Problemas comuns de qualidade na dobragem de chapas metálicas e como resolvê-los
Por que a dobra de chapas metálicas às vezes parece mais uma arte do que uma ciência? Este artigo se aprofunda nos problemas comuns do processo de dobra: rachadura, interferência, indentação, retorno elástico, deslizamento, dobra de raio grande e abaulamento. Ele explica por que esses problemas ocorrem e oferece soluções práticas para resolvê-los. Ao final do artigo, você entenderá como aumentar a eficiência da produção e obter uma qualidade estável do produto na dobra de chapas metálicas.
Última atualização:
28 de junho de 2024
Compartilhe seu gosto:
Índice
No processo de fabricação, a dobragem de chapas metálicas frequentemente se depara com vários problemas de qualidade, o que afeta o aprimoramento da eficiência da produção e a estabilidade da qualidade do produto.
Este artigo discute problemas comuns de qualidade de dobra e corte encontrados na prática de produção, analisa as causas desses problemas e propõe soluções para fornecer experiência e referência para problemas semelhantes que possam surgir em práticas de produção subsequentes.
Introdução
A dobragem de chapas metálicas envolve o uso de um Máquina de dobra CNC equipados com matrizes padrão (ou especializadas) para dobrar chapas metálicas em várias formas geométricas de seção transversal necessárias.
A racionalidade do processo de dobra afeta diretamente as dimensões finais e a aparência do produto. A escolha das matrizes de dobra corretas é crucial para a forma final do produto.
Na produção real, devido à incerteza das dimensões do produto e à diversidade dos tipos de produto, frequentemente encontramos problemas como interferência dimensional e ângulos de matriz incompatíveis durante o trabalho a frio das peças, o que representa desafios significativos.
A qualidade da dobra é influenciada por fatores como tamanho, forma, material, matrizes, equipamentos e instalações auxiliares do produto, levando a vários problemas de qualidade que afetam a eficiência da produção e a estabilidade da qualidade do produto. Portanto, a resolução e a prevenção desses problemas de qualidade são particularmente importantes.
Este artigo resume e descreve os problemas comuns de qualidade de dobragem de chapas metálicas encontrados na prática de produção, analisa suas causas com base na experiência de produção e propõe soluções.
Problemas comuns de qualidade de dobra
2.1 Rachadura por flexão
A trinca por flexão refere-se ao fenômeno em que rebarbas ou trincas finas aparecem com frequência nas bordas dos materiais após o corte, tosquiaou estampagem, levando à concentração de tensão e rachaduras quando dobrado. Um exemplo é a rachadura nos cantos da ranhura de reforço em forma de U (2A90100185G00) do acessório da locomotiva HXD1C após a dobra, conforme mostrado na Figura 1.
Figura 1: Rachadura por flexão
As principais causas de rachaduras por flexão incluem:
Rebarbas não removidas nas bordas das peças.
Direção de dobra paralela à direção de laminação da folha.
No processo de fabricação, o fenômeno de rachadura por flexão precisa ser tratado de acordo com circunstâncias específicas. Para o problema de rachadura por flexão mostrado na Figura 1, podem ser empregadas soluções como a adição de furos ou ranhuras de processo, conforme ilustrado na Figura 2.
Figura 2: Adição de furos de processo
2.2 Interferência de curvatura
A interferência de dobra ocorre principalmente em produtos submetidos a dobras secundárias ou de ordem superior, em que a borda de dobra colide com a matriz ou o equipamento, impedindo a formação normal. A interferência de dobra é influenciada principalmente pelo formato, tamanho e matriz da peça e é causada pela estrutura do projeto da peça dobrada, pela sequência de dobra escolhida e pelas matrizes de dobra selecionadas.
As soluções incluem:
Fabricação ou substituição de matrizes (por exemplo, matrizes de lâmina de dobra).
Modificação de matrizes de dobra (por exemplo, usinagem de áreas específicas).
Ajuste da sequência de dobra (por exemplo, o método de deformação reversa).
Alteração das dimensões da peça a ser dobrada.
Por exemplo, o suporte de instalação para a bandeja de cabos da fixação do chassi da Linha 18 de Xangai (ADC1027252G030) é um canal de aço em forma de U com largura média de 100 mm, altura lateral de 80 mm e raio de curvatura de 15 mm. O uso de matrizes de oficina existentes para uma simulação de curvatura resultou em interferência na curvatura.
Para resolver essa interferência, uma parte da matriz superior de dobra foi modificada mecanicamente (conforme mostrado na Figura 3). Um entalhe de 140 mm × 48 mm foi cortado na linha média da matriz superior de lâmina reta R15 mm existente (L = 800 mm) (conforme mostrado na Figura 4).
A posição do entalhe foi determinada com base no local simulado da interferência de dobra, sem afetar sua função original. Essa modificação da matriz de dobra resolveu com sucesso o problema de interferência de dobra.
Figura 3: Dobra pós-modificação com matriz superior
Figura 4: Interferência de dobra, determinando a área de usinagem
2.3 Indentação por flexão
A indentação de dobra ocorre quando a chapa metálica pressiona progressivamente contra a superfície interna da ranhura em forma de V da matriz durante a dobra, criando atrito que deixa marcas perceptíveis na superfície do material.
Para peças com altos requisitos de superfície, a dobra tradicional não consegue atender às demandas de qualidade, e a indentação da dobra (conforme mostrado na Figura 5) não satisfaz os requisitos do processo subsequente.
Figura 5: Indentação por flexão
A indentação da dobra é influenciada principalmente pela dureza do material da chapa e pela estrutura da matriz inferior. Quanto mais duro for o material, maior será sua resistência à deformação plástica, o que dificulta a deformação do material e facilita a formação de indentações.
A probabilidade de ocorrência de indentação por flexão em materiais comuns está na seguinte ordem: Alumínio > Aço carbono > Aço inoxidável. Quanto maior a abertura da matriz inferior, maior e mais rasa será a indentação. Quanto maior for o tamanho R do ombro da matriz, menor será a profundidade da indentação.
Para resolver os problemas de indentação por flexão, além de melhorar a dureza do material e modificar a estrutura da matriz inferior, podem ser empregados métodos como o uso de almofadas de borracha antiindentação e matrizes inferiores com rolamento de esferas.
As almofadas de borracha anti-indentação reduzem a formação de indentação por meio de isolamento físico, conforme mostrado na Figura 6. As matrizes inferiores com rolamento de esferas convertem o atrito de compressão necessário para a formação de matrizes tradicionais em atrito de rolamento, reduzindo o atrito e minimizando os danos ao produto, conforme ilustrado na Figura 7.
Figura 6: Almofada de borracha antientupimento
Figura 7: Matriz inferior com rolamento de esferas
2.4 Retorno elástico por flexão
Durante a flexão, os materiais sofrem deformação plástica e elástica. Depois que a peça de trabalho é removida da matriz de dobra, ela passa por uma recuperação elástica, fazendo com que sua forma e tamanho sejam diferentes daqueles durante o carregamento. Esse fenômeno é conhecido como flexão springback e é um dos principais motivos dos ângulos de flexão inadequados.
Os fatores que influenciam o retorno elástico incluem as propriedades mecânicas do material da chapa e as condições de deformação por flexão. A magnitude do retorno elástico é diretamente proporcional à resistência ao escoamento da chapa e inversamente proporcional ao seu módulo de elasticidade.
Quanto menor for o raio de curvatura relativo (a razão entre o raio de curvatura e a espessura da chapa, R/t), menor será o retorno elástico. A forma da peça dobrada também afeta a magnitude do retorno elástico; normalmente, as peças em forma de U têm menos retorno elástico do que as peças em forma de V.
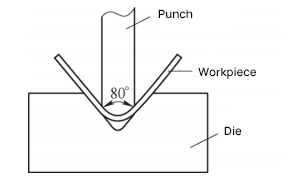
O principal método para superar o retorno elástico da dobra é a compensação do ângulo. Isso geralmente é obtido projetando a matriz de dobra com uma inclinação igual ao ângulo de retorno elástico, equilibrando efetivamente os efeitos do retorno elástico. Conforme mostrado na Figura 8, o uso de uma matriz de dobra com uma inclinação de 80° pode dobrar com sucesso uma peça de trabalho em um ângulo de 90°.
Figura 8: Compensação de retorno elástico por flexão
Dada a multiplicidade de fatores que afetam o retorno elástico da dobra, calcular com precisão seu valor é extremamente desafiador. Por meio de ajustes experimentais e acúmulo de experiência, o domínio do padrão de retorno elástico e a aplicação da compensação adequada, juntamente com medidas na estrutura da matriz, são métodos eficazes para garantir a qualidade do produto.
2.5 Deslizamento de dobra
O deslizamento da dobra refere-se ao fenômeno em que a peça a ser dobrada não tem pontos de apoio completos e eficazes na ranhura inferior da matriz, o que faz com que a peça deslize facilmente e não seja posicionada corretamente para a dobra.
As principais causas do deslizamento por flexão são as seguintes:
1) A largura da matriz de dobra inferior é muito grande, causando deslizamento quando o tamanho da dobra é menor que a metade da largura da matriz inferior.
2) O formato e o tamanho da peça de trabalho afetam o posicionamento, resultando em deslizamento de dobra quando a peça de trabalho tem um lado muito curto para o posicionamento da matriz ou não tem uma borda de posicionamento eficaz.
Há principalmente dois métodos para resolver o deslizamento por flexão:
1) Método 1. Selecione uma matriz de dobra inferior apropriada, geralmente escolhendo uma largura de matriz de 4 a 6 vezes a espessura da folha para dobrar.
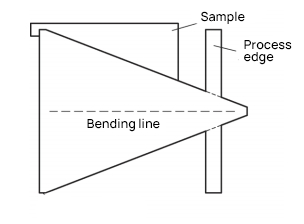
2) Método 2. Resolva os problemas de deslizamento de dobra causados pelo mau posicionamento durante a dobra adicionando modelos ou bordas de processo.
Geralmente, a dobra é posicionada ao longo de uma borda reta da peça de trabalho, exigindo contato com duas faces da extremidade da matriz de dobra para o posicionamento. Entretanto, na produção real, há casos em que a borda do produto para o posicionamento da matriz é muito curta ou inexistente, impossibilitando o posicionamento da dobra.
As soluções incluem:
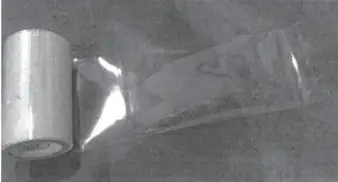
a) Para espessura de chapa t ≤ 6 mm, adicione bordas de processo para posicionamento. A borda do processo deve ficar nivelada com a borda da extremidade da peça, e a junção pode ser cortado com um laser para facilitar o esmerilhamento e a remoção após a dobra.
b) Para espessura de chapa t > 6 mm, use gabaritos cortados para posicionamento. A espessura do gabarito pode ser igual ou ligeiramente menor que a espessura da peça de trabalho. Conforme mostrado na Figura 9, ambos os métodos de posicionamento podem resolver o problema de deslizamento por flexão.
Figura 9: Adição de bordas ou modelos de processo
2.6 Flexão de raio grande
No processo de fabricação, é comum encontrar peças de trabalho que exigem um grande raio de curvatura para as quais a oficina não dispõe de matrizes de raio grande adequadas. Nesses casos, a fabricação de uma matriz de formação integral ou de uma matriz de raio grande pode ser demorada e cara. Em vez disso, o uso de um processo de conformação de várias dobras de raio pequeno é mais econômico e versátil.
Por exemplo, o componente do projeto Superbus 2.0, Placa Vertical 3 (ADC1043361G030), requer um raio de curvatura de 125 mm e um ângulo de curvatura de 90°, conforme mostrado na Figura 10. Sem uma matriz de dobra correspondente na oficina, é possível aplicar um processo de múltiplas dobras.
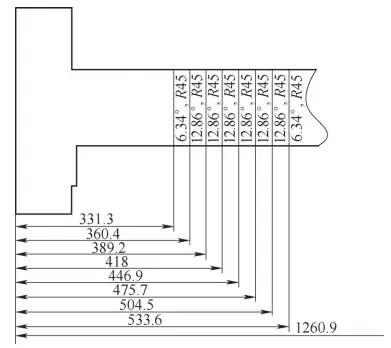
Primeiro, a posição R125mm é modelada em um software 3D para dobra de layout e, em seguida, o software desdobra automaticamente o desenho bidimensional plano. Ao inserir um raio de curvatura de 45 mm no software e comparar vários conjuntos de dados, confirma-se que a formação por curvatura 8 vezes pode garantir a seção do arco.
Em seguida, são gerados os dados de dobra para cada corte (ângulo de dobra, comprimento da posição da linha de dobra), conforme mostrado na Figura 11. Por fim, os dados de flexão são usados para a flexão de teste no local, conforme mostrado na Figura 12.
Figura 10: Peça de trabalho de raio grande
Figura 11: Desenho desdobrado e posição da linha de dobra
Figura 12: Dobra de teste no local
2.7 Bulge de flexão
A saliência de dobra ocorre quando a chapa metálica, após a dobra, apresenta protrusão em ambos os lados da dobra devido à compressão do material, resultando em uma largura maior do que o tamanho original. O tamanho da protuberância de dobra geralmente está relacionado à espessura da peça e ao raio de dobra; quanto mais espesso for o material e menor o raio, mais pronunciada será a protuberância.
Para evitar esse problema, podem ser adicionados entalhes de processo em ambos os lados da linha de dobra no estágio de desenho de expansão da dobra, conforme mostrado na Figura 13. Esses entalhes geralmente têm a forma de um arco, com um diâmetro geralmente superior a 1,5 vez a espessura da peça de trabalho, neutralizando efetivamente a protuberância da dobra. No caso de peças que já desenvolveram uma protuberância de curvatura, o esmerilhamento manual geralmente é empregado para correção.
Figura 13: Entalhe de processo
Conclusão
Deve-se observar que os problemas comuns de qualidade de dobra e corte listados acima não consideram os impactos de fatores humanos ou de equipamentos (como erros de desdobramento dimensões, seleção incorreta de parâmetros de dobra e envelhecimento do equipamento).
Na prática de produção, é fundamental selecionar os parâmetros adequados do processo de dobra com base no desempenho do equipamento, no tamanho do produto e nas características do material, além de seguir rigorosamente as normas operacionais.
Não é necessário apenas considerar fatores como o progresso, o custo e a qualidade do projeto de forma abrangente e adotar métodos adequados para resolver problemas de qualidade de dobra, mas também identificar e evitar preventivamente possíveis problemas de dobra por meio do acúmulo de experiência e previsão na análise do processo.
Este artigo lista vários problemas comuns de qualidade de dobra e suas soluções, na esperança de fornecer alguma referência e orientação para os colegas do setor.
Você já se perguntou por que o alumínio está substituindo o aço na fabricação de automóveis? À medida que os fabricantes de automóveis correm para tornar os veículos mais leves e...
Você já se perguntou por que sua fresadora CNC interrompe repentinamente a produção? Este artigo revela as etapas comuns de solução de problemas para manter sua máquina...
Nossos engenheiros de vendas estão prontamente disponíveis para responder a qualquer uma de suas perguntas e fornecer uma cotação imediata, adaptada às suas necessidades.