Comparaison des presses plieuses hydrauliques et mécaniques
Lorsqu'il s'agit de la précision et de l'efficacité de la fabrication des métaux, le débat entre les presses plieuses hydrauliques et mécaniques est...

La presse mécanique couramment utilisée est principalement la presse à manivelle, qui est largement utilisée dans le formage des matériaux (formage du plastique) en tant qu'équipement permettant d'obtenir la force et le déplacement linéaire nécessaires au formage des matériaux par le biais du mécanisme de la bielle à manivelle. Elle est largement utilisée dans l'industrie automobile, les machines agricoles, l'industrie aéronautique, l'industrie des instruments électroniques, l'industrie légère du matériel et d'autres domaines.
Selon la fonction de chaque partie de la presse, celle-ci peut être divisée en plusieurs éléments :
Le mécanisme d'exécution de l'équipement se compose d'une manivelle, d'une bielle et d'un coulisseau, convertissant le mouvement rotatif en mouvement linéaire alternatif. Comme le mécanisme de travail est un mécanisme de bielle-manivelle rigide, la presse a des positions limites supérieures et inférieures fixes (points morts haut et bas) pendant le fonctionnement, ce qui permet de contrôler avec précision les dimensions des pièces formées.
Le système de transmission se compose d'une courroie et d'un engrenage, transmettant l'énergie du moteur électrique au mécanisme de travail. Au cours du processus de transmission, la vitesse diminue progressivement et le couple augmente graduellement.
Le mécanisme de fonctionnement se compose principalement d'un embrayage, d'un frein et du système électrique correspondant. Une fois que le moteur a démarré, il contrôle l'état de fonctionnement du mécanisme de travail, lui permettant de fonctionner par intermittence ou en continu.
La section énergie se compose d'un moteur électrique et d'un volant d'inertie. L'énergie nécessaire au fonctionnement de la machine est fournie par le moteur électrique. Après le démarrage, le moteur accélère le volant d'inertie, qui fournit l'énergie de travail à court terme pour la presse, jouant un rôle dans le stockage et la libération de l'énergie.
La section de support se compose du corps de la machine, de la table de travail, des fixations, etc. Elle relie toutes les parties de la presse en un tout.
Les systèmes auxiliaires comprennent le système pneumatique, le système de lubrification, le dispositif de protection contre les surcharges, le coussin d'air, le changement rapide de matrice, le dispositif de découpage, le dispositif de surveillance, etc. Ils améliorent la sécurité et la facilité d'utilisation de la presse. Ils améliorent la sécurité et la facilité d'utilisation de la presse. Pour les nouvelles presses, la proportion du coût de ces systèmes est en augmentation.
Actuellement, les presses à manivelle sont principalement classées en fonction de la structure du lit, en deux catégories : les presses à manivelle ouverte et les presses à manivelle fermée. Les presses à manivelle fermées peuvent être subdivisées en presses fermées à un point (voir figure 3-57), presses fermées à deux points et presses fermées à quatre points (voir figure 3-58), etc.
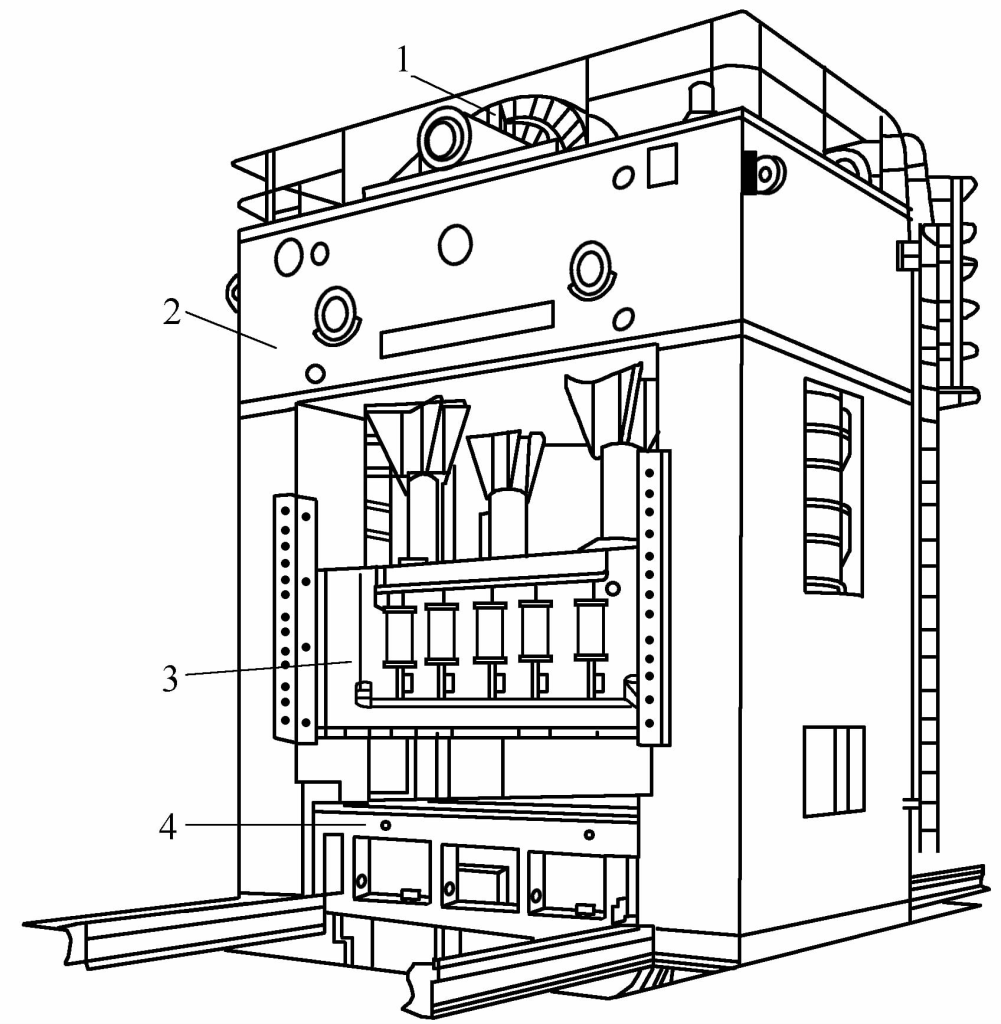
1-Système de transmission
Corps à 2 machines
3-Slider
4-établi
Le bâti de la presse à manivelle ouverte est en forme de "C", l'avant et les côtés gauche et droit du corps étant ouverts, ce qui facilite l'installation et le réglage des moules, ainsi que les opérations de formage. Cependant, la rigidité du corps (en particulier la rigidité angulaire) est médiocre.
La déformation sous charge affecte la précision des pièces et réduit la durée de vie du moule. Elle convient aux petites presses, couramment utilisées en dessous de 1000kN.
Le corps de la presse à manivelle fermée est une structure à cadre, avec l'avant et l'arrière ouverts et les côtés fermés. L'installation du moule et les opérations de formage sont effectuées sur les côtés avant et arrière.
La déformation verticale causée par la déformation du corps sous charge peut être éliminée en ajustant la hauteur de fermeture du moule. Elle n'affecte pas la précision des pièces et la précision de fonctionnement du moule. Elle convient aux presses à manivelle de moyenne et grande taille.
Outre les méthodes de classification susmentionnées, il existe d'autres méthodes de classification :
En fonction de leur utilisation technologique, elles peuvent être classées en presses générales à manivelle, presses d'emboutissage, presses de poinçonnage à grande vitesse, presses de forgeage à chaud, presses d'extrusion à froid, etc. Ces presses ont amélioré le mécanisme de coulissement de la manivelle pour rendre sa capacité de force et sa courbe de mouvement plus adaptées aux exigences des processus de formage correspondants.
En fonction du nombre de glissières, on distingue les presses à manivelle à simple action et les presses à manivelle à double action. Le mécanisme de travail à simple effet comporte un seul coulisseau, tandis que le mécanisme à double effet comporte deux coulisseaux, l'un interne et l'autre externe, le coulisseau interne étant installé à l'intérieur du coulisseau externe, chaque mécanisme étant actionné séparément.
Les presses à manivelle à double action sont également connues sous le nom de presses d'emboutissage (voir illustration 3-59). Pour les grandes pièces de tôle fine de forme complexe, en particulier les pièces de couverture, il est conseillé d'utiliser une presse d'emboutissage spécialisée.
La presse d'emboutissage est donc un équipement important dans le traitement des pièces de couverture agricole. En règle générale, une presse d'emboutissage est dotée de deux curseurs : le curseur extérieur est utilisé pour le bordage et le curseur intérieur est utilisé pour l'emboutissage.

Le coulisseau extérieur de la presse d'emboutissage à double action est équipé d'un coulisseau intérieur pour réaliser la double action.
Le mouvement du coulisseau intérieur et du coulisseau extérieur de la presse d'emboutissage à double action doit maintenir une certaine relation pour répondre aux exigences du processus d'emboutissage, et la relation de mouvement des coulisseaux intérieurs et extérieurs est représentée par un diagramme de cycle de travail.
La figure 3-60 est le diagramme du cycle de travail du coulisseau de la presse d'emboutissage à double action JB46-315.
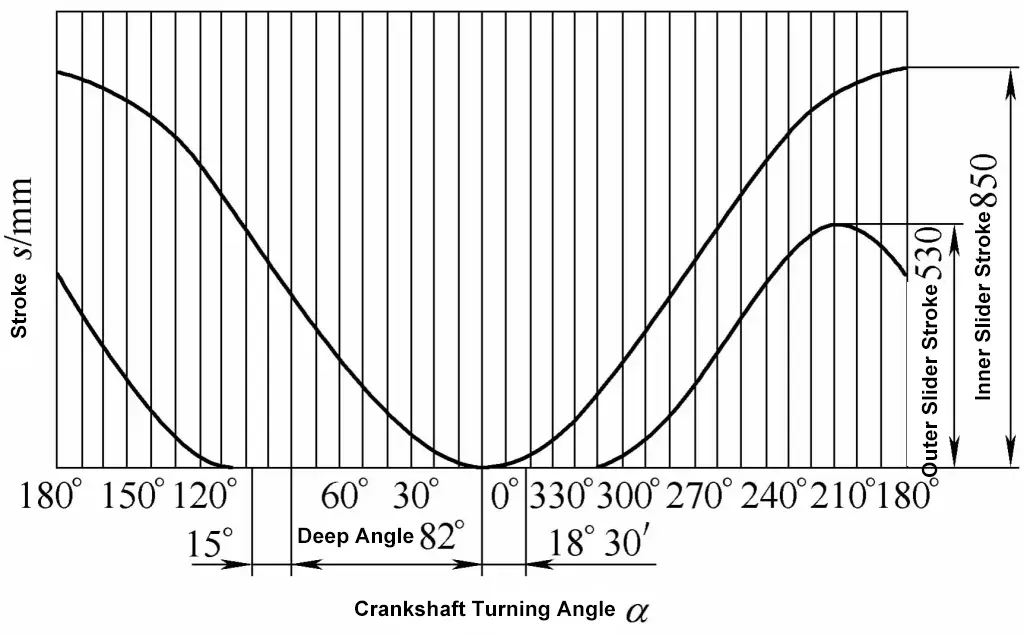
Le mouvement du coulisseau intérieur est similaire à celui du coulisseau d'une presse à manivelle. Le coulisseau extérieur est entraîné par de multiples mécanismes et effectue un mouvement intermittent approximatif. Pendant le fonctionnement, le coulisseau extérieur presse l'ébauche 10°~15° avant le coulisseau intérieur, le coulisseau intérieur commence l'emboutissage à environ α≤82°, et l'emboutissage se termine à α=0°.
Lors de la course de retour, le coulisseau extérieur accuse un retard de 10°~15° par rapport au coulisseau intérieur, ce qui a pour but d'empêcher la pièce de se coincer sur le poinçon ; l'angle de serrage du coulisseau extérieur est donc fixé à 100°~110°.
Lorsque le curseur intérieur revient au point mort supérieur, le curseur extérieur a déjà dépassé le point mort supérieur et s'est déplacé vers le bas sur une certaine distance, cette distance est appelée la course d'introduction, approximativement égale à 0,1~0,15 de la course du curseur, l'"introduction" garantit que le curseur presse l'ébauche en avant dans la course de travail suivante, et la quantité d'"introduction" ne doit pas être trop importante pour garantir que la pièce puisse être retirée de la matrice.
La presse d'emboutissage à double action est également équipée d'un coussin d'air qui peut éjecter la pièce une fois l'emboutissage terminé. Étant donné que le curseur extérieur accuse un retard de 10°~15° par rapport au curseur intérieur pendant la course de retour, pour éviter d'endommager la pièce dans cette plage de 10°~15°, le coussin d'air doit être équipé d'un dispositif de retard de retour afin de synchroniser sa montée avec le curseur extérieur.
La presse d'emboutissage à double action présente les caractéristiques suivantes :
Pour les pièces embouties complexes, différentes nervures d'emboutissage sont généralement placées sur le moule afin d'ajuster et de contrôler la résistance du flux de métal. La presse d'emboutissage à double action, dont le coulisseau extérieur exerce une pression suffisante pour déformer complètement le métal au niveau des nervures d'emboutissage, utilise pleinement le rôle des nervures d'emboutissage dans le processus.
Le coulisseau extérieur de la presse d'emboutissage à double action est déjà au point mort bas lorsqu'il commence à araser, de sorte que la force d'impact est très faible lorsqu'il entre en contact avec la pièce à usiner.
Si des éléments élastiques ou des coussins d'air sont utilisés, le coulisseau a une certaine vitesse lorsque l'anneau de bordage entre en contact avec la pièce, ce qui provoque des impacts plus importants au début du bordage, entraînant des vibrations dans l'anneau de bordage et une augmentation soudaine de la force de bordage, l'expulsion du lubrifiant entre l'anneau de bordage et l'ébauche, l'augmentation de la friction lors de l'emboutissage et le risque de rupture des pièces embouties.
Lors de l'utilisation d'une presse d'emboutissage à double action, la presse d'emboutissage à double action peut être utilisée comme un outil de travail. Filière de dessin est monté correctement, c'est-à-dire que la matrice femelle d'emboutissage est en dessous, la matrice mâle est au-dessus, la pièce est emboutie vers le bas, et la périphérie de l'ébauche peut être maintenue à une hauteur constante, ce qui facilite l'utilisation de bras robotisés pour les opérations automatisées.
Comme il s'agit d'une presse spécialisée, la vitesse du coulisseau intérieur pour l'emboutissage répond mieux aux exigences du processus d'emboutissage.