responder a qualquer uma de suas perguntas e fornecer uma cotação imediata, adaptada às suas necessidades.