Les bases de la conception des tôles expliquées
Vous êtes-vous déjà demandé comment concevoir des composants en tôle durables et efficaces ? Cet article présente les lignes directrices essentielles pour...
Comment construisons-nous les machines qui alimentent notre monde ? Plongez dans l'art de l'assemblage mécanique, là où le métal rencontre le métal. De l'étincelle de la soudure à l'arc à la précision des raccords filetés, nous explorerons les techniques qui assurent la cohésion de notre technologie. Préparez-vous à découvrir les secrets des assemblages de machines solides et fiables.

Le soudage manuel à l'arc métallique est une méthode de soudage à l'arc dans laquelle l'électrode est actionnée manuellement pour le soudage. Il s'agit de la méthode de soudage la plus ancienne et toujours la plus utilisée parmi les différentes méthodes de soudage à l'arc.
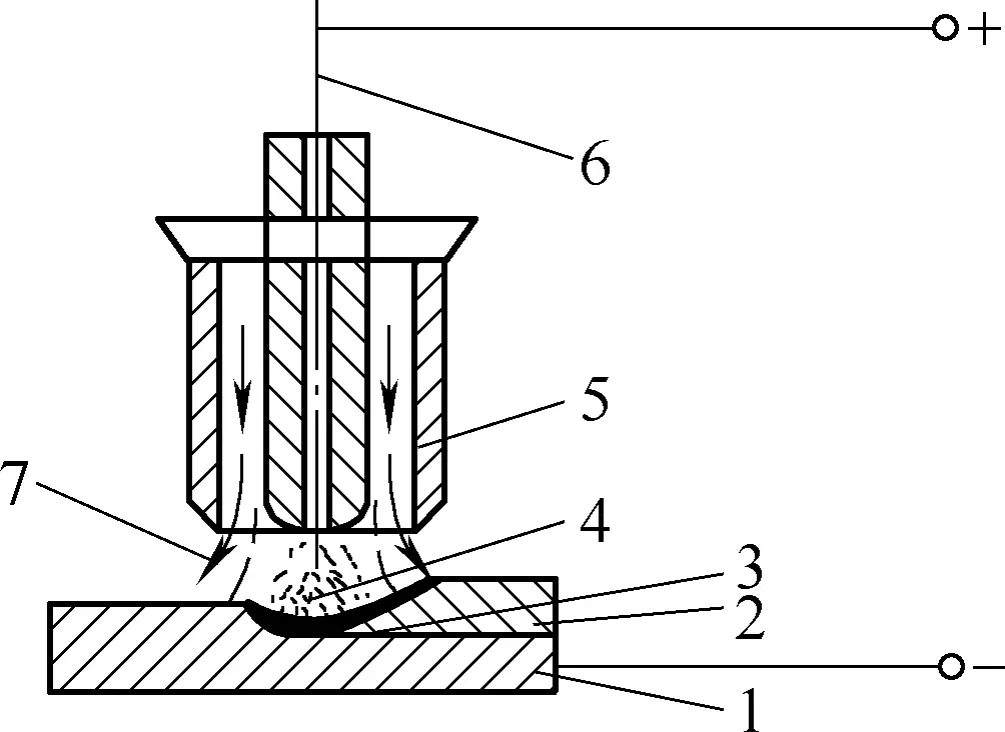
Le soudage manuel à l'arc métallique est réalisé en chauffant et en faisant fondre le métal grâce à la chaleur de l'arc générée entre l'électrode enduite d'un flux externe et la pièce à souder. La figure 1 illustre le processus de soudage à l'arc manuel. Avant le soudage, le porte-électrode 3 et la pièce à usiner 1 sont connectés aux deux pôles de la borne de sortie de la machine à souder 4, et l'électrode 2 est fixée au porte-électrode 3.
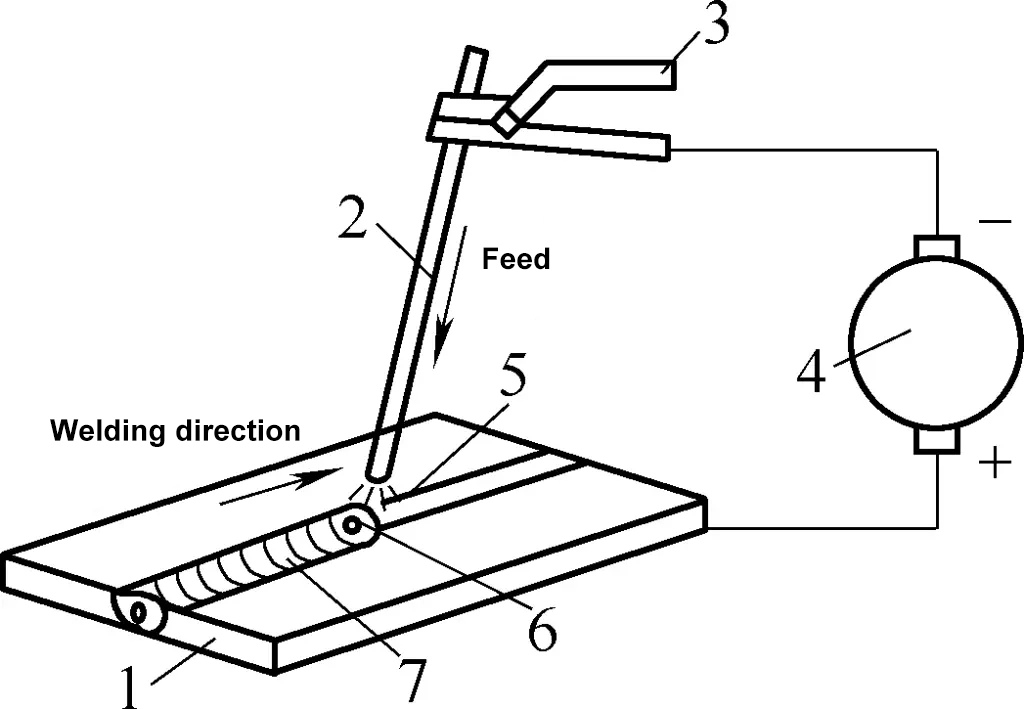
1-Pièce de travail
2-Electrodes
Support à 3 électrodes
4-Machine à souder
5-Arc de soudure
6-Piscine en fusion
Joint à 7 soudures
Pendant le soudage, l'arc de soudage 5 est allumé entre l'électrode et la pièce à souder. La température élevée (6000 à 7000°C) générée par l'arc fait fondre le matériau de base de l'électrode et de la pièce à souder au niveau de la partie soudée (avec un point de fusion généralement autour de 1500°C) pour former un bain de fusion 6. Au fur et à mesure que l'électrode se déplace dans la direction du soudage, de nouveaux bains de fusion se forment continuellement, tandis que le métal liquide du bain de fusion précédent se refroidit et se solidifie, formant un cordon de soudure 7, ce qui permet d'assembler les pièces à usiner.
Le soudage manuel à l'arc présente des caractéristiques telles qu'une température d'arc élevée, une chaleur concentrée, un équipement simple, un fonctionnement pratique et flexible, et une adaptabilité au soudage dans diverses conditions. Il s'agit d'une méthode couramment utilisée dans la production de soudure et largement appliquée au soudage de différentes épaisseurs et positions d'acier au carbone, d'acier allié, d'acier inoxydable, d'acier résistant à la chaleur, d'acier à haute résistance, de fonte et d'autres matériaux métalliques. Elle peut également être utilisée pour le soudage des alliages de cuivre et de nickel.
Les inconvénients du soudage manuel à l'arc sont une faible efficacité de production, une forte intensité de main-d'œuvre et une qualité de soudage qui dépend du niveau de compétence de l'opérateur.
L'équipement de traitement pour le soudage manuel à l'arc se compose de sources d'énergie et d'outils de soudage.
Les sources d'énergie couramment utilisées pour le soudage manuel à l'arc (communément appelé machine à souder) comprennent principalement les transformateurs et les redresseurs de soudage à l'arc en courant alternatif.
1) Redresseur pour le soudage à l'arc
Un redresseur de soudure à l'arc est un type de machine à souder à courant continu. Le courant alternatif est converti en courant continu par transformation et rectification. Il existe trois types de redresseurs de soudage à l'arc : les redresseurs de soudage à l'arc au silicium, les redresseurs de soudage à l'arc à thyristor et les redresseurs de soudage à l'arc à transistor.
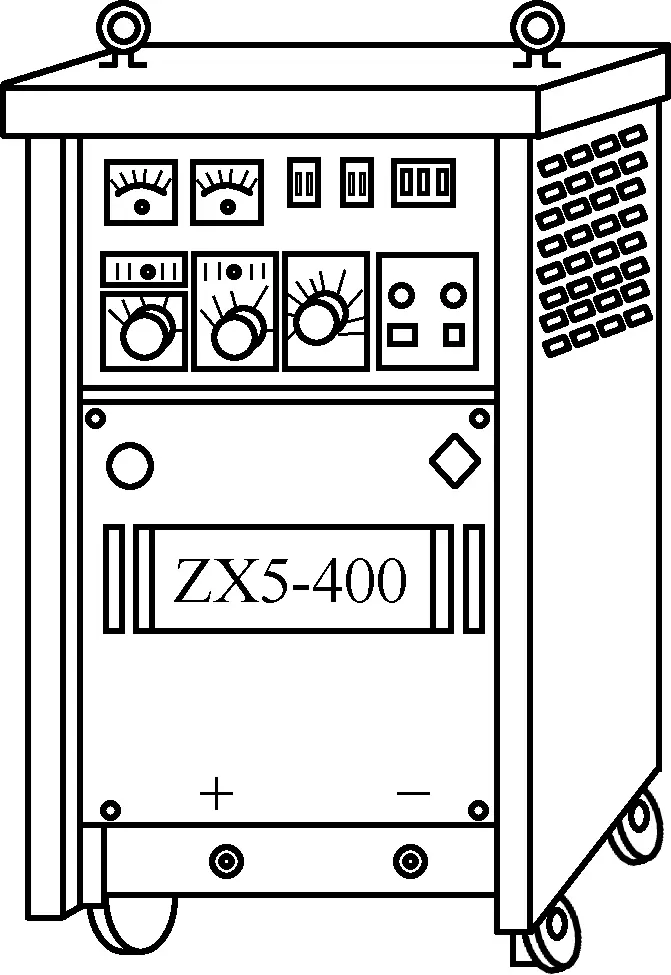
Les redresseurs de soudage à l'arc à thyristors sont de plus en plus utilisés en raison de leurs avantages, tels que le faible bruit, la faible perte à vide, la petite taille, le poids léger, le faible coût, le facteur de puissance élevé, l'économie d'énergie, les bonnes performances de régulation et la facilité d'automatisation. La figure 2 montre l'aspect du redresseur de soudage à l'arc à thyristor de type ZX5-400. Le courant de soudage nominal de ce redresseur est de 400 A.
2) Transformateur de soudage à l'arc en courant alternatif
Le courant de soudage produit par le transformateur de soudage à l'arc en courant alternatif est en courant alternatif. Il présente des avantages tels qu'une structure simple, une fabrication facile, un faible coût, une utilisation fiable et une maintenance aisée, ce qui rend son utilisation très répandue. Il s'agit du transformateur le plus couramment utilisé matériel de soudage pour le soudage de pièces en acier à faible teneur en carbone. La figure 3 montre l'aspect du transformateur de soudage à l'arc en courant alternatif.
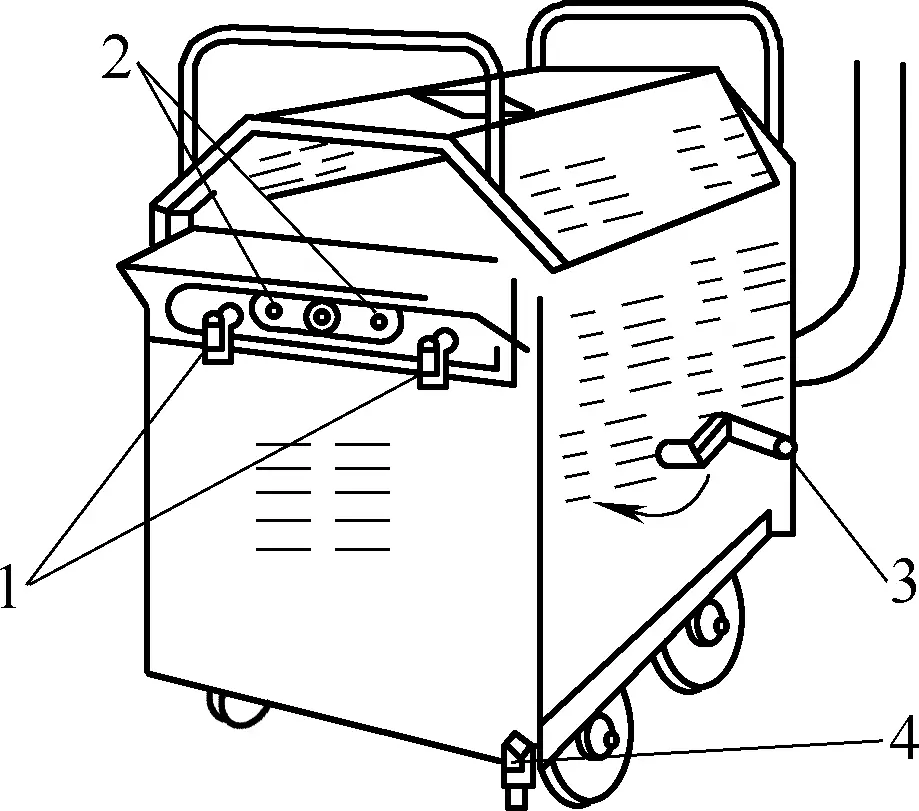
1-Vis de connexion du câble de soudure
2 terminaux (réglage grossier du courant)
3-Poignée de réglage (réglage fin du courant)
4-Vis de mise à la terre
Les outils et accessoires de soudage essentiels pour le soudage manuel à l'arc comprennent les câbles de soudage, les porte-électrodes, les masques, les gants de soudage et les chaussures isolées, les panneaux d'écran, les brosses métalliques, les marteaux à scories, etc.
1) Câble de soudage
Le câble de soudage est utilisé pour relier le porte-électrode et la pièce à souder à la source de courant de soudage afin de conduire le courant de soudage. Le câble doit avoir une bonne couche d'isolation et les fils apparents ne sont pas autorisés. Si la gaine extérieure est endommagée, elle doit être enveloppée d'un ruban isolant afin d'éviter les courts-circuits et les chocs électriques.
2) Support d'électrodes
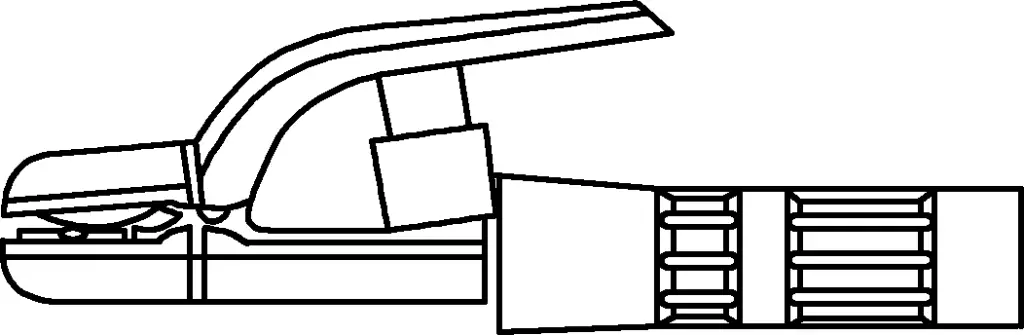
Le porte-électrode est un outil utilisé pour tenir l'électrode et conduire le courant pour le soudage. Son aspect est illustré à la figure 4. Le porte-électrode doit avoir une bonne conductivité, une bonne isolation et une bonne résistance à la chaleur, et il doit pouvoir tenir et relâcher l'électrode rapidement et en toute sécurité, tout en étant léger et souple d'utilisation.
3) Masque
Il existe deux types de masques : le masque à casque et le masque à main, comme le montre la figure 5.
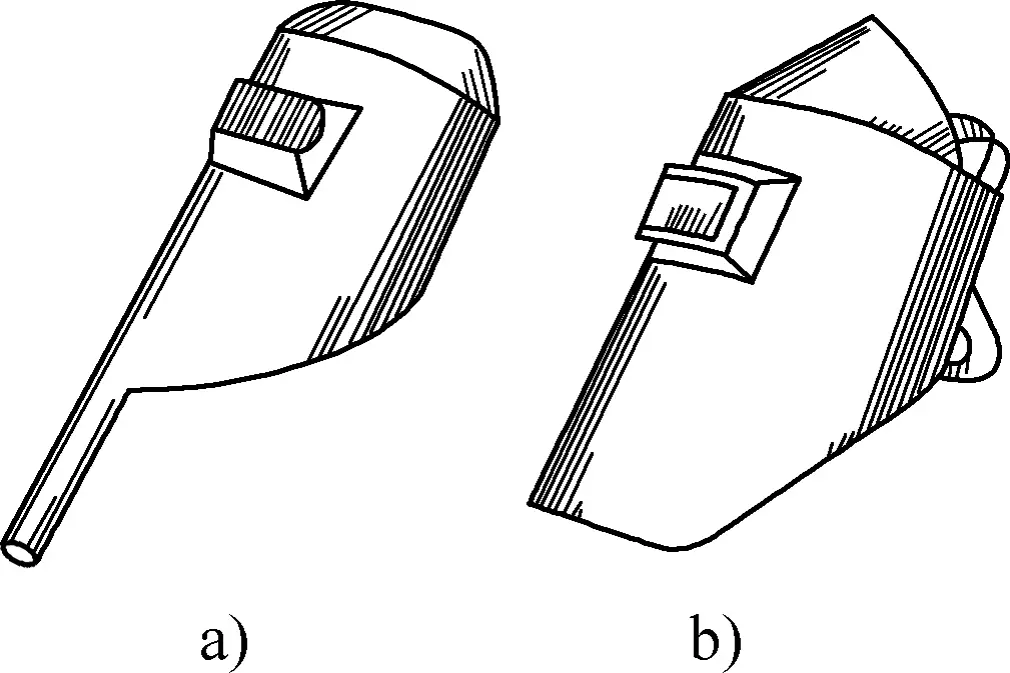
a) Type portable
b) Type de casque
Le masque a pour fonction de protéger le visage et les yeux de l'opérateur de la lumière intense de l'arc électrique et de bloquer les projections de laitier en fusion. L'opérateur peut observer le processus de soudage à travers la lentille de protection amovible du masque. La couleur de la lentille de protection varie de sombre à claire, et doit être choisie de manière à voir clairement le bain de fusion.
4) Gants de soudage et chaussures isolantes
Les gants et les chaussures isolantes sont des équipements de protection individuelle. Les gants ont des manches longues, et la longueur des manches ne doit pas gêner le mouvement des coudes. Les chaussures isolées doivent avoir des semelles épaisses et des pointes hautes, pour assurer l'isolation et la résistance à la chaleur. Les gants et les chaussures isolantes utilisés par les soudeurs doivent prévenir efficacement les brûlures d'arc et les blessures par projection de scories fondues, ainsi que les chocs électriques.
5) Panneau d'écran
Le panneau-écran a deux fonctions : d'une part, il sépare la zone de travail de l'extérieur ou des autres opérateurs, empêchant ainsi les arcs électriques et les éclaboussures de blesser d'autres personnes ou de provoquer des incendies ; d'autre part, il empêche le vent de provoquer l'instabilité de l'arc électrique. Le panneau-écran peut être fabriqué sous différentes formes en fonction des conditions locales.
6) Brosse métallique
La brosse métallique est utilisée pour éliminer la rouille, la calamine et la saleté de la zone de soudage.
7) Marteau, burin, marteau à scories
Il s'agit d'outils auxiliaires utilisés pour enlever le laitier de soudure. La tête du marteau à scories est souvent rectifiée en forme conique et en forme de ciseau plat selon les besoins.
A baguette de soudure est une électrode consommable enrobée de flux utilisée pour le soudage à l'arc. Elle se compose de deux parties : l'enrobage du flux et le fil d'âme. Le diamètre et la longueur de la baguette de soudage correspondent au diamètre et à la longueur du fil d'âme. Les diamètres courants sont 1,6 mm, 2,0 mm, 2,5 mm, 3,2 mm, 4,0 mm, 5,0 mm et 8,0 mm, avec des longueurs allant de 200 à 550 mm, comme le montre la figure 6.
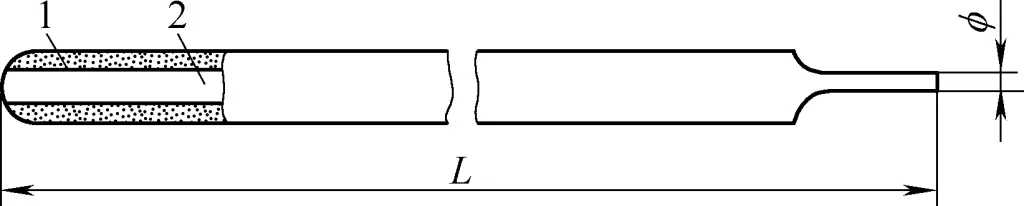
Revêtement à 1 flux
Fil à 2 conducteurs
Le fil d'âme est le noyau métallique de la baguette de soudage recouvert par l'enrobage de flux. Selon l'application, le fil d'âme peut être en acier, en métal non ferreux ou en fonte. Le fil d'âme a deux fonctions : il sert d'électrode pour conduire le courant et générer un arc, et de matériau d'apport qui fusionne avec le métal de base (métal soudé) pour former un cordon de soudure.
Les matériaux utilisés pour les fils d'âme en acier comprennent l'acier de construction au carbone, l'acier de construction allié et l'acier inoxydable. La qualité du fil d'âme est indiquée par le préfixe "H", suivi d'une désignation similaire aux qualités d'acier, comme H08 (fil d'âme en acier au carbone), H08Mn2Si (fil d'âme en acier de construction allié) et H00Cr19Ni9 (fil d'âme en acier inoxydable).
Les composants efficaces enduits à la surface du fil d'âme sont appelés enrobage de flux, également connu sous le nom d'enrobage. L'enrobage de flux d'une baguette de soudure est une couche d'enrobage pressée sur la surface du fil d'âme, composée de matières premières telles que de la poudre minérale, de la poudre de ferro-alliage, des substances organiques et des produits chimiques mélangés dans une certaine proportion.
Il existe de nombreux types et qualités de baguettes de soudure. En fonction des propriétés chimiques du laitier formé après la fusion de la baguette de soudage, les baguettes de soudage peuvent être divisées en deux catégories : les baguettes de soudage acides (baguettes de soudage ordinaires) et les baguettes de soudage basiques (baguettes de soudage à faible teneur en hydrogène). Lorsque les oxydes acides (tels que le dioxyde de silicium, le dioxyde de titane, etc.) présents dans le laitier sont plus nombreux que les oxydes basiques (tels que l'oxyde de calcium, etc.), la baguette de soudage est appelée baguette de soudage acide ; dans le cas contraire, elle est appelée baguette de soudage basique.
En ce qui concerne les baguettes de soudage en acier, celles dont le flux est composé d'oxyde de titane, de titane-calcium, d'ilménite, d'oxyde de fer et de cellulose sont classées comme baguettes de soudage acides, tandis que celles dont le flux est composé de sodium à faible teneur en hydrogène ou de potassium à faible teneur en hydrogène sont classées comme baguettes de soudage basiques. Comme le gaz protecteur produit par le flux de ces baguettes de soudage pendant le soudage contient très peu d'hydrogène, elles sont également connues sous le nom de baguettes de soudage à faible teneur en hydrogène.
Les paramètres de soudage à l'arc concernent principalement le diamètre et la qualité de la baguette de soudage, le courant de soudage, le type et la polarité du courant, la tension de l'arc, la vitesse de soudage et le nombre de couches. Les paramètres de soudage ont un impact significatif sur la productivité et la qualité du soudage, c'est pourquoi ils doivent être sélectionnés correctement.
Cependant, en raison de différentes conditions spécifiques (telles que le matériau de la structure soudée, la qualité de l'assemblage de la pièce, les habitudes de travail du soudeur, etc. ), différents paramètres de soudage peuvent être sélectionnés pour une même pièce. Par conséquent, seule une brève introduction aux principes de sélection des paramètres de soudage peut être fournie.
Le choix du diamètre de la baguette de soudage dépend principalement de l'épaisseur de la pièce à souder. En outre, la forme du joint, la position de la soudure et le niveau de soudage doivent également être pris en compte. Plus la pièce est épaisse, plus la taille de la soudure requise est importante, et plus le diamètre de la baguette de soudage sélectionnée est élevé. Les données énumérées dans le tableau 1 peuvent être utilisées comme référence.
Tableau 1 Sélection du diamètre de la baguette de soudage
| Épaisseur de la pièce à souder/mm | ≤1.5 | 2 | 3 | 4~7 | 8~12 | ≥13 |
| Diamètre de la tige de soudage/mm | 1.6 | 1.6~2 | 2.5~3.2 | 3.2~4 | 4~5 | 4~5.8 |
Lors du soudage multicouche de plaques épaisses, le diamètre de la baguette de soudage choisie pour la soudure de la couche inférieure ne doit généralement pas dépasser 4 mm, et des baguettes de soudage de plus grand diamètre peuvent être choisies de manière appropriée pour les couches suivantes.
Pour les joints d'angle et de recouvrement, il est possible de choisir des baguettes de soudage de plus grand diamètre que pour les joints d'about. Pour le soudage vertical, horizontal et aérien, la baguette de soudage ne doit généralement pas dépasser 4 mm afin d'éviter que le bain de soudure ne devienne trop important et que le métal en fusion ne s'écoule vers le bas, détériorant ainsi la formation de la soudure.
Le choix du courant de soudage dépend principalement du diamètre de la baguette de soudage. Si le courant de soudage est trop élevé, la chaleur de résistance de la baguette de soudage elle-même fera rougir la baguette, le flux se détériorera, et même de gros morceaux se détacheront automatiquement, perdant ainsi sa fonction de protection. Le fil d'âme fondra trop rapidement, ce qui réduira la qualité du soudage ; si le courant de soudage est trop faible, l'arc sera instable.
Par conséquent, pour un diamètre donné de baguette de soudage, il existe une plage appropriée d'utilisation du courant. Le tableau 2 présente la plage d'utilisation du courant appropriée pour différents diamètres de baguettes de soudage en acier au carbone acide.
Tableau 2 Référence pour l'utilisation actuelle des baguettes de soudage en acier au carbone acide
| Diamètre de la tige de soudage/mm | 1.6 | 2.0 | 2.5 | 3.2 | 4.0 | 5.0 | 5.8 |
| Courant de soudage/A | 25~40 | 40~70 | 70~90 | 90~130 | 160~210 | 220~270 | 260~310 |
Lors de l'utilisation de baguettes de soudage basiques, le courant de soudage sélectionné doit être inférieur d'environ 10% à celui des baguettes de soudage acides de même diamètre.
Lors de l'utilisation de baguettes de soudage en acier de construction général, la relation entre le courant de soudage I et le diamètre de la baguette de soudage d peut être initialement sélectionnée à l'aide de la formule empirique suivante, puis ajustée en fonction de la situation réelle de soudage en production :
I=Kd
Dans la formule
Tableau 3 Valeurs K pour différents diamètres de baguettes de soudage
| d/mm | 1.6 | 2~2.5 | 3.2 | 4~6 |
| K | 15~25 | 20~30 | 30~40 | 40~50 |
En outre, la sélection du courant de soudage doit également tenir compte de l'épaisseur de la pièce, de la forme du joint, de la position de soudage et des conditions d'utilisation sur site. Si l'épaisseur de la pièce est importante, s'il s'agit de soudures d'angle, si la température ambiante est basse et si la dissipation de la chaleur est rapide, la limite supérieure du courant peut être sélectionnée ; si l'épaisseur de la pièce n'est pas importante et si les positions de soudage sont verticales, horizontales et aériennes, le courant de soudage doit être réduit de manière appropriée.
Dans la pratique, le choix du courant est basé sur l'expérience du soudeur, et l'adéquation du courant peut être jugée en fonction des aspects suivants :
1) Observer les éclaboussures.
Lorsque le courant est trop élevé, la force de l'arc est forte et l'on peut voir de grandes particules de métal en fusion s'échapper du bain de soudure, avec de forts bruits de craquement pendant le soudage ; lorsque le courant est trop faible, la force de l'arc est faible et le métal en fusion et le laitier ne se séparent pas facilement.
2) Observer la formation de la soudure.
Lorsque le courant est trop élevé, la soudure est basse, avec une pénétration profonde, et des contre-dépouilles sont susceptibles de se produire des deux côtés ; lorsque le courant est trop faible, la soudure est étroite et haute, et la fusion avec le métal de base des deux côtés est médiocre.
3) Observer l'état de la baguette de soudure.
Lorsque le courant est trop élevé, après avoir soudé plus de la moitié de la baguette, la baguette restante devient rouge et le flux se détache ; lorsque le courant est trop faible, l'arc est instable et la baguette risque de coller à la pièce ; lorsque le courant est approprié, la baguette restante après le soudage est rouge foncé.
Les structures de soudage importantes, telles que les chaudières et les appareils à pression, doivent être testées et qualifiées par le biais d'une qualification de la procédure de soudage avant de déterminer le procédé de soudage et les paramètres connexes à utiliser.
Dans le cas du soudage à l'arc, la tension de l'arc et la vitesse de soudage sont généralement contrôlées de manière flexible par le soudeur en fonction de conditions spécifiques. Le principe est d'assurer la pénétration et de faire en sorte que la soudure ait la forme et la taille requises.
La tension de l'arc est principalement déterminée par la longueur de l'arc L, qui est généralement contrôlée entre 1 et 4 mm [elle peut être déterminée par la formule empirique L = (0,5 à 1)d, où d est le diamètre de la baguette de soudage en mm], et la tension de l'arc correspondante est comprise entre 16 et 25V. Si l'arc est trop long, il est susceptible d'osciller, d'augmenter les projections et de provoquer des défauts tels que la porosité, les contre-dépouilles et l'absence de fusion.
Pendant le processus de soudage, essayez autant que possible d'utiliser un arc court. La longueur de l'arc doit être plus courte pour le soudage vertical et aérien que pour le soudage à plat. La longueur de l'arc pour les électrodes basiques doit être plus courte que pour les électrodes acides afin de faciliter la stabilité de l'arc et d'éviter la porosité.
Un joint soudé est un joint relié par méthodes de soudageLes joints soudés se composent d'une soudure, d'une zone de fusion et d'une zone affectée par la chaleur. Les joints soudés ont des types de rainures différents. Le type de rainure d'un joint soudé se compose principalement de trois éléments : l'espace, l'angle de la rainure et la hauteur du bord émoussé. Le choix de la rainure de soudage varie en fonction de l'épaisseur du matériau et de la forme du joint soudé.
Dans le soudage des structures en acier, en raison des différences d'épaisseur des pièces soudées, de la forme de la structure et des conditions d'utilisation, les formes de joints et les types de rainures diffèrent également. Les formes de joints soudés peuvent être divisées en quatre types : les joints bout à bout, les joints d'angle, les joints en T et les joints de recouvrement.
1) Raccordement bout à bout
Un assemblage bout à bout est un assemblage formé par le soudage de deux pièces sur le même plan. Il s'agit de la forme de joint la plus couramment utilisée dans les structures soudées. En fonction de l'épaisseur de la pièce soudée et de la préparation de la rainure, les assemblages bout à bout peuvent généralement être divisés en cinq types : sans rainure, avec rainure en V, avec rainure en X, avec rainure en U simple et avec rainure en U double, comme le montre la figure 7.
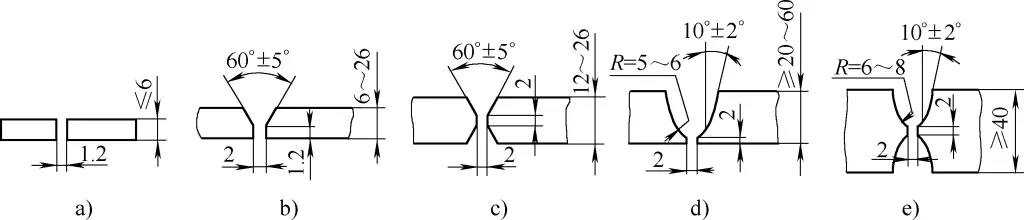
a) Pas de sillon
b) rainure en V
c) rainure en X
d) Rainure en U simple
e) Double rainure en U
2) Joint d'angle
Un joint d'angle est un joint où les faces d'extrémité de deux pièces forment un angle supérieur à 30° et inférieur à 135°. En fonction de l'épaisseur de la pièce soudée et de la préparation de la rainure, les joints d'angle peuvent être divisés en quatre types : sans rainure, avec rainure en V unilatérale, avec rainure en V et avec rainure en K, comme le montre la figure 8.
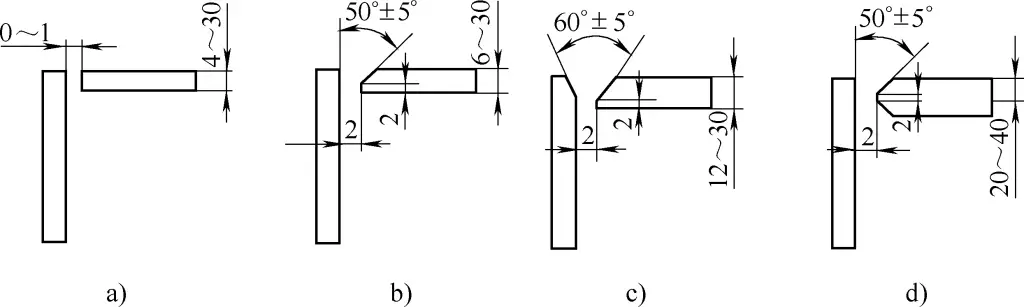
a) Pas de sillon
b) Rainure en V unilatérale
c) rainure en V
d) rainure en K
3) Joint en T
Les joints en T (y compris les joints en T obliques, les joints triples et les joints transversaux) sont des joints où des pièces perpendiculaires ou angulaires (deux ou trois plaques) sont reliées par des soudures d'angle. Il s'agit d'un joint de soudure à l'arc typique qui peut supporter des forces et des moments dans différentes directions.
Cette forme de joint est largement utilisée, avec environ 70% des soudures dans les structures de coque utilisant cette forme de joint. En fonction de l'épaisseur de la pièce soudée et de la préparation de la rainure, les joints en T peuvent être divisés en quatre types : sans rainure, avec rainure en V unilatérale, avec rainure en K et avec double rainure en U, comme le montre la figure 9.

a) Pas de sillon
b) Rainure en V unilatérale
c) rainure en K
d) Double rainure en U
Lorsqu'un joint en T est utilisé comme soudure d'assemblage générale et que l'épaisseur de la plaque d'acier est comprise entre 2 et 30 mm, aucune rainure n'est nécessaire. Si la soudure du joint en T doit supporter des charges, une rainure appropriée doit être préparée en fonction de l'épaisseur de la plaque d'acier et des exigences de résistance structurelle afin de garantir une pénétration complète et la résistance du joint.
4) Joint de recouvrement
Un joint de recouvrement est un joint dans lequel deux pièces se chevauchent partiellement ou dans lequel une pièce de recouvrement spéciale est ajoutée et raccordée à l'aide de soudures d'angle, de soudures en bouchon ou de soudures en fente. En fonction de leur forme structurelle et des exigences de résistance, les joints à recouvrement peuvent être divisés en trois types : sans rainure, soudure par bouchon dans un trou rond et soudure d'angle dans un trou long, comme le montre la figure 10.
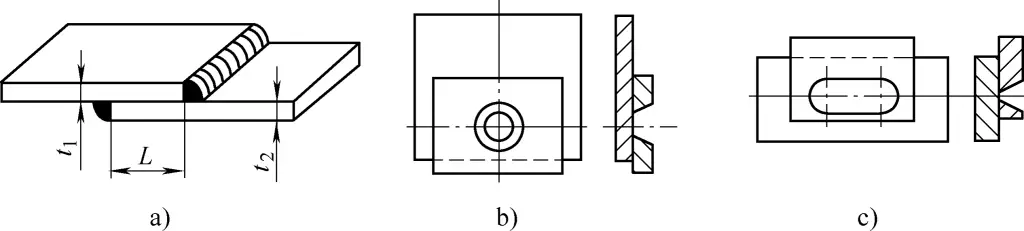
a) Pas de sillon
b) Soudure en bouchon dans un trou rond
c) Soudure d'angle dans un trou long
Les joints à recouvrement sans rainures sont généralement utilisés pour les tôles d'acier d'une épaisseur inférieure à 12 mm, avec une longueur de recouvrement L≥2(t1+t2), et le soudage double face est utilisé. Les exigences d'assemblage de ce joint ne sont pas élevées et la capacité de charge du joint est faible, de sorte qu'il n'est utilisé que dans les structures non critiques.
Lorsque la zone de chevauchement des plaques d'acier est importante, pour garantir la résistance de la structure, des soudures en bouchon dans les trous ronds et des soudures d'angle dans les trous longs peuvent être sélectionnées selon les besoins. Cette forme est particulièrement adaptée aux structures soudées étroites et fermées. La taille et le nombre de trous ronds et longs doivent être déterminés en fonction de l'épaisseur de la plaque et des exigences de résistance structurelle.
La création d'une rainure sur la pièce soudée permet de s'assurer que la racine de la soudure est entièrement pénétrée, de faciliter l'élimination du laitier et d'obtenir une meilleure formation de la soudure. La rainure permet également d'ajuster le rapport entre le métal de base et le métal d'apport. L'arête émoussée empêche les brûlures et sa taille doit permettre à la première couche de soudure de pénétrer. L'espace assure également la pénétration de la racine.
Lors du choix d'un type de rainure, les principaux facteurs à prendre en compte sont les suivants : assurer la pénétration de la soudure, faciliter le traitement de la forme de la rainure, maximiser l'efficacité de la production, économiser les baguettes de soudage et minimiser les déformations après soudage.
Pour le soudage des tôles d'acier d'une épaisseur inférieure à 6 mm, on ne fait généralement pas de rainures, mais pour les structures importantes, les rainures sont nécessaires lorsque l'épaisseur est de 3 mm. Pour les plaques d'acier d'une épaisseur de 6~26mm, on utilise une rainure en forme de V, qui est facile à mettre en œuvre mais qui peut entraîner des déformations après le soudage.
Pour les plaques d'acier d'une épaisseur de 12~60mm, une rainure en X peut être utilisée. Par rapport à la rainure en V, elle permet de réduire de moitié environ la quantité de métal à souder pour une même épaisseur, et la déformation et la contrainte interne de l'élément soudé sont également moindres. Elle est principalement utilisée dans les structures de grande épaisseur et à faible déformation. Les rainures en forme de U simple et double ont encore moins de métal à souder et moins de déformation après le soudage, mais le traitement de la rainure est difficile, et elles sont généralement utilisées pour les structures de soudage plus importantes.
Pour les assemblages bout à bout de plaques d'épaisseurs différentes (voir figure 11), si la différence d'épaisseur (t-t1) ne dépasse pas les spécifications du tableau 4, la forme et la taille de base du joint soudé doivent être choisies en fonction de la tôle la plus épaisse ; sinon, un biseau simple ou double doit être réalisé sur la tôle la plus épaisse, avec une longueur d'amincissement L≥3 (t-t1).

Tableau 4 Plage de différence d'épaisseur (unité : mm)
| Épaisseur de la plaque la plus mince | 2~5 | 6~8 | 9~11 | ≥12 |
| Différence d'épaisseur admissible | 1 | 2 | 3 | 4 |
Le soudage manuel à l'arc est une méthode d'opération manuelle hautement technique pour les processus d'assemblage. La technique de l'opérateur détermine en grande partie la qualité du processus de soudage, c'est pourquoi les opérateurs de soudage doivent avoir de bonnes compétences opérationnelles.
En soudage manuel à l'arc, l'amorçage de l'arc, le déplacement de la baguette et la finition sont les opérations les plus élémentaires. Il existe de nombreuses méthodes d'opération de base, et chaque soudeur utilise des méthodes légèrement différentes.
1) Méthode de l'arc électrique
L'amorçage de l'arc est une compétence de base dans le soudage manuel à l'arc, particulièrement utilisé dans le soudage par points.
① Méthode de grattage pour l'amorçage de l'arc.
La méthode de grattage consiste à gratter légèrement l'extrémité de la baguette de soudage sur la surface de la pièce pour produire un arc, puis à la déplacer rapidement vers la position de soudage et à maintenir une certaine distance entre la baguette et la pièce pour que l'arc reste stable, comme le montre la figure 12.
La méthode de grattage de l'arc électrique est relativement facile à maîtriser mais peut endommager la surface de la pièce. Elle ne convient pas aux pièces dont les exigences en matière de surface sont strictes.
Lors de l'assemblage de composants structurels pour le soudage par points, la méthode consiste à gratter le long du cordon de soudure pour amorcer l'arc, souder un point, puis soulever légèrement la tige (en veillant à ce que l'arc ne s'éteigne pas) et gratter rapidement le long du cordon de soudure sur une certaine distance pour souder le deuxième point, en continuant jusqu'à ce que tous les points de soudure sur le cordon soient terminés, comme le montre la figure 13.
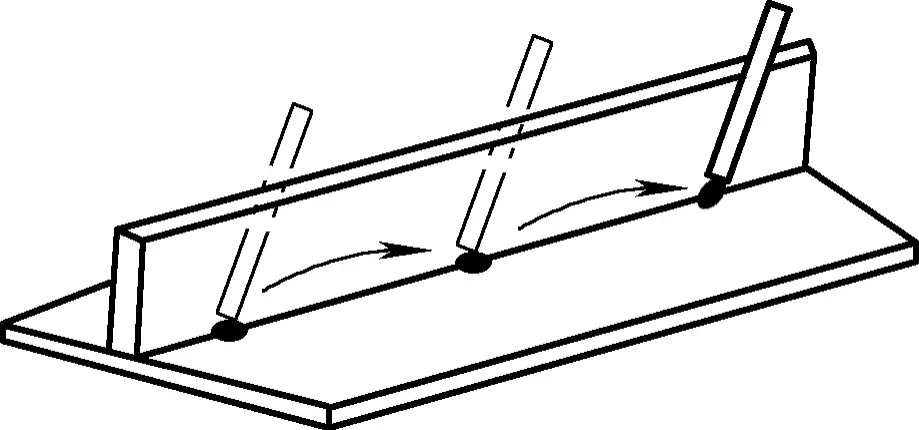
Cette méthode combine l'amorçage fréquent de l'arc lors du soudage par points et l'amorçage par griffage, ce qui permet de souder et d'amorcer l'arc en continu. Une fois maîtrisée, elle permet d'améliorer l'efficacité du travail et la qualité de l'aspect des soudures par points.
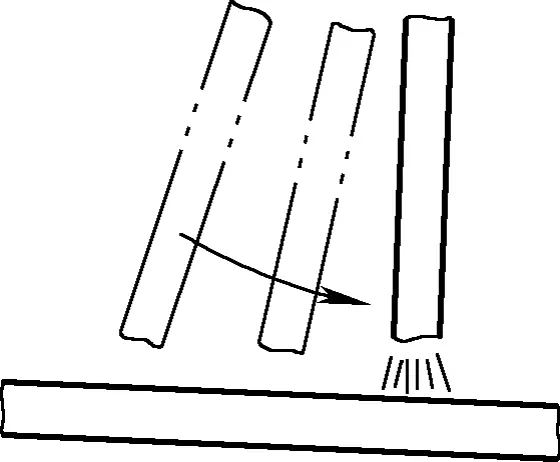
② Méthode de l'arc à frappe directe.
La méthode de frappe directe consiste à positionner l'électrode perpendiculairement au cordon de soudure et à frapper directement le cordon de soudure avec l'extrémité de l'électrode pour générer un arc. Une fois l'arc généré, il faut soulever et contrôler rapidement l'électrode pour maintenir une certaine distance par rapport à la pièce à souder, en veillant à ce que l'arc reste stable, comme le montre la figure 14.
La force de frappe, le point d'atterrissage et la vitesse de levage de l'électrode dans la méthode de l'arc à frappe directe sont difficiles à contrôler, ce qui rend cette méthode difficile à maîtriser et fait que l'électrode risque de coller à la pièce. Dans ce cas, basculez rapidement le porte-électrode pour détacher l'électrode de la pièce. Si l'électrode reste collée, relâchez le porte-électrode pour la détacher et, une fois qu'elle a refroidi, secouez-la.
La méthode de l'arc à frappe directe peut facilement faire tomber l'enrobage à l'extrémité de l'électrode, perdant ainsi sa protection et provoquant des porosités dans la soudure. Il convient donc d'être prudent lors de l'utilisation de cette méthode.
2) Méthodes de manipulation des électrodes
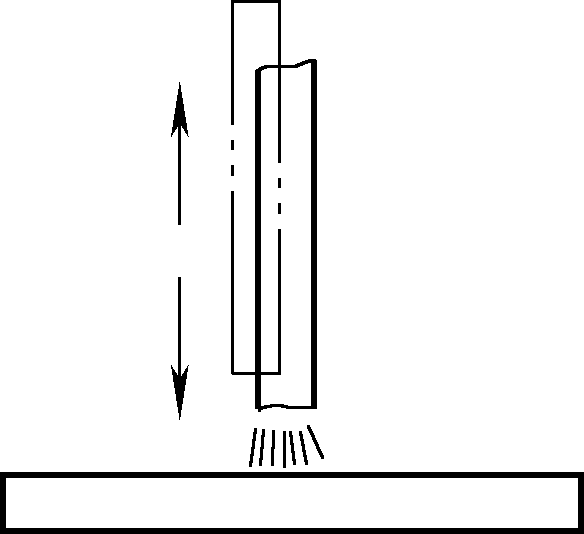
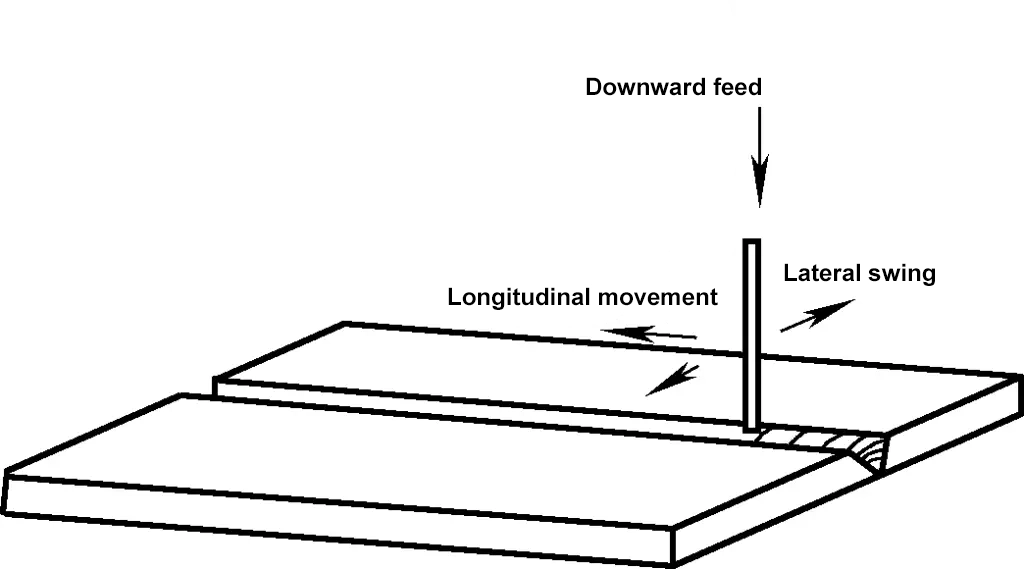
Au cours du processus de soudage à l'arc à l'électrode, l'électrode subit des mouvements de base dans trois directions : alimentation vers le bas, pivotement latéral et mouvement longitudinal le long du cordon de soudure, comme le montre la figure 15.
① L'alimentation descendante de l'électrode a pour but de remplir le cordon de soudure à mesure que l'électrode fond et de maintenir un arc continu. Lors de l'amorçage vers le bas, il convient de prêter attention à l'effet de la longueur de l'arc sur la qualité de la soudure. Un arc trop long est susceptible de se balancer, ce qui entraîne une perte de chaleur et permet à l'air de pénétrer, entraînant une porosité dans la soudure. Une longueur d'arc appropriée est généralement égale ou légèrement inférieure au diamètre de l'électrode.
② Le pivotement latéral de l'électrode permet une fusion complète des bords de la pièce, élargissant le cordon de soudure et facilitant l'évacuation du laitier et des gaz du bain de fusion, ce qui améliore la qualité de la soudure.
③ Le mouvement longitudinal le long du cordon de soudure est le principal mouvement de formation de la soudure. La vitesse de déplacement de l'électrode affecte grandement la formation de la soudure. Si la vitesse est trop rapide, la fusion est insuffisante ; si elle est trop lente, la soudure devient trop profonde, ce qui entraîne une surchauffe de la pièce, en particulier dans le cas du soudage de tôles minces, ce qui peut facilement provoquer des brûlures.
La combinaison des mouvements de base dans les trois directions constitue la manipulation de l'électrode en soudage à l'arc. Il existe de nombreuses méthodes de manipulation : linéaire, linéaire alternatif, en zigzag, triangulaire et circulaire, comme le montre la figure 16.
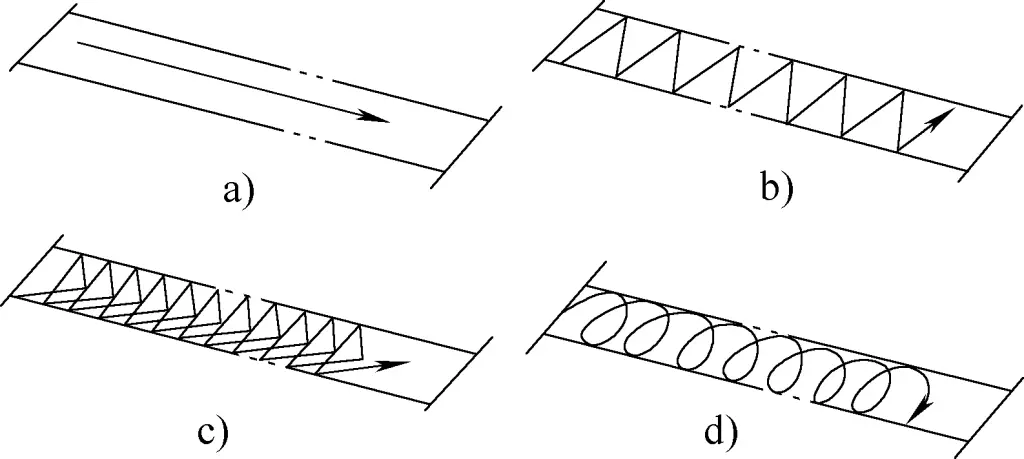
a) Linéaire
b) Zigzag
c) Triangulaire
d) Circulaire
Le choix de la méthode de manipulation de l'électrode est déterminé par divers facteurs tels que l'épaisseur de la pièce, la position du cordon de soudure, la forme du joint et le courant de soudage. Dans le cas du soudage par points utilisé dans les opérations de travail à froid, la manipulation consiste principalement à faire descendre l'électrode et à la faire basculer latéralement, avec un mouvement longitudinal plus court le long du cordon de soudure, ce qui a moins d'impact. Par conséquent, la manipulation du soudage par points est relativement facile à maîtriser.
3) Méthodes de finition des soudures
La finition du cordon de soudure comprend essentiellement des opérations d'amorçage et de finition de l'arc. Une bonne maîtrise de la méthode de finition permet d'assurer la qualité du soudage. Les principales méthodes de finition sont les suivantes :
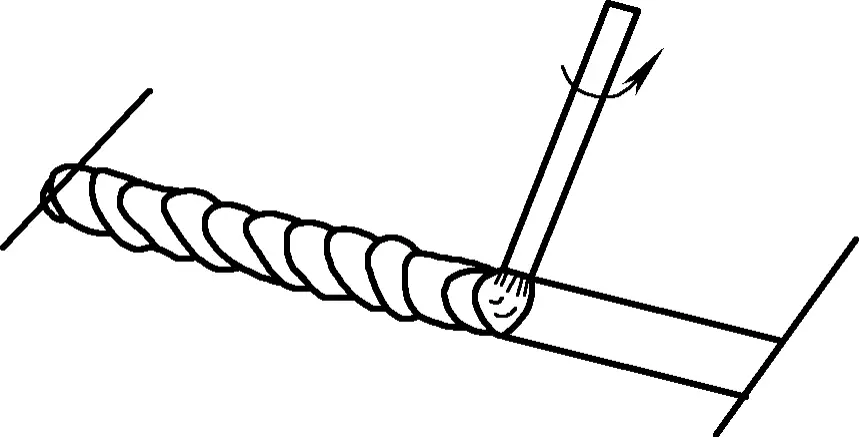
① Méthode de finition circulaire.
L'électrode effectue un mouvement circulaire au point de finition, en interrompant l'arc une fois le cratère comblé, comme le montre la figure 17. Dans le cas du soudage par points, après l'amorçage de l'arc, la finition circulaire s'effectue directement au point de soudure afin d'obtenir une soudure lisse.
② Méthode de finition à rebours.
Au point d'arrivée, l'électrode reste immobile, abaisse l'arc et recule tout en changeant l'angle de l'électrode, comme le montre la figure 18. L'électrode passe de la position 1 à la position 2 sur la figure, et une fois le cratère rempli, l'arc est interrompu.
③ Méthode de finition par rupture d'arc répétée.
Pendant la finition, il faut allumer et éteindre l'arc plusieurs fois dans un court laps de temps jusqu'à ce que le cratère soit comblé. Cette méthode est souvent utilisée pour le soudage de tôles minces.
En fonction de la position spatiale du joint de la pièce, les positions de soudage sont divisées en soudage à plat, soudage vertical, soudage horizontal et soudage en hauteur, qui peuvent être distingués par des angles de soudure et des angles de rotation différents.
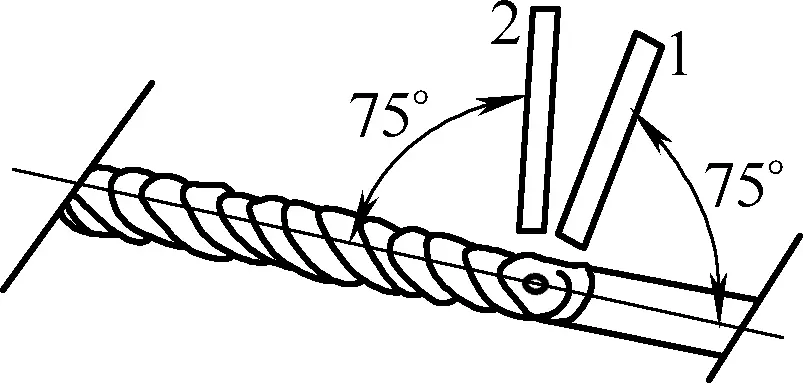
1) Soudage à plat
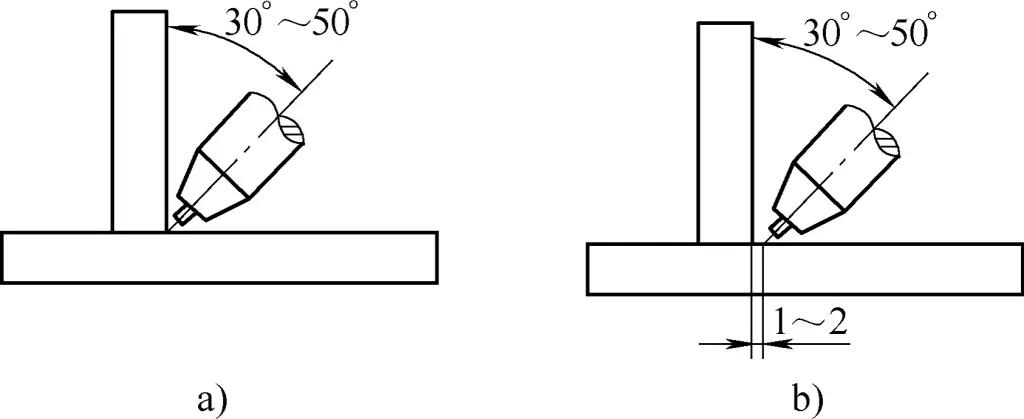
Dans le cas du soudage à plat, le cordon de soudure peut être vu d'en haut, ce qui facilite l'observation de l'arc et du bain de fusion. L'électrode fondue s'égoutte dans le bain de fusion par gravité, ce qui facilite le contrôle du processus de soudage. Par conséquent, dans la mesure du possible, placez la pièce à plat afin de placer le cordon de soudure dans une position de soudage à plat. La figure 19 illustre l'angle de l'électrode pendant le soudage à plat.
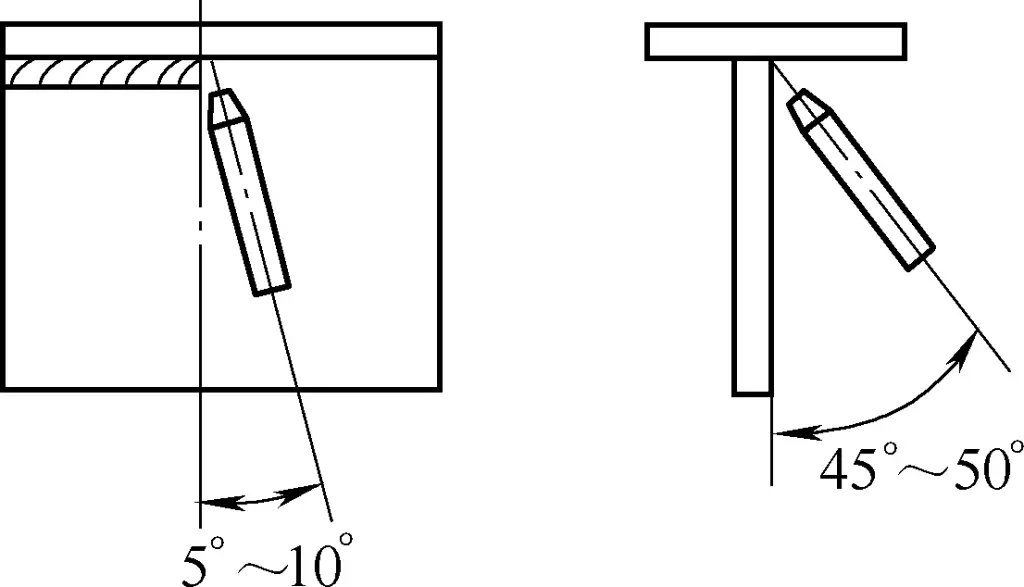
2) Soudage vertical
Lors du soudage vertical, le bain de fusion se trouve sur une surface verticale, et le métal en fusion et le laitier ont tendance à s'écouler vers le bas sous l'effet de la gravité, ce qui complique l'opération de soudage. Par conséquent, la spécification de l'électrode et le courant de soudage sélectionnés pour le soudage vertical doivent être plus faibles afin de réduire le volume du bain de fusion, d'accélérer son refroidissement et d'empêcher le métal en fusion de s'écouler vers le bas. La figure 20 illustre l'angle de l'électrode pendant le soudage vertical.
Dans le soudage vertical (y compris le soudage par points), la méthode de l'amorçage de l'arc est généralement utilisée. L'opération consiste à amorcer l'arc d'un côté du cordon de soudure et, une fois que la gouttelette se détache de l'électrode, à soulever immédiatement l'arc jusqu'à la diagonale supérieure du cordon de soudure, puis à tirer l'arc jusqu'à l'autre côté du cordon de soudure. Faites une légère pause, attendez que la gouttelette se détache de l'électrode, puis soulevez à nouveau l'arc jusqu'à la diagonale supérieure. Répétez ce processus pour remplir le cordon de soudure de gouttelettes, comme le montre la figure 21.
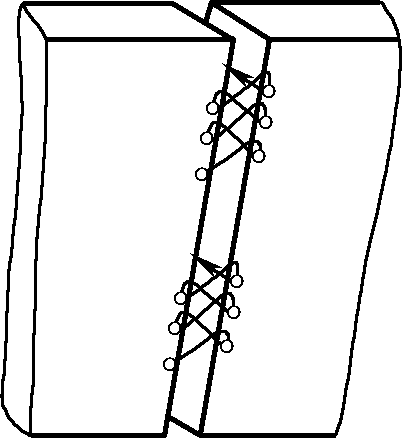
Pendant l'opération, veillez à ce que les gouttelettes aient un temps de solidification suffisant et essayez de ne pas rompre l'arc.
3) Soudage horizontal
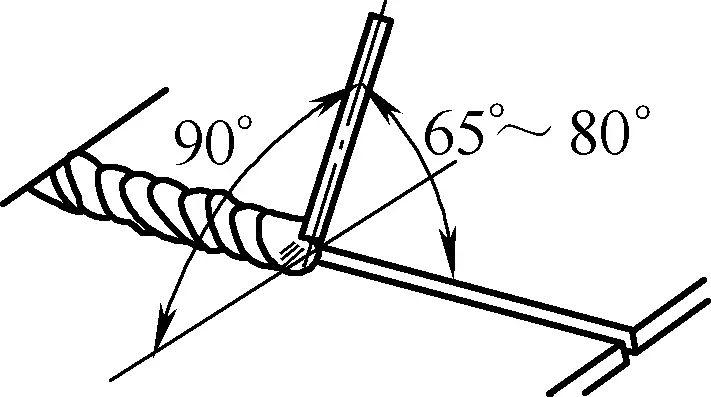
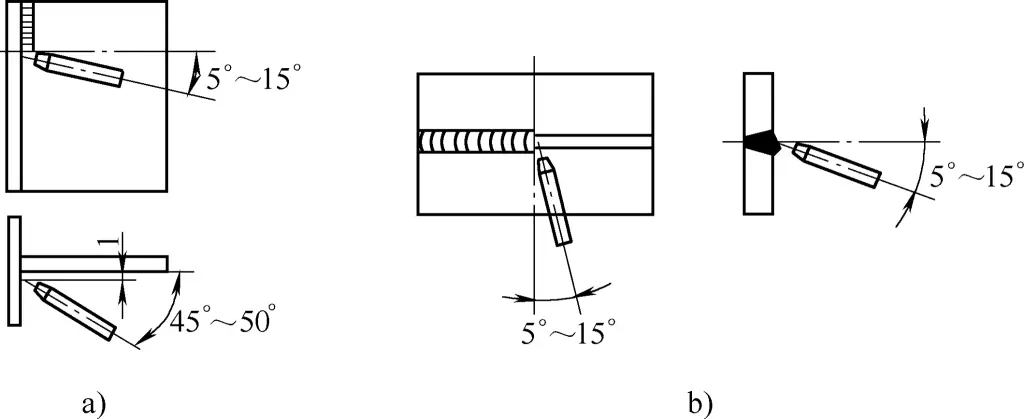
Le soudage horizontal est également difficile, car le métal en fusion et le laitier ont tendance à s'écouler vers le bas sous l'effet de la gravité, ce qui provoque une contre-dépouille dans la partie supérieure du cordon de soudure et un bourrelet de soudure dans la partie inférieure. L'angle de l'électrode pendant le soudage horizontal est illustré à la figure 22.
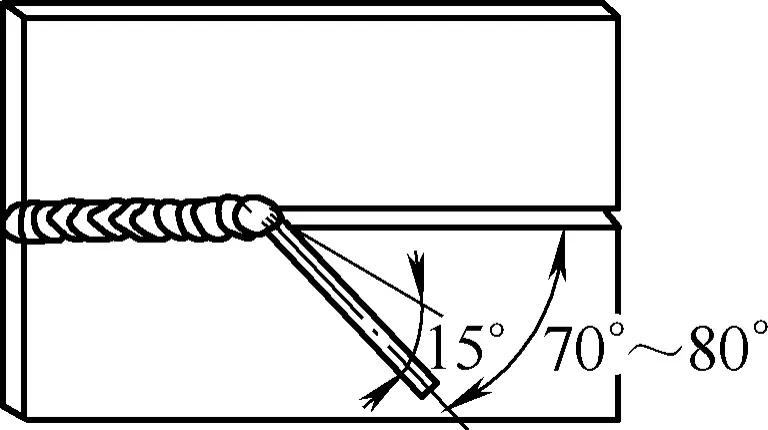
Dans le soudage horizontal, l'électrode est inclinée de 15° dans le sens vertical et forme un angle de 70° à 80° avec le cordon de soudure dans le sens horizontal, en utilisant un arc court et une manipulation linéaire en va-et-vient le long du cordon de soudure. Il est important de choisir des spécifications d'électrode et un courant de soudage légèrement inférieurs.
4) Soudage en hauteur
Le soudage en hauteur est l'opération la plus difficile parmi les différentes positions de soudage, car le bain de fusion est suspendu sous le cordon de soudure et la gravité affecte considérablement les gouttelettes, ce qui rend la formation de la soudure difficile.
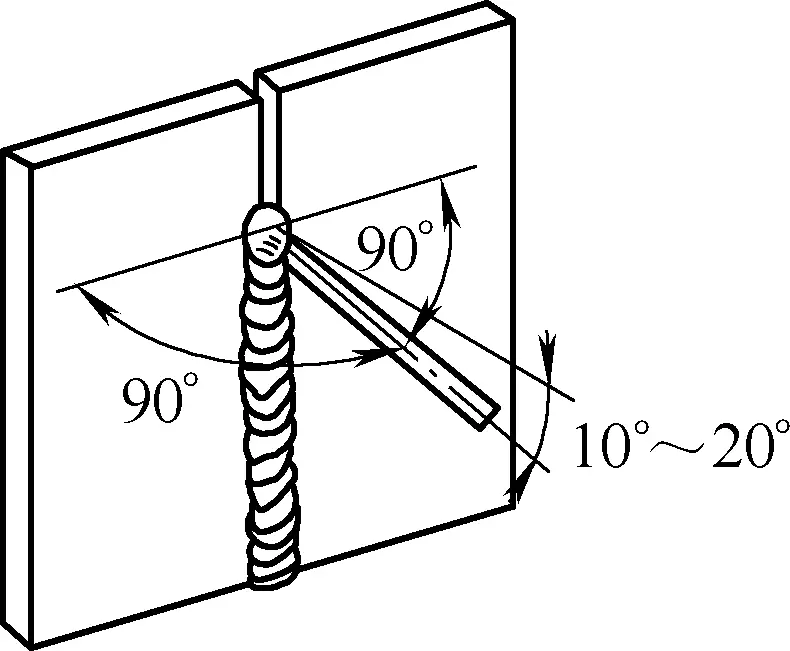
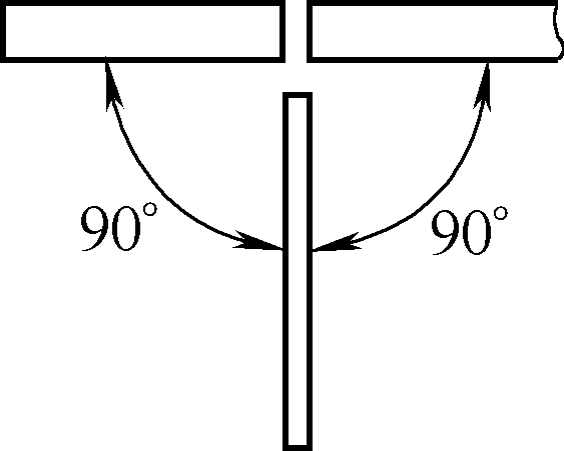
Le soudage en hauteur nécessite l'utilisation d'un arc électrique le plus court possible afin d'aider les gouttelettes à adhérer au cordon de soudure. Le diamètre de l'électrode utilisée pour le soudage par-dessus est généralement compris entre ϕ3 et ϕ4 mm, et le courant de soudage peut être légèrement plus élevé pour améliorer la force de l'arc. Pendant le soudage en hauteur, l'électrode forme un angle de 90° avec les deux côtés de la pièce, comme le montre la figure 23.
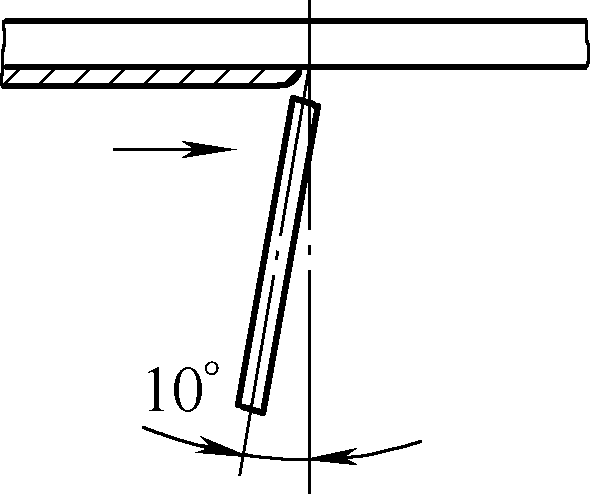
L'angle d'inclinaison de l'électrode par rapport à la direction de soudage est déterminé par la profondeur de pénétration. Si une pénétration peu profonde est nécessaire pour éviter les brûlures, l'électrode est inclinée d'environ 10° dans la direction opposée au soudage, comme le montre la figure 24.
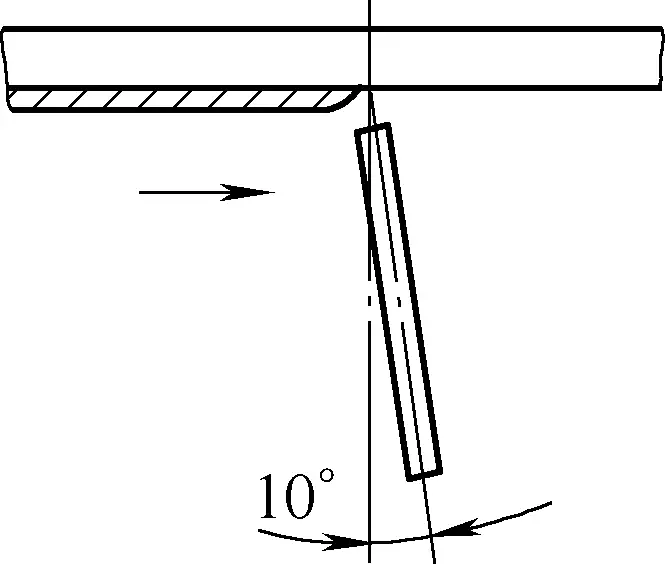
Si une pénétration plus profonde est nécessaire, inclinez l'électrode d'environ 10° dans la direction du soudage, comme le montre la figure 25. L'électrode peut être déplacée en ligne droite ou en ligne droite alternative.
L'utilisation correcte des électrodes est l'un des facteurs importants pour garantir la qualité du soudage. Le tableau 5 présente les applications des électrodes couramment utilisées.
Tableau 5 Application des électrodes couramment utilisées (électrodes pour acier de construction)
| Modèle | Marque | Type de revêtement | Type actuel | Application principale |
| E4313 | J421 | Type de potassium à haute teneur en titane | AC/DC | Utilisé pour le soudage vertical vers le bas et le soudage intermittent de fines plaques d'acier au carbone |
| F4303 | J422 | Type de calcium de titane | AC/DC | Soudage de structures plus importantes en acier à faible teneur en carbone et en acier faiblement allié de la même classe de résistance |
| E5016 | J506 | Type de potassium à faible teneur en hydrogène | AC/DC | Soudage d'acier à teneur moyenne en carbone et de certaines structures importantes en acier faiblement allié, telles que Q345, etc. |
| E5015 | J507 | Type de sodium à faible teneur en hydrogène | DC | Soudage d'acier à teneur moyenne en carbone et de structures importantes en acier faiblement allié telles que Q345, etc. |
| E5015-G | J507R | Type de sodium à faible teneur en hydrogène | DC | Utilisé pour le soudage des récipients sous pression |
| E5015-G | J507RH | Type de sodium à faible teneur en hydrogène | DC | Utilisé pour le soudage d'importantes structures en acier faiblement allié, telles que les navires, les pipelines à haute pression et les plates-formes. |
Pour garantir la qualité du soudage, les électrodes doivent être séchées et correctement stockées. Les revêtements d'électrodes basiques utilisent du verre soluble comme liant, tandis que les électrodes acides utilisent des matériaux organiques comme liants et de la poudre de bois comme agent de formation de gaz. Ces facteurs déterminent que la température de séchage des électrodes ne doit pas être trop élevée. Les températures de séchage de différentes électrodes sont indiquées dans le tableau 6.
Tableau 6 Températures de séchage des électrodes
| Type d'électrode | Température de séchage/℃ | Durée d'isolation/h | Temps de séchage maximum | Température d'isolation pendant l'utilisation/℃ |
| Électrode de base | 350~400 | 1 | 3 | 100 |
| Électrode acide | 150 | 1 | 3 | 100 |
| Électrode en acier inoxydable | 220~250 | 1 | 3 | 100 |
| Électrode de type cellulosique | 100~120 | 1 | 3 | 80~100 |
Après le séchage, les électrodes doivent être placées dans un conteneur d'isolation pour électrodes. Après avoir retiré une électrode, le conteneur doit être immédiatement recouvert pour éviter que l'humidité de l'air ne fasse reprendre de l'humidité à l'électrode séchée.
Pendant les opérations de soudage à l'arc à l'électrode, la protection de la sécurité consiste principalement à prévenir les chocs électriques, à empêcher le rayonnement de l'arc et à assurer la ventilation et le dépoussiérage.
Il existe deux types d'accidents par choc électrique dans les opérations de soudage : le choc électrique direct, qui implique un contact avec des pièces sous tension, et le choc électrique indirect, qui implique un contact avec des pièces non sous tension qui deviennent sous tension en raison d'une détérioration de l'isolation ou d'une défaillance de l'équipement.
Les principales formes de choc électrique direct pendant le soudage sont les suivantes : contact avec des pièces sous tension, telles que des pinces à souder et des électrodes, lors du remplacement d'électrodes ou de pièces ; mauvaise isolation entre les pieds ou d'autres parties du corps et le sol ou les structures métalliques, par exemple lors du soudage à l'intérieur de conteneurs, de pipelines, dans des endroits pluvieux et humides, ou lorsque le corps transpire beaucoup, ce qui peut facilement entraîner un choc électrique ; contact avec des bornes sous tension exposées, des poteaux de liaison, des fils, etc.
Les chocs électriques indirects pendant le soudage sont principalement dus à des fuites au niveau de l'équipement, notamment : fuites au niveau de l'équipement dues à une surcharge, à un court-circuit interne provoquant une réduction des performances d'isolation ; fuites dues à la détérioration de l'isolation de la bobine par la pluie ou l'humidité ; fuites dues à la détérioration de la partie isolante des fils et des câbles, etc.
Les mesures de prévention des fuites comprennent principalement : le respect strict des procédures d'exploitation ; le port correct de l'équipement de protection pendant le soudage ; la mise à la terre fiable de l'enveloppe de l'équipement de soudage, de sorte qu'en cas de fuite de l'enveloppe, la résistance de la mise à la terre est très faible (≤4Ω), formant une boucle entre l'enveloppe de l'équipement et le fil de mise à la terre, ce qui permet à la majeure partie du courant de passer par cette boucle plutôt que par le corps humain, évitant ainsi les chocs électriques ; la sélection de fils et de câbles qualifiés, et le renforcement des inspections de la production en matière de sécurité.
Pour prévenir les risques de radiation de l'arc de soudage et de brûlures par étincelles, il est nécessaire de porter correctement des vêtements de protection, de choisir une teinte adaptée aux conditions de travail et d'installer une pièce ou un écran de protection contre l'arc sur le site de soudage. L'écran doit être fabriqué en matériaux ignifuges, avec une surface peinte en noir ou en gris, et sa hauteur ne doit pas être inférieure à 1,8 m, avec un espace de 25 cm en bas pour la circulation de l'air.
Les soudeurs doivent porter des vêtements de travail en toile de coton et ne doivent pas porter de vêtements de travail en fibres synthétiques. L'écran facial utilisé doit couvrir le visage et les oreilles et ne doit pas présenter de fuites de lumière.
La ventilation et le dépoussiérage sont des mesures de protection importantes pour prévenir les effets des fumées de soudage et des gaz nocifs sur le corps humain. Par conséquent, une ventilation locale et complète doit être mise en place.
La ventilation globale est assurée par un système de ventilation mécanique avec des conduits et des ventilateurs pour l'ensemble de l'atelier. Elle doit adopter la méthode de désenfumage induit ou de ventilation par soufflage et aspiration.
La ventilation locale est assurée par l'aspiration locale, où les fumées de soudage et les gaz nocifs sont efficacement aspirés par la hotte d'aspiration. Les installations de ventilation locale comprennent des hottes de fumée, de petits ventilateurs portables, des éjecteurs d'air comprimé et des unités de dépoussiérage et d'élimination des fumées.
Lors de l'utilisation d'un système d'échappement local, la vitesse du vent à proximité de la zone de travail de soudage doit être contrôlée à 30 m/min afin de garantir que l'arc n'est pas interrompu. En outre, pour répondre aux exigences en matière de prévention des incendies, la distance entre les matériaux inflammables et explosifs et la source d'inflammation du soudage ne doit pas être inférieure à 10 m pendant les opérations de soudage.
Le soudage sous protection gazeuse, abrégé en "soudage électrique au gaz", est une méthode de soudage à l'arc qui utilise un gaz comme moyen de protection. LE SOUDAGE AU CO2 Le soudage sous protection gazeuse utilise le CO2 comme gaz de protection. Il utilise un fil de soudure comme électrode, et l'arc généré entre le fil de soudure et la pièce à souder fait fondre le métal, ce qui permet un soudage automatique ou semi-automatique.
LE CO2 Le soudage sous protection gazeuse présente des avantages tels qu'un faible coût, une bonne qualité et une productivité élevée. Il est largement utilisé dans des industries telles que la construction navale, l'automobile, les véhicules ferroviaires et les machines agricoles, principalement pour le soudage de l'acier à faible teneur en carbone et de l'acier de construction faiblement allié.
La figure 26 montre le principe de fonctionnement du système de captage et de stockage du CO2 le soudage sous protection gazeuse. Pendant le soudage, le CO2 est pulvérisé autour du fil de soudage par la buse, formant un bouclier gazeux local autour de l'arc, isolant mécaniquement les gouttelettes et le bain de fusion de l'air, garantissant un processus de soudage stable et des soudures de haute qualité.
1-Pièce de travail
2-Soudure
3-Piscine en fusion
4-Arc
5-buses
6-Fil à souder
7-CO2 Débit de gaz de protection
Dans la production et le traitement des composants en tôle, le soudage semi-automatique est actuellement le plus couramment utilisé. Le fil de soudage est alimenté automatiquement par une machine et le soudeur tient la torche de soudage pour l'actionner.
Les principaux composants du CO2 Le matériel de soudage sous protection gazeuse est illustré à la figure 27. Pendant le soudage, le fil de soudage est acheminé par le mécanisme d'alimentation en fil 5 à travers le tuyau d'alimentation en fil 4 et la pointe de contact 2. LE FIL DE SOUDAGE EST ALIMENTÉ EN CO2 est pulvérisé par la buse à un certain débit. Une fois l'arc allumé, l'extrémité du fil de soudage, l'arc et le bain de fusion sont entourés de CO2 pour éviter les effets nocifs de l'air sur le métal.
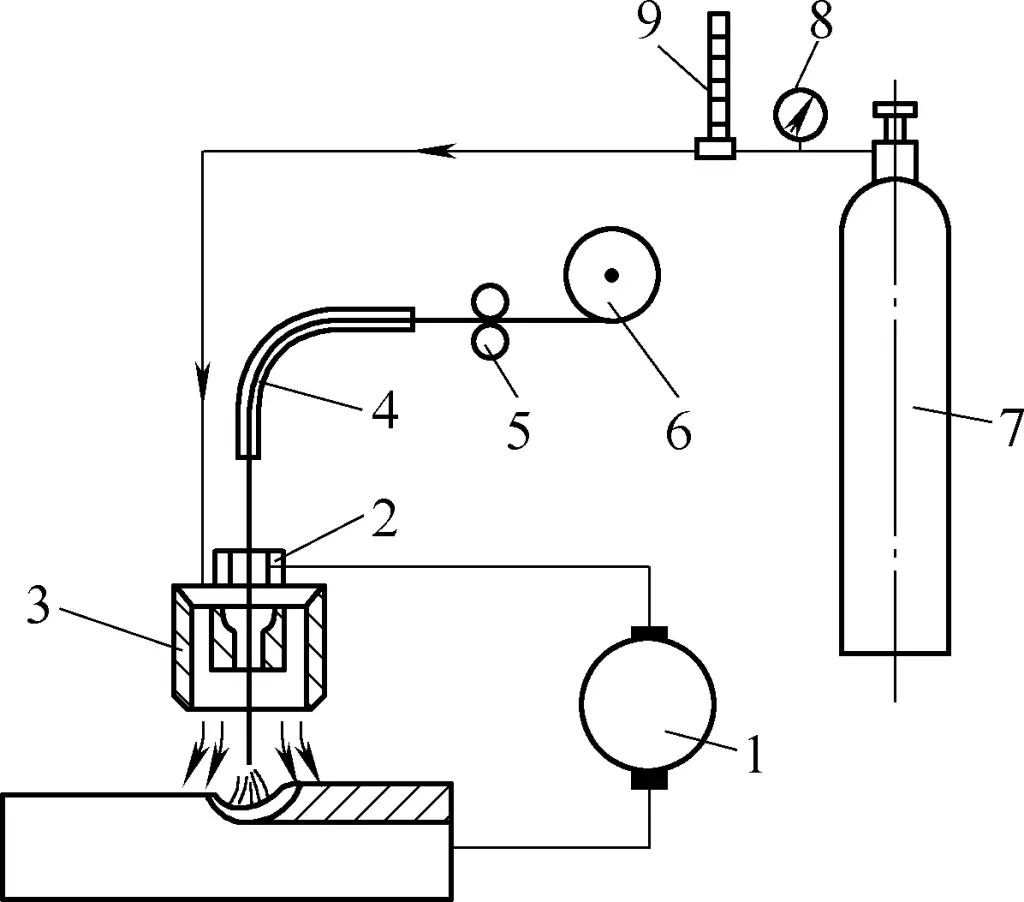
Source d'énergie pour le soudage à 1 arc
Embout à 2 contacts
3-Buse de la torche de soudage
Tuyau d'alimentation à 4 fils
Mécanisme d'alimentation à 5 fils
Enrouleur de fil de soudure 6
7-CO2 Bouteille de gaz
8-Régulateur de pression
9-Débitmètre
Les modèles d'évaluation des émissions de CO2 Les machines à souder sous protection gazeuse comprennent principalement les modèles NBC-200, NBC-250, NBC-315, NBC-350, NBC-500, etc. L'aspect typique des machines à souder au CO2 La figure 28 montre une machine à souder intégrée et la figure 28b une machine à souder divisée.
Pendant le soudage, le fil de soudage sert de métal d'apport ou simultanément de fil métallique conducteur. Il s'agit d'un matériau de soudage pour divers procédés de soudage tels que le soudage sous protection gazeuse, le soudage à l'arc sous argon et le soudage sous laitier électrolytique.
La classification des fils de soudure est généralement la suivante : ① Selon la méthode de soudage, ils peuvent être divisés en CO2 Fil de soudage sous protection gazeuse, fil de soudage sous gaz inerte au tungstène, fil de soudage sous gaz inerte en fusion, soudage à l'arc submergé ② En fonction de la forme et de la structure, ils peuvent être divisés en fils pleins, fils fourrés et fils actifs, etc. ; ③ En fonction des matériaux métalliques applicables, ils peuvent être divisés en fils d'acier à faible teneur en carbone, fils d'acier faiblement alliés, fils de revêtement en alliages durs, fils d'aluminium, fils de cuivre et fils de fonte, etc.
La sélection correcte des spécifications de soudage est cruciale pour la réduction des émissions de CO2 le soudage sous protection gazeuse. Il affecte non seulement directement la qualité de la soudure, mais aussi la quantité d'éclaboussures de métal.
En soudage sous protection gazeuse, pour assurer une combustion stable de l'arc, on utilise généralement un courant continu à polarité inversée, la pièce étant reliée à l'électrode négative et le pistolet de soudage à l'électrode positive. La méthode de connexion positive n'est utilisée que pour le surfaçage ou la réparation par soudage de pièces en acier moulé.
La tension de l'arc est un facteur important qui affecte le transfert des gouttelettes, les projections de métal, la fréquence des courts-circuits, le temps de combustion de l'arc et la largeur de la soudure. Dans le cas du soudage à haute intensité, la tension de l'arc est généralement comprise entre 30 et 50 V.
En général, lorsque le courant de soudage augmente, la profondeur de pénétration augmente de manière significative, et la largeur et le renforcement de la soudure augmentent également en conséquence. L'intensité du courant de soudage doit être choisie en fonction de l'épaisseur de la pièce, du matériau du fil de soudage, du diamètre du fil de soudage, de la position spatiale de la soudure et de la forme de transfert de gouttelettes requise.
Lorsque la vitesse de soudage augmente (ou diminue), la largeur, le renforcement et la pénétration de la soudure diminuent (ou augmentent) en conséquence.
La longueur d'extension du fil de soudage fait référence à la longueur du fil de soudage qui sort de la pointe de contact pendant le soudage. En général, pour les fils fins, le CO2 pour le soudage sous protection gazeuse, la longueur d'extension est de 8 à 14 mm ; pour le soudage sous protection gazeuse avec fil épais, la longueur d'extension est de 8 à 14 mm.2 soudage sous protection gazeuse, la longueur de l'extension est de 10 à 20 mm.
Les émissions de CO2 doit être sélectionné en fonction du courant de soudage, de la vitesse de soudage, de la longueur du fil et du diamètre de la buse. Lorsque le courant de soudage est élevé, que la vitesse de soudage est rapide et que l'allongement du fil est long, le débit de CO2 doit être plus important en conséquence. En général, le débit de CO2 Le débit de gaz est compris entre 8 et 25L/min.
Parmi les paramètres de spécification susmentionnés, certains sont fondamentalement fixes, tels que la polarité, la longueur d'extension du fil et le débit de gaz. Par conséquent, la sélection du CO2 Les spécifications du soudage sous protection gazeuse impliquent principalement le choix de paramètres tels que le diamètre du fil, le courant de soudage, la tension de l'arc et la vitesse de soudage. La sélection de ces paramètres doit être envisagée de manière globale sur la base des conditions réelles telles que l'épaisseur de la pièce, la forme du joint et la position de soudage. Le tableau 7 présente les systèmes semi-automatiques de soudage au CO2 paramètres de spécification du soudage sous protection gazeuse.
Tableau 7 : Systèmes semi-automatiques d'échange de quotas de CO2 paramètres de spécification du soudage sous protection gazeuse
Épaisseur/mm | Formulaire commun | Espace d'assemblage b/mm | Diamètre du fil/mm | Courant de soudage/A | Tension d'arc/V | Débit de gaz/(L/min) |
| ≤1.2 |  | ≤0.3 | 0.6 | 30~50 | 18~19 | 6~7 |
| 1.5 | 0.7 | 60~80 | 19~20 | 6~7 | ||
| 2 |  | ≤0.5 | 0.8 | 80~100 | 20~21 | 7~8 |
| 2.5 | ||||||
| 3 | 0.8~0.9 | 90~115 | 21~23 | 8~10 | ||
| 4 | ||||||
| ≤1.2 | 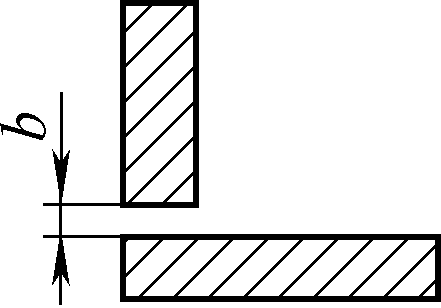 | ≤0.3 | 0.6 | 35~55 | 19~20 | 6~7 |
| 1.5 | 0.7 | 65~85 | 20~21 | 8~10 | ||
| 2 | ≤0.5 | 0.7~0.8 | 80~100 | 21~22 | 10~11 | |
| 2.5 | 0.8 | 90~110 | 22~23 | 10~11 | ||
| 3 | 0.8~0.9 | 95~115 | 21~23 | 11~13 | ||
| 4 | 0.8~0.9 | 100~120 | 21~23 | 13~15 |
LE CO2 Les méthodes d'opération de soudage sous protection gazeuse peuvent être divisées en soudage vers la gauche (voir figure 29a) et vers la droite (voir figure 29b) en fonction de la direction du mouvement de la torche de soudage (vers la gauche ou vers la droite).
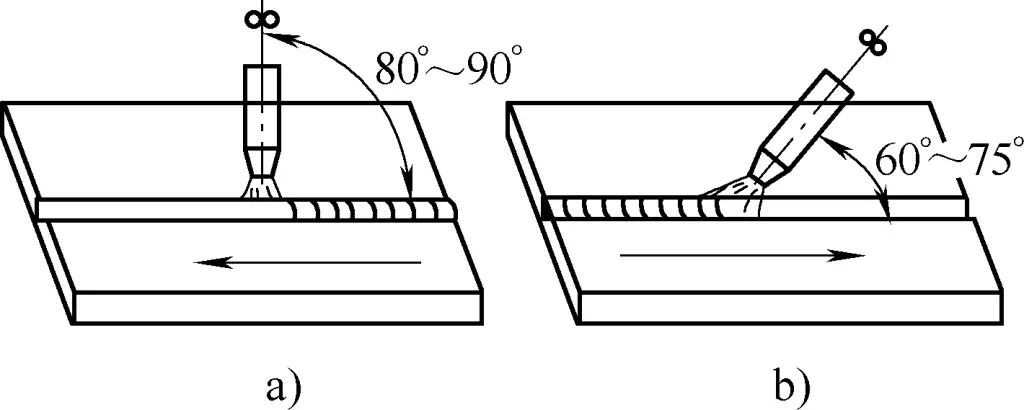
Lors de l'utilisation de la méthode de soudage vers la droite, la visibilité du bain de fusion et l'effet de protection par gaz sont relativement bons, mais il est difficile d'observer l'espace entre les soudures pendant le soudage, ce qui peut facilement entraîner une déviation du soudage. En outre, comme le fil de soudage pointe directement sur le bain de fusion, l'arc a un effet de décapage sur le bain de fusion. S'il n'est pas utilisé correctement, il peut provoquer une hauteur excessive du cordon de soudure, ce qui affecte la formation de la soudure.
Lors de l'utilisation de la méthode de soudage vers la gauche, la buse ne bloque pas la vue du soudeur, ce qui lui permet de voir clairement la soudure et de réduire les risques de déviation. Elle permet également une plus grande largeur de fusion, ce qui se traduit par une soudure lisse et esthétique. C'est pourquoi la méthode de soudage vers la gauche est généralement utilisée. Entre-temps, le soudeur doit contrôler correctement l'angle entre la torche de soudage et la pièce à souder, ainsi que la hauteur de la buse, afin de maintenir une position relative adéquate entre la torche et la pièce à souder.
Pendant la période d'émission de CO2 Lors du soudage sous protection gazeuse, il faut s'assurer que le bras qui tient la torche est dans un état naturel et que le poignet peut déplacer la torche avec souplesse et liberté pour les différentes opérations. Les postures de travail pour les différentes positions de soudage sous protection gazeuse au CO2 Le soudage sous protection gazeuse est illustré à la figure 30.
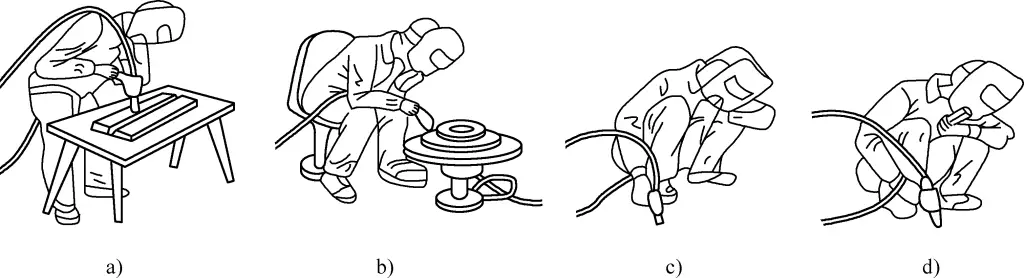
a) Soudage en position debout
b) Soudage en position assise
c) Position de soudage vers la gauche
d) Posture de soudure vers la droite
Comme pour le soudage à l'arc avec électrode en bâton, l'amorçage, le déplacement et l'extinction de l'arc sont les opérations les plus élémentaires du soudage au CO2 Le soudage à l'arc sous protection gazeuse, mais les techniques d'opération diffèrent du soudage à l'arc à l'électrode en bâton.
1) Amorçage de l'arc
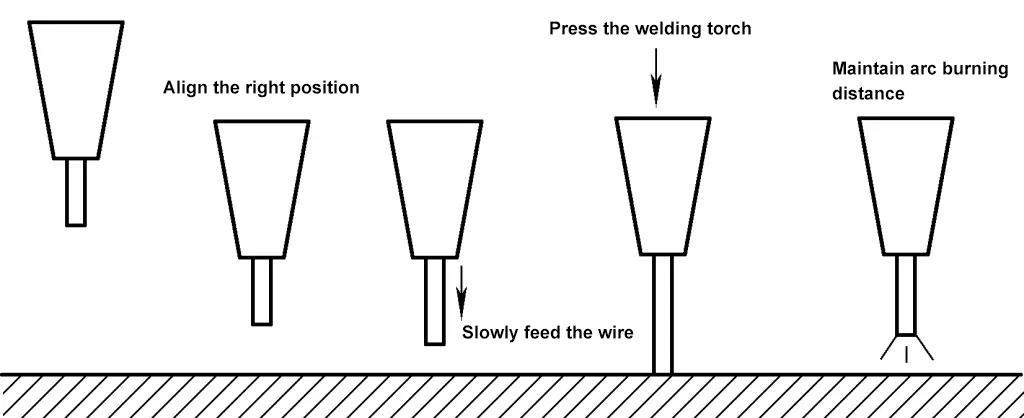
Les étapes spécifiques de l'amorçage de l'arc sont les suivantes : tout d'abord, appuyer sur l'interrupteur de jogging du boîtier de télécommande ou sur l'interrupteur de commande de la torche de soudage pour dérouler une section de fil de soudage, en veillant à ce que la longueur étendue soit inférieure à la distance qui doit être maintenue entre la buse et la pièce à souder. Placez ensuite la torche de soudage au point d'amorçage de l'arc, selon les besoins (en maintenant un angle et une hauteur de buse appropriés), en veillant à ce que l'extrémité du fil de soudage n'entre pas en contact avec la pièce et que la hauteur de la buse soit déterminée par l'intensité du courant de soudage.
Si l'opération n'est pas maîtrisée, il est préférable de tenir la torche à deux mains. Enfin, appuyez sur l'interrupteur de commande de la torche de soudage, et la machine à souder se chargera automatiquement de l'alimentation en gaz et retardera la connexion au réseau électrique. Maintenez la haute tension, et lorsque le fil de soudage entre en contact avec la pièce et se court-circuite, l'arc s'enflamme automatiquement.
En cas de court-circuit, la torche de soudage a tendance à se soulever automatiquement. Lors de l'amorçage de l'arc, exercer une légère pression sur la torche pour éviter qu'elle ne se soulève trop et n'éteigne l'arc en raison d'une longueur d'arc excessive. L'ensemble du processus d'amorçage de l'arc est illustré à la figure 31.
2) Mouvement de l'arc
Pour contrôler la largeur de la soudure et assurer la qualité de la fusion, on utilise du CO2 Le soudage sous protection gazeuse exige que la torche de soudage effectue des oscillations latérales similaires à celles du soudage à l'arc avec électrode en bâton. En général, pour réduire l'apport de chaleur et la zone affectée thermiquement et minimiser la déformation, il ne faut pas utiliser de grandes oscillations latérales pour obtenir une soudure large. Pour les tôles épaisses, il est préférable de recourir au soudage multicouche et multipasse. Les principales formes d'oscillation et les plages d'application de la torche de soudage sont indiquées dans le tableau 8.
Tableau 8 Principales formes d'oscillation et domaines d'application de la torche de soudage
Domaines d'application et points clés | Forme d'oscillation |
Passe-racine pour les plaques minces et moyennement épaisses |  |
Lorsqu'il y a un espace à la racine des plaques minces ou lorsque la rainure a une plaque d'appui en acier. |  |
Petit sillon ou passe racine pour les plaques d'épaisseur moyenne, avec une pause de 0,5s de part et d'autre du sillon Gauche et droite |  |
Oscillation latérale après la deuxième couche dans le soudage de plaques épaisses, avec une pause de 0,5 s de part et d'autre de la rainure |  |
Première couche dans le soudage multicouche |  |
Lorsque le sillon est large, avec une pause de 0,5 s de part et d'autre du sillon |  |
3) Terminaison de l'arc
LE CO2 Les postes de soudage sous protection gazeuse sont équipés d'un circuit de contrôle du cratère. Lorsque la torche de soudage cesse d'avancer au point de terminaison de l'arc, ce circuit est simultanément activé, ce qui entraîne une diminution automatique du courant de soudage et de la tension de l'arc, et l'alimentation est coupée une fois que le bain de fusion est rempli.
Si la machine à souder n'est pas équipée d'un circuit de contrôle des cratères, ou si le circuit de contrôle des cratères n'est pas utilisé en raison d'un faible courant de soudage, la torche de soudage cesse d'avancer au point de terminaison de l'arc et peut rompre l'arc à plusieurs reprises avant que le bain de fusion ne se solidifie. Il peut être nécessaire d'amorcer l'arc à plusieurs reprises jusqu'à ce que le cratère soit rempli. Il convient de noter que l'opération doit être rapide ; si le bain de fusion s'est solidifié avant l'amorçage de l'arc, il peut en résulter un manque de fusion et des défauts de porosité.
Lorsque vous terminez l'arc, faites une légère pause au niveau du cratère, puis soulevez lentement la torche de soudage. Cela permet au métal en fusion de remplir le cratère et de s'assurer que le métal en fusion est encore protégé par le gaz avant la solidification. Si la fin de l'arc est trop rapide, des fissures et des porosités risquent de se produire au niveau du cratère.
Les positions de soudage des tôles se répartissent entre le soudage à plat, le soudage horizontal et le soudage vertical, etc. Pour les différentes positions de soudage, il convient de tenir compte des points suivants lors de l'exécution des opérations de soudage au CO2 les opérations de soudage sous protection gazeuse.
1) Soudage à plat
Pour le soudage bout à bout de tôles plates, la méthode de soudage vers la gauche est généralement utilisée. Pour le soudage bout à bout de plaques minces, la torche de soudage se déplace en ligne droite. En cas d'écart, la torche peut effectuer des oscillations latérales appropriées, mais l'amplitude ne doit pas être trop importante pour éviter d'affecter l'effet de protection du gaz sur le bain de fusion. Pour le soudage bout à bout de rainures en V de tôles moyennes et épaisses, le passage de la racine doit se faire en ligne droite, et la torche peut effectuer des oscillations latérales appropriées lors du soudage des couches supérieures.
Pour le soudage d'angle et le soudage à recouvrement, la méthode de soudage vers la gauche ou vers la droite peut être utilisée, mais la méthode de soudage vers la droite donne un aspect plus complet. Pendant le soudage, l'angle de la torche de soudage doit être contrôlé en fonction de l'épaisseur de la plaque et de la taille de la patte de soudure. Pour le soudage d'angle en T de pièces d'épaisseur inégale, l'arc doit être orienté vers la plaque la plus épaisse afin d'assurer un chauffage uniforme des deux plaques.
Lors du soudage de plaques d'épaisseur égale, si la taille de la patte de soudure est inférieure à 5 mm, la torche de soudage peut être orientée directement vers l'angle, comme le montre la figure 32a. Lorsque la taille de la patte de soudure est supérieure à 5 mm, la torche doit être décalée horizontalement de 1 à 2 mm, tout en maintenant un angle de 75° à 80° avec la direction de soudage, comme le montre la figure 32b.
2) Soudage vertical et horizontal
Il existe deux méthodes de soudage vertical : l'une consiste à souder de bas en haut, ce qui permet d'obtenir une plus grande pénétration de la soudure. En effectuant des oscillations triangulaires pendant l'opération, il est possible de contrôler la largeur de la fusion et d'améliorer la formation de la soudure. Cette méthode est généralement utilisée pour le soudage au fil fin de plaques moyennes et épaisses. L'autre méthode consiste à souder de haut en bas, ce qui est rapide et pratique et permet d'obtenir une soudure lisse et esthétique, mais avec une pénétration peu profonde et une plus faible résistance du joint, généralement utilisée pour le soudage de plaques minces.
Le soudage horizontal utilise principalement la méthode de soudage vers la gauche, la torche de soudage effectuant des mouvements linéaires ou de petites oscillations réciproques. Les figures 33a et 33b montrent les positions relatives de la torche de soudage et de la pièce pendant le soudage vertical et horizontal, respectivement.
3) Soudage en hauteur
Le soudage en hauteur doit utiliser un fil de soudage plus fin, un courant de soudage plus faible et un arc court afin d'accroître la stabilité du processus de soudage. Le système d'injection de CO2 Le débit de gaz doit également être légèrement plus important que pour le soudage à plat et le soudage vertical.
Pour le soudage aérien de tôles minces, on utilise généralement des oscillations réciproques de faible amplitude. Pour le soudage aérien de tôles moyennes et épaisses, il convient d'effectuer des oscillations latérales appropriées et de marquer une brève pause de part et d'autre du joint ou de la rainure afin d'éviter que le cordon de soudure ne se gonfle au milieu et que le métal liquide ne s'écoule vers le bas. La position spatiale de la torche de soudage pendant le soudage au plafond est illustrée à la figure 34.
Étant donné que le CO2 est un gaz oxydant, il peut se décomposer en CO et O à des températures d'arc élevées, entraînant la perte par combustion du carbone, du manganèse, du silicium et d'autres éléments d'alliage dans l'acier. Pour garantir la présence d'éléments d'alliage dans la soudure, il convient d'utiliser des fils de soudage à teneur plus élevée en manganèse et en silicium dans l'acier à faible teneur en carbone ou des fils d'acier allié contenant les éléments d'alliage correspondants. Par exemple, le fil H08MnSiA est couramment utilisé pour le soudage de l'acier à faible teneur en carbone, et le fil H08Mn2SiA est couramment utilisé pour le soudage de l'acier de construction faiblement allié.
Le tableau 9 indique les fils de soudage recommandés pour les matériaux métalliques couramment utilisés lors de l'utilisation du CO2 le soudage sous protection gazeuse ou le soudage à l'arc sous argon.
Tableau 9 Fils de soudage recommandés pour les matériaux métalliques couramment utilisés lors de l'utilisation du CO2 le soudage sous protection gazeuse ou le soudage à l'arc sous argon
| Grade | LE CO2 soudage sous protection gazeuse | Soudage à l'arc sous argon |
| Q235AF, Q235A, Q235B, Q235C, 20, Q245R | H08MnSi | |
| Q345, Q345R | H08Mn2SiA | H10MnSi |
| 14Cr1MoR | H08Mn2SiA | H08Mn2SiA |
| 12CrMo, 12CrMoG | - | H08CrMoA |
| 15CrMoG, 15CrMoR | - | H13CrMoA |
| 12Cr1MoV, 12Cr1MoVG | - | H08CrMoVA |
| 20Cr13 | - | H02Cr13 |
| 06Cr18Ni10Ti, 12Cr18Ni9 | - | H0Cr21Ni10Ti |
| 06Cr17Ni12Mo2 | - | H0Cr19Ni12Mo2 |
| 06Cr17Ni12Mo2Ti | - | H00Cr19Ni12Mo2 |
| 06Cr19Ni13Mo3 | - | H0Cr20Ni14Mo3 |
| 022Cr19Ni10 | - | H00Cr21Ni10 |
| 06Cr19Ni10 | - | H0Cr21Ni10 |
| 15CrMo | - | H15CrMo, H18CrMoA |
Comme pour le soudage à l'arc par électrode en bâton, le CO2 Les opérations de soudage sous protection gazeuse présentent trois risques : l'électrocution, le rayonnement de l'arc et les gaz et fumées nocifs. Par conséquent, outre le respect des règles de protection de la sécurité pour le soudage à l'arc à l'électrode en bâton, les mesures de protection de la sécurité suivantes doivent être prises en fonction des caractéristiques du CO2 le soudage sous protection gazeuse.
Le rayonnement de l'arc produit par le CO2 Le soudage sous protection gazeuse est beaucoup plus fort et plus nocif que le soudage à l'arc avec électrode en forme de bâton.
La prévention du rayonnement de l'arc électrique consiste principalement à prévenir les risques liés aux rayons ultraviolets, infrarouges et à la lumière visible. Une exposition intense aux ultraviolets peut provoquer une dermatite, qui se traduit par des rougeurs et de petites cloques. L'exposition aux ultraviolets peut provoquer une photokératite, qui se traduit par des yeux rouges, des larmoiements et des picotements. Lorsque les yeux sont exposés à un rayonnement infrarouge intense, ils peuvent subir de graves brûlures et douleurs, voire des brûlures rétiniennes.
La lumière visible de l'arc de soudage est environ dix mille fois plus forte que l'intensité lumineuse normale que l'œil nu peut supporter. Lorsqu'il est exposé à la lumière visible de l'arc à courte distance, l'œil humain ne peut pas voir les objets environnants, ce qui est communément appelé "éblouissement".
Les mesures suivantes doivent être prises pour éviter les risques de radiation d'arc :
① Les soudeurs ne doivent pas exposer leur peau et doivent vérifier soigneusement si la peau est exposée avant de souder ;
② Sur les lieux de travail où les soudeurs sont nombreux, des barrières lumineuses doivent être installées entre eux.
La situation en matière d'éclaboussures de CO2 Le soudage à l'arc sous protection gazeuse est plus grave que le soudage à l'arc avec électrode en bâton. Pendant le soudage, il faut se protéger contre les brûlures et éviter les incendies. Pour éviter les brûlures et les incendies, les mesures suivantes doivent être prises :
① En fonction des conditions du chantier, les soudeurs doivent s'assurer qu'ils sont dans la meilleure position pour éviter d'être brûlés par les projections ;
② Avant de souder, observez attentivement la zone de soudage et l'environnement immédiat (où des éclaboussures peuvent tomber) pour détecter les matériaux inflammables et explosifs, et ne soudez pas si la situation n'est pas claire ;
③ Après le travail, vérifiez soigneusement qu'il ne reste pas de flammes sur le lieu de travail et dans les environs, et ne quittez les lieux qu'après vous être assuré qu'il n'y a pas de danger.
Les gaz nocifs courants lors de l'émission de CO2 Le soudage sous protection gazeuse comprend le CO2, CO, NO2etc. Lors de l'utilisation de fils fourrés, les fumées émises sont plus nombreuses et leur composition est plus complexe. L'inhalation prolongée peut entraîner des maladies professionnelles telles que la pneumoconiose et l'empoisonnement au manganèse. Par conséquent, les mesures de protection suivantes doivent être prises :
① Les soudeurs doivent être sensibilisés à la protection individuelle et porter des masques anti-poussière ;
② Pendant le travail, les soudeurs doivent être en position "au vent" pour réduire l'invasion de gaz nocifs ;
③ Renforcer les mesures de ventilation et de dépoussiérage.
Lors de l'exécution des mesures de CO2 Pour le soudage sous protection gazeuse, il convient de respecter les réglementations relatives à la supervision de la sécurité des bouteilles de gaz, principalement en ce qui concerne les aspects suivants :
① CO2 Les bouteilles de gaz doivent être inspectées et porter la marque d'acier du fabricant de la bouteille de gaz, et le tampon d'acier d'inspection sur le col de la bouteille doit indiquer que la bouteille est dans la période autorisée ;
② Il est préférable d'utiliser un cadre pour hisser le CO2 les bouteilles de gaz pour éviter qu'elles ne tombent d'une certaine hauteur ;
③ CO2 les bouteilles de gaz doivent être utilisées en position verticale et faire l'objet de mesures de positionnement afin d'éviter qu'elles ne tombent et ne provoquent des blessures ;
④ CO2 les bouteilles de gaz doivent être munies d'un pare-soleil pour éviter l'exposition au soleil ;
⑤ Le gaz dans le CO2 les bouteilles de gaz ne doivent pas être vidées et la pression restante ne doit pas être inférieure à 1MPa.
L'argon est un gaz inerte, qui ne réagit pas chimiquement avec les substances suivantes métaux ne se dissout pas dans les métaux liquides, ce qui permet d'éviter efficacement les effets nocifs de l'air sur le bain de fusion.
Le soudage à l'arc sous argon utilise l'argon comme gaz protecteur, ce qui permet de souder divers aciers alliés, des métaux non ferreux facilement oxydables et des métaux rares tels que le zirconium, le tantale et le molybdène. Comme l'arc brûle dans un flux d'air comprimé, la chaleur est concentrée, le bain de fusion est petit, la vitesse de soudage est rapide, la zone affectée par la chaleur est étroite et la déformation de la pièce après le soudage est faible.
Le soudage à l'arc sous argon peut être utilisé pour presque tous les métaux et alliages. Actuellement, il est principalement utilisé pour souder l'aluminium, le magnésium, le titane et leurs alliages, l'acier faiblement allié, l'acier résistant à la chaleur, l'acier inoxydable, etc. Il est plus difficile de souder des métaux dont le point de fusion est bas et qui s'évaporent facilement (comme le plomb, l'étain, le zinc). En raison du coût élevé de l'argon, l'équipement et le système de contrôle du soudage à l'arc à l'argon sont relativement complexes et, pour éviter que le flux de gaz protecteur ne soit perturbé, le soudage à l'arc à l'argon ne peut être effectué qu'à l'intérieur.
L'argon utilisé pour le soudage est généralement transporté dans des bouteilles d'acier peintes en gris et portant la mention "Pure Argon" en vert foncé à l'extérieur. La présence d'oxygène, d'azote, de dioxyde de carbone ou d'humidité dans l'argon peut réduire son effet protecteur et provoquer des défauts tels que des inclusions de scories et des pores de gaz. Par conséquent, pour le soudage de l'aluminium, du magnésium et de leurs alliages, la pureté de l'argon ne doit pas être inférieure à 99,9% (fraction de masse) ; pour le soudage de l'acier inoxydable, de l'acier résistant à la chaleur, du cuivre et de leurs alliages, la pureté de l'argon ne doit pas être inférieure à 99,7% (fraction de masse).
Le soudage à l'arc sous argon se divise en deux types : le soudage à l'arc sous argon avec électrode consommable et le soudage à l'arc sous argon avec électrode de tungstène (voir figure 35).
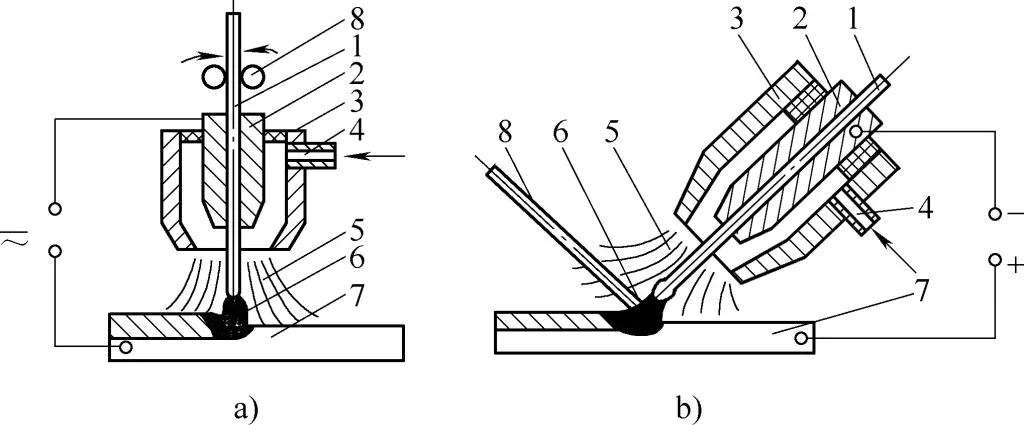
a) Soudage à l'arc à l'argon avec électrode consommable
b) Soudage à l'arc sous argon avec électrode de tungstène
a) Dans la figure :
1-Fil à souder
Embout à 2 contacts
3-buses
4-Tube d'entrée
Flux de 5 argon
6-Arc
7-Matériau de base
Rouleau d'alimentation 8 fils
b) Dans la figure :
1-Electrode en tungstène
Embout à 2 contacts
3-buses
4-Tube d'entrée
Flux de 5 argon
6-Arc
7-Matériau de base
8-Fil de remplissage
Le soudage à l'arc à l'argon avec électrode consommable utilise un fil métallique consommable comme électrode, qui sert également de matériau d'apport pendant le soudage. Il peut être divisé en deux formes : automatique et semi-automatique. Dans le cas du soudage semi-automatique, le soudeur actionne manuellement la torche (pistolet de soudage). Le soudage à l'arc sous argon avec électrode consommable permet d'utiliser des courants plus importants et convient au soudage de pièces plus épaisses.
Le soudage à l'arc sous argon avec électrode de tungstène utilise du tungstène ou un alliage de tungstène comme électrode. Pendant le soudage, un arc est généré entre l'électrode de tungstène et la pièce à souder. Comme l'électrode de tungstène ne fond pas, on parle aussi de soudage à l'arc à l'argon avec électrode non consommable. Le soudage à l'arc sous argon avec électrode de tungstène nécessite un fil d'apport supplémentaire pour être fondu dans le bain de soudure. En raison du point de fusion élevé de la tige de tungstène utilisée comme électrode et de la consommation lente de l'électrode de tungstène, il est facile à mécaniser. Toutefois, la capacité de transport de courant de l'électrode de tungstène est limitée, de sorte qu'elle ne convient qu'au soudage de pièces minces.
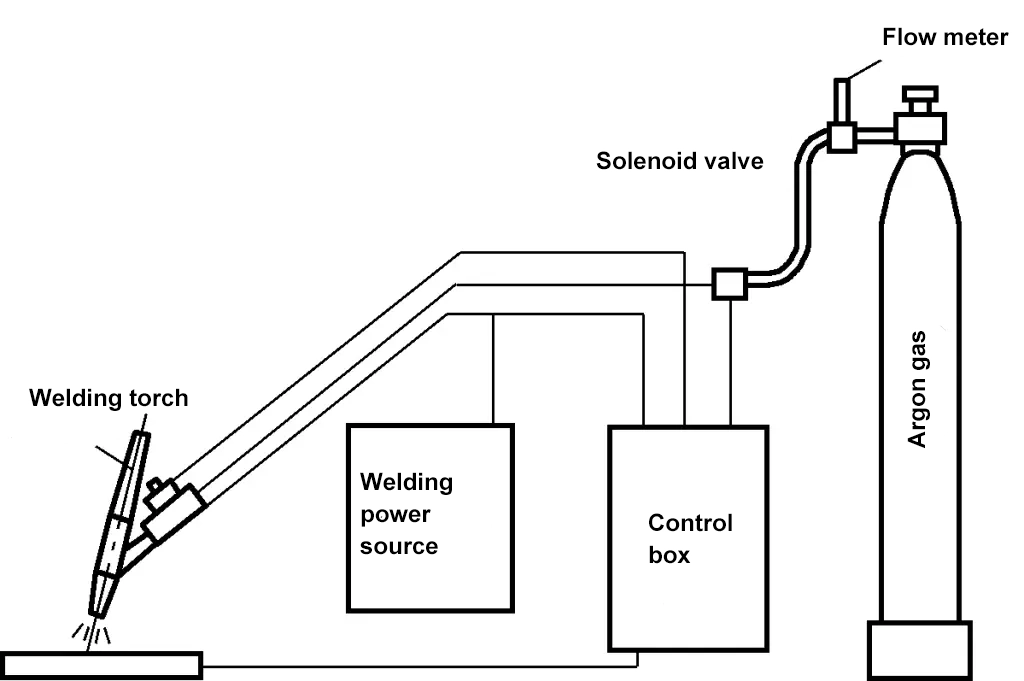
Le soudage à l'arc avec électrode de tungstène et argon peut être divisé en formes automatiques et manuelles. La figure 36 présente un schéma de la composition de l'équipement pour le soudage manuel à l'arc avec électrode de tungstène et argon. L'équipement peut être divisé en trois parties : le système d'alimentation de soudage, le système de contrôle, le système d'alimentation en gaz et la torche.
Du point de vue de la productivité, l'épaisseur des plaques soudées à l'arc avec une électrode en tungstène est de préférence inférieure à 3 mm. Pour certains composants importants à parois épaisses (tels que les appareils à pression et les pipelines), le soudage à l'arc sous argon est souvent utilisé pour la passe de fond afin de garantir la qualité de la soudure de fond pendant le soudage en position complète et le soudage par écart étroit.
Les différents matériaux métalliques nécessitent différents types et polarités de courant lors du soudage à l'arc à l'électrode de tungstène et à l'argon. L'aluminium, le magnésium et leurs alliages utilisent généralement un courant alternatif, tandis que les autres métaux sont soudés à l'aide d'un courant continu avec une connexion positive.
Le soudage à l'arc avec électrode de tungstène et argon à courant continu utilise un courant continu sans changement de polarité, ce qui permet d'obtenir un arc très stable. Cependant, il existe des polarités positives et négatives. Lorsque la pièce est connectée à la borne positive de l'alimentation et l'électrode de tungstène à la borne négative, on parle de méthode de connexion positive ; l'inverse est appelé méthode de connexion inversée.
En utilisant la méthode de connexion positive par courant continu, l'électrode de tungstène brûle très peu et l'arc est relativement stable, mais elle ne peut pas éliminer le film d'oxyde sur la surface du métal. À l'exception des alliages d'aluminium et de magnésium, les autres surfaces métalliques ne présentent pas de problème de film d'oxyde à point de fusion élevé, de sorte que cette méthode de connexion est généralement utilisée pour le soudage d'autres métaux. La méthode de connexion inversée par courant continu est rarement utilisée dans la production réelle.
La polarité du courant de soudage à l'arc à l'argon avec électrode de tungstène en courant alternatif change périodiquement, ce qui équivaut à une demi-vague de connexion positive en courant continu et à une demi-vague de connexion inverse en courant continu à chaque cycle. Pendant la demi-onde de connexion positive, l'électrode de tungstène peut émettre suffisamment d'électrons sans surchauffe, ce qui est bénéfique pour la stabilité de l'arc ; pendant la demi-onde de connexion inverse, le film d'oxyde généré sur la surface de la pièce peut être facilement éliminé, ce qui permet d'obtenir une soudure brillante et esthétique avec une bonne formation.
De cette manière, il prend en compte simultanément l'effet de nettoyage cathodique et les avantages d'une faible brûlure de l'électrode de tungstène et d'une bonne stabilité de l'arc. Le soudage à l'arc sous argon en courant alternatif est généralement choisi pour les métaux à forte réactivité, tels que l'aluminium, le magnésium et leurs alliages, ainsi que le bronze d'aluminium.
Lors du soudage à l'arc sous argon avec électrode de tungstène, la position relative correcte entre la torche, le fil d'apport et la pièce doit être maintenue (voir figure 37). La distance entre l'extrémité de la buse de la torche et la pièce à souder doit être comprise entre 8 et 14 mm. Plus la distance est grande, plus l'effet de protection du gaz est mauvais, mais si la distance est trop faible, la vision du soudeur sera affectée et l'électrode de tungstène pourra facilement entrer en contact avec le bain de soudure et se court-circuiter, ce qui entraînera la formation d'inclusions de tungstène.
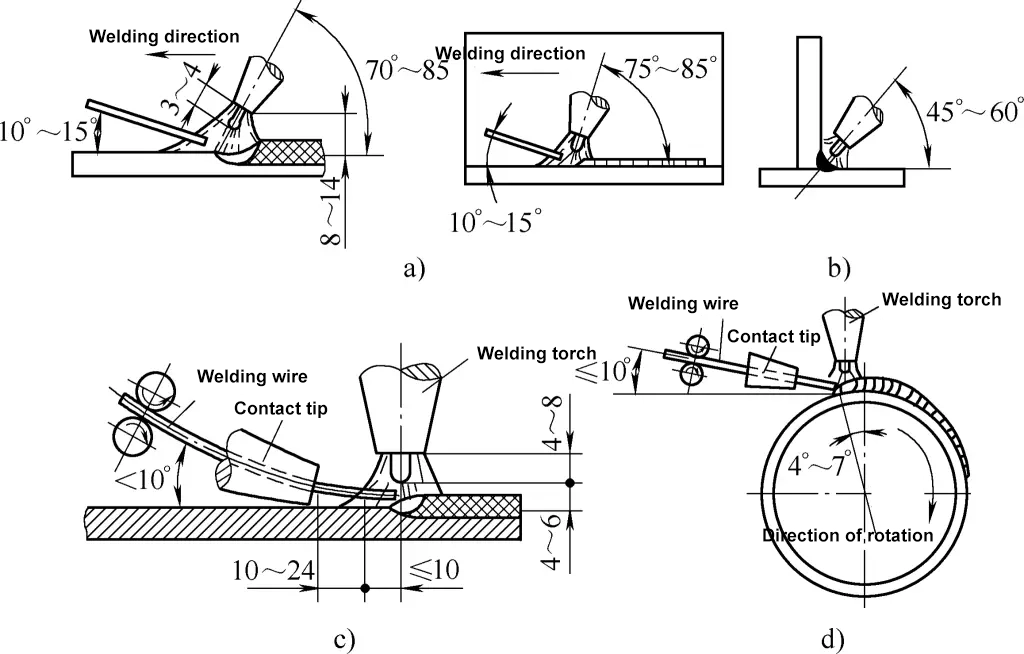
a) Soudage à l'arc sous argon
b) Soudage à l'arc sous argon en coin
c) Soudage à l'arc sous argon automatique à plat
d) Soudage automatique à l'arc sous argon des joints circonférentiels
Le soudage de joints droits utilise généralement la méthode de soudage vers la gauche. L'angle entre le fil d'apport et la pièce ne doit pas être trop important, sous peine de perturber la stabilité de l'arc et du flux de gaz. Dans le soudage manuel à l'arc sous argon avec électrode de tungstène, le fil d'apport peut être alimenté par intermittence ou en continu, mais il est essentiel d'empêcher le fil d'apport d'entrer en contact avec l'électrode de tungstène à haute température pour éviter la contamination, la brûlure et la détérioration de la stabilité de l'arc.
En outre, lors de l'alimentation intermittente du fil, il est nécessaire d'empêcher l'extrémité du fil d'apport de sortir de la zone de protection contre les gaz et de s'oxyder. Lors du soudage automatique à l'arc sous argon avec électrode de tungstène, la torche doit être décalée par rapport à l'axe de la pièce dans le sens inverse de la rotation afin de faciliter l'alimentation du fil et d'assurer une bonne formation de la soudure.
Le fil d'apport pour le soudage à l'arc sous argon est généralement sélectionné en fonction de la composition chimique du matériau de base et des propriétés mécaniques de la soudure. Parfois, des bandes du matériau de base peuvent être utilisées comme fil d'apport pour le soudage à l'arc à l'électrode manuelle en tungstène.
Pour les matériaux métalliques couramment utilisés, le fil de soudage recommandé pour le soudage à l'arc sous argon est indiqué dans le tableau 9.
Les procédés de soudage peuvent être divisés en trois catégories principales en fonction de leurs caractéristiques technologiques et de l'état du métal de base : le soudage par fusion, le soudage sous pression et le brasage.
Le soudage par fusion est une méthode qui utilise un chauffage local pour chauffer le joint des pièces à usiner jusqu'à un état fondu, ce qui leur permet de fusionner et de se lier après refroidissement. Il comprend principalement le soudage à l'arc, le soudage au gaz, le soudage à l'arc plasma, le soudage par faisceau d'électrons, etc.
Le soudage sous pression consiste à appliquer une certaine pression sur les surfaces de jointure de deux pièces, qu'elles soient chauffées ou non, afin de favoriser la liaison atomique et d'obtenir une connexion solide entre les pièces. Il comprend principalement le soudage par résistance, soudage par frictionle soudage à haute fréquence, etc.
Le brasage consiste à chauffer à la fois le métal d'apport, dont le point de fusion est inférieur à celui des pièces, et les pièces elles-mêmes, ce qui fait fondre le métal d'apport (mais pas les pièces). Le métal d'apport liquide mouille les pièces et remplit l'espace du joint, réalisant une liaison à l'état solide entre les métaux soudés lors du refroidissement. Il s'agit principalement du soudage, du brasage au cuivre, etc.
Selon le niveau actuel de la technologie de soudage, la plupart des matériaux métalliques utilisés dans l'industrie peuvent être soudés, bien que la facilité de soudage varie. Les méthodes de soudage recommandées pour les matériaux métalliques couramment utilisés peuvent être sélectionnées à l'aide du tableau 10.
Tableau 10 Méthodes de soudage recommandées pour les matériaux métalliques couramment utilisés
Métaux et alliages | Méthodes de soudage | |||||||||||||
| Soudage à l'arc par électrodes | Arc immergé Soudage | LE CO2 Gaz Protection de l'environnement Soudage | Argon Arc Soudage | Electroslag Soudage | Gaz Electrique Soudage | Oxyacétylène Soudage | Soudage sous pression | Soudage par points | Soudage par étincelle | Soudage à la thermite | Soudage par faisceau d'électrons | Brasage | ||
| Acier au carbone | Acier à faible teneur en carbone | A | A | A | B | A | A | A | A | A | A | A | A | A |
| Acier au carbone moyen | A | A | A | B | A | A | A | A | B | A | A | A | B | |
| Acier à haute teneur en carbone | A | B | C | B | B | B | B | A | D | A | A | A | B | |
| Acier à outils | B | B | D | B | C | C | A | A | D | B | B | A | B | |
| Acier au cuivre | A | A | C | B | A | A | A | A | A | A | B | A | B | |
| Acier moulé | Acier moulé au carbone | A | A | A | B | A | A | A | B | B | A | A | A | B |
| Acier à haute teneur en manganèse | B | B | B | B | A | A | B | D | B | B | B | A | B | |
| Fonte | Fonte grise | B | D | D | B | B | B | A | D | D | D | B | C | C |
| Fonte malléable | B | D | D | B | B | B | B | D | D | D | B | C | C | |
| Fonte alliée | B | D | D | B | B | B | A | D | D | D | A | C | C | |
| Faible alliage Acier doré | Acier au nickel | A | A | C | B | D | D | A | A | A | A | B | A | B |
| Nickel Cuivre Acier | A | A | C | Un | D | D | A | A | A | A | B | A | B | |
| Manganèse Molybdène Acier | A | A | C | - | D | B | A | B | A | A | B | A | B | |
| Acier au carbone et au molybdène | A | A | C | - | D | B | A | B | - | A | B | A | B | |
| Acier au nickel et au chrome | A | A | C | - | D | D | A | A | D | A | B | A | B | |
| Acier au chrome-molybdène | A | A | C | B | D | D | A | A | D | A | B | A | B | |
| Nickel Chrome Molybdène Acier | B | A | C | B | D | D | B | A | D | B | B | A | B | |
| Acier au nickel-molybdène | B | B | C | A | D | D | B | B | D | B | B | A | B | |
| Acier au chrome | A | B | C | - | D | D | A | A | D | A | B | A | B | |
| Acier au chrome-vanadium | A | A | C | - | D | D | A | A | D | A | B | A | B | |
| Acier au manganèse | A | A | C | B | B | B | A | B | D | A | B | A | B | |
| Inox Acier | Cheval en acier au chrome Type martensitique | A | A | B | A | C | B | B | B | C | B | D | A | C |
| Acier au chrome fer Type ferritique | A | A | B | A | C | B | B | B | A | A | D | A | C | |
| Acier chrome-nickel austénitique Type de corps | A | A | B | A | C | B | A | A | A | A | D | A | B | |
| Résistant à la chaleur Alliage | Superalliage résistant à la chaleur | A | A | C | A | C | C | A | B | A | A | D | A | C |
| Alliage à haute teneur en nickel | A | A | C | A | C | C | A | B | A | A | D | A | B | |
| Métal léger Catégorie | Aluminium pur | B | D | D | A | D | D | A | C | A | A | D | A | B |
| Non traitable à chaud Alliage d'aluminium corroyé | B | D | D | A | D | D | A | C | A | A | D | A | B | |
| Traitements thermiques Alliage d'aluminium | B | D | D | B | D | D | B | C | A | A | D | A | C | |
| Magnésium pur | D | D | D | A | D | D | B | C | A | A | D | B | B | |
| Alliage de magnésium | D | D | D | A | D | D | B | C | A | A | D | B | C | |
| Titane pur | D | D | D | A | D | D | D | D | A | D | D | A | C | |
| Alliage de titane | D | D | D | A | D | D | D | D | B | D | D | A | D | |
| Alliage de cuivre | Cuivre pur | B | C | C | A | D | D | B | C | C | C | D | B | B |
| Laiton | B | D | C | A | D | D | B | C | C | C | D | B | B | |
| Bronze phosphoreux | B | C | C | A | D | D | C | C | C | C | D | B | B | |
| Bronze d'aluminium | B | D | C | A | D | D | C | C | C | C | D | B | B | |
| Nickel bronze | B | D | C | A | D | D | C | C | C | C | D | B | B | |
| Zirconium, niobium | D | D | D | B | D | D | D | D | B | D | D | B | C | |
Note : Dans le tableau, A est le plus approprié, B est approprié, C est légèrement approprié, D n'est pas approprié.
Le rivetage est une méthode d'opération qui permet d'assembler deux ou plusieurs pièces en un tout indissociable à l'aide de rivets. Le processus de rivetage est illustré à la figure 38. Lors du rivetage, le rivet est inséré dans les trous des deux pièces à assembler et la tête du rivet est pressée fermement contre la surface de la pièce. Ensuite, une pression est exercée sur la partie du rivet qui dépasse de la surface de la pièce pour former une tête de rivet, ce qui permet d'assembler les deux pièces.
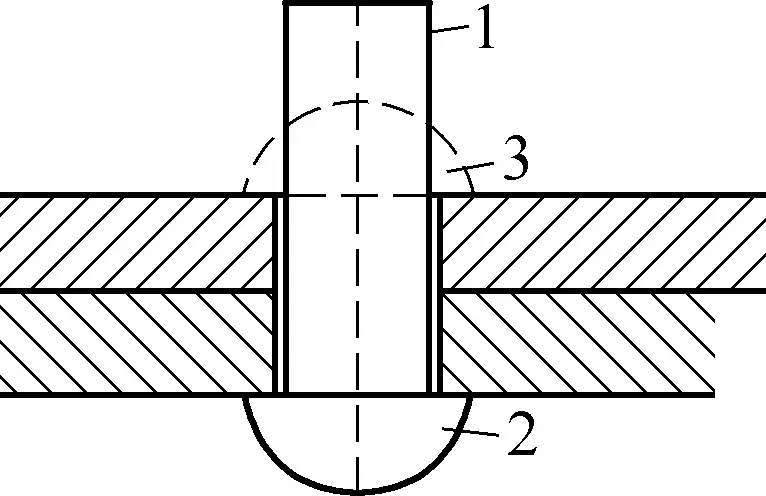
1-Tige du rivet
2-Tête de rivet d'origine
3-Rivet (tête de rivet)
Bien que l'utilisation des structures rivetées diminue avec les progrès continus de la technologie du soudage, le rivetage présente les avantages d'une technologie de traitement simple, d'une connexion fiable, d'une résistance aux vibrations, d'une résistance aux chocs, et d'une ténacité et d'une plasticité supérieures à celles du soudage. C'est pourquoi le rivetage est encore largement utilisé pour l'assemblage de métaux dissemblables et dans certaines structures métalliques lourdes qui supportent fréquemment des charges dynamiques.
Les rivets sont les éléments de liaison les plus élémentaires dans les structures rivetées. Ils se composent d'une tige de rivet cylindrique, d'une tête de rivet et d'une tête de refoulement. Il existe de nombreux types de rivets. Dans les assemblages de structures en acier, les formes de rivets les plus courantes sont les rivets à tête ronde, les rivets à tête conique plate, les rivets à tête fraisée, les rivets à tête semi-frappée, les rivets à tête plate, les rivets à tête ronde plate et les rivets à tête plate plate.
Parmi eux, les rivets à tête ronde, les rivets à tête conique plate et les rivets à tête plate sont utilisés pour les rivets solides ; les rivets à tête ronde plate et fraisée sont utilisés dans les endroits où la surface de la zone rivetée présente de légères saillies pour empêcher le glissement ou pour l'assemblage de matériaux non métalliques ; les rivets à tête fraisée sont utilisés pour le rivetage lorsqu'une surface lisse de la pièce est nécessaire.
Lors de la sélection des rivets, le matériau du rivet doit être le même que celui des pièces rivetées et doit avoir une bonne plasticité. Les matériaux courants des rivets en acier sont Q195, Q235, 10, 15, etc. ; les rivets en cuivre sont T3, H62, etc. ; les rivets en aluminium sont 1050A, 2A01, 2A10, 5B05, etc. Les types et utilisations courantes des rivets sont indiqués dans le tableau 11.
Tableau 11 Types et utilisations courantes des rivets
Nom | Schéma | Standard | Tige du rivet | Utilisation générale | |
| d/mm | L/mm | ||||
Rivet à tête ronde | 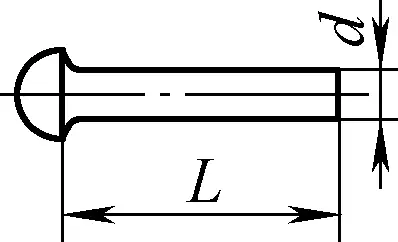 | GB863.1-1986 (Rugueux) | 12~36 | 20~200 | Joints de rivets supportant des charges latérales importantes dans les chaudières, les fermes de toit, les ponts, les véhicules, etc. |
| GB/T 867-1986 | 0.6~16 | 1~100 | |||
Rivet à tête conique plate | 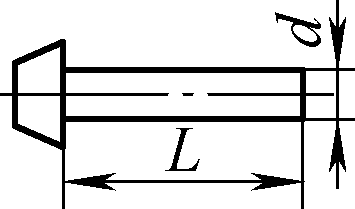 | GB/T 864-1986 (Rugueux) | 12~36 | 20~200 | Grande tête, résistant à la corrosion, utilisé dans les navires, les chaudières |
| GB 868-1986 | 2~16 | 3~110 | |||
Rivet à tête fraisée | 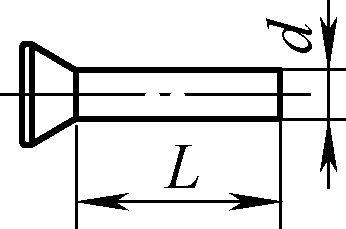 | GB 865-1986 (Rugueux) | 12~36 | 20~200 | Structures supportant des forces importantes et exigeant que les rivets ne dépassent pas ou ne dépassent pas complètement de la surface de la pièce à usiner |
| GB/T 869-1986 | 1~16 | 2~100 | |||
Rivet à tête fraisée | 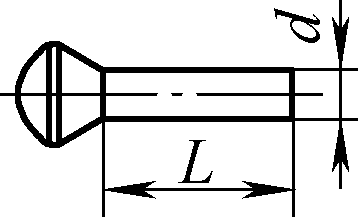 | GB 866-1986 (grossière) | 12~36 | 20~200 | |
| GB/T 870-1986 | 11~6 | 2~100 | |||
Rivet à tête plate | 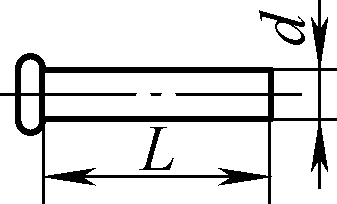 | GB/T 872-1986 | 2~10 | 1.5~50 | Assemblage de plaques minces et de métaux non ferreux, adapté au rivetage à froid |
Rivet plat à tête ronde |  | GB/T 871-1986 | 1.2~10 | 1.5~50 | |
En outre, les rivets creux ou ouverts illustrés à la figure 39 sont également couramment utilisés dans les petites structures.

a) Type semi-creux
b) Type creux
c) Type ouvert
d) Ajustement à la presse
e) Type fileté
f) Type percé
Lorsque les rivets semi-creux sont correctement assemblés, ils deviennent essentiellement des composants solides car la profondeur du trou est juste suffisante pour former la tête du rivet. Ils sont donc principalement utilisés pour les assemblages où la pression de la tête de rivetage n'est pas très élevée. Les rivets creux sont utilisés pour riveter des fibres, des feuilles de plastique ou d'autres matériaux souples.
En fonction des différentes températures de rivetage, le rivetage peut être divisé en deux catégories : le rivetage à chaud et le rivetage à froid. Les principales méthodes de rivetage sont le rivetage manuel et le rivetage mécanique. En général, les rivets en métaux non ferreux et en métaux légers ayant une bonne plasticité, tels que le cuivre et l'aluminium, sont habituellement rivetés à froid. Le diamètre maximal des rivets en acier rivetés à froid est généralement de ϕ8mm pour le rivetage manuel, de ϕ13mm pour le rivetage au pistolet et de ϕ20mm pour le rivetage à la machine.
Lors du rivetage de l'acier de construction Q345 à haute résistance et faiblement allié et de rivets de plus grand diamètre, le rivetage à chaud est nécessaire, ce qui implique de chauffer le rivet à une certaine température avant de le riveter. La température de chauffage des rivets à chaud est de 1000-1300℃, et la température de terminaison ne doit pas être inférieure à 500℃ pour éviter que la température du rivet ne descende dans la plage de température de fragilité bleue du matériau, ce qui pourrait provoquer des fissures pendant le rivetage.
Le rivetage manuel est généralement utilisé pour le rivetage à froid de petits rivets, mais il peut également remplacer d'autres méthodes de rivetage lorsque les conditions d'équipement sont médiocres. La clé du rivetage manuel est qu'une fois le rivet inséré dans le trou, la tête du rivet doit être fermement pressée, puis la tige saillante du rivet doit être martelée (marteau à rivets) pour lui donner une forme de capuchon grossier ou l'aplatir.
S'il s'agit d'un rivetage à chaud, il convient d'utiliser un moule de couverture de forme similaire à la tête du rivet et de frapper le moule de couverture à l'aide d'une masse tout en le faisant tourner continuellement jusqu'à ce que le rivet soit correctement riveté.
1) Rivetage de rivets à tête semi-ronde
La figure 40 montre le processus de rivetage des rivets à tête semi-ronde.
Avant de procéder au rivetage, il convient de nettoyer la pièce, de s'assurer que les parties à riveter sont planes et lisses, et d'éliminer les bavures sur les bords de la surface de contact ainsi que la rouille, les taches d'huile, etc.
Pendant le rivetage, la pièce à riveter doit être bien ajustée après le perçage, le rivet doit être inséré par le dessous de la pièce dans le trou, soutenu par la fosse sphérique du moule supérieur, et la pièce doit être pressée fermement. Martelez le poinçon de pressage pour compacter la pièce de liaison (voir figure 40a) ; puis utilisez un marteau pour frapper la partie saillante du rivet afin de remplir le trou et d'épaissir la tête de la tige (voir figure 40b) ; utilisez le marteau pour frapper la périphérie de la partie épaissie à un angle approprié (voir figure 40c) ; enfin, utilisez un moule de recouvrement pour tailler et façonner (voir figure 40d).
2) Rivetage de rivets à tête fraisée
Comme pour les rivets à tête semi-ronde, la pièce doit être nettoyée avant le rivetage de rivets à tête fraisée. Il existe deux types de rivets à tête fraisée : les premiers sont des rivets à tête fraisée prêts à l'emploi et les seconds sont fabriqués en coupant de l'acier rond à la longueur requise pour les rivets.
Pendant le rivetage, il faut insérer l'acier rond coupé dans le trou, presser fermement la pièce de liaison, épaissir les parties saillantes des deux extrémités du rivet, riveter d'abord la deuxième surface, puis la première surface, et enfin lisser les parties saillantes. Cette méthode n'est pas facile à compacter et est rarement utilisée.
3) Rivetage de rivets creux
Le processus de rivetage des rivets creux est illustré à la figure 41. De la même manière, après avoir nettoyé la pièce, insérez le rivet dans le trou de la pièce et appuyez fermement sur la tête du rivet. Tout d'abord, utilisez un poinçon conique pour appuyer une fois afin d'ouvrir l'embouchure du rivet et de l'ajuster fermement au trou de la pièce (voir figure 41a), puis utilisez un poinçon spécial avec un bord plat pour tourner et frapper, afin que l'embouchure du rivet s'ajuste à plat au trou de la pièce (voir figure 41b).
4) Rivetage serré et sûr
Bien que les rivets puissent être équipés d'un produit d'étanchéité, leurs joints ne sont pas étanches à l'eau et au gaz. Pour les composants nécessitant un rivetage étanche et sûr, outre les opérations de rivetage décrites ci-dessus, les joints de la face frontale des rivets ou des pièces rivetées doivent être renforcés et sécurisés, généralement à l'aide des méthodes de calfeutrage des rivets et de calfeutrage des joints.
① Rivets de calfeutrage
Si la tête du rivet est coiffée d'un capuchon, comme le montre la figure 42, il faut d'abord couper le capuchon à l'aide d'un ciseau à bois (la profondeur de la rainure de coupe doit être inférieure à 0,5 mm), puis calfeutrer la tête du rivet à l'aide d'un ciseau à calfeutrer pour qu'elle s'ajuste parfaitement à la surface de la planche.
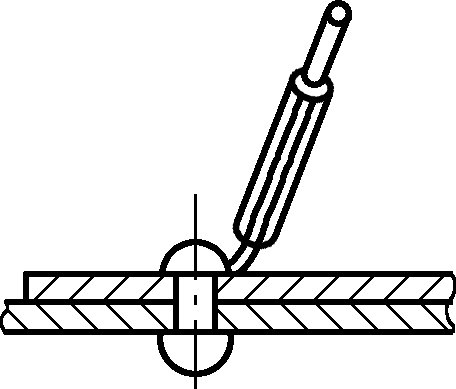
② Calfeutrage des joints
Utilisez un ciseau à calfeutrer pour créer un biseau de 75° au niveau du joint de la face d'extrémité de la pièce rivetée afin de rendre le joint étanche, comme le montre la figure 43.
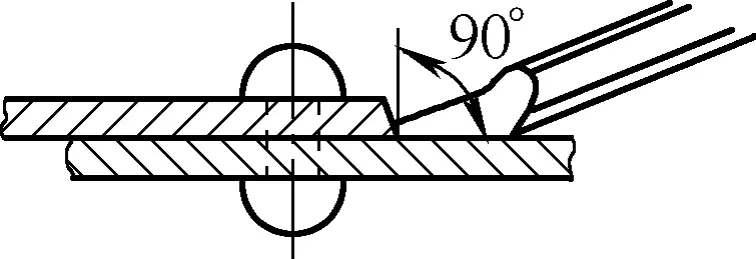
Le rivetage mécanique comprend principalement le rivetage pneumatique et le rivetage hydraulique. Le rivetage pneumatique utilise l'air comprimé comme source d'énergie pour entraîner le bloc de piston dans le cylindre, frappant le poinçon installé sur la tige du piston pour achever le travail de rivetage par un martelage rapide. Le rivetage hydraulique utilise des principes hydrauliques pour le rivetage et se divise en deux types : fixe et mobile.
Les machines à riveter hydrauliques fixes sont généralement utilisées uniquement pour le rivetage de produits spécialisés. Elles sont équipées de dispositifs d'alimentation et de déchargement automatiques, ce qui leur confère une grande efficacité de production et une faible intensité de main-d'œuvre, et conviennent principalement au rivetage de lots importants de produits standardisés. Les machines à riveter hydrauliques mobiles sont équipées de dispositifs de déplacement avant et arrière, gauche et droit, et même de dispositifs de levage vers le haut et vers le bas en fonction des besoins du produit, ce qui en fait une méthode de rivetage relativement idéale à l'heure actuelle.
En raison de la vitesse rapide du rivetage mécanique, pendant le rivetage à chaud, pour s'assurer que la température du rivet après le rivetage n'est pas trop élevée, ce qui réduirait la résistance et affecterait la qualité du rivetage, la température de chauffage pour le rivetage mécanique devrait être d'environ 800℃, pas trop élevée. Sinon, la température du rivet à la fin du rivetage serait trop élevée et la résistance ne répondrait pas aux exigences, ce qui réduirait la qualité du joint riveté.
Si nécessaire, de l'eau peut être versée des deux côtés du rivet, en utilisant des méthodes artificielles de refroidissement forcé pour réduire rapidement la température, augmenter la résistance, raccourcir le temps de refroidissement et réduire le risque de recuit de la tête du rivet sous l'effet de la chaleur.
Les points clés du processus de rivetage sont les conditions préalables pour assurer la qualité du rivetage. Tout problème concernant les points suivants affectera la qualité du rivetage.
1) Détermination du diamètre du rivet d
Lors du rivetage, si le diamètre du rivet est trop grand, il est difficile de former la tête du rivet, ce qui peut facilement déformer le matériau en feuille ; si le diamètre du rivet est trop petit, la résistance du rivet est insuffisante, ce qui augmente le nombre de rivets, ce qui n'est pas pratique pour le traitement.
Le choix du diamètre d'un rivet est principalement déterminé en fonction de l'épaisseur t des pièces rivetées, et l'épaisseur t des pièces rivetées est déterminée selon les trois principes suivants : ① En cas de chevauchement de plaques, si les épaisseurs des plaques sont similaires, calculer sur la base de la plaque la plus épaisse ; ② En cas de grande différence d'épaisseur des plaques, calculer sur la base de la plaque la plus mince ; ③ En cas de rivetage de tôles et de profilés, calculer sur la base de l'épaisseur moyenne des deux tôles.
En général, l'épaisseur totale des pièces rivetées ne doit pas dépasser 4 fois le diamètre du rivet. Le diamètre d du rivet peut être calculé à l'aide de la formule suivante, mais en cas de production de masse, il convient de procéder à un essai de correction du rivet à l'avance.
d=√(50t-4)
Dans la formule
En outre, le diamètre d du rivet peut également être déterminé en se référant au tableau 12.
Tableau 12 Sélection du diamètre d'un rivet (unité : mm)
| Épaisseur de la plaque | d |
| 5~6 | 10~12 |
| 7 | 14~18 |
| 9.5~12.5 | 20~22 |
| 13~18 | 24~27 |
| 19~24 | 27~30 |
| ≥25 | 30~36 |
2) Détermination de la longueur du rivet L
Lors du rivetage, si la tige du rivet est trop longue, la tête du rivet sera surdimensionnée ou trop haute, et la tige du rivet aura tendance à se plier pendant le processus de rivetage ; si la tige du rivet est trop courte, la tête du rivet sera trop petite, ce qui affectera la solidité du rivet. La longueur L du rivet doit être déterminée en fonction de l'épaisseur totale ∑t des pièces rivetées et de la partie réservée à la tête du rivet. La longueur L du rivet peut être calculée à l'aide de la formule suivante :
L=1.1∑t+1.4d (tête semi-circulaire)
L=1.1∑t+1.1d (tête semi-affleurante)
L=1.1∑t+0.8d (tête affleurante)
Dans la formule
3) Détermination du diamètre du trou du rivet d0
L'adéquation entre le diamètre du trou du rivet d0 et le diamètre du rivet d doivent être appropriés. Si le diamètre du trou est trop grand, la tige du rivet a tendance à se plier pendant le rivetage, ce qui affecte la qualité du rivet ; si le diamètre du trou est égal ou inférieur au diamètre du rivet, il sera difficile d'insérer le rivet dans le trou pendant le rivetage, ou cela peut entraîner une surface irrégulière sur la plaque, voire endommager la plaque en raison de l'expansion du rivet.
En règle générale, lors du rivetage à froid, le diamètre du trou du rivet d0 est proche du diamètre de la tige du rivet d, alors que pour le rivetage d'acier d'angle et de plaques, le diamètre du trou doit être augmenté de 2% ; lors du rivetage à chaud, d0 est légèrement supérieur à d ; lors du rivetage de plaques multicouches, le trou doit être percé puis alésé (en laissant une marge d'alésage de 0,5~1mm). Le diamètre du trou du rivet peut être choisi en se référant au tableau 13.
Tableau 13 Diamètre du trou du rivet d0 (unité : mm)
| Diamètre du rivet d | 2 | 2.5 | 3 | 3.5 | 4 | 5 | 6 | 8 | 10 | 12 | |
| d0 | Fine fit | 2.1 | 2.6 | 3.1 | 3.6 | 4.1 | 5.2 | 6.2 | 8.2 | 10.3 | 12.4 |
| Ajustement grossier | 2.2 | 2.7 | 3.4 | 3.9 | 4.5 | 5.6 | 6.5 | 8.6 | 11 | 13 | |
| Diamètre du rivet d | 14 | 16 | 18 | 20 | 22 | 24 | 27 | 30 | 36 | ||
| d0 | Fine fit | 14.5 | 16.5 | ||||||||
| Ajustement grossier | 15 | 17 | 19 | 21.5 | 23.5 | 25.5 | 28.5 | 32 | 38 | ||
Le rivetage est un assemblage permanent. Si un démontage est nécessaire pendant la maintenance, le rivet doit être percé et remplacé. S'il est nécessaire de s'assurer que la déviation dimensionnelle de la pièce connectée est inférieure à ±0,03 mm, le rivetage ne doit pas être utilisé.
La qualité du rivetage peut être contrôlée à l'aide d'une inspection visuelle, d'un essai au marteau, de gabarits, de lignes de craie ou d'une combinaison de ces méthodes.
La méthode d'inspection visuelle permet principalement de vérifier la qualité et les défauts de la surface du rivet, par exemple si la tête du rivet est trop grande ou trop petite, et s'il y a des fissures, un désalignement ou des dommages de surface. Taper sur la tête du rivet avec un petit marteau et écouter le son qu'il produit est une méthode de base pour vérifier si le rivet est suffisamment serré.
Si, après inspection, il s'avère qu'un rivet ne répond pas aux exigences, il doit être enlevé et riveté à nouveau. La méthode d'enlèvement consiste à percer la tête du rivet à l'aide d'une perceuse pneumatique portable, mais cela ne doit pas affecter la taille du trou du rivet. Si deux tentatives de rivetage ne satisfont pas aux exigences, le trou du rivet ne peut pas être riveté selon le diamètre d'origine, et un rivet de plus grand diamètre doit être sélectionné pour le rivetage afin de garantir la qualité du rivet.
En outre, lors des opérations de rivetage, il convient de respecter les exigences en matière de sécurité et de production civilisée, et de prêter attention aux points suivants :
1) Maintenir un environnement de travail propre avec un espace de travail suffisant. Les pièces à usiner et les outils doivent être placés à des endroits précis et être bien rangés. Pendant le travail, les équipements de protection individuelle doivent être portés intégralement.
2) Pendant le rivetage à chaud, le four de chauffage doit être doté de bonnes installations de prévention des incendies, de dépoussiérage et d'évacuation des fumées. Après chaque utilisation, il convient d'éteindre tout feu résiduel et de procéder à un nettoyage minutieux. Lors du lancement et de la réception des rivets chauffés, les outils nécessaires doivent être complets et les opérateurs doivent coordonner et maîtriser les techniques correctes de lancement et de réception.
3) Lors de l'utilisation d'un pistolet à rivets pour le rivetage, il est strictement interdit de pointer la bouche du canon vers les personnes. Lorsqu'il n'est pas utilisé, le moule de couverture inséré dans le canon du pistolet doit être retiré, et il doit être mis et enlevé selon les besoins, afin de cultiver de bonnes habitudes d'utilisation.
4) Lors du rivetage manuel, il convient de maîtriser la méthode d'utilisation du marteau ; lors du remodelage à l'aide d'un moule de recouvrement, il faut veiller à éviter les coups malencontreux qui pourraient faire rebondir le moule de recouvrement et blesser quelqu'un.
La méthode d'assemblage par pliage et emboîtement des bords de deux plaques minces et en les pressant fermement (le sertissage manuel est serré au marteau) s'appelle le sertissage, également connu sous le nom de pliage des coutures ou de verrouillage des coutures. Le sertissage a une résistance relativement élevée et peut remplacer la soudure. Il présente également un certain degré d'étanchéité, ce qui en fait une méthode largement utilisée, particulièrement adaptée à l'assemblage de plaques minces de moins d'un millimètre.
Il existe de nombreuses formes structurelles de sertissage, et le tableau 14 énumère les formes de sertissage les plus couramment utilisées.
Tableau 14 Formes de sertissage courantes
Nom | Joint d'angle | |||||
Demi-serrure | Serrure simple | Double serrure | ||||
Schéma | 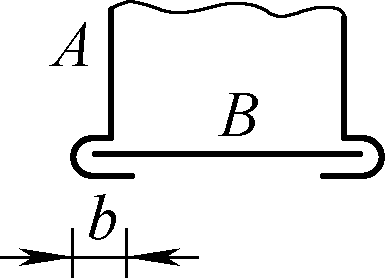 | 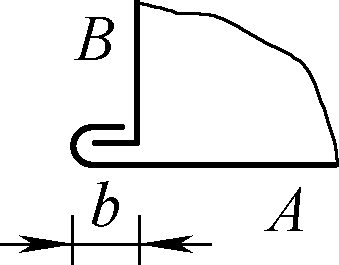 | 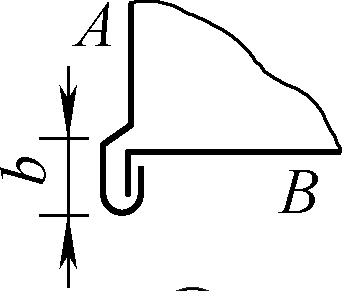 | 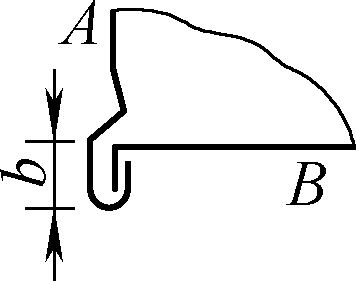 | 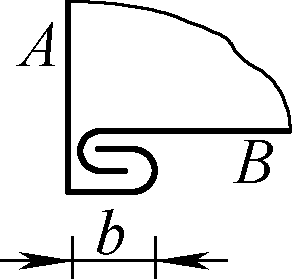 | 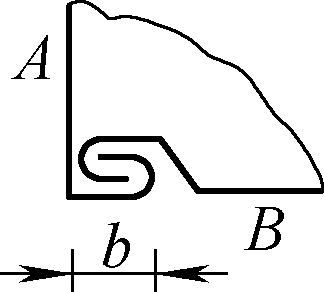 |
Coefficient d'abattement K | KA=2, KB=1 | |||||
Description | Voir notes 1~4 | |||||
Nom | Joint d'angle | Couture plate | ||||
Snap | Boucle conique (boucle de Pittsburgh) | Boucle de suspension | Boucle simple | Boucle simple plate intérieure | Boucle simple plate extérieure | |
Diagramme simple | 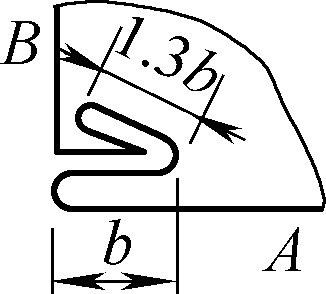 | 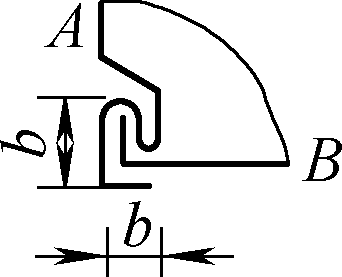 | 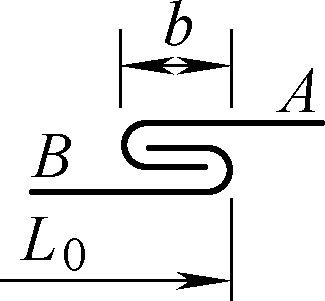 | 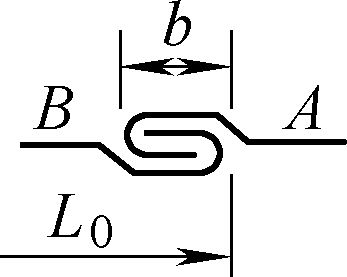 |  |  |
Coefficient d'abattement K | KA=2.5, KB=1.5, KA=3, KB=1 | KA=2, KB=1 | ||||
Description | Voir notes 1~4 | Voir notes 5~7 | Voir notes 6, 7 | |||
Nom | Couture plate | Joint debout | |||
Double serrure | Serrure composée | Verrouillage du manchon | Serrure simple | Double serrure | |
Diagramme simple | 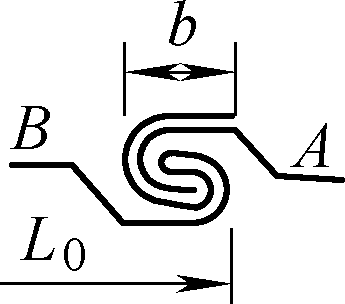 | 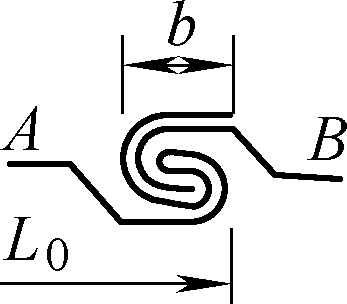 | 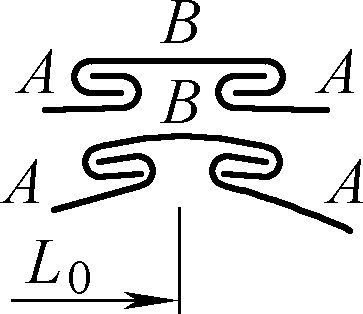 | 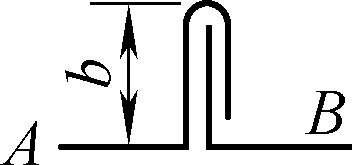 |  |
Coefficient d'abattement K | KA=3, KB=2 | KA=4, KB=2 | KA=1, l'ensemble B Longueur 4.5b | KA=2, KB=1 | KA=3, KB=2 |
Explication | Voir notes 6, 7 | ||||
Remarque :
1. Les joints d'angle sont largement utilisés pour les raccordements angulaires, tels que les raccordements à la base supérieure (inférieure) des bassins, des seaux, des boîtes et des couvercles, ainsi que les raccordements de diverses surfaces incurvées à la base.
2. Pour les plaques à composants généraux t=0,2~1,5mm, prendre b=5~8mm.
3. Les serrures coniques sont utilisées pour les surfaces cylindriques de diverses formes de tuyaux, les grands composants peuvent prendre b=12,7mm.
4. La position illustrée peut être tournée de 90° pour l'utilisation.
5. Utilisé pour les connexions non critiques (ne nécessitant pas une résistance élevée), telles que les zones générales des toits, les portes en fer.
6. Le plus largement utilisé, il peut être utilisé pour les connexions planes, cylindriques ou autres surfaces incurvées de divers composants, ainsi que pour les connexions de petites plaques. Pour les raccordements circonférentiels de pièces cylindriques, utiliser le verrou simple plat intérieur pour les parois intérieures lisses, et le verrou simple plat extérieur pour les surfaces extérieures affleurantes, applicable aux cylindres ronds et carrés.
7. Lorsque la plaque d'épaisseur t=0,2~0,5mm est utilisée pour le mordançage général des composants, prendre b=3~5mm ; lorsque t=0,5~0,75mm, prendre b=5~8mm ; pour les jonctions de grande surface, prendre b=12~20mm ; pour les grands raccords coudés, prendre b=7~12mm.
8. Dans le tableau, KA et KB représentent respectivement les coefficients d'abattement des parties A et B du diagramme.
9. Parmi les structures de morsure susmentionnées, la serrure composée présente la force de connexion et les performances d'étanchéité les plus élevées, suivie par la serrure double, la serrure simple est supérieure à la demi-serrure, et la serrure à manchon et la serrure à carte sont légèrement supérieures à la serrure double.
Les opérations de morsure sont divisées en deux méthodes : la morsure manuelle et la morsure mécanique.
Les étapes des opérations manuelles de morsure sont décrites ci-dessous.
1) Joint plat
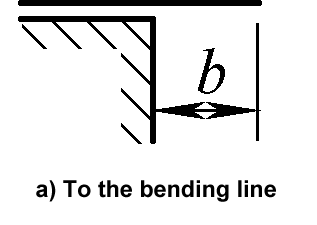

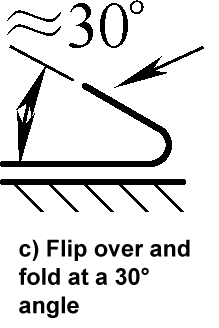
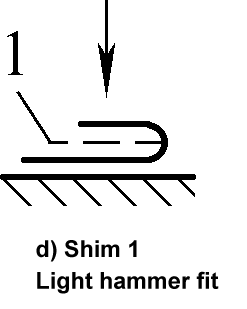
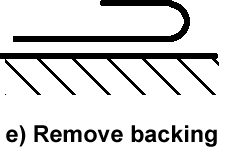
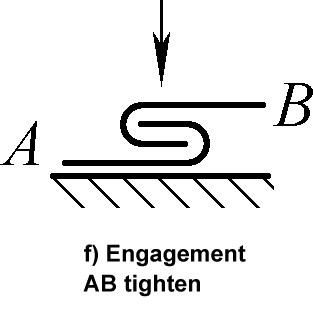
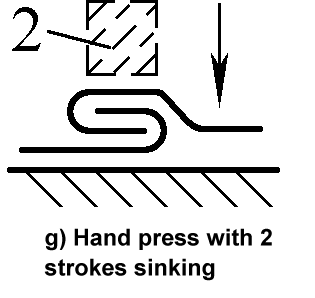
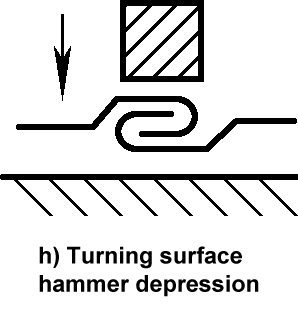
2) Joint debout double
Les étapes de l'opération pour le premier coude de la partie A sont les mêmes que a)~d)
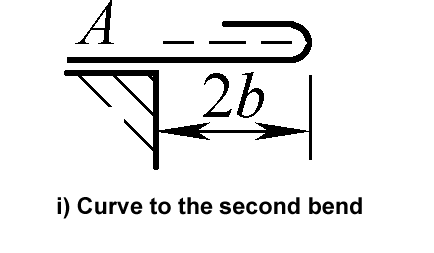
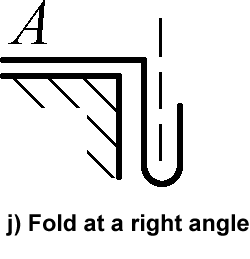
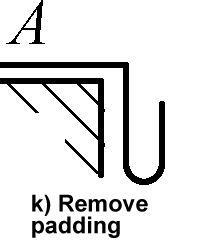
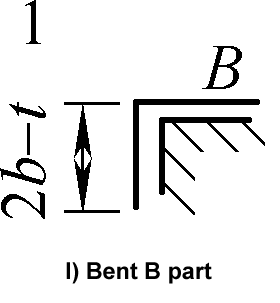
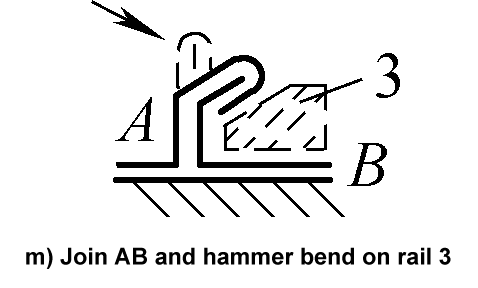
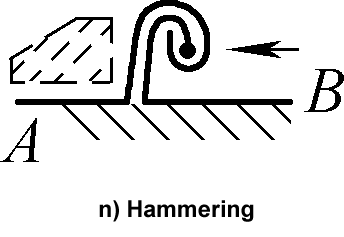
3) Verrouillage conique
Les étapes de l'opération pour le premier coude de la partie A sont les mêmes que b)~d)
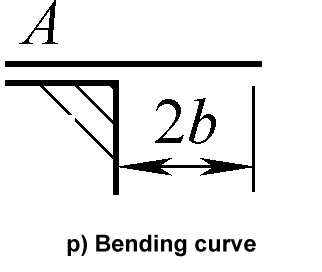
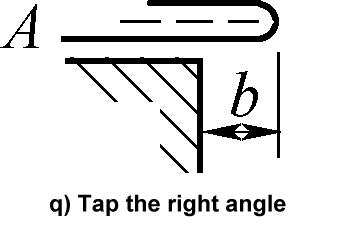
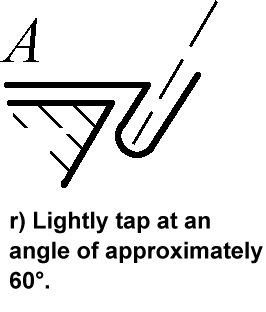
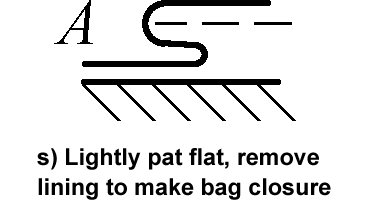
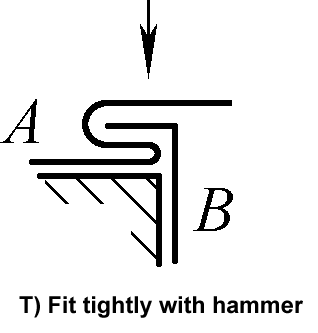
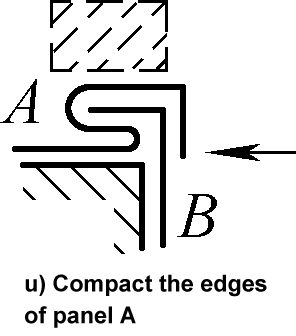
Les étapes opérationnelles du sertissage mécanique sont fondamentalement les mêmes que celles du sertissage manuel. Pour les assemblages par lots, un équipement spécial peut être fabriqué pour le traitement du sertissage. La figure 44 montre les étapes de traitement des boucles de cône à l'aide d'un équipement spécial. machine à plier.
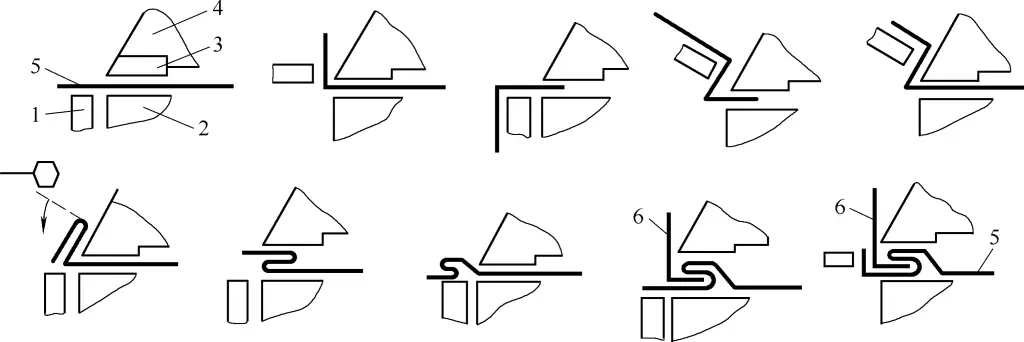
1-Bande d'incrustation inférieure et pliage des bords
2-Etabli inférieur
3-Bande d'incrustation supérieure
Bloc de 4 pressions
5-Pièce à travailler A
6-Pièce à travailler B
La taille de la découpe L pour le sertissage peut être déterminée par la formule suivante :
L=L0+Z
Dans la formule
Les principaux outils utilisés dans les opérations de sertissage manuel sont les marteaux, les pinces à bec effilé, les planches à tarauder, les boîtes à cornières et les fers de calibre. Au cours de l'opération, les ébauches de pièces à assembler doivent laisser une marge d'assemblage suffisante en fonction des exigences de la taille de l'ébauche d'assemblage, sinon les pièces finies deviendront des déchets.
Les coutures manuelles sont reliées par un emboîtement mutuel, de sorte que la détermination de la quantité de coutures est cruciale. La quantité de couture pour les différentes coutures doit être déterminée en se référant au tableau 14. En outre, les premiers et deuxièmes plis des connecteurs à emboîtement doivent correspondre, faute de quoi la couture ne répondra pas aux exigences, ce à quoi il convient de prêter une attention particulière pendant l'opération.
La forme des boucles de couture ne doit pas être limitée aux modèles structurels énumérés dans le tableau 14. Ils peuvent être utilisés de manière flexible et complète en fonction de situations spécifiques. Par exemple, la figure 45a montre l'utilisation d'un raccord à joint plat sur la section transversale d'une surface cylindrique ; la figure 45b montre l'utilisation d'un raccord à boucle à manchon pour un joint d'angle longitudinal ; la figure 45c montre une structure dans laquelle une boucle coulissante en forme de S est utilisée au niveau du conduit 1, et un raccord à boucle à manchon est utilisé au niveau du conduit 2. Lors de l'utilisation d'un raccord à boucle à manchon, toutes les parties du raccord doivent être droites ; dans le cas contraire, les bords du conduit entier seront irréguliers. La figure 45d montre l'utilisation de deux feuilles minces pour fabriquer un manchon pour une planche en bois, une feuille étant clouée à la planche en bois à l'aide d'une boucle en S et reliée à l'autre feuille à l'aide d'une boucle coulissante.
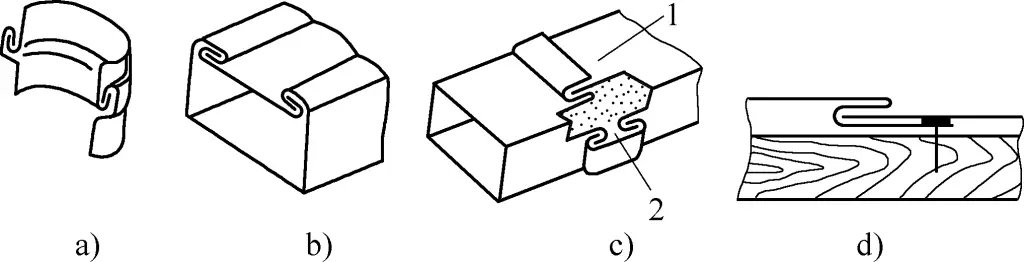
La figure 46 montre un assemblage par tenon et boucle pour relier un cylindre et une bride, c'est-à-dire en divisant l'extrémité d'un cylindre ou d'un tube ovale en un nombre pair de coutures, en pliant une pièce sur deux à angle droit comme un bloc de tenon (voir figure 46a), et ensuite en pliant une pièce sur deux à angle droit comme un bloc de tenon (voir figure 46b). raccord la bride, en martelant le tenon droit pour qu'il s'enroule autour de la bride à raccorder (voir figure 46b). Si un scellement est nécessaire, une soudure douce peut être utilisée pour fixer le joint.
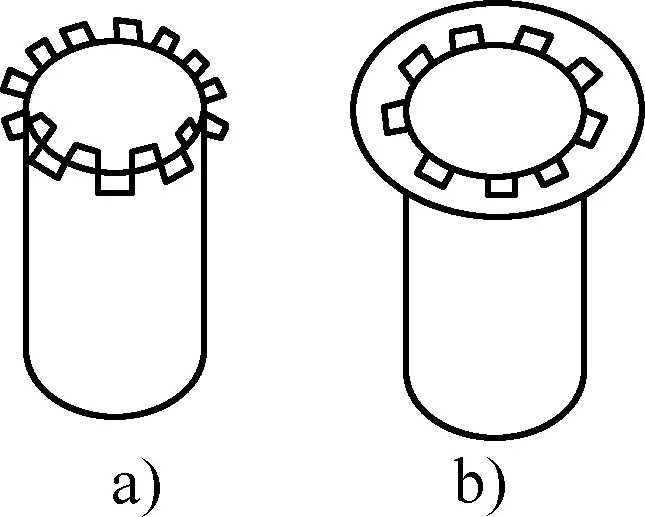
Un raccord fileté est un raccord fixe amovible composé de pièces filetées. Il présente les avantages d'une structure simple, d'une connexion fiable, d'un montage et d'un démontage faciles et d'un faible coût, mais l'action de fixation est lente et le temps de montage et de démontage est plus long. Bien que la proportion de raccords filetés dans les composants en tôle ne soit pas importante, il s'agit d'une méthode de raccordement indispensable.
En fonction de la forme des pièces d'assemblage, les raccords filetés peuvent être divisés en raccords vissés et raccords boulonnés ; en fonction de l'objectif du raccordement, les raccords filetés peuvent être divisés en raccords solides et raccords étanches.
Les raccords solides ne garantissent que la solidité du raccord, tandis que les raccords étanches doivent garantir à la fois la solidité du raccord et l'étanchéité des pièces du raccord. Par exemple, les raccords filetés utilisés dans les manomètres et les joints de pipelines de gaz ou de liquides ont également une fonction d'étanchéité.
Pour les raccords filetés de type étanche, on utilise souvent des filetages de tuyaux étanches, des filetages intérieurs ou extérieurs coniques, des raccords filetés intérieurs et extérieurs cylindriques ou des filetages ordinaires avec des matériaux d'étanchéité (produits d'étanchéité, rubans d'étanchéité, etc.) pour assurer l'étanchéité.
Pour les assemblages filetés qui supportent des charges à haute résistance, on utilise souvent des boulons à haute résistance (les boulons à haute résistance s'appuient sur la résistance au frottement entre les pièces d'assemblage pour supporter la charge). Les boulons à haute résistance sont fabriqués en acier allié (35VB, 35CrMo) et en acier de construction au carbone de haute qualité (acier 45), avec des spécifications de filetage grossier allant de M12 à M30.
Le tableau 16 présente les formes de raccords filetés.
Tableau 16 Formes de raccords filetés
Formulaire de connexion | Schéma | Description | |
Raccordement des boulons | Ordinaire | 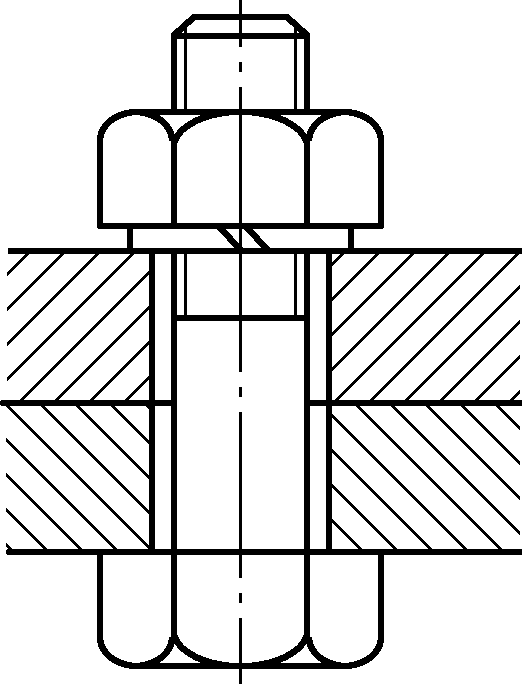 | Le diamètre du trou de boulon est supérieur de 1~1,5 mm au diamètre de la tige de boulon, les exigences de perçage ne sont pas élevées, la structure est simple, facile à assembler et à désassembler, et c'est le modèle le plus largement utilisé. |
En forme | La tige de boulon d'un boulon à trou alésé s'adapte au trou traversant à l'aide d'un ajustement de transition, s'appuyant sur la contrainte de cisaillement de la tige de boulon et l'extrusion de la surface du joint pour équilibrer la charge externe, avec une bonne capacité de charge latérale et une bonne capacité de positionnement. | ||
Haute résistance | Le diamètre du trou du boulon est plus grand que le diamètre de la tige du boulon, le serrage du boulon supportant la tension et la surface du joint supportant la pression pour générer un frottement afin d'équilibrer la charge externe. Cette méthode est souvent utilisée dans les assemblages de structures en acier pour remplacer le rivetage. | ||
Connexion par boulon à double extrémité | 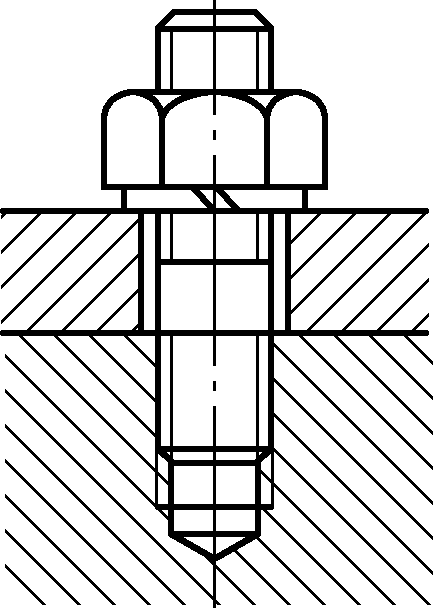 | Les deux extrémités du goujon à double extrémité sont filetées, l'une ayant un filetage plus court qui est vissé dans le trou fileté de la partie épaisse connectée, et l'autre passant par le trou traversant de la partie mince connectée, reliant les deux parties par le serrage d'un écrou. Convient aux situations où un montage et un démontage fréquents sont nécessaires, où l'une des pièces connectées est trop épaisse pour réaliser un trou de passage, ou lorsque des contraintes structurelles empêchent l'utilisation d'assemblages par boulons. | |
Raccordement à vis | 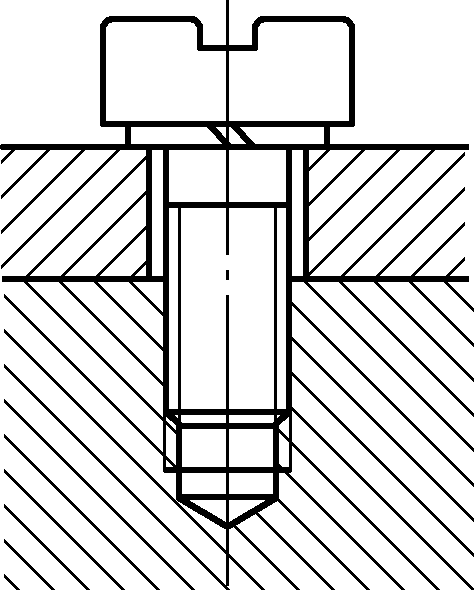 | Passer directement la vis à travers le trou d'une pièce connectée et la visser dans le trou fileté d'une autre pièce connectée pour serrer et connecter les deux pièces. Convient aux situations où un démontage fréquent n'est pas souhaitable, où l'une des pièces connectées est relativement épaisse et où il n'est pas pratique de percer un trou, ou lorsque des contraintes structurelles empêchent l'utilisation d'assemblages par boulons. | |
L'opération des raccords filetés comprend principalement le traitement des filets et le serrage des boulons.
Selon le type de fil à assembler, la méthode de traitement du fil varie également. Les méthodes courantes de traitement des filets sont le tournage, l'extrusion, le roulage, le brochage, etc.
Pour transformation de la tôle La méthode de traitement la plus couramment utilisée est le perçage et le taraudage, c'est-à-dire l'utilisation d'une perceuse manuelle ou d'une perceuse pour percer le trou du fond de filet, puis le taraudage manuel du filet ou l'utilisation d'une perceuse pour tarauder le filet. Le diamètre de perçage d2 pour le perçage du trou de fond de filet avant le taraudage peut être déterminée comme suit.
Pour les filetages métriques, lorsque le pas t<1mm, d2=d-t ; lorsque le pas t>1mm, d2=d-(1,04~1,06)t. Ici, d est le diamètre nominal du filetage.
Pour les filetages en pouces, lorsque le diamètre nominal du filet d=3/16~5/8in㊀le diamètre de perçage pour le trou inférieur des filets en fonte et en bronze est d2=25(d-1/n) ; pour les filets en acier et en laiton, le diamètre de perçage est d2=25(d-1/n)+0,1. Lorsque le diamètre nominal du filet d=3/4~(1+1/2)in, le diamètre de perçage pour le trou inférieur des filets en fonte et en bronze est d2=25(d-1/n) ; pour les filets en acier et en laiton, le diamètre de perçage est d2=25(d-1/n) +0,2. Ici, d est le diamètre nominal du filetage (po) et n est le nombre de filets par pouce. (Remarque : ㊀1in=25,4mm)
Les boulons doivent être serrés au moins deux fois et une séquence de serrage appropriée doit être choisie. Le fait de serrer les boulons dans l'ordre garantit que chaque boulon du groupe est soumis à une contrainte uniforme.
La séquence de serrage des boulons a deux exigences : l'une concerne le nombre de fois où le boulon lui-même est serré et l'autre la séquence de serrage entre les boulons. La séquence de serrage des boulons est divisée en structures de type bride (voir figure 47a) et en nœuds de type plaque, boîte (voir figure 47b, c).
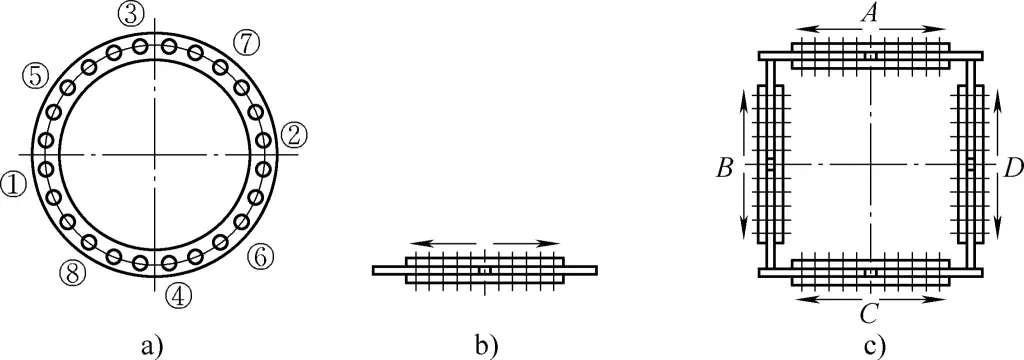
a) Type de bride
b) Nœud à plaques
c) Nœud de type boîte
Note : ①~⑧ indique l'ordre de serrage des boulons.
1) Séquence de serrage des boulons de la structure à bride
Les boulons des appareils à pression sont souvent disposés en forme d'anneau. Dans les assemblages par brides, le fait de serrer les boulons dans l'ordre permet de les soumettre à une contrainte uniforme, ce qui garantit la stabilité des performances d'étanchéité. La figure 48 illustre la séquence de serrage des boulons des brides aveugles pendant les essais de pression.
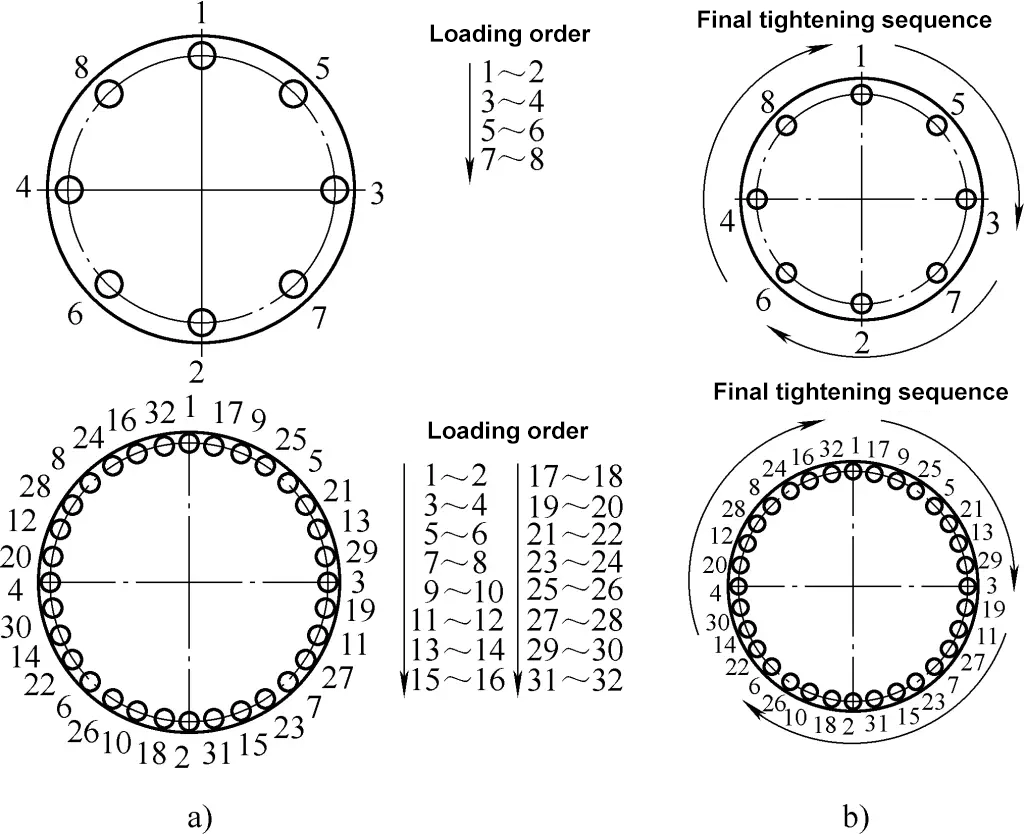
a) Séquence de serrage en diagonale pendant le serrage de la charge
b) Séquence de serrage pendant le serrage final
Le pré-serrage consiste principalement à placer et à fixer correctement la bague d'étanchéité et la plaque aveugle de la bride sur la bride de raccordement par l'intermédiaire des boulons. La connexion entre les boulons est seulement serrée, mais pas complètement. Le pré-serrage est particulièrement important pour le placement des plaques aveugles verticales et inclinées, car il affecte considérablement la qualité de l'étanchéité. Pour les brides convexes-concaves, il faut s'assurer que le joint d'étanchéité est correctement encastré avant de procéder au serrage ultérieur de la charge.
Après l'inspection, confirmez que le joint d'étanchéité est correctement placé et que chaque boulon est uniformément dans un état de juste contrainte avant de procéder au serrage de la charge. La séquence de serrage des boulons doit être diagonale, comme le montre la figure 48a.
Le nombre de serrages de la charge est lié au diamètre du boulon et au profil du filetage. Le nombre de serrages augmente avec le diamètre du boulon, et les filetages à profil trapézoïdal ou en dents de scie nécessitent plus de serrages.
Au cours du processus de serrage final, la séquence de serrage est effectuée de manière séquentielle à partir du premier point, comme le montre la figure 48b. Cela diffère nettement de la séquence de serrage en charge. Le nombre de serrages finaux suit le même schéma que les serrages en charge.
2) Séquence de serrage des boulons à haute résistance de type plaque, nœud de type boîte
Le serrage des boulons à haute résistance dans les nœuds de type plaque et de type caisson est effectué en expansion vers l'extérieur ou symétriquement à partir du milieu du joint de plaque du nœud, comme le montre la figure 47b, c.
3) Séquence de serrage des boulons à haute résistance
Les séquences de serrage initial et final s'effectuent généralement du milieu du groupe de boulons vers les extrémités ou vers l'extérieur. Les éléments de contrôle des conduites tels que les purgeurs de vapeur, les compensateurs de dilatation, les robinets à soupape, les détendeurs de pression, les soupapes de sécurité, les vannes d'étranglement, les clapets anti-retour et les brides borgnes coniques doivent veiller à ce que le sens d'installation corresponde au sens d'écoulement du fluide.
Le joint de dilatation est une méthode qui consiste à appliquer une pression sur la paroi interne du matériau du tube, ce qui provoque une déformation plastique du tube et une déformation élastique de la plaque tubulaire, dilatant ainsi l'extrémité pour obtenir une connexion étanche entre le matériau du tube et le trou de la plaque tubulaire. Cette méthode est largement utilisée dans la fabrication de chaudières et d'échangeurs de chaleur.
Le tableau 17 présente plusieurs formes courantes de joints de dilatation et leurs plages d'application.
Tableau 17 Plusieurs formes courantes de joints de dilatation et plages applicables
Joint de dilatation | Joint de dilatation à trous lisses | Joint de dilatation à bride | Joint de dilatation évasé | Joint de dilatation rainuré | Joint de dilatation à anneau soudé en bout de ligne | |
Joint de dilatation à trous lisses | Joint de dilatation rainuré | |||||
Schéma | 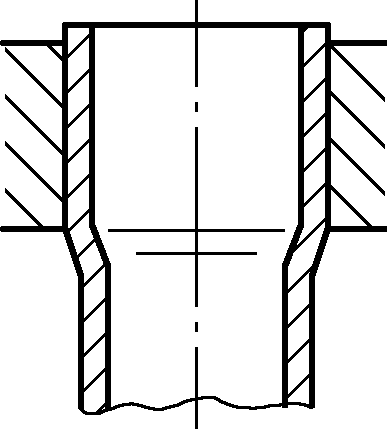 | 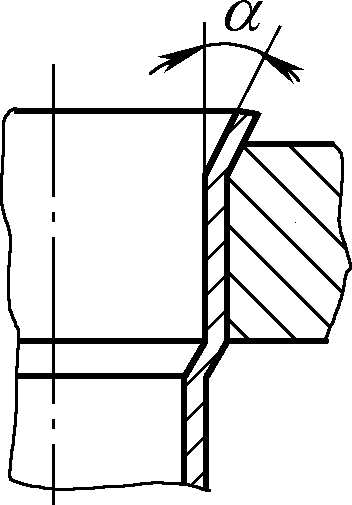 | 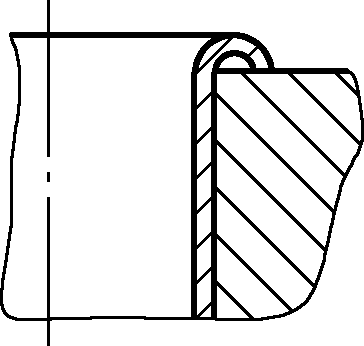 | 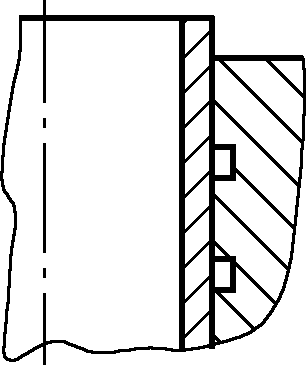 | 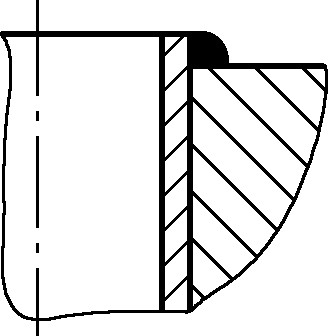 | 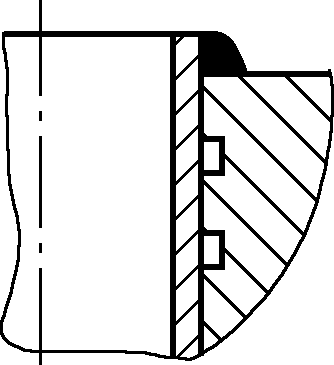 |
Description | Longueur du joint de dilatation ≤20mm Conditions de travail : pression de travail inférieure à 0,6MPa ; température de travail inférieure à 300℃ | α=12°~15° Conditions de travail : pression de travail supérieure ou égale à 0,1MPa mais inférieure à 1,6MPa (chaudière à basse pression) | Conditions de travail : identiques à celles d'un joint de dilatation à brides | Longueur du joint de dilatation ≤20mm Conditions de travail : pression de travail inférieure à 3,9MPa ; température de travail inférieure à 300℃ | Conditions de travail : pression de travail inférieure à 7MPa Température inférieure à 350℃ | Conditions de travail : haute température et haute pression |
Dans l'usinage de la tôle, la méthode d'expansion des tubes couramment utilisée est l'expansion mécanique des tubes. Les outils utilisés comprennent les dilatateurs de tubes en spirale (adaptés aux tubes en cuivre ou comme outils auxiliaires), les dilatateurs de tubes vers l'avant (adaptés aux tubes de diamètre ϕ10~ϕ180mm, voir figure 49) et les dilatateurs de tubes vers l'arrière (adaptés aux tubes épais de petit diamètre).
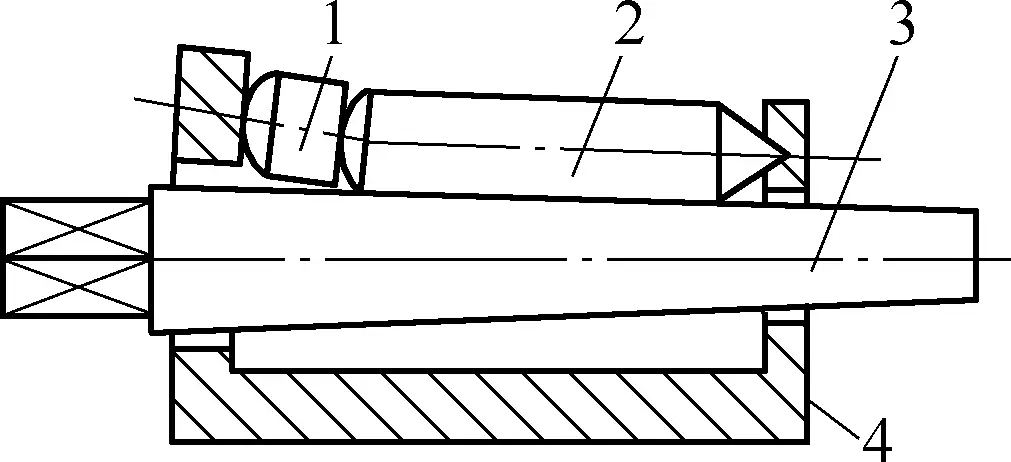
1-Rouleau de suspension
2-Trois rouleaux à trous d'expansion (expanseurs)
3-Tige d'expansion
4 - Coquille d'expansion
En général, le traitement de l'expansion du tube suit le processus suivant : recuit du tube (température de recuit : tube en acier au carbone 600~650℃, tube en acier allié 650~700℃) → vérification et nettoyage soigneux du trou du tube et de la plaque → positionnement initial de l'expansion → réexpansion → bordage → soudure de l'extrémité du tube → inspection de l'étanchéité de l'expansion.
En raison des nombreux facteurs affectant la qualité de l'expansion des tubes, la qualité de traitement de chaque processus d'expansion des tubes doit être strictement contrôlée, notamment en ce qui concerne les aspects suivants.
L'étanchéité de la dilatation affecte directement la qualité du traitement de la dilatation du tube, c'est pourquoi l'étanchéité de la dilatation doit être contrôlée dans une certaine fourchette. Une dilatation insuffisante et une dilatation excessive affecteront la résistance et l'étanchéité du joint. En fonctionnement réel, le diamètre du trou d'expansion et le diamètre extérieur du matériau du tube doivent être strictement contrôlés.
L'adéquation de l'étanchéité de l'expansion est principalement déterminée par la sensation de force du bras, le son de l'expandeur de tube et le degré de déformation du matériau du tube. En outre, le phénomène de décollement des fissures de la couche d'oxyde autour du trou de la plaque peut également être utilisé pour juger si l'étanchéité à l'expansion répond aux exigences.
Un écart raisonnable entre le trou de la plaque tubulaire et le matériau du tube est un facteur important pour garantir le taux d'expansion et la qualité. Un écart trop important réduira le degré de dilatation et affectera la solidité de la connexion ; un écart trop faible rendra difficile l'insertion du tube lors de l'assemblage.
Le choix d'un espace raisonnable est une tâche essentielle avant l'assemblage de l'expansion du matériau du tube, qui peut être effectuée par une mesure réelle basée sur des conditions de taille spécifiques. Le tableau 18 indique l'écart maximal entre le trou de la plaque tubulaire et le tube d'échange thermique.
Tableau 18 Espace maximal entre le trou de la plaque tubulaire et le tube d'échange thermique
| Pression de travail/MPa | Diamètre maximal du tube d'échange thermique/mm | |||||||
| 32 | 38 | 51 | 60 | 76 | 83 | 102 | 108 | |
| Espace maximal entre le trou de la plaque tubulaire et le tube d'échange thermique/mm | ||||||||
| ≤3.0 | 1.2 | 1.4 | 1.5 | 1.5 | 2.0 | 2.2 | 2.6 | 3.0 |
| >3.0 | 1.0 | 1.0 | 1.2 | 1.2 | 1.5 | 1.8 | 2.0 | 2.0 |
Le traitement des extrémités des tubes comprend le traitement thermique d'adoucissement et l'élimination de la rouille. Le but du traitement thermique d'adoucissement des extrémités des tubes est d'obtenir un bon effet d'expansion par un recuit de détente des extrémités des tubes d'échange de chaleur afin d'obtenir un adoucissement. La méthode de recuit de détente consiste à chauffer les extrémités du tube au-dessus de la température de recristallisation et à les refroidir lentement.
La teneur en soufre du combustible utilisé pour le recuit doit être strictement contrôlée afin d'éviter toute infiltration de soufre pendant le chauffage. La couche d'oxyde à la surface des extrémités des tubes traités thermiquement doit être éliminée pour garantir la qualité de l'expansion.
La température de recuit pour les tubes en acier au carbone est de 600~650℃, pour les tubes en acier allié de 650~700℃. La longueur de recuit doit être l'épaisseur de la plaque tubulaire t plus 100mm, avec un temps de maintien de 10~15min, et un refroidissement lent dans la chaux ou la cendre de four.
Le chauffage de l'extrémité du tube peut utiliser du coke et d'autres sources de chaleur, ou un bain de plomb. Le chauffage par bain de plomb présente les caractéristiques suivantes : chauffage uniforme, prévention des infiltrations de soufre, contrôle pratique et strict de la température. Pour éviter l'oxydation du plomb et la formation de vapeur de plomb, une couche protectrice de cendres de four de 10 mm d'épaisseur peut être appliquée à la surface du plomb liquide.
La lubrification de l'expanseur de tube pendant l'expansion du tube facilite le traitement et protège l'expanseur de tube. Toutefois, il faut veiller à ce que l'huile lubrifiante ne pénètre pas dans la zone d'expansion entre la plaque tubulaire et l'extrémité du tube afin de ne pas réduire les performances d'étanchéité de l'expansion et d'éviter la formation de pores pendant l'expansion. Si la zone d'expansion est accidentellement contaminée par de l'huile lubrifiante, elle peut être nettoyée avec de l'acétone.
Le choix d'une séquence raisonnable d'expansion des tubes permet d'améliorer la qualité de l'expansion. Le principe général de la séquence d'expansion est le suivant : d'abord, une expansion intermittente pour fixer la distance de la plaque tubulaire, puis une expansion continue de tous les matériaux du tube.
Pour les boîtes à tubes combinées à des plaques tubulaires, une séquence d'expansion inappropriée peut entraîner une déformation importante de la plaque tubulaire (qui se plie ou prend la forme d'un plat), voire une défaillance de la surface d'étanchéité de la plaque tubulaire.
La déformation s'explique par le fait que certains matériaux tubulaires ont fixé la distance de la plaque tubulaire lors de l'expansion initiale. Si d'autres matériaux tubulaires sont expansés dans l'ordre, l'allongement axial des matériaux tubulaires sera entravé par la plaque tubulaire, de sorte que chaque matériau tubulaire poussera la plaque tubulaire et la déformera. La séquence d'expansion correcte des tubes pour les boîtes à tubes combinées à des plaques tubulaires est illustrée à la figure 50.
Les principaux points d'opération sont les suivants : premièrement, les matériaux tubulaires marqués de 1 à 6 dans le premier cercle sont expansés en séquence, en veillant à la distance entre les deux plaques tubulaires et à ce que la plaque tubulaire et les matériaux tubulaires soient perpendiculaires l'un à l'autre ; deuxièmement, pour augmenter la rigidité de la plaque tubulaire, certains matériaux tubulaires dans les deuxième et troisième cercles qui sont espacés des matériaux tubulaires précédemment expansés peuvent être expansés, mais il faut veiller à les expanser de manière symétrique comme les matériaux tubulaires 1 à 6.
Enfin, pour assurer une contrainte uniforme sur chaque joint, il faut d'abord dilater les rangées impaires (telles que les 1ère, 3ème et 5ème rangées de la figure 50) de matériaux tubulaires, puis les rangées paires.