Как прецизионные металлические детали приобретают форму? Формирование пуансонов и штампов играет ключевую роль в производстве. В этой статье мы рассмотрим механику движения пуансона, различные классификации штампов и критерии выбора подходящего пуансона и штампа. От обеспечения перпендикулярного движения пуансона для долговечности до понимания различных типов штампов для конкретных задач - предлагаемые здесь сведения помогут вам оптимизировать процессы металлообработки. Вы узнаете, как повысить качество, безопасность и эффективность операций высечки.
Последнее обновление:
28 июня, 2024
Поделитесь своим мнением:
Оглавление
Направление движения пуансона
Направление движения пуансона в значительной степени зависит от срока службы вырубного штампа. В идеале материал или полуфабрикат должен срезаться перпендикулярно оси пуансона. перфораторЭто означает, что плоскость пробивки заготовки расположена вертикально по отношению к направлению движения пуансона.
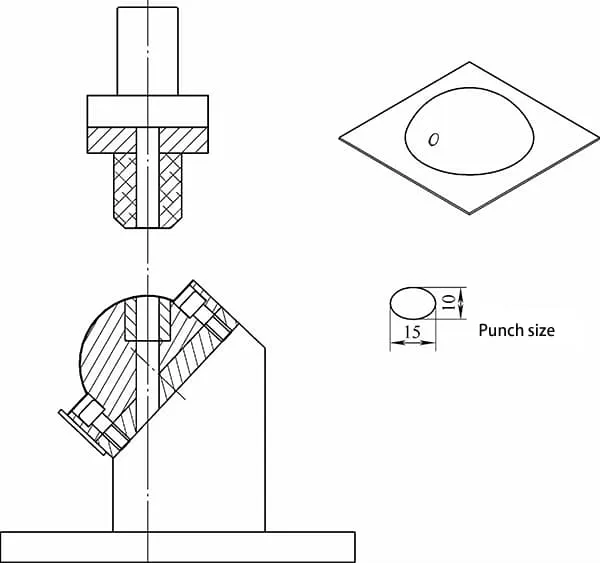
В некоторых особых обстоятельствах, когда это условие не может быть выполнено, необходимо обеспечить, чтобы центр тяжести или симметричный центр срезаемого профиля располагался перпендикулярно оси пуансона, как показано на рис. 2-5.
Чтобы обеспечить перпендикулярность пуансона к поверхности высечки и тем самым предотвратить совпадение оси пуансона с направлением движения плунжера пресса или верхнего рабочего стола, следует использовать метод с применением наклонного клина с ползуном или наклонного клина с подшипниками качения и втулками.
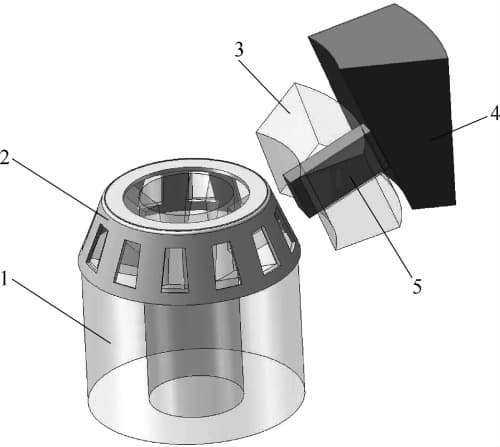
В высекальных формах использование наклонного клина с ползуном более распространено при вырубке форм для деталей кольцевой формы, как показано на рис. 2-6. Этот метод также иногда используется для штамповки и обрезки больших вытянутых деталей крышки.
Классификация вырубных штампов
Основной функцией вырубного штампа является разделение материала, и в соответствии с этим принципом существует множество способов классификации вырубных штампов.
В зависимости от характера процесса штампы для вырубки можно разделить на заготовительные, прошивные, отрезные, обрезные и прецизионные.
По сочетанию технологических операций вырубные штампы делятся на однооперационные, составные и прогрессивные.
Кроме того, существуют и другие методы классификации, например, по способу направления, способу удержания материала, а также по материалам, используемым для изготовления мужских и женских штампов.
В этой книге мы классифицируем их по способу выталкивания деталей, что является простым и комплексным подходом к анализу различных типов пресс-форм. Исходя из этого, вырубные штампы можно классифицировать следующим образом:
1) Стандартная матрица с выбросом нижней части.
2) Стандартная матрица с выбросом верхней части.
3) Перевернутый составной штамп.
4) Перевернутая матрица с выбросом верхнего лома.
5) Штамп для удаления обрезков, который удаляет обрезки путем обрезки, обычно используется в прогрессивных штампах.
6) Прогрессивный штамп.
7) Упрощенный прогрессивный штамп.
8) Поворотный ножницы штамп, который можно дополнительно разделить на штампы для стрижки валков и штампы для стрижки качелей.
Рисунок 2-6: Наклонная плоскость и скользящий пуансон (деталь)
Выбор правильного пуансона и штампа - это ответственный шаг, определяющий стоимость производства, срок службы и способ эксплуатации штампа; он влияет не только на качество и стоимость единицы продукции, но и на личную безопасность оператора, поэтому решение требует тщательного обдумывания.
Исходя из анализа характеристик комплектов пуансонов и штампов, при выборе метода работы с пуансоном и штампом следует руководствоваться следующими соображениями:
1) Для заготовок без отверстий и без высоких требований к плоскостности рекомендуется использовать штамп для заготовки с нижней разгрузкой, например, для глубоко вытянутых или гнутых деталей. Этот тип штампа имеет простую конструкцию, долгий срок службы, высокий коэффициент безопасности, а также более удобен в эксплуатации и обслуживании, чем другие штампы.
2) Для заготовок, требующих высокой точности расстояния между отверстиями или между отверстиями и контуром, следует выбирать штамп с перевернутой разгрузочной прошивкой.
3) Для заготовок с отверстиями, к которым не предъявляются высокие требования по точности размеров, можно выбрать простой ступенчатый штамп или составной штамп с перевернутым разгрузочным отверстием.
4) Для заготовок, где точность расстояния между отверстиями критична, но точность относительно контура не важна, подходит простая прогрессивная матрица.
5) Для заготовок с узкими ушками и отверстиями посередине следует использовать штамп для удаления летучих обрезков или штамп для заготовки с верхней разгрузкой, а не штамп для заготовки с нижней разгрузкой, чтобы узкие ушки не забивали полость штампа и не увеличивали нагрузку на пуансон, что может привести к изгибу пуансона или созданию неровной поверхности. зазор между пуансоном и матрицей.
6) Для заготовок с большим количеством мелких отверстий или с абсолютным расстоянием между отверстиями менее 6 мм следует использовать прогрессивную матрицу.
7) Для узких и длинных заготовок с двумя максимальными сторонами, прямыми и параллельными направлению подачи, приоритет следует отдавать продольному или прогрессивному штампу. Такой подход позволяет устранить усилие пробивки требуемые для двух длинных сторон, повышают прочность штампа, значительно увеличивают срок службы штампа и обеспечивают более высокое качество и точность заготовок.
8) Для вырубки обрезков из остатков материала можно использовать однооперационный штамп, например штамп для заготовки с верхним разрядом, штамп для заготовки с нижним разрядом или составной штамп. Эти штампы, как правило, не требуют направляющих стоек и втулок, что позволяет лучше адаптироваться к нестандартным материалам. Если направляющие стойки необходимы, необходимо установить втулки, чтобы предотвратить попадание материала в зазор и несчастные случаи.
9) Режущая кромка дисковых ножниц представляет собой пару роликов, которые регулируются в зависимости от изменения диаметра материала. Таким образом, дисковые ножницы являются универсальным устройством для разделения материала. Когда диаметр реза D составляет ≥350 мм, дисковые ножницы могут заменить обрезной штамп, экономя значительное количество материала штампа и сокращая время на изготовление заготовительного штампа, тем самым сокращая производственный цикл.
10) Поворотные ножницы имеют сложную структуру, их трудно спроектировать и изготовить; они подходят для крупномасштабного производства с хорошими условиями обработки, особенно если предыдущий процесс включает глубокую вытяжку.
11) Тип штампа следует выбирать в зависимости от размера, формы и сложности заготовки. Как правило, для крупных заготовок используются однооперационные штампы, в то время как для небольших, более сложных форм часто применяются составные или прогрессивные штампы.
12) Выбор метода работы пуансона и штампа также должен основываться на объеме производства. Для мелкосерийного производства штампы должны быть простыми и недорогими, предпочтение отдается однооперационным штампам; для крупносерийного производства, где стоимость штампа составляет меньшую часть стоимости штамповки, могут использоваться составные или прогрессивные штампы.
Представьте, что у вас есть возможность придавать металлу форму с точностью и скоростью. Револьверные штамповочные станки с ЧПУ предлагают именно это, революционизируя отрасли...
Вы когда-нибудь задумывались о том, как разработать прочные и эффективные компоненты из листового металла? В этой статье мы рассмотрим основные рекомендации по...
Вы когда-нибудь задумывались о том, как традиционные инструменты для ручной резки могут создавать точные и художественные произведения? В этом руководстве рассматриваются приемы ручного пиления, долбления,...