
Temel Sac Metal Montaj Teknikleri: Kapsamlı Bir Kılavuz
I. Montaj Yöntemleri Belirtilen teknik gerekliliklere göre, parçaların veya bileşenlerin montajı ve bağlanması işlemi...
Çekicinizin gücünün iş için doğru olduğundan nasıl emin olursunuz? Çekiç tonajını anlamak, çok az veya çok fazla kuvvetin verimsizliğe, metal israfına veya hasara yol açabileceği kalıp dövmede çok önemlidir. Bu kılavuz ampirik ve teorik formülleri, pratik nomogramları ve temel dönüştürme tablolarını kapsar. Sonunda, herhangi bir dövme senaryosu için doğru tonajı nasıl hesaplayacağınızı bilecek ve hem performansı hem de güvenliği optimize edeceksiniz.

Kalıp dövme ekipmanının kapasitesinin doğru seçilmesi, kalıp dövmenin sorunsuz ilerlemesini sağlamak için önemli bir koşuldur. Seçilen kapasite çok küçükse, metalin kalıp boşluğunu doldurması zor olacak ve vuruş sayısını artırmak gerekecek, böylece üretim verimliliği azalacaktır; Öte yandan, ekipman kapasitesi çok büyükse, ekipmanı boşa harcayacak ve metal kaybını artıracaktır ve ayrıca kalıba zarar vermek veya dövme kalıbının hizmet ömrünü azaltmak kolaydır, bu da güvenli üretime elverişli değildir.
Çeşitli kalıp dövme çekiçlerinin tonajını hesaplamak için kullanılan ampirik formüller Tablo 5-48'de gösterilmektedir.
Tablo 5-48 Çeşitli kalıp dövme çekiçlerinin tonajını hesaplamak için ampirik formüller
| Ekipman | Resmi | Talimatlar |
| Çift etkili dövme çekici | m= (3,5~6,3)kA | m, m1-Çekiçin düşen kısmının kütlesi (kg) E-Örseksiz çekicin enerjisi (J) A-Dövme ve flaşın yatay izdüşüm alanı (cm 2 ), flaşın alanı depo kısmının yarısı olarak hesaplanır k-Malzeme katsayısı, Tablo 5-49 ile belirlenmiştir |
| Tek etkili dövme çekici | m1= (1.5~1.8)m | |
| Örssüz çekiç | E = (20~25)m |
Tablo 5-49 Çeşitli malzemelerin nihai deformasyon direnci σ ve katsayısı k dövme sıcaklığı
| Malzemeler | k | σ/MPa | ||
| Çekiç üzerinde | Dövme presi | Sıcak düzeltme | ||
| Karbon yapı çeliği [w(C) < 0.25%] | 0.9 | 55 | 60 | 100 |
| Karbon yapı çeliği [w(C) > 0.25%] | 1 | 60 | 65 | 120 |
| Düşük alaşımlı yapı çeliği [w(C) < 0,25%] | 1 | 60 | 65 | 120 |
| Düşük alaşımlı yapı çeliği [w(C) > 0.25%] | 1.15 | 65 | 70 | 150 |
| Yüksek alaşımlı yapı çeliği [w(C) > 0.25%] | 1.25 | 75 | 80 | 200 |
| Alaşımlı takım çeliği | 1.55 | 90~100 | 100~120 | 250 |
Dövme çekicinin tonajı için teorik hesaplama formülü Tablo 5-50'de gösterilmektedir.
Tablo 5-50 Dövme Çekici Tonajı için Teorik Hesaplama Formülü
| Dövme Şekli | Formül | Açıklama |
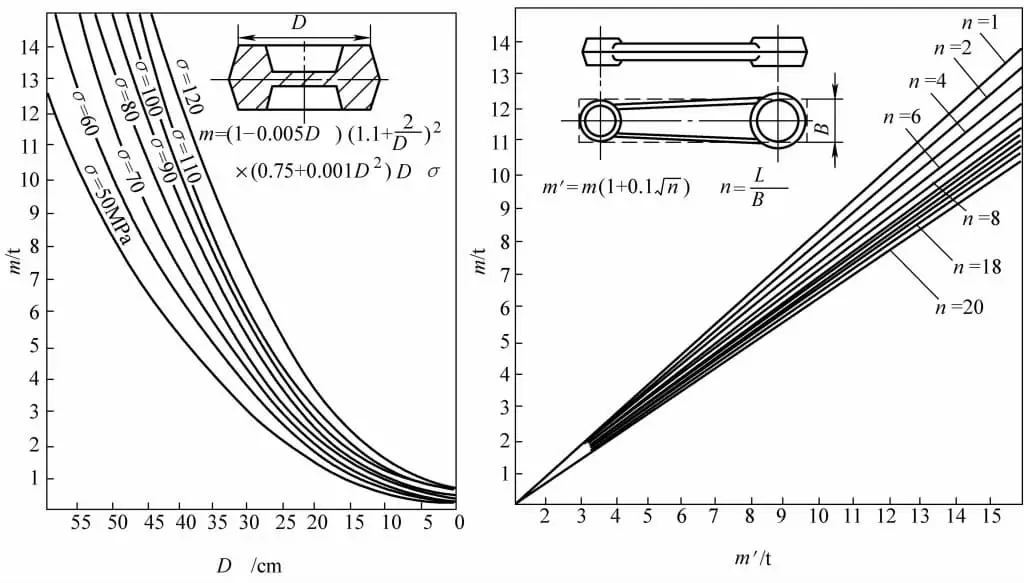
| Dairesel | m 0 = (1-0,005D) (1,1 + 2 / D) 2 (0.75 + 0.001D 2 ) Dσ | D - Dövme Çapı (cm) σ - Son dövme sıcaklığında dövmenin deformasyon direnci (MPa) Bu formül, çapı 60 cm'den az olan dövme parçalar için geçerlidir |
| Dairesel olmayan | m = m 0 (1 + 0,1 √(L/B)) | L dövmenin yatay izdüşüm yüzeyindeki maksimum uzunluk (cm) B - ortalama genişlik (cm), B=A/L A - dövmenin öngörülen alanı (cm²) m hesaplanırken 0 Yukarıdaki formül kullanılarak, formüldeki D, eşdeğer çap D ile değiştirilmelidir e D e = 1.13√A |
Not: m, m 0 Tablodaki formül kullanılarak hesaplanan değerler kg cinsindendir.
Dövme çekicinin tonajını belirlemeye yönelik nomogram Şekil 5-1'de gösterilmektedir.
Kırpma presi (bkz. Tablo 5-51), kalıp dövme çekiçleri ve ısıtma fırınları ile birlikte kalıp dövme üretiminin temel birimini oluşturur; presin nominal basıncı P (kN), çekicin tonajına (m) bağlı olarak seçilir.
P = Mm
Formülde M, çekicin tonajına göre değişen eşleşme katsayısıdır (kN/t) ve M=800~1000kN/t olarak alınabilir.
Tablo 5-51 Kalıp dövme çekiçleri ile eşleşen düzeltme presleri
| Kalıp dövme çekicinin düşen parçasının kütlesi /t | Kırpma presinin nominal basıncı /kN |
| 0.5 | 1000 |
| 0.75 | 1250 |
| 1 | 1600 |
| 2 | 2000 |
| 3 | 3150 |
| 5 | 4000 |
| 10 | 6300~8000 |
| 16 | 12500 ~16000 |
Tablo 5-52 Kalıp dövme çekiçlerinin tonajının diğer dövme ekipmanlarına dönüştürülmesi (birim: t)
| Seri numarası | Kalıp dövme çekici | Dövme presi | Sürtünme Presi | Karşı Üflemeli Dövme |
| 1 | <0.4 | <400 | <120 | ≤1 |
| 2 | 0.4~0.63 | 400~630 | 120~189 | 1~1.575 |
| 3 | 0.63~1.0 | 630~1000 | 189~300 | 1.575~2.5 |
| 4 | 1.0~1.8 | 1000~1800 | 300~540 | 2.5~4.5 |
| 5 | 1.8~2.5 | 1800~2500 | 540~750 | 4.5~6.25 |
| 6 | 2.5~3.15 | 2500~3150 | 750~945 | 6.25~7.875 |
| 7 | 3.15~6.3 | 3150~6300 | 945~1890 | 7.875~15.75 |
| 8 | 6.3~8.0 | 6300~8000 | 15.75~20 | |
| 9 | 8.0~12 | 8000~12000 | 20~30 | |
| 10 | 12~16 | 12000~16000 | 30~40 |







