
Essential Sheet Metal Assembly Techniques: Исчерпывающее руководство
I. Методы сборки В соответствии с установленными техническими требованиями, процесс установки и соединения деталей или компонентов...
Как убедиться, что мощность молота соответствует задаче? Понимание тоннажа молота имеет решающее значение при штамповке, где слишком малое или слишком большое усилие может привести к неэффективности, отходам металла или повреждениям. В этом руководстве представлены эмпирические и теоретические формулы, практические номограммы и важные таблицы пересчета. К концу работы вы будете знать, как рассчитать правильный тоннаж для любого сценария ковки, оптимизируя производительность и безопасность.

Правильный выбор емкости оборудования для штамповки является важным условием для обеспечения бесперебойного процесса штамповки. Если выбранная емкость слишком мала, металл будет трудно заполнить полость формы, и придется увеличить количество ударов, тем самым снижая эффективность производства; с другой стороны, если емкость оборудования слишком велика, это приведет к потере оборудования и увеличению потерь металла, а также легко повредить форму или сократить срок службы штамповочного штампа, что также не способствует безопасному производству.
Эмпирические формулы для расчета тоннажа различных кузнечных молотов приведены в таблице 5-48.
Таблица 5-48 Эмпирические формулы для расчета тоннажа различных ковочных молотов
| Оборудование | Официальный сайт | Инструкции |
| Кузнечный молот двойного действия | m= (3,5~6,3)кА | m, m1 - масса падающей части молота (кг) E-Энергия молота без наковальни (Дж) A-площадь горизонтальной проекции ковки и вспышки (см) 2 ), площадь вспышки рассчитывается как половина складской части k-Материальный коэффициент, определяется по таблице 5-49 |
| Кузнечный молот одностороннего действия | m1= (1.5~1.8)m | |
| Молоток без наковальни | E = (20~25) м |
Таблица 5-49 Сопротивление деформации σ и коэффициент k различных материалов при конечной температура ковки
| Материалы | k | σ/МПа | ||
| Молоток на | Кузнечный пресс | Горячая обрезка | ||
| Углеродистая конструкционная сталь [w(C) < 0,25%] | 0.9 | 55 | 60 | 100 |
| Углеродистая конструкционная сталь [w(C) > 0,25%] | 1 | 60 | 65 | 120 |
| Низколегированная конструкционная сталь [w(C) < 0,25%] | 1 | 60 | 65 | 120 |
| Низколегированная конструкционная сталь [w(C) > 0,25%] | 1.15 | 65 | 70 | 150 |
| Высоколегированная конструкционная сталь [w(C) > 0,25%] | 1.25 | 75 | 80 | 200 |
| Легированная инструментальная сталь | 1.55 | 90~100 | 100~120 | 250 |
Теоретическая формула расчета тоннажа ковочного молота приведена в таблице 5-50.
Таблица 5-50 Теоретическая формула расчета тоннажа ковочного молота
| Форма поковки | Формула | Описание |
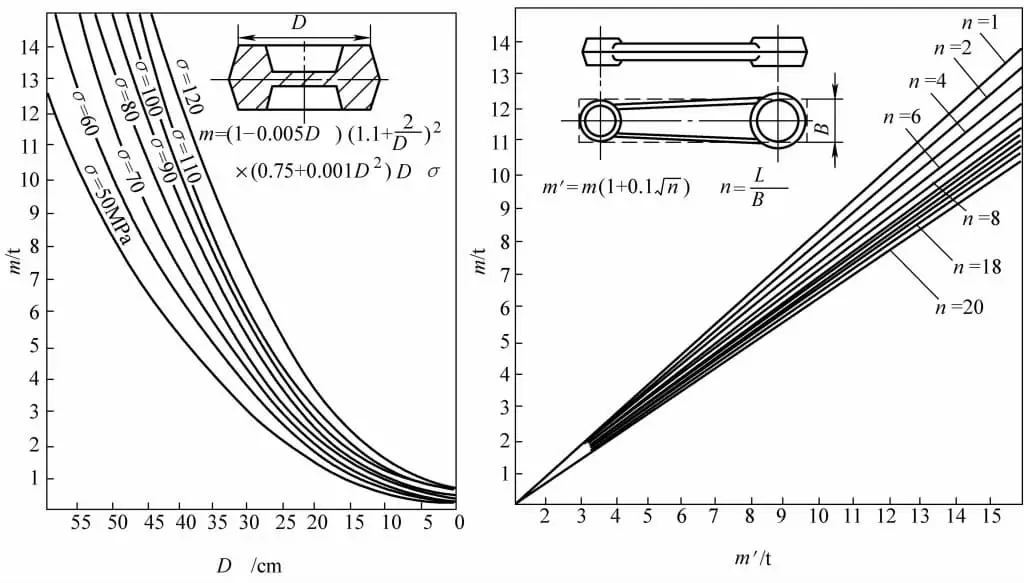
| Круглый | m 0 = (1-0,005D) (1,1 + 2 / D) 2 (0.75 + 0.001D 2 ) Dσ | D - диаметр поковки (см) σ - сопротивление деформации поковки при конечной температуре ковки (МПа) Эта формула применима к поковкам диаметром менее 60 см. |
| Некруглый | m = m 0 (1 + 0,1 √(L/B)) | Максимальная длина на горизонтальной поверхности проекции поковки L (см) B - средняя ширина (см), B=A/L A - проектная площадь поковки (см²) При расчете m 0 используя приведенную выше формулу, D в формуле следует заменить на эквивалентный диаметр D e D e = 1.13√A |
Примечание: Значения m, m 0 рассчитанные по формуле, приведенной в таблице, указаны в кг.
Номограмма для определения тоннажа ковочного молота показана на рисунке 5-1.
Обрезной пресс (см. табл. 5-51) составляет основной узел штамповочного производства вместе с ковочными молотами и нагревательными печами - комплект, причем номинальное давление P (кН) пресса выбирается в зависимости от тоннажа m молота.
P = Mm
В формуле M - коэффициент согласования (кН/т), который зависит от тоннажа молота и может быть принят равным M=800~1000 кН/т.
Таблица 5-51 Обрезные прессы, совмещенные с ковочными молотами
| Масса падающей части кузнечного молота /т | Номинальное давление обрезного пресса /кН |
| 0.5 | 1000 |
| 0.75 | 1250 |
| 1 | 1600 |
| 2 | 2000 |
| 3 | 3150 |
| 5 | 4000 |
| 10 | 6300~8000 |
| 16 | 12500 ~16000 |
Таблица 5-52 Пересчет тоннажа ковочных молотов на другое ковочное оборудование (единица измерения: т)
| Серийный номер | Кузнечный молот | Кузнечный пресс | Фрикционный пресс | Противоударная ковка |
| 1 | <0.4 | <400 | <120 | ≤1 |
| 2 | 0.4~0.63 | 400~630 | 120~189 | 1~1.575 |
| 3 | 0.63~1.0 | 630~1000 | 189~300 | 1.575~2.5 |
| 4 | 1.0~1.8 | 1000~1800 | 300~540 | 2.5~4.5 |
| 5 | 1.8~2.5 | 1800~2500 | 540~750 | 4.5~6.25 |
| 6 | 2.5~3.15 | 2500~3150 | 750~945 | 6.25~7.875 |
| 7 | 3.15~6.3 | 3150~6300 | 945~1890 | 7.875~15.75 |
| 8 | 6.3~8.0 | 6300~8000 | 15.75~20 | |
| 9 | 8.0~12 | 8000~12000 | 20~30 | |
| 10 | 12~16 | 12000~16000 | 30~40 |







