Saúde e segurança essenciais para técnicas de soldagem
Você sabe que a soldagem, embora essencial, pode ser repleta de riscos? Este artigo aborda aspectos cruciais de saúde e segurança...

1) Choque elétrico direto: Durante as operações de soldagem, as mãos ou partes do corpo tocam em peças eletrificadas, como pinças e eletrodos de soldagem, enquanto trocam as varetas de soldagem ou as peças de trabalho, e os pés ou outras partes do corpo estão mal isolados do solo ou de estruturas metálicas.
O choque elétrico pode ocorrer facilmente ao soldar dentro de recipientes, tubulações, em locais chuvosos e úmidos ou quando o corpo estiver suando muito. As mãos ou partes do corpo tocam cabeças de terminais, postes de terminais e fios expostos e eletrificados, resultando em choque elétrico. A soldagem perto de redes elétricas de alta tensão pode causar ruptura dielétrica e descarga sem tocar diretamente no corpo eletrificado, mas aproximando-se dele até certo ponto.
2) Choque elétrico indireto: vazamento elétrico de equipamento de soldagem causa choque elétrico quando o corpo humano toca o invólucro eletrificado, o que pode ocorrer devido a: sobrecarga do equipamento, aquecimento interno por curto-circuito, substâncias corrosivas que diminuem o desempenho do isolamento e causam vazamento; bobinas molhadas pela chuva ou umidade que causam danos ao isolamento e vazamento; vibração ou batida do equipamento de soldagem que causa danos mecânicos ao isolamento das bobinas ou dos condutores, fios danificados conectados ao núcleo de ferro ou ao invólucro que causam vazamento; queda de objetos metálicos no equipamento, conectando as partes eletrificadas ao invólucro e causando vazamento.
O choque elétrico ocorre ao tocar no isolamento danificado de fios, cabos, interruptores, etc. O choque elétrico ocorre devido ao uso de estruturas metálicas de fábrica, tubulações, trilhos de guindastes, etc., como circuito secundário para soldagem.
1) Proteção de isolamento: As partes eletrificadas expostas da máquina de solda e os postes de terminais expostos devem ter tampas de proteção intactas: Para equipamentos com conectores de soquete de encaixe, os condutores dos soquetes de encaixe devem ficar ocultos dentro do plano da placa de isolamento.
A linha principal do dispositivo deve ser colocada em um local próximo à parede, onde não seja facilmente acessível, e o comprimento geralmente não deve exceder 2 m. Quando uma tarefa temporária exigir um cabo de alimentação mais longo, ele deve ser disposto ao longo da parede ou do pilar com garrafas de porcelana para isolamento, e sua altura deve ser superior a 2,5 m acima do solo. Não é permitido arrastar o cabo de alimentação no chão. Deve haver uma passagem de pelo menos 1 m de largura entre cada dispositivo e entre o dispositivo e a parede.
2) Uso de dispositivos de desligamento automático: Para proteger o equipamento de soldagem e a segurança pessoal, devem ser instalados fusíveis, disjuntores (também conhecidos como chaves de proteção contra sobrecarga) e protetores contra choques elétricos (também chamados de chaves de fuga).
Quando a tensão sem carga da máquina de solda for alta e ela estiver operando em um local com risco de choque elétrico, deverá ser usado um dispositivo de desligamento automático sem carga para a máquina de solda. Quando o arco de soldagem é iniciado, o interruptor de energia se fecha automaticamente e, quando a soldagem é interrompida ou o Vareta de solda é alterado, o interruptor de alimentação é desconectado automaticamente. Esse dispositivo não só evita choques elétricos durante a falta de carga, mas também reduz a perda de energia do equipamento durante a falta de carga.
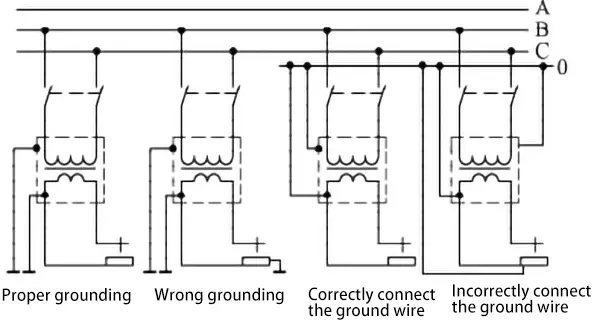
3) A máquina de solda deve adotar dispositivos de aterramento de proteção ou de aterramento neutro. O aterramento de proteção e o aterramento neutro corretos e incorretos da soldagem e das soldas são mostrados na Figura 13-1. Os condutores usados para o aterramento neutro e o aterramento da máquina de solda devem atender aos seguintes requisitos de segurança.
① Deve ter área de seção transversal suficiente. A área da seção transversal do fio de aterramento (ou neutro) é geralmente de 1/3 a 1/2 da área da seção transversal do fio de fase. Ao usar fio de alumínio, fio de cobre ou fio de aço como fio de aterramento (ou neutro), suas áreas mínimas de seção transversal não devem ser inferiores a 6 mm², 4 mm² ou 12 mm², respectivamente.
② Deve-se usar um fio inteiro, sem junções no meio.
③ A conexão entre o condutor e a máquina de solda e o corpo de aterramento (ou linha principal neutra) deve ser firme.
④ É estritamente proibido usar o condutor de aterramento (ou neutro) em série.
4) Uso de dispositivos de desligamento automático para máquinas de solda: Quando a tensão sem carga da máquina de solda for maior do que o limite especificado nos padrões atuais da máquina de solda. E a máquina estiver operando em um local com risco de contato ou em um local onde possa ocorrer um acidente secundário em caso de choque elétrico (como em uma altitude elevada). Deve ser usado um dispositivo de desligamento automático para ausência de carga.
(1) Pontos-chave da operação de segurança para equipamentos de soldagem (consulte a Tabela 13-14)
Tabela 13-14 Pontos-chave da operação de segurança para equipamentos de soldagem
| Nome do dispositivo | Pontos-chave da tecnologia de segurança |
| Máquina de solda | 1. A carcaça de soldagem deve ser aterrada, o isolamento deve estar intacto e todos os contatos devem ser firmes e confiáveis. |
| 2. Fonte de alimentação de soldagem a arco geral de alta tensão de carga: DC ≤100V, AC ≤80V: A fonte de alimentação de corte a arco de plasma de até 400V deve usar o corte automático o máximo possível e reforçar as medidas de prevenção de choque elétrico. | |
| 3. As partes expostas a energia e as partes móveis da máquina de solda devem ter tampas de proteção de segurança. | |
| 4. Quando a tensão for ≥20kV (como equipamentos de soldagem por feixe de elétrons), deve-se usar blindagem de chumbo ou operação de controle remoto. | |
| 5. A máquina de solda deve ser protegida contra colisões ou vibrações fortes. | |
| 6. O uso externo deve ter equipamento de proteção contra chuva e neve. | |
| 7. É proibido usar um interruptor de energia para várias máquinas de solda. | |
| 8. Deve ser colocado suavemente em um local bem ventilado e seco, não podendo ficar próximo a ambientes com altas temperaturas, inflamáveis e explosivos | |
| 9. É proibido colocar qualquer objeto sobre a máquina de soldagem; as pinças de soldagem e a peça de trabalho não devem ser colocadas em curto-circuito antes da partida | |
| 10. Quando a máquina de solda falha, a energia deve ser cortada antes que o eletricista a conserte | |
| Fiação da máquina de solda | 1. O comprimento do cabo de alimentação primário geralmente não deve exceder 3 m |
| 2. Quando um cabo de alimentação mais longo for temporariamente necessário, ele deve ser instalado no alto com garrafas de porcelana para isolamento, deve estar a mais de 2,5 m acima do solo e não é permitido arrastá-lo pelo chão | |
| 3. O cabo de solda e a máquina de solda devem estar firmemente conectados, e o uso de metal para fazer a ponte é estritamente proibido | |
| 4. É proibido usar os componentes metálicos de edifícios ou equipamentos como circuito de soldagem | |
| Interruptor de alimentação | 1. Cada máquina de solda deve ser equipada com um interruptor de energia dedicado independente, e é proibido que várias máquinas de solda compartilhem um interruptor de energia |
| 2. Quando a máquina de solda estiver sobrecarregada, o interruptor de energia deve ser capaz de cortar automaticamente a energia | |
| 3. Para máquinas de soldagem iniciadas com um acionador de partida, o interruptor de energia deve ser fechado primeiro e, em seguida, a máquina de soldagem deve ser iniciada | |
| Usos | A operação de sobrecarga não é permitida |
| 2. Antes de ligar a máquina de solda, as pinças de solda e a peça de trabalho não devem estar em curto-circuito | |
| 3. Operações que devem cortar a fonte de alimentação: O ajuste da corrente de soldagem deve tocar o corpo vivo; ao trocar a linha do circuito secundário; ao mover a máquina de solda; ao substituir o fusível e reparar a máquina de solda | |
| Manutenção | 1. Não coloque nenhum objeto ou ferramenta sobre a máquina de solda |
| Deve ser mantido sempre limpo | |
| 3. Verifique com frequência o aperto do cabo de soldagem e do terminal da máquina de soldagem | |
| 4. É obrigatório desconectar a fonte de alimentação depois de terminar o trabalho. |
(2) Pontos técnicos de segurança para ferramentas de soldagem (consulte a Tabela 13-15)
Tabela 13-15 Pontos técnicos de segurança para ferramentas de soldagem
| Nome da ferramenta | Pontos-chave da tecnologia de segurança |
| Pinças de soldagem e pistola de soldagem | 1. Estrutura simples, o peso da pinça de solda não excede 600 g, o que a torna mais flexível para uso |
| 2. Ter bom isolamento e desempenho de isolamento térmico, o cabo da pinça de soldagem deve ter uma boa camada de isolamento | |
| 3. A conexão entre as pinças de soldagem e o cabo deve ser firme e ter bom contato, e não deve ser exposta | |
| 4. As pinças de soldagem podem segurar a haste de soldagem em várias direções e podem substituir a haste de soldagem de forma segura e conveniente | |
| 5. A tocha de solda resfriada a água não deve apresentar vazamentos. | |
| Cabo de soldagem | 1. Os cabos devem ser selecionados de acordo com as normas, ter boa condutividade e o revestimento deve estar intacto e bem isolado, com resistência de isolamento não inferior a MΩ |
| 2. Leve e macio, fácil de operar | |
| 3. Têm melhor resistência a danos mecânicos e resistência ao calor | |
| 4. As máquinas de solda e as pinças de solda devem ser conectadas com cabos flexíveis, geralmente com comprimento não superior a 20~30 m, e não deve haver juntas no meio | |
| 5. Tem uma área de seção transversal adequada | |
| 6. É proibido colocar cabos de soldagem sobre cilindros de gás, geradores de acetileno ou outros contêineres e materiais de itens inflamáveis | |
| 7. É proibido usar estruturas metálicas de fábrica, trilhos, tubulações, instalações de aquecimento ou outros objetos metálicos para conectar e usar como cabos condutores de soldagem (1) Proibido entrar em contato com graxa e outros materiais inflamáveis (2) Ao usar o golpe de arco de alta frequência ou a estabilização do arco, o cabo de soldagem deve ter uma luva de blindagem trançada de malha de cobre (3) Verifique regularmente o desempenho do isolamento, geralmente uma vez a cada seis meses |
(3) Pontos-chave da tecnologia de segurança em operações de soldagem (consulte a Tabela 13-16)
Tabela 13-16 Pontos-chave da tecnologia de segurança em operações de soldagem
| Pontos-chave da tecnologia de segurança | |
| Antes do trabalho | 1. Use equipamentos de proteção (como roupas de trabalho, sapatos de proteção, luvas, etc.) |
| 2. Verificar o desempenho de segurança dos equipamentos e do trabalho | |
| 3. As estações de trabalho fixas devem ser equipadas com telas de proteção. | |
| Quando a soldagem começa | 1. Ao fechar o circuito, primeiro pendure as pinças de soldagem ou coloque-as em uma placa isolante |
| 2. Cubra as partes não soldadas das peças de trabalho pré-aquecidas com placas de amianto | |
| Durante o processo de soldagem | 1. Não toque nas partes energizadas com as mãos ou qualquer parte do corpo |
| 2. Estabeleça um guardião ao soldar em contêineres ou espaços confinados | |
| 3. Use luvas de solda elétrica ao trocar as varetas de solda | |
| 4. Tenha cuidado com a prevenção de incêndios e explosões. | |
| Soldagem completa | 1. Ao puxar o portão, você deve parar de soldar primeiro, usar luvas isolantes e ficar de lado |
| 2. Deixe o local somente depois que a peça de trabalho tiver esfriado |
Além de seguir as normas de segurança relevantes para a soldagem com arco de metal blindado, os seguintes pontos também devem ser observados:
1) A tensão sem carga da fonte de alimentação usada para a soldagem a arco de plasma é relativamente alta, especialmente durante a operação manual, e há risco de choque elétrico. Portanto, o equipamento deve ser colocado em uma área seca, limpa e bem ventilada. A fonte de alimentação deve ser aterrada (ou neutralizada) de forma confiável durante o uso, e a parte do corpo da pistola que é tocada pela mão deve ser isolada de forma confiável.
2) O ar comprimido utilizado deve ter um separador de umidade, e a água acumulada deve ser drenada a tempo. O ar deve ser ventilado por 3 minutos antes da soldagem e do corte para eliminar a umidade condensada na tubulação. Quando a pressão do ar comprimido for inferior a 0,3 MPa, um dispositivo de travamento automático deve ser capaz de iniciar.
3) O ponto de trabalho de soldagem deve ter uma bancada de trabalho e usar dispositivos eficazes de exaustão e purificação local, ou configurar uma bancada de trabalho com banho de água, etc.
4) O rack da peça de trabalho deve estar a mais de 400 mm acima do solo e deve ter um dispositivo local de remoção de poeira instalado.
5) É estritamente proibido pressionar o interruptor da alça aleatoriamente quando o equipamento estiver descarregado para evitar acidentes com o equipamento.
6) Não encoste o bocal na peça de trabalho ao atingir um arco; não toque nas partes eletrificadas do equipamento e, especialmente, não toque nos polos positivo e negativo da pistola de soldagem eletrificada com as duas mãos ao mesmo tempo para evitar lesões por choque elétrico.
7) Quando o material catódico na pistola de soldagem precisar ser removido e substituído devido à queima. A fonte de alimentação CC deve ser desligada primeiro. Ao substituir o eletrodo, ele deve ser resfriado antes de prosseguir. Ao retificar hastes de tungstênio (ou tungstênio cério), é melhor usar uma máquina de rebolo com spray de água e usar a máquina de rebolo corretamente.
8) A ventilação deve ser aprimorada no local para evitar que a luz do arco elétrico prejudique as pessoas. Os operadores devem usar bons protetores faciais, luvas e proteger o pescoço. Além de ter uma lente preta, o ideal é que o protetor facial tenha uma lente que absorva a luz ultravioleta.
9) Os arcos de plasma podem produzir ruídos de alta intensidade e alta frequência, especialmente durante o corte com arco de plasma de alta potência; os operadores devem usar protetores auriculares. O corte com água também pode ser usado para absorver o ruído por meio da utilização de água.
10) A soldagem e o corte a arco de plasma usam iniciação de arco de alta frequência, exigindo aterramento confiável da peça de trabalho. Após a ignição do arco de transferência, a fonte de alimentação do oscilador de alta frequência deve ser cortada imediatamente e de forma confiável.
11) Após tocar eletrodos com radioatividade com as mãos desprotegidas, as mãos devem ser lavadas com sabão imediatamente.
12) Ao usar cilindros de argônio, nitrogênio ou hidrogênio, reconheça as marcações do cilindro. O hidrogênio é um gás inflamável, portanto, tenha cuidado especial com o fogo, e não deve haver flúor e cloro por perto.
13) Os itens de proteção ao trabalho usados não devem ser levados para fora da oficina, devem ser lavados com frequência e a higiene pessoal deve ser feita antes de entrar na área de convivência.
Além de cumprir as normas de segurança relevantes da soldagem a arco com eletrodo, os seguintes pontos também devem ser observados.
1) A máquina de solda deve ser instalada em uma sala de blindagem de raios X construída com concreto de alta densidade, e também deve haver medidas de segurança para evitar a entrada acidental ou o trancamento dentro da sala de blindagem enquanto a máquina de solda estiver operando.
2) O sistema de aterramento do equipamento deve ser confiável, o fio de aterramento não deve ser conectado diretamente ao fio neutro da rede elétrica e deve ser conectado a um fio de aterramento dedicado para o equipamento, com uma resistência de aterramento de no máximo 2Ω.
3) A máquina de solda por feixe de elétrons deve ser equipada com um alarme de tensão ou outro dispositivo de intertravamento eletrônico para cortar automaticamente a energia em caso de falha.
4) Garanta isolamento suficiente para a fonte de alimentação de alta tensão e o canhão de elétrons; o teste de tensão suportável deve ser 1,5 vez a tensão nominal.
5) Ao substituir o conjunto do cátodo ou realizar manutenção, a fonte de alimentação de alta tensão deve ser desconectada e as peças a serem substituídas ou as áreas que precisam de manutenção devem ser tocadas com uma haste de descarga bem aterrada. Somente após a descarga é que as operações podem ser realizadas.
6) A área do local de trabalho geralmente não deve ser inferior a 40 m 2 e a altura da sala não deve ser inferior a 3,5 m. Para equipamentos de feixe de elétrons de alta tensão e alta potência, o equipamento de fonte de alimentação de alta tensão e o dispositivo de bombeamento a vácuo podem ser separados da sala do operador.
7) A câmara de vácuo da máquina de solda por feixe de elétrons deve ser reforçada para proteção contra raios X, com as medidas a seguir:
① Para máquinas de solda com uma tensão de aceleração inferior a 60kV, a proteção é geralmente fornecida pela espessura da placa de aço do revestimento externo da máquina.
② Para máquinas de solda com uma tensão de aceleração superior a 60kV, o revestimento externo deve ser reforçado com placas de chumbo de espessura suficiente.
③ Quando a máquina de solda por feixe de elétrons opera sob alta tensão, a janela de observação deve ser feita de vidro de chumbo, e a espessura do vidro de chumbo pode ser selecionada de acordo com o equivalente de chumbo correspondente (consulte a Tabela 13-17).
Tabela 13-17 Marcas nacionais de vidro de chumbo e seus equivalentes de chumbo correspondentes
| Grau | ZF1 | ZF2 | ZF3 | ZF4 | ZF5 | ZF6 |
| Densidade/g/cm3 | 3.84 | 4. 09 | 4.46 | 4.52 | 4.65 | 4.77 |
| Equivalente de chumbo | 0.174 | 0.198 | 0.238 | 0.243 | 0.258 | 0.277 |
Observação: O equivalente de chumbo refere-se à espessura do vidro de chumbo equivalente à espessura de uma placa de chumbo mostrada na tabela.
8) A dose de radiação de raios X do equipamento deve ser verificada regularmente para garantir que o local de operação do equipamento esteja em conformidade com os regulamentos nacionais sobre proteção contra radiação de raios X.
9) A área ao redor do equipamento deve ser bem ventilada, e dispositivos de exaustão devem ser instalados no local de trabalho para expelir oportunamente o gás de petróleo, a fumaça e outras substâncias da câmara de vácuo.
10) Use o equipamento de proteção de trabalho especificado, como toucas, roupas de trabalho, protetores para os pés, sapatos isolantes, luvas longas de couro etc., e escolha a proteção facial e as lentes com filtro apropriadas.
11) Não observe a poça de fusão a olho nu durante o processo de soldagem; se necessário, use óculos de proteção de vidro com chumbo.
12) O operador faz o monitoramento por meio de um sistema óptico ou de um sistema de televisão industrial fora da sala de blindagem. O chão onde o operador se encontra deve ser coberto com um tapete isolante, e os equipamentos, ferramentas e acessórios devem ser verificados para garantir que estejam em condições normais, intactas e convenientes de operação.
13) Ligue o equipamento de ventilação antes de conectar o equipamento de soldagem.
14) Verifique rigorosamente todas as aberturas na câmara de vácuo para garantir que estejam vedadas e evitar o escape de raios X.
15) Não toque nas partes eletrificadas do equipamento durante o trabalho.
16) Opere o canhão de elétrons com cuidado para evitar choque elétrico de alta tensão.
Além de seguir as normas de segurança relevantes da soldagem a arco com eletrodo, os seguintes pontos também devem ser observados.
1) Todas as portas de manutenção do compartimento do sistema elétrico devem ter dispositivos de intertravamento apropriados e o compartimento deve ter medidas correspondentes para descarregar o grupo de capacitores antes de entrar na porta de manutenção. O equipamento de processamento a laser deve ter várias medidas de proteção de segurança, e deve haver sinais de aviso de perigo claros e sinais no equipamento de processamento a laser, como "Perigo de laser", "Perigo de alta tensão", etc.
2) O sistema de caminho óptico do laser deve ser o mais fechado possível, como a transmissão do laser por meio de um tubo de metal, para evitar a exposição direta: se o caminho óptico do laser não puder ser completamente fechado, a altura do feixe deve ser organizada para evitar órgãos importantes, como olhos e cabeça, permitindo que o laser passe acima da altura de uma pessoa.
3) A mesa de processamento a laser deve ser protegida com vidro ou materiais similares para evitar a luz refletida.
4) A área de processamento a laser deve ser isolada com cercas, divisórias, telas, etc., para evitar que pessoas não autorizadas entrem na área de risco.
5) Placas de advertência e dispositivos de proteção proeminentes devem ser instalados ao redor da área de controle, e uma placa de terminação deve ser instalada no terminal do feixe para atenuar o feixe.
6) Os operadores de laser e os trabalhadores de processamento devem estar equipados com óculos de proteção contra laser e usar roupas de trabalho brancas para reduzir o impacto da reflexão difusa.
7) Somente pessoal experiente tem permissão para operar o laser e realizar o processamento a laser.
8) A área de soldagem deve ser equipada com ventilação eficaz ou equipamento de exaustão.
Além de cumprir as normas de segurança relevantes para a soldagem com arco de metal blindado, os seguintes pontos também devem ser observados.
1) Verifique cuidadosamente se a parte elétrica, a fonte de água e a camisa de água estão desobstruídas e se o maquinário está funcionando normalmente.
2) Verifique cuidadosamente se o ânodo está apertado e se há um curto-circuito entre o ânodo e o ânodo, o ânodo e o módulo, o ânodo e a camisa de água.
3) A água de resfriamento do transformador e da camisa de água deve ser ligada antes que a energia possa ser ligada. Quando o equipamento elétrico falha, deve-se procurar um eletricista para fazer os reparos a tempo.
4) O módulo de soldagem deve ser colocado com firmeza e não deve ser inclinado. A camisa de água e o módulo devem ser firmemente fixados para evitar vazamento de escória. O fio terra e o módulo devem ser soldados com firmeza.
5) Depois de iniciar o arco e gerar escória, teste a profundidade da poça de escória. A sonda deve ser testada para baixo ao longo da camisa de água, e a sonda não deve tocar a camisa de água ou o eletrodo para evitar perfurar a camisa de água e causar uma explosão. Óculos de proteção devem ser usados durante o trabalho para evitar lesões oculares causadas pela luz do arco.
6) As pessoas não podem ficar nos dois lados do módulo de soldagem. Se a escória fluir, ela deverá ser bloqueada a tempo.
7) Uma pessoa dedicada deve comandar quando um operador de guindaste levantar peças de trabalho ou módulos.
8) Os operadores não podem sair de suas estações de trabalho enquanto trabalham.
Além de cumprir as normas de segurança relevantes da soldagem a arco com eletrodo, os seguintes pontos também devem ser observados.
1) A máquina de solda por resistência com armazenamento de energia deve ter um mecanismo de intertravamento na porta de controle selada, que deve causar curto-circuito no capacitor quando a porta for aberta. As chaves de operação manual também devem incluir medidas de segurança contra curto-circuito do capacitor.
2) Antes de iniciar o trabalho, verifique cuidadosamente e de forma abrangente o equipamento de solda por resistência para garantir que o sistema de água de resfriamento, o sistema pneumático e o sistema elétrico estejam em condições normais e ajuste os parâmetros de soldagem para atender aos requisitos do processo.
3) Use equipamentos de proteção individual, como toucas, roupas de trabalho, óculos de proteção, botas isolantes, luvas etc., e ajuste a almofada isolante ou o dispositivo de plataforma de madeira.
4) Ao ligar a máquina de solda, abra primeiro a válvula de água de resfriamento para evitar que a máquina de solda se queime.
5) Durante a soldagem, a porta do gabinete do dispositivo de controle da máquina de solda deve estar fechada.
6) A manutenção e o ajuste do dispositivo da caixa de controle devem ser realizados por profissionais.
7) As máquinas de solda duplex e com várias estações devem ser equipadas com botões de parada de emergência em cada estação.
8) O pedal da máquina de solda deve ter uma tampa protetora resistente para evitar ativação acidental.
9) A estrutura da máquina de solda portátil deve suportar as vibrações geradas durante a operação, o transformador suspenso deve ter um dispositivo de proteção contra quedas e deve ser verificado regularmente.
10) O ponto de trabalho da máquina de solda por resistência deve ter defletores ou telas de proteção para evitar faíscas e respingos da peça de trabalho. Os olhos do operador devem evitar a direção dos respingos de faísca para evitar queimaduras oculares.
11) Os operadores de soldagem de costura devem prestar atenção à direção de rotação do eletrodo para evitar que o rolo corte os dedos.
O local onde a máquina de solda é colocada deve ser mantido seco, e o chão deve ser coberto com placas antiderrapantes. Os soldadores de máquinas de solda externas resfriadas a água devem usar botas isolantes durante o trabalho.
Não toque a superfície da esfera da cabeça do eletrodo com as mãos ao usar o equipamento, para evitar queimaduras.
Segure as peças de trabalho com firmeza, mantenha uma certa distância dos eletrodos com as duas mãos e não coloque os dedos entre as duas peças a serem soldadas. As peças de trabalho devem ser empilhadas de forma estável e organizada, e deve ser deixada uma passagem.
Não deve haver materiais inflamáveis e explosivos perto da área de trabalho, o local de trabalho deve ser bem ventilado e manter um ambiente seguro e limpo. Os locais de trabalho fechados com muita poeira devem ter equipamentos de remoção de poeira.
A manutenção e o ajuste do dispositivo da caixa de controle devem ser realizados por profissionais.
Após o término do trabalho de soldagem, as fontes de energia e de gás devem ser desligadas. A água de resfriamento deve ser desligada depois de se estender por 10 minutos. Em temperaturas baixas, a água no canal também deve ser drenada para evitar o congelamento.
Além de cumprir as normas de segurança relevantes da soldagem a arco com eletrodo, os seguintes pontos também devem ser observados:
A carcaça do gerador de alta frequência e o transformador de saída devem ser aterrados, e a resistência de aterramento deve ser inferior a 4Ω.
Deve-se instalar um interruptor nas portas que são abertas e fechadas com frequência, para garantir que a máquina de soldagem só possa ser iniciada quando a porta estiver fechada.
3) Coloque tapetes de borracha isolante de 35kV resistentes à pressão ao redor da máquina de solda e na posição de operação do trabalhador.
4) Antes de ligar a máquina de solda, verifique o sistema de água de resfriamento. A energia pode ser ligada para pré-aquecer o tubo de oscilação somente depois que a água de resfriamento estiver funcionando normalmente.
5) Quando a energia for desligada para manutenção, o interruptor da fonte de alimentação da máquina de solda deve ser cortado. Depois de abrir a porta da máquina de solda, descarregue cada grupo de capacitores antes de iniciar a manutenção. Geralmente, não é permitida a manutenção em funcionamento. Em casos especiais, a equipe de manutenção precisa usar sapatos e luvas isolantes e ser supervisionada por uma pessoa dedicada.
6) Os condutores de alta frequência expostos fora do chassi do equipamento de alta frequência devem ser blindados com placas finas de alumínio ou cobre para evitar os efeitos dos campos eletromagnéticos de alta frequência no corpo humano e nos objetos ao redor. A intensidade do campo elétrico no local de trabalho deve ser inferior a 40 V/m.
A soldagem ultrassônica usa corrente de alta frequência, eliminando o risco de choque elétrico. Além disso, não há chamas ou respingos durante a soldagem, o que a torna relativamente segura.
1) Cumpra os regulamentos relevantes para o uso seguro da eletricidade.
2) As peças rotativas de alta velocidade do soldagem por fricção A máquina deve ser coberta com tampas e defletores de proteção adequados.
3) As máquinas de solda por fricção de produção contínua devem prestar atenção ao intertravamento e à proteção entre cada ação.
4) O botão de parada de emergência para o estacionamento do eixo da máquina de solda e a liberação de pressão devem ser instalados em um local visível e conveniente.
5) Os operadores de máquinas de solda por fricção devem usar roupas de trabalho e óculos de proteção.
1) Os explosivos e detonadores são estritamente proibidos de serem transportados juntos e devem ser armazenados separadamente. Os explosivos, detonadores e fusíveis não devem ficar próximos a fontes de fogo ou calor.
2) Todo o pessoal deve estar em conformidade com as políticas e regulamentações nacionais relevantes, aceitar a supervisão dos departamentos de segurança e proteção, passar por treinamento e avaliação do trabalho e obter um certificado de operação.
3) O pessoal de armazenamento de explosivos deve estar de plantão dia e noite, e não é permitida a entrada de pessoas de fora; explosivos, detonadores, cabos de escorva e outros itens pirotécnicos devem ser armazenados separadamente por categoria, e seu armazenamento e recuperação devem ser rigorosamente gerenciados para garantir que os registros correspondam aos itens reais.
4) O local da explosão deve estar localizado longe de edifícios e ter uma área de alerta e sinais de alerta claros, com alguém especificamente designado para protegê-lo.
5) Todo o pessoal deve trabalhar sob o comando do líder do turno e do oficial de segurança; as operações no local devem ser realizadas de acordo com o processo predeterminado, especialmente os detonadores e iniciadores devem ser mantidos e usados por uma pessoa do início ao fim, e não por duas ou mais pessoas ao mesmo tempo.
6) Após a conclusão da instalação do processo, todo o pessoal e os itens sobressalentes devem ser retirados para uma área segura, e todo o pessoal deve estar preparado para proteção e segurança contra som e vibração, e o comando para detonar os explosivos só pode ser emitido quando for confirmado que nenhum acidente ocorrerá.
7) Todo o pessoal deve trabalhar sob o comando da pessoa responsável, e as operações no local devem ser realizadas de acordo com o fluxo de processo predeterminado.
8) Após a explosão de explosivos, a equipe deve aguardar 3 minutos antes de entrar no local. Em caso de falha na ignição, é necessário aguardar 3 minutos antes de entrar no local para inspeção e manuseio.
9) É estritamente proibido trazer fontes de fogo para o local de trabalho.
10) Após cada fase do trabalho de detonação, deve ser realizado um resumo de segurança para identificar possíveis acidentes e eliminar perigos ocultos.
Além de estar em conformidade com os regulamentos relevantes da soldagem a arco com eletrodo, os seguintes pontos também devem ser observados:
1) A corrente durante a goivagem é grande, deve corresponder à potência da máquina de solda e, quando usada continuamente, deve-se tomar cuidado para evitar a sobrecarga da máquina de solda para evitar que ela se queime.
2) Tente usar hastes de carbono dedicadas à goivagem com arco de carbono para evitar a produção de muito gás e poeira nocivos.
3) Durante a goivagem, há muita poeira e fumaça, porque as hastes de carbono são feitas com asfalto para se unir e são revestidas de cobre na superfície. Portanto, a poeira contém uma fração de massa de 1%~1,5% de cobre, e os gases nocivos produzidos contêm benzo(a)pireno altamente tóxico. Portanto, os operadores devem usar máscaras com suprimento de ar. O local de trabalho deve adotar medidas de exaustão de fumaça e remoção de poeira e melhorar a ventilação. Para controlar a poluição da poeira, pode-se aplicar a goivagem com arco de água.
A goivagem com arco de água é feita adicionando um dispositivo de abastecimento de água e um sistema de abastecimento de água ao equipamento de goivagem original e fazendo pequenas modificações na pistola de goivagem. Durante a goivagem com arco de água, uma névoa de água dispersa é obtida por meio de um dispositivo de abastecimento de água razoável para garantir que a pistola de goivagem emita uma névoa de água reta, atingindo o objetivo de eliminação de fumaça e supressão de poeira.
4) Durante a goivagem, uma grande quantidade de metal líquido de alta temperatura e óxidos é expelida por baixo do arco, e deve-se tomar cuidado para evitar queimaduras ou incêndios.
5) O ruído é bastante alto durante o aplainamento, e o operador deve usar protetores auriculares.
6) Ao trabalhar ao ar livre, opere a favor do vento e preste atenção à segurança contra incêndios no local.
7) Ao operar em contêineres ou compartimentos, o espaço estreito não deve ser muito pequeno, e as medidas de ventilação e remoção de poeira devem ser reforçadas.
8) Durante o aplainamento, não é permitido interromper o ar comprimido para evitar queimar a pistola da plaina.
9) O comprimento da haste de carbono que se projeta durante o aplainamento não deve ser inferior a 30 mm.
10) Não permita que o cabeçote de cobre da pistola da plaina entre em curto-circuito com a peça de trabalho antes que a energia seja desligada.
(1) Carbeto de cálcio (CaC 2 )
O carbeto de cálcio reage com a água para produzir acetileno e cal apagada. Quando a água é insuficiente, o calor gerado pela decomposição do carbeto de cálcio pode fazer com que a temperatura na área de reação aumente muito, fazendo com que o carbeto de cálcio superaqueça violentamente, levando à explosão da mistura de acetileno e ar. Em geral, é preferível uma proporção de carboneto de cálcio para água de 1:5 a 15.
Quanto menor o tamanho da partícula de carbeto de cálcio, maior a velocidade de decomposição do carbeto de cálcio. Para evitar que o carbeto de cálcio se decomponha muito rapidamente e cause superaquecimento, o tamanho da partícula de carbeto de cálcio usado em geradores de acetileno é geralmente de 4 a 80 mm, sendo preferível 50 a 80 mm. As partículas de carbeto de cálcio menores que 2 mm emitem imediatamente fumaça amarela e geram muito calor em contato com a água, portanto, não devem ser usadas.
(2) Acetileno (C 2H 2 )
O acetileno, também conhecido como gás carbureto, tem uma estrutura covalente trivalente insaturada que é altamente instável, sofrendo facilmente reações de polimerização e decomposição, causando acidentes de combustão e explosão.
O ponto de autoignição do acetileno é 335°C. Na pressão atmosférica, quando a temperatura ultrapassa 580°C, pode causar combustão e explosão. O ponto de autoignição de uma mistura de acetileno e ar é de 305°C, e até mesmo uma pequena faísca pode causar uma explosão. O acetileno pode explodir quando combinado com cloro gasoso ou hipoclorito sob luz solar ou calor. O contato prolongado do acetileno com o cobre ou a prata pode formar compostos explosivos de acetileto de cobre e acetileto de prata, que podem explodir com um leve impacto ou atrito.
O risco de explosão é muito baixo quando o acetileno é misturado com nitrogênio, monóxido de carbono, vapor ou dissolvido em acetona líquida. Portanto, os cilindros de acetileno são preenchidos com um enchimento poroso embebido em acetona para armazenar o acetileno de forma estável e segura dentro do cilindro.
Vários catalisadores podem causar a explosão da decomposição do acetileno sob determinadas temperaturas e pressões. Com base na experiência, a tabela 13-18 mostra as temperaturas mais baixas para a explosão de decomposição do acetileno por vários catalisadores a uma pressão de 0,4 MPa.
Tabela 13-18 O efeito de vários catalisadores na explosão de decomposição do acetileno
| Impurezas em pó | Temperatura de início da explosão de decomposição/℃ |
| Limalhas de ferro | 520 |
| Limalhas de latão | 500~520 |
| Limalhas de cobre puro | 460 |
| Carvão ativado | 400 |
| Hidróxido de ferro | 280~300 |
| Óxido de ferro | 280 |
| Óxido de cobre | 240 |
| Hidróxido de potássio | 170 |
(3) Gás liquefeito de petróleo
É um subproduto da indústria de refino de petróleo, uma mistura de vários gases combustíveis.
O gás de petróleo existe na forma gasosa à pressão atmosférica, mas pode ser liquefeito com uma leve pressão (0,8 a 1,5 MPa). O gás de petróleo é volátil e, quando flui como líquido, pode se difundir em um volume de gás 250 a 300 vezes maior. Ele tem um ponto de fulgor baixo, sendo que o principal componente, o propano, tem um ponto de vapor de -42°C e um ponto de fulgor de -20°C, o que o torna altamente inflamável em baixas temperaturas.
Quando o ar contém 3,5%~16,3% de gás liquefeito de petróleo (fração de volume), pode ocorrer uma explosão. O ponto de autoignição do gás liquefeito de petróleo é de cerca de 500°C, o que é mais seguro de usar do que o acetileno. A temperatura da chama do gás liquefeito de petróleo é mais baixa do que a do acetileno, portanto, o tempo de pré-aquecimento durante o corte a gás precisa ser um pouco mais longo. Ao acender, use uma chama aberta, primeiro acenda o graveto e depois ligue o gás, não inverta a ordem.
(4) Hidrogênio
O hidrogênio é altamente ativo quimicamente e pode sofrer uma reação explosiva violenta com o flúor em temperatura ambiente; sob a ação da luz, o hidrogênio pode queimar e explodir com o cloro; o hidrogênio misturado com o ar pode formar um gás detonante.
O hidrogênio é um gás inflamável, com um ponto de autoignição no ar de cerca de 510°C. O hidrogênio misturado com ar ou oxigênio pode formar uma mistura de gás inflamável e explosiva, que explodirá quando encontrar uma chama aberta ou outra fonte de calor, e a explosão é mais poderosa do que a de vapores líquidos inflamáveis comuns.
(5) Oxigênio
O oxigênio em si não queima, mas tem um forte efeito de apoio à combustão. O oxigênio de alta pressão (pressão superior a 3MPa) em contato com a graxa (óleo mineral industrial geral) pode causar a ignição espontânea da graxa. O oxigênio em contato com tecidos de fibra orgânica também pode entrar em combustão espontânea. O oxigênio líquido tem fortes propriedades oxidantes, e gotas de oxigênio líquido na mão, no rosto ou em outras partes do corpo podem causar queimaduras ou congelamento.
Algumas substâncias, como carbono, negro de fumo, turfa, fibras de lã, etc., quando embebidas em oxigênio líquido, explodem violentamente sob uma determinada força de impacto. Portanto, a boca do cilindro de oxigênio, as tubulações, as interfaces etc. não devem entrar em contato com graxa e matéria orgânica. O oxigênio pode se misturar com todos os gases combustíveis para formar misturas explosivas e tem uma ampla faixa de limites de explosão.
(6) Faixa de conteúdo explosivo de gases combustíveis (limites de explosão)
A faixa de conteúdo de vários gases combustíveis na mistura explosiva é mostrada na Tabela 13-19.
Tabela 13-19 Faixa de conteúdo explosivo de gases combustíveis na mistura
| Nome do gás | Conteúdo de gás combustível no gás misturado (fração de volume, %) | |
| No ar | Em oxigênio | |
| Acetileno | 2.2~81 | 2.8~93 |
| Hidrogênio | 3.3~81.5 | 4. 45~93.9 |
| Monóxido de carbono | 11. 4~77.5 | 15.5~93.9 |
| Metano | 4.8~16.7 | 5~59.2 |
| Etileno | 2.75 ~26. 6 | 4.1~61.8 |
| Etano | 3.12~15 | 4.1~50.5 |
| Propano | 2.17~9.5 | 2.3~55 |
| Butano | 1.55~8.4 | - |
| Gás da cidade | 3.8 ~24.8 | 10~73.6 |
| Gás de forno de coque | 7. 0~21 | - |
| Gás natural | 4. 8 ~14 | 3.2~64 |
| Gás liquefeito de petróleo | 2~10 | - |
| Vapor de benzeno | 0.7~6 | 2.1~28.4 |
| Vapor de querosene | 1.4~5.5 | - |
Os geradores de acetileno são equipamentos para a produção de acetileno. A pressão máxima de trabalho dos geradores de acetileno usados na produção de solda não deve exceder 0,15 MPa. Os geradores com pequena produção de gás (0,5 m 3 /h, 1m 3 /h) são móveis para uso individual, e aqueles com grande produção de gás (5m 3 /h, 10m 3 /h) são usados para estações de acetileno.
O documento "Welding and Cutting Safety" (GB9448-1999) proibiu explicitamente o uso de geradores de acetileno de tambor flutuante. Atualmente, os departamentos de trabalho de muitas cidades em nosso país proibiram explicitamente o uso de geradores de acetileno móveis nas cidades, exigindo o uso de acetileno dissolvido engarrafado. Os pontos técnicos de segurança dos geradores de acetileno são mostrados na Tabela 13-20.
Tabela 13-20 Pontos técnicos de segurança dos geradores de acetileno
| Item | Pontos-chave da tecnologia de segurança |
| Projeto e fabricação | Cumprir as normas e os requisitos das "Regulamentações de Supervisão de Segurança de Vasos de Pressão"; aprovado pelo departamento nacional de trabalho; é proibido fazer o próprio produto, imitar ou modificar. |
| Materiais de fabricação | Proibir o uso de cobre puro, prata ou ligas de cobre que contenham mais de 70% de cobre para fabricar várias peças ou ferramentas aleatórias em contato com acetileno |
| Dispositivo de segurança | Preventivo de revenimento; válvula de segurança; disco de ruptura; manômetro; termômetro (gerador de acetileno fixo) |
| Gerador de acetileno de média pressão (a pressão máxima de trabalho permitida é de 0,15 MPa) | A água deve ser limpa e suficiente; os blocos de carbeto de cálcio devem ter 50~80 mm, proibindo o uso de fragmentos. A temperatura mais alta da água na zona de decomposição do carbureto de cálcio não deve exceder 95°C e a temperatura da câmara de gás não deve exceder 80°C; a distância horizontal entre o gerador de acetileno em uso e chamas abertas, pontos de faísca, linhas de alta tensão, etc., não deve ser inferior a 10 m; a câmara de gás, a câmara de compressão de gás e o dispositivo de prevenção de contrafogo do gerador de acetileno devem ter áreas correspondentes de membranas de alívio de pressão. É proibido exceder a pressão máxima de trabalho ou o uso de sobrecarga; depois que o novo carbeto de cálcio for carregado e o gás for produzido, o gás misturado que permanecer no contêiner e na tubulação deve ser descarregado primeiro; no final do trabalho, as cinzas e a sujeira no gerador devem ser removidas e limpas. |
| Colocação de geradores de acetileno móveis | A distância horizontal de chamas abertas, pontos de faísca e linhas de alta tensão não deve ser inferior a 10 m; é proibido colocá-los na entrada de ar de ventiladores, estações de compressores de ar, estações de produção de oxigênio etc.; é proibido colocá-los nas trilhas de circuitos elétricos ou nos objetos de aterramento de componentes metálicos. |
| Manutenção | Medidas de segurança rigorosas devem ser tomadas antes da manutenção; após a manutenção, ela deve ser qualificada pelo departamento competente ou pela unidade relevante designada. |
1) Tecnologia de segurança para o uso de cilindros de gás: O enchimento, o uso, a inspeção técnica, o armazenamento e o gerenciamento do transporte de cilindros de gás devem ser realizados de acordo com os "Regulamentos de Supervisão de Segurança para Cilindros de Gás" e os "Regulamentos de Supervisão de Segurança para Cilindros de Acetileno Dissolvido", e os pontos principais da tecnologia de segurança para o uso de cilindros de gás são mostrados na Tabela 13-21.
Tabela 13-21 Pontos-chave da tecnologia de segurança para o uso de cilindros de gás
| Tipo de cilindro | Pontos-chave da tecnologia de segurança |
| Cilindros de gás comprimido (oxigênio, hidrogênio) | Não se aproxime de fontes de calor; não se exponha à luz do sol; tenha anéis antivibração e não deixe o cilindro de gás cair ou sofrer impacto; use uma tampa de segurança para evitar que a válvula do cilindro se quebre e cause acidentes; a distância entre cilindros de oxigênio, cilindros de gás inflamável e chamas abertas deve ser superior a 10 m; o gás no cilindro não deve ser totalmente consumido, deve haver uma pressão residual de 0.1~0,2MPa; é estritamente proibido que os cilindros de oxigênio sejam contaminados com óleo; não opere a válvula da garrafa muito rapidamente ao abri-la; se a válvula da garrafa estiver congelada, ela pode ser descongelada com água quente ou vapor; o aquecimento por chama é estritamente proibido; os cilindros de hidrogênio e as tubulações e equipamentos em contato com o hidrogênio devem ter dispositivos de aterramento bons e confiáveis para evitar que a eletricidade estática cause autoignição. |
| Cilindro de gás liquefeito de petróleo | Os cilindros de gás não devem ser enchidos com líquido, devem deixar 10%~20% do volume para o espaço de gaseificação para evitar que o líquido se expanda com o aumento da temperatura ambiente e provoque o estouro do cilindro de gás; os materiais da mangueira e da gaxeta devem ser feitos de materiais resistentes a óleo; não exponha à luz do sol, a sala de armazenamento deve ser bem ventilada, chamas abertas são estritamente proibidas em ambientes fechados; Não deve haver vazamento de gás na válvula do botijão e nas juntas da tubulação; preste atenção ao desgaste e à corrosão das roscas nas juntas da tubulação, para evitar que o gás seja pulverizado sob pressão; os cilindros de gás são estritamente proibidos de serem cozidos no fogo ou aquecidos com água fervente; no inverno, podem ser aquecidos com água morna abaixo de 40°C; não despeje o resíduo por conta própria, para evitar desastres em caso de incêndio; evite estritamente o vazamento de gás. |
| Dissolva o frasco de acetileno | Só pode ser colocado na posição vertical, não deitado, para evitar que a acetona escorra; o restante é igual aos requisitos para cilindros de oxigênio. |
Os pontos principais da tecnologia de segurança para ferramentas de corte e soldagem a gás são mostrados na Tabela 13-23.
Tabela 13-23 Pontos técnicos de segurança para ferramentas de corte e soldagem a gás
| Nome da ferramenta | Pontos-chave da tecnologia de segurança |
| Regulador de pressão de gás | (1) Deve-se selecionar um redutor de pressão especial compatível com as características do gás, sendo proibida a troca ou substituição. |
| (2) Instale com firmeza; ao usar conexões rosqueadas, deve ser apertado por mais de 5 voltas; ao usar braçadeiras especiais para prensagem, a braçadeira deve ser plana e firme. | |
| (3) É proibido usar algodão, corda de cânhamo ou borracha em geral como junta de vedação do redutor de pressão de oxigênio. | |
| (4) Os redutores de pressão usados para cilindros de gás liquefeito de petróleo e gás acetileno dissolvido devem estar localizados na parte mais alta do cilindro para evitar que o líquido flua para fora do cilindro. | |
| (5) Ao usar dois tipos de gases para soldagem ao mesmo tempo, a extremidade de saída do redutor de pressão deve ser equipada com uma válvula de retenção. | |
| (6) A sequência de liberação de pressão do redutor de pressão é: fechar a válvula do cilindro de gás de alta pressão - liberar todo o gás residual do redutor de pressão - soltar a haste de ajuste de pressão para que o ponteiro caia para 0. | |
| Mangueira de borracha | (1) A mangueira de oxigênio para soldagem e corte é preta, capaz de suportar uma pressão de 1,5~2MPa; a mangueira de acetileno é vermelha, capaz de suportar uma pressão de 0,5~1MPa. As duas não podem ser usadas de forma intercambiável. |
| (2) Ao conectar a mangueira ao conduíte (supressor de chamas, barramento), os diâmetros devem corresponder um ao outro e ser firmemente fixados com braçadeiras de mangueira. | |
| (3) Para a conexão das seções da mangueira de acetileno, devem ser usados tubos de cobre ou tubos de aço inoxidável com uma fração de massa de cobre inferior a 70%. | |
| (4) Antes de iniciar o trabalho, o gás residual na mangueira de borracha deve ser limpo com um sopro e, em seguida, iniciar o trabalho | |
| (5) É proibido o uso de mangueiras de borracha danificadas por tiros pela culatra | |
| (6) Evite que a mangueira de borracha fique engordurada ou entre em contato com metal em brasa | |
| (7) O comprimento da mangueira de borracha não deve ser inferior a 5 m, de preferência de 10 a 15 m | |
| Tocha de solda e tocha de corte | (1) Antes de usar, verifique se as vias aéreas estão desobstruídas, a capacidade de sucção e a estanqueidade, e faça a manutenção regularmente |
| (2) É proibido esfregar o bocal da tocha de soldagem ou de corte contra uma superfície plana para desobstruí-lo durante o uso | |
| (3) Tochas de soldagem e corte de alta potência devem ser acesas com um dispositivo de ignição, e o uso de fósforos comuns é proibido para evitar queimaduras |
1) Consulte a Tabela 13-24 para saber os pontos técnicos de segurança do local de trabalho de soldagem e corte a gás.
Tabela 13-24 Pontos técnicos de segurança do local de trabalho
| Pontos-chave da tecnologia de segurança | |
| Requisitos para o local de trabalho | (1) Os locais de trabalho de soldagem e corte a gás devem ter equipamentos de prevenção de incêndio. |
| (2) É proibido trabalhar em locais de trabalho de soldagem e corte a gás nas seguintes condições: quando houver uma grande quantidade de objetos inflamáveis armazenados e não for possível tomar medidas de proteção; quando houver formação de vapores inflamáveis ou explosivos ou acúmulo de poeira explosiva. | |
| (3) Materiais inflamáveis e explosivos devem ser mantidos a mais de 10 m de distância do local de trabalho. | |
| (4) Preste atenção à melhoria da ventilação e à eliminação de gases nocivos e fumaça no local de trabalho para evitar acidentes por envenenamento. |
(2) Consulte a Tabela 13-25 para obter os requisitos técnicos de segurança das operações reais de soldagem e corte a gás.
Tabela 13-25 Principais pontos técnicos de segurança para operações reais
| Pontos-chave da tecnologia de segurança | |
| Operação prática | (1) É proibido que a pressão máxima de trabalho do acetileno exceda 147 kPa. |
| (2) Apenas uma tocha de solda ou uma tocha de corte é permitida em cada redutor de oxigênio e redutor de acetileno. | |
| (3) Antes da operação, verifique se há algum vazamento de gás na conexão entre a mangueira de oxigênio, a mangueira de acetileno e a tocha de soldagem ou corte, e verifique se o bocal de soldagem ou corte está bloqueado. | |
| (4) Ao soldar a gás ou cortar contêineres, tubulações e equipamentos que tenham contido materiais inflamáveis e explosivos, oxidantes fortes ou substâncias tóxicas, eles devem ser completamente limpos antes de prosseguir com o trabalho. | |
| (5) Ao soldar e cortar com gás e trabalhar em trincheiras, túneis, tubulações, contêineres e áreas semifechadas estreitas e mal ventiladas, a tocha de soldagem e a tocha de corte com gás misturado devem ser depuradas no chão e o fogo deve ser aceso adequadamente. É proibido depurar e acender o fogo no local de trabalho. Tanto a tocha de soldagem quanto a tocha de corte devem ser carregadas para dentro e para fora pela pessoa. | |
| (6) Ao soldar e cortar com gás em contêineres, tanques, barris e cabines fechadas, os orifícios das peças de trabalho de soldagem e corte devem ser abertos primeiro para permitir a circulação de ar no interior, a fim de evitar envenenamento e queimaduras nos soldadores a gás. Se necessário, uma pessoa dedicada deve ficar de guarda. Após a conclusão do trabalho e durante as pausas, a tocha de soldagem, a tocha de corte e a mangueira devem ser carregadas para dentro e para fora pela pessoa, e é proibido deixá-las no local de trabalho. | |
| (7) É proibido realizar soldagem e corte a gás em contêineres, tanques, gabinetes e tubulações que estejam sob pressão, tensão ou ambos. A pressão deve ser liberada e o fornecimento de gás e energia deve ser cortado antes do início do trabalho. | |
| (8) Para soldagem e corte em grandes altitudes, o alcance da zona de perigo deve ser determinado com base na altura de trabalho e nas condições ambientais. É proibido armazenar materiais inflamáveis e explosivos e fazer com que o pessoal permaneça abaixo da área de trabalho e dentro da zona de perigo. | |
| (9) Os soldadores e cortadores de gás devem usar as roupas de trabalho, luvas e óculos de proteção prescritos. | |
| (10) Os soldadores a gás que trabalham em alturas devem ter escadas, plataformas de trabalho, cintos de segurança, capacetes de segurança, bolsas de ferramentas e outras ferramentas e equipamentos de proteção intactos. | |
| (11) O corte de materiais metálicos diretamente sobre o piso de cimento pode causar explosões, e devem ser tomadas medidas para evitar que faíscas causem queimaduras. | |
| (12) A soldagem a gás e o corte a gás em peças de trabalho e equipamentos pendurados em ganchos de guindastes são proibidos. | |
| (13) As operações ao ar livre devem interromper o trabalho de soldagem e corte a gás ao se deparar com ventos fortes ou chuva de nível seis. | |
| (14) Em caso de contrafogo durante a soldagem a gás, a válvula de ajuste do acetileno deve ser fechada imediatamente, seguida pela válvula de ajuste do oxigênio; se ocorrer contrafogo durante o corte a gás, a válvula de ajuste do oxigênio de corte deve ser fechada primeiro, depois as válvulas de ajuste do acetileno e do oxigênio. | |
| (15) Quando o redutor de pressão de uma mangueira de acetileno ou de um cilindro de acetileno explodir, a válvula principal do cilindro de acetileno ou do gerador de acetileno deve ser imediatamente fechada. | |
| (16) Quando uma mangueira de oxigênio explode e queima, a válvula principal do cilindro de oxigênio deve ser imediatamente fechada | |
| (17) Os geradores de acetileno, os dispositivos contra incêndio, os cilindros de oxigênio e os redutores de pressão devem ser protegidos contra congelamento. O descongelamento deve ser feito com água quente, e é proibido usar chamas abertas ou gravetos para descongelar | |
| (18) A detecção de vazamentos no sistema de acetileno pode ser feita com a aplicação de água com sabão, e é estritamente proibido usar chamas abertas para a detecção de vazamentos | |
| (19) Quando o carbeto de cálcio e o gás acetileno pegarem fogo, use areia seca, CO 2 ou extintores de pó seco para apagar o fogo | |
| (20) Após o término do trabalho de soldagem ou corte de gás, a válvula do cilindro de oxigênio e a válvula do cilindro de acetileno devem ser fechadas firmemente e, em seguida, o parafuso de ajuste do redutor de pressão deve ser afrouxado |
Os soldadores que realizam operações de soldagem e corte em alturas em que há uma queda potencial de 2 m (incluindo 2 m) ou mais, denominadas operações de soldagem em alta altitude, também conhecidas como operações em alta altitude. Além de obedecer às normas gerais de segurança para operações de soldagem e corte, deve-se prestar atenção especial aos riscos de choque elétrico, incêndio, quedas de altura e impactos de objetos em locais altos.
1) Ao trabalhar em alturas, devem ser usados cintos de segurança à prova de fogo que atendam aos padrões; o cinto de segurança deve ser pendurado em uma posição alta e usado em uma posição baixa, e deve ser preso e usado com segurança. Se for usada uma corda de segurança, seu comprimento não deve exceder 2 m.
2) As pranchas do andaime usadas para operações de soldagem e corte em alta altitude devem ser inspecionadas com antecedência, e não devem ser usadas pranchas com corrosão ou danos mecânicos ou pranchas mistas de ferro e madeira. A largura da passarela da prancha do andaime para o tráfego de pedestres em fila única não deve ser inferior a 0,6 m. A largura para o tráfego de pedestres em fila dupla não deve ser inferior a 1,2 m, a inclinação não deve ser superior a 1:3 e a superfície da prancha deve ser pregada com tiras antiderrapantes. A parte externa do andaime deve ser equipada com grades de proteção ou corrimãos, conforme necessário. Mantenha-se firme e seguro quando estiver trabalhando.
3) A escada de escalada deve ser colocada de forma estável para evitar escorregões ou tombamentos. O ângulo entre uma única escada e o chão deve ser de cerca de 60°. Ao usar uma escada com estrutura em A, o ângulo entre os dois lados deve ser de cerca de 45° e ela deve ser firmemente enganchada com um gancho cruzado limitador. Não é permitido que duas pessoas estejam na mesma escada ou no mesmo lado de uma escada de estrutura em A ao mesmo tempo, nem é permitido trabalhar no degrau superior da escada.
4) A instalação de redes de proteção deve ser mais alta do lado de fora e mais baixa do lado de dentro, colocadas de forma plana, sem lacunas, e todos os detritos na rede de proteção devem ser limpos o tempo todo. A rede de proteção deve ser elevada à medida que o ponto de trabalho sobe. Se a rede de proteção estiver danificada, ela deverá ser substituída conforme necessário.
5) É estritamente proibido enrolar fios de cabos, mangueiras de acetileno ou oxigênio ao redor do corpo ou carregá-los nas costas durante as operações.
6) Não é adequado trabalhar ao ar livre quando estiver nevando, e o trabalho em altitude elevada é proibido quando estiver chovendo ou houver um vento forte de nível 6 ou superior.
7) Ao subir em locomotivas, caldeiras, vagões de carvão, veículos, etc., para trabalhar, o objeto a ser escalado deve ser verificado quanto à firmeza antes de subir.
8) Ao escalar, é preciso levar uma bolsa de ferramentas e usar uma corda de segurança.
9) Os acionadores de arco de alta frequência não devem ser usados para evitar a possibilidade de choque elétrico, escorregões, quedas e ferimentos.
10) O pessoal que sobe em alturas deve passar por um exame de saúde. Pessoas com pressão alta, doenças cardíacas, doenças mentais, epilepsia, tuberculose e pessoas que tenham consumido álcool não podem trabalhar em alturas.
1) Capacetes de segurança devem ser usados ao entrar em locais altos para trabalhar.
2) Ao trabalhar em alturas, pequenas ferramentas e peças em uso devem ser mantidas em uma bolsa de ferramentas para evitar que caiam e machuquem pessoas.
3) As varetas de solda devem ser mantidas em um tubo de vareta de solda ou em uma bolsa de ferramentas. As pontas substituídas das varetas de solda não devem ser jogadas no chão casualmente para evitar que atinjam ou queimem pessoas que estejam embaixo.
4) É proibido jogar materiais e ferramentas uns nos outros em grandes altitudes; eles só podem ser levantados e abaixados usando uma corda de segurança.
As medidas de segurança para evitar choque elétrico e incêndio durante a soldagem foram descritas anteriormente. Deve-se também prestar atenção especial aos seguintes pontos ao trabalhar em alturas:
1) Os soldadores devem usar sapatos com sola de borracha.
2) As lâmpadas manuais devem usar uma fonte de alimentação de 12V.
3) Ao se aproximar de linhas de alta tensão ou fios desencapados em grandes altitudes, o trabalho só pode prosseguir depois que a energia for cortada e for confirmado que não há risco de choque elétrico. Depois de cortar a energia, uma placa informando "Trabalho em andamento, não feche o interruptor" deve ser pendurada no interruptor.
4) As grades devem ser instaladas a menos de 10 m do local de trabalho para isolamento.
5) Abaixo das operações em altitude elevada, todos os materiais inflamáveis e explosivos devem ser removidos dentro do alcance das faíscas (pelo menos 10 m) para evitar incêndios causados pela queda de faíscas e escória.
6) Equipamentos eficazes de combate a incêndio devem ser instalados no local de trabalho.
7) A soldagem e o corte em grandes altitudes devem ter um guardião. O interruptor de energia está localizado próximo ao protetor e, em caso de perigo, puxe imediatamente o interruptor para resgate, prestando atenção também à situação de incêndio.
1) A área de soldagem deve ser equipada com galpões à prova de chuva e vento e galpões de resfriamento.
2) Deve-se prestar atenção à direção do vento para evitar que o ferro fundido e a escória espalhados machuquem as pessoas.
3) Placas de blindagem simples e placas de bloqueio de luz devem ser instaladas para evitar que a luz do arco elétrico prejudique as pessoas próximas.
4) A soldagem elétrica ao ar livre não é permitida em dias de neblina, chuva ou neve.
5) Ao trabalhar em locais úmidos, os soldadores devem ficar em uma superfície isolada e usar sapatos isolados.
6) No verão, durante o trabalho, é necessário evitar que os cilindros de oxigênio e os cilindros de acetileno sejam expostos diretamente ao sol escaldante para evitar explosões. No inverno, se a válvula do cilindro ou o redutor de pressão estiver congelado, ele deve ser descongelado com água quente, e é estritamente proibido usar fogo para o descongelamento.
Os requisitos básicos de segurança para a prevenção de incêndios em soldagem são mostrados na Tabela 13-26.
Tabela 13-26 Requisitos de segurança para prevenção de incêndios em soldagem
| Requisitos de segurança | |
| Locais onde a soldagem não é permitida | Áreas designadas pela empresa como zonas sem fogo; locais onde são armazenadas grandes quantidades de materiais inflamáveis e onde não é possível tomar medidas de proteção; locais onde pode haver formação de vapores inflamáveis ou explosivos ou onde pode haver acúmulo de poeira explosiva; locais onde vários orifícios ou aberturas em paredes e pisos não são vedados ou não são protegidos. |
| Evitar a distância | Não deve ser inferior a 10 m |
| Padrões de segurança | Ao soldar em ambientes inflamáveis e explosivos, siga as normas de segurança para soldagem e corte em empresas químicas |
| Equipamento de combate a incêndios | As oficinas ou pontos de trabalho devem ser equipados com fontes de água suficientes, areia seca, ferramentas de combate a incêndio e equipamentos de combate a incêndio: os equipamentos de combate a incêndio devem ser inspecionados e eficazes |
| Gerenciamento de segurança | Inspecionado por uma pessoa designada. Somente após eliminar completamente o risco de incêndio é que se pode sair |
Consulte a Tabela 13-27 para saber a distância de segurança entre os pontos de operação de soldagem e vários itens do equipamento.
Tabela 13-27 Distância de segurança entre os pontos de operação de soldagem e os itens do equipamento
| Não. | Conteúdo | Parâmetro/m | Observação |
| 1 | Distância entre itens inflamáveis e explosivos e locais de soldagem | 10 | Fios de algodão, serragem, óleos, lixo, etc. |
| 2 | Distância máxima de dispersão do metal fundido durante a soldagem elétrica | >10 | Quando estiver operando no solo, ele pode ser levado a uma distância maior a favor do vento |
| 3 | Distância entre a válvula de fechamento da tubulação que fornece oxigênio e o ponto de soldagem | 5 | Os menores devem usar objetos para cobrir |
| 4 | Distância entre a válvula de fechamento da tubulação que fornece acetileno e o ponto de soldagem | 5 | Os menores devem usar objetos para cobrir |
| 5 | Altura dos cabos, tubos de oxigênio e acetileno que passam na estrada | >4.5 | - |
| 6 | Largura da pista de acesso do caminhão de bombeiros | 3 | Uma seção pode ser montada dentro do portão principal do workshop |
| 7 | A área restrita sob a área de trabalho em altitude elevada, cercada por sinalizadores de corda, onde itens inflamáveis e explosivos são proibidos | 10 | Em um diâmetro de 10 m, sinais de alerta de proibição de entrada são pendurados e as pessoas não podem ficar embaixo. Quando a favor do vento, o raio da direção do vento pode ser aumentado. |
| 8 | Ao soldar ou cortar em tubos ou contêineres com isolamento inflamável, a distância do isolamento que deve ser removida em torno do ponto de soldagem e corte. | 1.5 | E cubra-o com uma chapa de ferro |
| 9 | A distância de armazenamento entre cada item ao usar recipientes de hidrogênio, acetileno e gasolina para soldagem aluminotérmica de trilhos de aço. | 10 | Colocados em um triângulo equilátero (incluindo cilindros de gás liquefeito de petróleo). |
| 10 | Distância entre o cilindro de pressão de gasolina e o ponto de soldagem | 10 | - |
| 11 | Distância à prova de fogo da goivagem por arco de carbono | >10 | A distância de prevenção de incêndio deve ser maior do que a da soldagem elétrica e do corte a gás. |
| 12 | A distância entre a lâmpada de pulverização e o ponto de solda | 10 | Ao armazenar no local durante as operações |
| 13 | A distância de armazenamento entre o gerador de acetileno e o cilindro de oxigênio. | 5 | Gerador de acetileno de média pressão pequeno |
| 14 | A distância de armazenamento entre o gerador de acetileno e o ponto de soldagem. | 10 | Soldagem variada |
| 15 | A distância entre o funcionamento do gerador de acetileno móvel e chamas abertas, pontos de emissão de faíscas e linhas de alta tensão (verticalmente). | 10 | - |
| 16 | A distância entre um pequeno gerador de acetileno e um único cilindro de oxigênio. | 5 | Se estiver usando uma partição, a distância pode ser menor do que isso. |
| 17 | A distância entre os geradores de acetileno | 5 | Refere-se a um pequeno gerador de acetileno móvel geral |
| 18 | A distância entre o gerador de acetileno e o radiador, tubos | 1 | - |
| 19 | A distância do gerador de acetileno móvel ao triturar carbeto de cálcio | 5 | Não é permitido ficar na mesma sala que o gerador de acetileno |
| 20 | Distância entre o carbeto de cálcio triturado e o armazenamento de carbeto de cálcio | 5 | Refere-se a uma pequena instalação de armazenamento temporário de carbeto de cálcio |
| 21 | Distância entre cilindros de oxigênio e chamas abertas ou fontes de calor | 10 | - |
| 22 | Distância entre o cilindro de oxigênio e o ponto de soldagem | 10 | Incluindo vários tipos de soldagem e corte a gás |
| 23 | A distância entre os cilindros de oxigênio e os cilindros de gás liquefeito de petróleo | 5 | - |
| 24 | Distância entre o cilindro de propano e o ponto de soldagem | 10 | - |
| 25 | A distância entre cilindros de gás incombustível ou inflamável, como dióxido de carbono, e o ponto de soldagem | 3 | - |
| 26 | Distância entre o cilindro de acetileno e o ponto de soldagem | 10 | Diversos tipos de soldagem e corte a gás |
| 27 | A distância entre os cilindros de gás de alta pressão usados para gases de proteção e as fontes de calor | 5 | Refere-se à fonte de calor usada na soldagem |
| 28 | A distância entre os cilindros de gás liquefeito de petróleo e faíscas, fontes de calor | >10 | Colocado ao ar livre, no chão, onde o ar circula, evitando a exposição à luz solar |
| 29 | Distância entre o cilindro de gás argônio e o ponto de soldagem | 3 | - |
| 30 | A distância entre os cilindros de gás liquefeito de petróleo e o ponto de soldagem | 10 | - |
| 31 | A distância entre o cilindro e seu protetor térmico para evitar o aquecimento local do cilindro de oxigênio | 0.1 | Deve ser de material isolante, placas de metal não são permitidas |
| 32 | A distância entre vários cilindros de gás e radiadores, tubulações | 1 | - |
| 33 | A distância entre o armazenamento do cilindro de oxigênio na oficina e o ponto de soldagem | 20 | - |
Os soldadores devem cumprir rigorosamente o sistema de gerenciamento de segurança contra incêndio estipulado pela empresa durante a soldagem. Dependendo das condições ambientais do local de soldagem, são adotadas as seguintes medidas.
1) A soldagem não é permitida na área de proibição de incêndio estipulada pela empresa. Se a soldagem for necessária, a peça de trabalho deve ser movida para a área de incêndio ou zona de segurança designada para a operação.
2) Se houver buracos nas paredes e no solo perto do local de soldagem, devem ser tomadas medidas de fechamento e triagem.
3) A soldagem é estritamente proibida quando uma grande quantidade de materiais inflamáveis (como tinta, algodão, ácido sulfúrico, feno seco, etc.) estiver empilhada e não for possível tomar medidas de proteção. A soldagem é estritamente proibida quando houver a formação de vapores inflamáveis ou acúmulos de poeira explosiva.
4) Ao soldar em um ambiente inflamável e explosivo, as regulamentações relevantes dos padrões profissionais de segurança de empresas químicas devem ser seguidas.
5) A oficina de soldagem e a área de trabalho devem ser equipadas com fontes de água suficientes, areia seca, ferramentas de combate a incêndio e extintores de incêndio. O tipo e o desempenho dos extintores de incêndio são mostrados na Tabela 13-28.
Tabela 13-28 Tipos e desempenho dos extintores de incêndio
| Tipo | Agente | Aplicativo | Precauções |
| Extintor de incêndio de espuma | Agente de espuma de bicarbonato de sódio e solução de sulfato de alumínio | Usado para extinguir incêndios de óleo | Proteção contra congelamento, substitua periodicamente |
| Extintor de incêndio de dióxido de carbono | Dióxido de carbono líquido | Para extinguir incêndios em instrumentos e equipamentos valiosos, não pode extinguir incêndios em potássio, sódio, magnésio, alumínio, etc. | Evitar o entupimento do bico |
| Extintor de incêndio de pó seco | Bicarbonato de sódio e sal de potássio em pó seco | Extinção de incêndios em produtos petrolíferos, solventes orgânicos, gás liquefeito de petróleo, cilindros de acetileno, etc. | Seco, ventilado, à prova de umidade, verifique uma vez a cada seis meses |
| Extintor de incêndio Red Guard 912 | Dibromodifluorometano líquido | Extinção de incêndios em gás natural, produtos petrolíferos e outros produtos químicos inflamáveis e explosivos | Decompõe-se em gases tóxicos em altas temperaturas, sendo necessárias medidas de proteção |
6) Após a conclusão do trabalho de soldagem, o local deve ser limpo em tempo hábil e somente depois de eliminar completamente a fonte de incêndio e confirmar a eliminação completa do perigo é que se pode sair.
(1) A extinção de incêndios por resfriamento envolve a pulverização de substâncias com alta capacidade de absorção de calor nas chamas, removendo o calor da reação, o que retardará e interromperá a reação de combustão. O método mais comum e viável de extinção de incêndios por resfriamento é resfriar e extinguir o fogo com um fluxo denso de água ou uma névoa fina de água decomposta. Quando a água se transforma em vapor, ela absorve uma grande quantidade de calor e também tem capacidade de diluição.
(2) Extinção de incêndio por diluição A extinção de incêndio por diluição é um método de extinção de incêndio que reduz a concentração de substâncias combustíveis e oxidantes na série de combustão, inibindo assim a reação de combustão. Na prática, isso geralmente envolve a redução da concentração de oxigênio no ar ou o corte da fonte de ar, de modo que o material combustível não receba oxigênio suficiente e seja extinto.
A injeção de vapor ou de gás inerte na série de combustão, ou o uso de dióxido de carbono liquefeito ou comprimido e nitrogênio comprimido para extinção de incêndios, permite a diluição simultânea de substâncias combustíveis ou a compressão de concentrações de substâncias oxidantes.
(3) Supressão de combustão (ou interrupção da reação química) Extinção de incêndio Os agentes extintores de incêndio participam do processo de reação de combustão, fazendo com que os radicais livres produzidos durante a combustão desapareçam e formando moléculas estáveis ou radicais livres de baixa atividade, interrompendo assim a reação química da combustão. Os agentes extintores de incêndio que usam métodos de supressão de combustão incluem difluorodibromometano, trifluorobromometano, bem como extintores de pó de sal de sódio e potássio.
(4) Isolamento e remoção da fonte Extintor de incêndio Remoção de materiais combustíveis do sistema de combustão ou corte da fonte de materiais combustíveis para extinguir o incêndio. Esse método costuma ser o único método viável de extinção de incêndios em gases ou líquidos. Por exemplo, mover itens combustíveis, inflamáveis, explosivos e oxidantes para longe da fonte de incêndio, fechar as válvulas de tubulações de gás e líquidos combustíveis etc.
1) Caixas de areia, sacos de areia, baldes de água, extintores de incêndio, fardos de palha, pás de ferro e ganchos de ferro devem ser instalados nos locais de soldagem e corte em geral.
2) Na soldagem e no corte químicos, é necessário equipar materiais de combate a incêndio, como agentes extintores de espuma e areia, pois os incêndios causados por solventes orgânicos não podem ser extintos com água.
3) Em caso de incêndio em equipamentos elétricos, a energia deve ser cortada imediatamente e deve-se usar tetracloreto de carbono ou dióxido de carbono para a extinção. Extintores de água e espuma não devem ser usados.
4) Quando um transformador vaza óleo e pega fogo, ele deve ser enterrado com areia ou extinto com dióxido de carbono.
5) Quando uma máquina de solda pega fogo, o primeiro passo é puxar o interruptor para cortar a energia e, em seguida, prosseguir com o combate ao incêndio. Antes de a energia ser cortada, as máquinas de água e espuma não podem ser usadas para combater o fogo, somente agentes extintores de pó seco e agentes extintores de dióxido de carbono podem ser usados. Isso se deve ao fato de que os líquidos extintores de água e espuma podem conduzir eletricidade, e usá-los pode facilmente causar ferimentos por choque elétrico.
6) Quando o fluxo de soldagem térmica de alumínio pega fogo, ele não pode ser extinto. A única opção é afastar os itens não queimados, especialmente para transferir e isolar rapidamente o fluxo não queimado. A areia também pode ser usada para o isolamento.
7) Quando um cilindro de oxigênio pega fogo, a válvula principal do cilindro deve ser imediatamente fechada para interromper o fornecimento de gás, permitindo que ele se apague sozinho.