
Soudage à l'arc submergé : Préparation et techniques clés
Êtes-vous prêt à élever votre niveau de soudage avec le soudage à l'arc submergé (SAW) ? Cette technique, réputée pour son efficacité et sa...
Vous êtes-vous déjà demandé ce qui fait tenir nos ponts, nos gratte-ciel et même votre voiture ? Le soudage est le secret de ces constructions solides. Cet article démystifie le soudage en expliquant ses différentes techniques et applications. Vous apprendrez comment fonctionnent les différentes méthodes de soudage et pourquoi elles sont essentielles dans des secteurs allant de la construction à l'automobile. Plongez dans le monde fascinant du soudage et comprenez la technologie qui façonne notre monde moderne.

Le soudage est une méthode de traitement qui permet d'obtenir une liaison atomique des pièces à usiner par chauffage, pression ou les deux, avec ou sans matériaux d'apport. Par conséquent, le soudage est une méthode de traitement qui relie des pièces métalliques séparées en un tout inséparable. La pression est utilisée pour briser le film d'oxyde ou d'autres couches d'adsorption sur la surface de liaison et pour provoquer une déformation plastique de la surface de contact, élargissant ainsi la zone de contact.
Lorsque la déformation est suffisante, la liaison atomique peut également être formée directement, ce qui permet d'obtenir un joint solide ; le chauffage chauffe localement la zone de connexion jusqu'à un état plastique ou fondu, stimulant et renforçant l'énergie des atomes, ce qui permet de former et de développer un joint solide par diffusion, cristallisation et recristallisation.
Avant que le soudage ne soit largement utilisé, la principale méthode d'assemblage non démontable était le rivetage. Par rapport au rivetage, le soudage présente les caractéristiques suivantes : économie de métal, productivité élevée, bonne compacité, bonnes conditions de fonctionnement et facilité de mécanisation et d'automatisation. C'est pourquoi le soudage a pratiquement remplacé le rivetage.
Il existe de nombreuses méthodes de soudage, qui peuvent être divisées en trois catégories principales : le soudage par fusion, le soudage par pression et le brasage, en fonction des caractéristiques du processus de soudage.
Le soudage par fusion est une méthode dans laquelle le joint de la pièce est chauffé jusqu'à l'état fondu sans appliquer de pression pour achever le soudage. Selon la source de chaleur, ce type de méthode de soudage comprend le soudage au gaz, le soudage à l'arc, le soudage sous laitier, le soudage au laser, le soudage par faisceau d'électrons, le soudage à l'arc plasma, etc.
Le soudage sous pression est une méthode dans laquelle une pression doit être appliquée à la pièce (avec ou sans chauffage) pendant le processus de soudage pour achever la soudure. Les méthodes appartenant à cette catégorie comprennent le soudage par résistance, soudage par frictionsoudage par ultrasons, soudage par pression à froid, etc.
Le brasage utilise comme métal d'apport un matériau métallique dont le point de fusion est inférieur à celui du matériau de base. La pièce et le métal d'apport sont chauffés à une température supérieure au point de fusion du métal d'apport mais inférieure au point de fusion du matériau de base. Le métal d'apport liquide mouille le matériau de base, remplit l'espace du joint et se diffuse avec le matériau de base pour réaliser l'assemblage des pièces. Les méthodes qui appartiennent à cette catégorie comprennent le brasage fort et le brasage tendre.
Le soudage est une méthode de traitement qui permet d'obtenir une liaison atomique des pièces à usiner par chauffage, pression ou les deux, avec ou sans matériaux d'apport.
Il existe de nombreux types de soudage des métaux. En fonction des caractéristiques physiques de la métallurgie pendant le soudage, on distingue trois catégories principales : le soudage par fusion, le soudage par pression et le brasage. Actuellement, le soudage par fusion est le plus utilisé.
Le soudage par fusion est une méthode de soudage qui utilise un chauffage local pour chauffer le joint des pièces à usiner jusqu'à un état fondu sans appliquer de pression.
Le soudage par fusion est classé en fonction du type de source de chaleur utilisée : soudage à l'arc (utilisant l'arc de soudage comme source de chaleur), soudage à l'arc plasma (utilisant l'arc plasma comme source de chaleur), soudage sous laitier électrique (utilisant la chaleur de résistance du laitier fondu comme source de chaleur), soudage par faisceau d'électrons (utilisant le faisceau d'électrons comme source de chaleur), soudage au laser (utilisant le laser comme source de chaleur), soudage au gaz (utilisant la flamme comme source de chaleur), etc. Parmi ces techniques, le soudage à l'arc est le plus répandu.
Le soudage à l'arc est une méthode de soudage par fusion qui utilise un arc comme source de chaleur. Les types courants de soudage à l'arc comprennent le soudage à l'arc sous protection métallique, soudage à l'arc submergéet le soudage à l'arc sous protection gazeuse.
Le soudage à l'arc sous protection métallique est l'une des méthodes de soudage à l'arc les plus anciennes et les plus répandues. Il utilise une baguette de soudage comme électrode et métal d'apport, et l'arc généré entre l'extrémité de la baguette de soudage et la pièce à souder comme source de chaleur pour le soudage.
Pendant le soudage, l'arc électrique chauffe l'extrémité de la baguette de soudage et la zone locale de la pièce à usiner jusqu'à ce qu'elle soit en fusion. L'extrémité fondue de la baguette de soudage forme des gouttelettes qui fusionnent avec le matériau de base fondu pour former un bain de soudure. Au fur et à mesure que l'arc avance, le métal en fusion dans le bain de soudure se refroidit progressivement et se solidifie pour former un cordon de soudure. La figure 1 présente un schéma du processus de soudage à l'arc sous protection métallique.
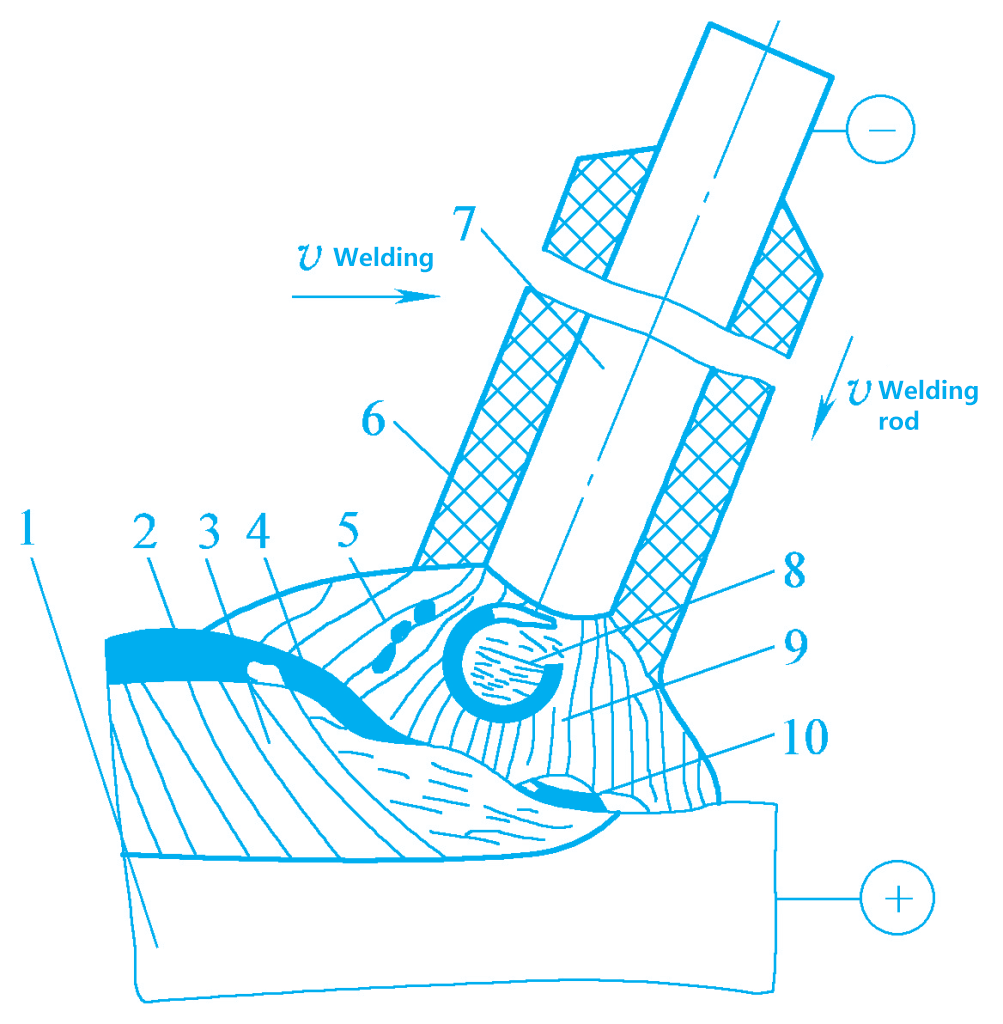
1-Métal de base
2. Coquille de pavillon
Joint à 3 soudures
4-Scories fondues
5-Couche de gaz protectrice
6-Revêtement de la tige de soudage
7-Noyau de soudure
8-Gouttelettes
9-Arc
Piscine à 10 soudures
L'équipement utilisé pour le soudage manuel à l'arc est simple, la méthode est facile et flexible, et il a une forte capacité d'adaptation. Il peut être utilisé pour souder dans différentes positions et dans différentes conditions. La forme du joint, la forme de la soudure et la longueur ne sont pas limitées, mais le soudeur doit posséder des compétences techniques élevées et la qualité du soudage dépend dans une certaine mesure des compétences opérationnelles du soudeur.
En outre, le soudage manuel à l'arc métallique offre de mauvaises conditions de travail et une faible productivité. Il convient principalement à la production de pièces uniques ou de petits lots et permet de souder des pièces d'une épaisseur de 3 à 20 mm. Les métaux actifs (tels que le titane, le niobium, etc.) et les métaux réfractaires (tels que le tantale, le molybdène, etc.) ne peuvent pas être soudés manuellement à l'arc.
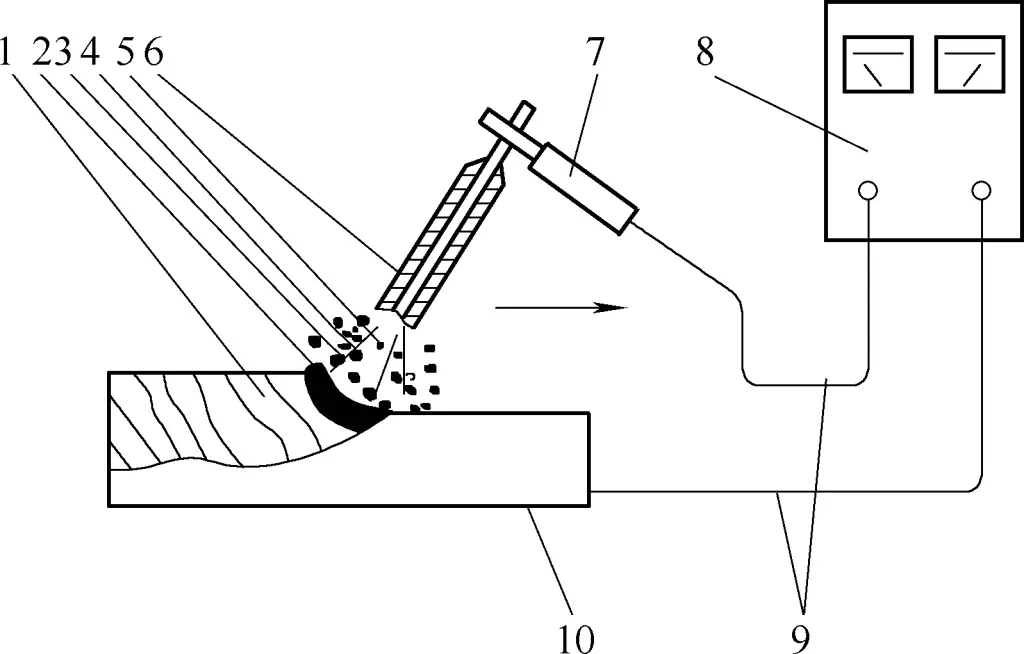
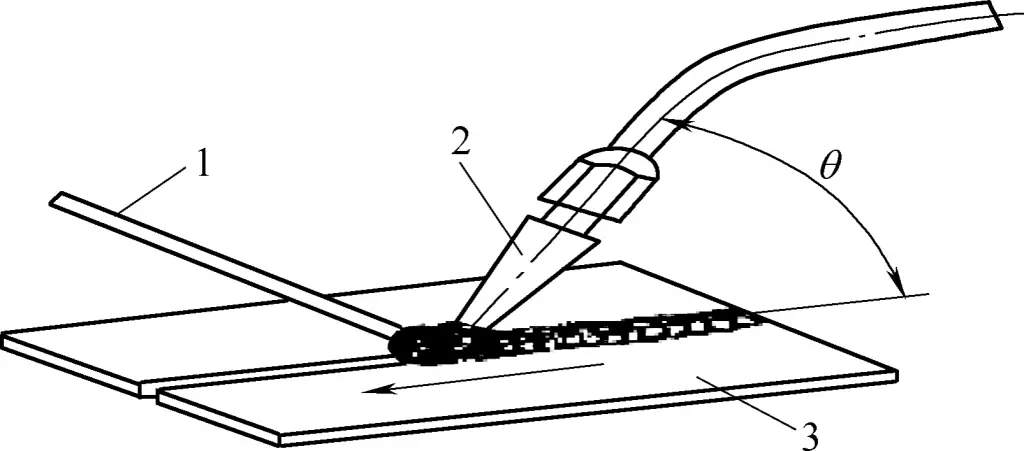
Le soudage à l'arc submergé est une méthode de soudage à l'arc dans laquelle l'arc brûle sous une couche de flux. Pendant le soudage, l'allumage de l'arc, l'alimentation du fil et le déplacement de l'arc le long du cordon de soudure sont effectués automatiquement par l'équipement.
Le processus de formation de la soudure à l'arc submergé est illustré à la figure 2. Pendant le soudage, l'extrémité du fil de soudage entre en contact avec la pièce, puis l'entonnoir de flux est ouvert et une couche de flux de 30 à 50 mm d'épaisseur est répandue sur la zone de soudage de la pièce. Après la mise sous tension, le fil de soudage est rétracté vers le haut pour allumer l'arc.
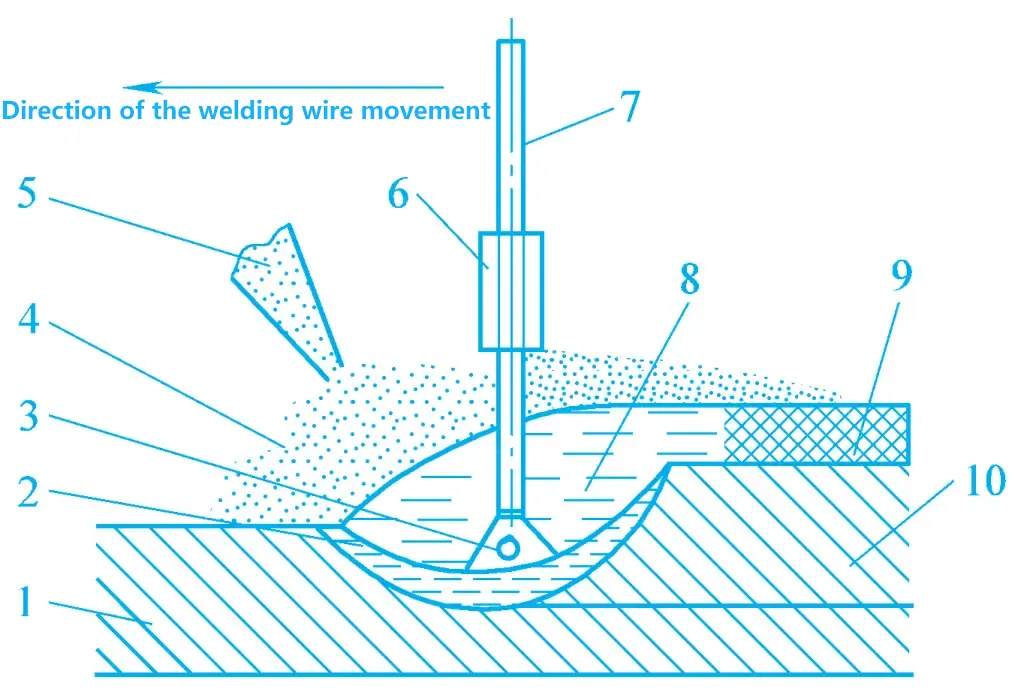
1-Pièce à usiner (matériau de base)
2-Piscine en fusion
3-Gouttelettes
4-Flux
Entonnoir à 5 flux
Embout à 6 contacts
7-Fil à souder
8-Slag
Coquille à 9 drapeaux
10-Soudure
L'arc brûlant sous la couche de flux génère de la chaleur qui fait fondre le matériau de base et le flux granulaire près de l'arc pour former du laitier. Le gaz à haute température produit pousse le laitier sur le côté pour former une bulle de laitier fermée. La bulle de laitier, avec sa tension de surface, empêche efficacement l'air de pénétrer dans le bain de soudure et les gouttelettes d'en sortir. Le flux non fondu isole l'arc de l'air extérieur, réduisant ainsi la perte de chaleur de l'arc.
En avançant, l'arc fait fondre en continu le fil de soudure alimenté, le métal de base et le flux qui se trouvent devant lui. Le métal liquide derrière le bain de soudure se refroidit progressivement et se solidifie à partir des bords pour former la soudure, et le laitier liquide se solidifie également pour former une coquille de laitier recouvrant la surface de la soudure. Le métal au niveau de la soudure est protégé à la fois par la couche de flux et par la bulle de laitier, ce qui se traduit par une faible perte de chaleur et une pénétration profonde.
Comparé au soudage manuel à l'arc, le soudage à l'arc submergé présente les avantages d'une vitesse de soudage rapide, d'une efficacité de production élevée, d'une qualité de soudage élevée et stable, d'un bel aspect de la soudure et de bonnes conditions de travail. Toutefois, ses inconvénients sont le coût élevé de l'équipement et la complexité du processus, ce qui le rend inadapté au soudage de structures complexes ou de pièces avec des soudures inclinées.
Par conséquent, le soudage à l'arc submergé est principalement utilisé pour la production de lots importants, les soudures plates droites épaisses (6~60 mm) et longues ou les soudures circulaires de grand diamètre. Les matériaux applicables sont l'acier à faible teneur en carbone, l'acier faiblement allié, l'acier inoxydable et d'autres plaques métalliques.
Le soudage sous protection gazeuse est une méthode de soudage à l'arc qui utilise un gaz externe comme moyen de protection. Il joue un rôle de plus en plus important dans le soudage de matériaux spéciaux et dans l'automatisation du processus de soudage.
Par rapport au soudage à l'arc submergé, ses avantages sont la bonne visibilité de l'arc et du bain de soudure, la facilité d'utilisation, l'absence de laitier, l'économie d'un temps considérable de nettoyage du laitier après le soudage en cas de soudage multicouche, et la possibilité de réaliser un soudage en toutes positions. Toutefois, des mesures spéciales de protection contre le vent doivent être prises pour les travaux en extérieur.
Selon les différents gaz protecteurs utilisés dans le processus de soudage, les types les plus courants sont le soudage à l'arc sous argon et le soudage sous protection gazeuse au CO2. Le soudage à l'arc sous argon utilise l'argon comme moyen de protection et se divise en soudage à l'arc sous argon à électrode non consommable et en soudage à l'arc sous argon à électrode consommable en fonction des différentes électrodes utilisées.
La figure 3 présente un schéma du soudage sous protection gazeuse au CO2. Le soudage sous protection gazeuse au CO2 utilise le gaz CO2 (parfois un mélange de CO2 + O2) comme moyen de protection. Cette méthode de soudage utilise un fil de soudure alimenté en continu comme électrode, en s'appuyant sur l'arc entre le fil de soudure et la pièce à souder pour faire fondre le métal de la pièce et le fil de soudure, formant ainsi un bain de soudure qui se solidifie en une soudure.
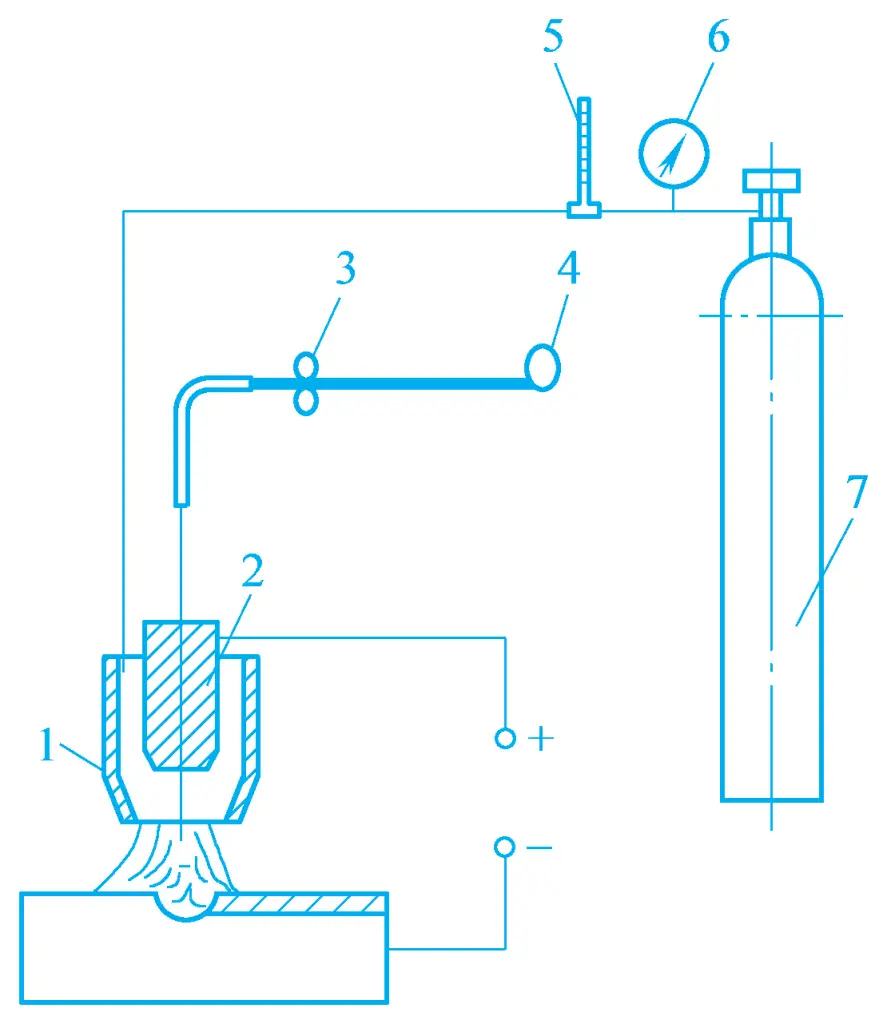
1-Buse de pistolet à souder
Embout à 2 contacts
Mécanisme d'alimentation à 3 fils
Bobine à 4 fils
5-Débitmètre
6-Réducteur de pression
7-CO 2 bouteille de gaz
LE CO 2 Le soudage sous protection gazeuse se caractérise par une vitesse de soudage rapide, l'absence de laitier après le soudage, l'économie du temps de nettoyage du laitier et donc une productivité élevée ; le prix du gaz de protection est inférieur à celui de l'argon ; la consommation d'énergie est moindre, ce qui réduit les coûts ; en raison de la chaleur concentrée de l'arc, le bain de fusion est petit, la vitesse de soudage est rapide, la zone affectée thermiquement par le soudage est petite, la tendance à la déformation et à la fissuration est faible, et la formation de la soudure est bonne.
Pour le soudage de l'acier à faible teneur en carbone et de l'acier faiblement allié, il s'agit d'une méthode de soudage très efficace, peu coûteuse et de haute qualité. Ses inconvénients sont qu'elle ne convient pas au soudage des métaux non ferreux qui sont facilement oxydés, que la formation de la soudure n'est pas lisse et belle, que la lumière de l'arc est forte, que les projections de gouttelettes sont importantes et qu'il y a beaucoup de fumée, de sorte que des mesures de protection contre le vent doivent être prises.
LE CO 2 Le soudage sous protection gazeuse est principalement utilisé pour le soudage de l'acier à faible teneur en carbone et de l'acier de construction ordinaire faiblement allié présentant de faibles niveaux de résistance. L'épaisseur maximale de l'élément soudé peut atteindre 50 mm (assemblage bout à bout). Il est largement utilisé dans la construction navale, l'automobile, les grues, divers réservoirs, les machines agricoles et d'autres secteurs industriels.
Le soudage à l'arc plasma est une méthode de soudage par fusion qui utilise un arc plasma comme source de chaleur. Pendant le soudage, un gaz de protection (argon) passe autour de l'arc plasma pour protéger le bain de fusion et la soudure des effets nocifs de l'air.
Le soudage à l'arc plasma peut être divisé en soudage à l'arc plasma à microfaisceau et en soudage à l'arc plasma à haute intensité en fonction du courant de soudage. Le soudage à l'arc microfaisceau a généralement un courant de soudage de 0,1~30A et peut souder des feuilles métalliques et des plaques minces d'une épaisseur de 0,025~2,5mm ; le soudage à l'arc plasma à haute intensité a généralement un courant de soudage de 100~300A et peut souder des métaux d'une épaisseur de 2,5~12mm.
Les caractéristiques du soudage à l'arc plasma sont les suivantes : densité énergétique élevée de l'arc plasma, température élevée de la colonne d'arc, forte capacité de pénétration, et les pièces d'une épaisseur inférieure à 12 mm peuvent être soudées sans chanfrein.
Lorsque le courant est aussi faible que 0,1A, l'arc plasma reste très stable, assurant une bonne direction et rectitude de l'arc, de sorte qu'il peut souder des feuilles et des plaques minces d'une épaisseur de 0,01 à 1 mm, et la vitesse de soudage est rapide, la productivité est élevée, la qualité de soudage est bonne, la zone affectée thermiquement par le soudage est petite, et la déformation de l'élément soudé est faible. L'équipement de soudage à l'arc plasma est relativement complexe, la consommation de gaz est importante, il ne convient pas au soudage en extérieur et sa flexibilité n'est pas aussi bonne que celle du soudage à l'arc sous argon.
Le soudage à l'arc plasma convient au soudage de divers matériaux métalliques réfractaires, facilement oxydables et thermosensibles, tels que le tungstène, le nickel, le titane, le cuivre, le molybdène, l'aluminium et ses alliages, ainsi que l'acier inoxydable, l'acier à haute résistance, etc. Il est actuellement principalement utilisé dans les secteurs de la chimie, du nucléaire, de l'électronique, des instruments de précision, des fusées, de l'aviation et de la technologie spatiale.
Le soudage sous laitier électroconducteur est un procédé de soudage par fusion qui utilise la chaleur de résistance générée par le passage du courant dans le laitier en fusion comme source de chaleur pour faire fondre la pièce localement et le métal d'apport, les refroidir et les solidifier pour former une soudure.
Comparé à d'autres types de soudage par fusion, le soudage sous laitier électrique présente les caractéristiques suivantes :
Outre le soudage de l'acier au carbone, de l'acier allié et de la fonte, le soudage sous laitier peut également être utilisé pour souder l'aluminium, le magnésium, le titane et les alliages de cuivre. L'épaisseur de soudure est généralement supérieure à 30 mm, et il est actuellement largement utilisé dans des industries telles que les chaudières, les machines lourdes et la pétrochimie, notamment pour les pièces structurelles forgées-soudées et coulées-soudées.
Le soudage par faisceau d'électrons est un procédé de soudage par fusion qui utilise la chaleur générée lorsqu'un faisceau d'électrons accéléré et focalisé bombarde la surface de l'élément soudé pour faire fondre localement le métal de l'élément soudé, le refroidir et le solidifier pour former une soudure. L'élément soudé peut être placé sous vide ou non. Le soudage par faisceau d'électrons effectué sous vide est appelé soudage par faisceau d'électrons sous vide, et le soudage par faisceau d'électrons effectué dans un environnement de travail à pression atmosphérique est appelé soudage par faisceau d'électrons hors vide.
Les caractéristiques du soudage par faisceau d'électrons sous vide sont les suivantes
À l'heure actuelle, le soudage par faisceau d'électrons sous vide est largement utilisé dans l'aérospatiale, l'énergie nucléaire, l'automobile, la chimie, l'électronique, l'énergie électrique, la fabrication de machines et d'autres secteurs.
Le soudage par faisceau d'électrons sans vide consiste à introduire le faisceau d'électrons généré dans des conditions de vide poussé dans un environnement de travail à pression atmosphérique pour souder la pièce. Ses principaux avantages sont les suivants : pas besoin de chambre à vide, productivité élevée, faible coût, possibilité de souder des pièces de grande taille et élargissement du champ d'application de la technologie de soudage par faisceau d'électrons.
Le soudage par faisceau d'électrons sans vide est largement utilisé dans l'industrie de l'énergie (rotors de compresseurs, assemblages de roues, coques de réacteurs nucléaires, etc.), l'industrie aéronautique (bases de moteurs, composants de rotors, etc.), la construction automobile (assemblages d'engrenages, essieux arrière, transmissions, etc.), ainsi que dans les industries de fabrication d'instruments, de produits chimiques et de structures métalliques.
Le soudage au laser est une nouvelle technologie de soudage mise au point dans les années 1970. Il s'agit d'un procédé de soudage par fusion qui utilise un laser focalisé comme source de chaleur pour le soudage. Il permet de souder des matériaux tels que des feuilles métalliques (épaisseur inférieure à 0,5 mm), des films (de quelques microns à quelques dizaines de microns) et des fils métalliques (diamètre inférieur à 0,6 mm).
Les caractéristiques du soudage au laser sont les suivantes : vitesse de soudage rapide, petite zone affectée par la chaleur, faible déformation des pièces soudées, et les matériaux soudés ne sont pas facilement oxydés. Comparé au soudage par faisceau d'électrons, le soudage au laser ne produit pas de rayons X, ne nécessite pas de chambre à vide, est facile à observer et convient au soudage de structures complexes et de pièces de précision.
Le laser peut être réfléchi, transmis et même transmis par des fibres optiques, ce qui permet de l'utiliser pour le soudage à longue distance. Il peut également souder des métaux différents pour les joints de fils internes des tubes électroniques scellés. Actuellement, le soudage au laser est principalement utilisé pour le soudage de petites ou micro-pièces dans les secteurs des semi-conducteurs, des équipements de télécommunication, de la radiotechnique, des instruments de précision et des instruments.
Le soudage au gaz est un procédé de soudage par fusion qui utilise la chaleur dégagée par la combustion de gaz pour le soudage. Les gaz combustibles peuvent être l'acétylène, l'hydrogène, le gaz naturel, le propane, etc. La flamme couramment utilisée dans le soudage au gaz est formée par l'allumage d'un mélange gazeux d'acétylène et d'oxygène dans une certaine proportion, également connu sous le nom de flamme oxy-acétylène. En fonction du rapport volumétrique entre l'acétylène et l'oxygène, la flamme peut être classée en trois types : la flamme carburante, la flamme neutre et la flamme oxydante.
La flamme de cémentation contient du carbone libre, qui peut compenser la perte de carbone pendant le soudage et a un fort effet réducteur et un certain effet de cémentation. La flamme de cémentation est principalement utilisée pour le soudage de l'acier à haute teneur en carbone, de l'acier rapide, des alliages durs et d'autres matériaux à haute teneur en carbone, et peut également être utilisée pour la réparation de la fonte.
La flamme neutre est formée par la combustion complète de l'oxygène et de l'acétylène (sans excès d'oxygène et d'acétylène) et possède le plus large éventail d'applications. Elle est principalement utilisée pour le soudage de l'acier à faible teneur en carbone, de l'acier faiblement allié, de l'acier inoxydable, du cuivre pur et d'autres matériaux.
La flamme oxydante contient un excès d'oxygène qui oxyde le métal pendant le soudage. Comme la flamme oxydante peut former un film d'oxyde de silicium (contenant du silicium dans le fil de soudage) à la surface du métal en fusion, protégeant de l'évaporation les métaux à bas point de fusion comme le zinc et l'étain, elle est principalement utilisée pour le soudage du laiton, du bronze et d'autres matériaux.
Pour le soudage de l'acier au carbone, le fil de soudage peut être utilisé directement. En revanche, pour le soudage de l'acier inoxydable, des alliages de cuivre et des alliages d'aluminium, il faut utiliser un flux de soudage gazeux pour éviter l'oxydation du métal et éliminer les oxydes déjà formés.
Les caractéristiques du soudage au gaz sont les suivantes : la température de la flamme de soudage au gaz est inférieure à celle du soudage à l'arc, la vitesse de chauffage et de refroidissement est lente, la zone de chauffage est large et la déformation du soudage est importante. Cependant, il ne nécessite pas d'électricité, l'équipement est simple et il est très polyvalent. Le soudage au gaz convient au soudage de pièces à parois minces, principalement des pièces d'une épaisseur d'environ 2 mm.
Le soudage sous pression est un procédé de soudage qui permet d'obtenir des joints indémontables en chauffant et en appliquant une pression pour que le métal atteigne un état plastique, provoquant une déformation plastique et une recristallisation, et rapprochant finalement les atomes des deux surfaces séparées de la distance du réseau. Les principaux types de soudage sont le soudage par résistance et le soudage par friction.
Le soudage par résistance est un type de soudage par pression qui utilise comme source de chaleur la chaleur de résistance générée par le courant traversant la surface de contact du joint. Selon la forme des électrodes et des joints, le soudage par résistance peut être divisé en soudage par pointsle soudage à la molette, le soudage à la molette et le soudage bout à bout.
Le soudage par points est un type de soudage par résistance dans lequel les pièces sont assemblées en joints de recouvrement et pressées entre deux électrodes cylindriques. La chaleur de la résistance fait fondre localement le métal de base pour former un point de soudure. La résistance de la soudure par points dépend du diamètre du grain de soudure, généralement d=2t+3mm (t est l'épaisseur de la plaque). La qualité du grain de soudure dépend du courant de soudage, du temps de soudage, de la pression de l'électrode et de la propreté de la surface de la pièce.
Le soudage par points est principalement utilisé pour souder de fines pièces estampées et des barres d'acier, telles que la jonction et l'assemblage de fines feuilles de coques d'automobiles et d'avions, et la production de produits industriels tels que des instruments électroniques et des compteurs. La plage d'épaisseur applicable pour le soudage par points est de 0,05 à 6 mm, et les matériaux applicables sont l'acier inoxydable, les alliages de cuivre, les alliages de titane et les alliages d'aluminium et de magnésium.
Le soudage par points est un procédé de soudage par points en continu qui utilise des électrodes à disque en rotation continue au lieu d'électrodes cylindriques pour effectuer un soudage par points à intervalles très courts, ce qui permet d'obtenir un cordon de soudure continu avec des pépites de soudure qui se chevauchent.
Étant donné que les pépites de soudure dans la soudure par points se chevauchent de plus de 50%, les performances de scellement sont bonnes. Toutefois, le soudage à la molette présente un phénomène de shunt important et le courant de soudage nécessaire pour souder des pièces de même épaisseur est environ 1,5 à 2 fois supérieur à celui du soudage par points. Par conséquent, le soudage à la molette ne convient qu'aux structures à parois minces d'une épaisseur inférieure à 3 mm qui doivent être scellées, telles que les réservoirs de carburant, les petits conteneurs et les pipelines.
Le soudage bout à bout est un type de soudage par résistance dans lequel les pièces sont assemblées bout à bout. Le soudage bout à bout exige que les extrémités des pièces aient une forme et une taille identiques ou similaires afin de garantir la qualité des pièces soudées. Le soudage bout à bout est principalement utilisé pour la fabrication de pièces fermées, l'extension de matériaux laminés et la fabrication de pièces à partir de matériaux différents, comme les jantes de vélo, les rails et les outils.
Le soudage par friction est un type de soudage par pression qui utilise la chaleur générée par la friction entre les surfaces des pièces à usiner pour amener les faces frontales à un état thermoplastique, puis les forge rapidement pour achever la soudure.
Les caractéristiques du soudage par friction sont les suivantes
Le brasage est une méthode de soudage qui utilise un métal d'apport dont le point de fusion est inférieur à celui des pièces à usiner. Le métal d'apport est chauffé jusqu'à ce qu'il fonde, et le métal d'apport liquide mouille le matériau de base, remplissant l'espace du joint et se diffusant dans le matériau de base pour obtenir une connexion permanente. En fonction du point de fusion du métal d'apport utilisé, le brasage peut être divisé en deux catégories : le brasage fort et le brasage tendre.
Les caractéristiques du brasage sont les suivantes :
Toutefois, la résistance du joint de brasage est relativement faible, sa résistance à la chaleur est médiocre, la température de travail admissible n'est pas élevée et un nettoyage rigoureux est nécessaire avant le soudage. Le coût du métal d'apport est relativement élevé. Par conséquent, le brasage est principalement utilisé pour le soudage d'instruments de précision, de composants électriques, de composants en métaux différents et de certains composants complexes à parois minces (tels que les structures sandwich et les radiateurs automobiles). Il est également couramment utilisé pour souder divers fils et outils en alliage dur.
Soudage à l'arc par électrode est une méthode de soudage qui a été développée très tôt et qui est encore la plus utilisée aujourd'hui. Elle se caractérise par la simplicité de son équipement, son faible coût, la souplesse de son processus et sa grande adaptabilité (elle convient à divers matériaux, aux longues distances et aux soudures irrégulières) ; toutefois, elle nécessite une main-d'œuvre importante et est peu efficace (opération manuelle et impossibilité de souder en continu).
Leur fonction est de maintenir l'électrode et de conduire le courant.
Il s'agit d'un équipement de protection qui empêche le visage et la peau d'être endommagés par les arcs électriques et d'autres dangers. Les masques d'arc se présentent sous la forme de masques à main ou de casques.
Comme les marteaux d'élimination du laitier et les brosses métalliques pour le nettoyage de la surface et de l'enveloppe du laitier de la soudure.
L'équipement principal pour le soudage à l'arc par électrode est l'arc machine à souder. Les machines à souder à l'arc peuvent être divisées en machines à souder à l'arc à courant alternatif et machines à souder à l'arc à courant continu en fonction du type de courant de soudage qu'elles fournissent.
La machine à souder à l'arc en courant alternatif fournit le courant alternatif nécessaire au soudage. Il s'agit d'un transformateur abaisseur spécial qui présente les avantages d'une structure simple, d'un prix peu élevé, d'une utilisation fiable, d'un faible bruit de fonctionnement et d'une maintenance facile. C'est pourquoi les machines à souder à l'arc en courant alternatif sont souvent utilisées pour le soudage. Leur principal inconvénient est que l'arc n'est pas stable pendant le soudage.
La machine à souder à l'arc à courant continu fournit un courant continu pour le soudage. Elle présente les avantages d'un arc stable, d'un amorçage facile de l'arc et d'une meilleure qualité de soudage. Cependant, la structure du générateur de soudage à l'arc à courant continu est complexe, bruyante, coûteuse et difficile à entretenir.
La composition de la baguette de soudure est illustrée à la figure 1.
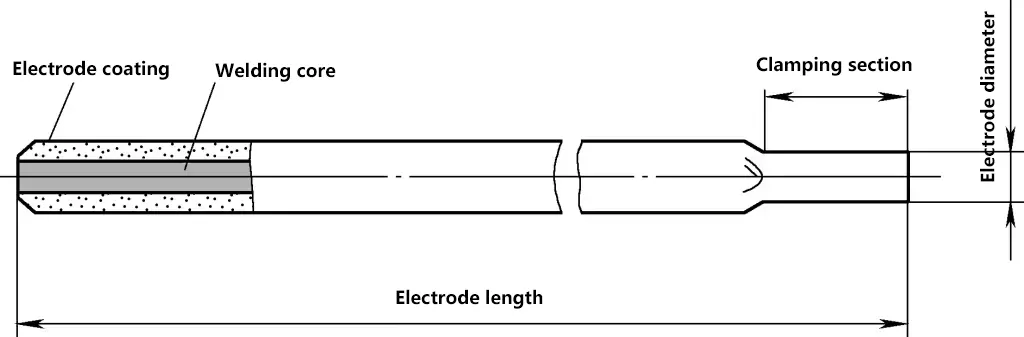
La baguette de soudage utilisée pour le soudage à l'arc, enrobée de flux, se compose de deux parties : le fil d'âme et l'enrobage de flux.
Le fil d'âme est un fil métallique d'une certaine longueur et d'un certain diamètre (acier au carbone, acier allié, acier inoxydable, fonte, cuivre et alliages de cuivre, aluminium et alliages d'aluminium, etc.) Le fil d'âme a deux fonctions : l'une est de conduire le courant et de générer un arc, l'autre est de se fondre et de former une soudure avec le matériau de base. Le diamètre du fil d'âme est généralement de 2,5 mm, 3,2 mm ou 4,0 mm.
Le revêtement de flux est composé de divers matériaux, notamment des stabilisateurs d'arc (utilisant principalement des composés facilement ionisables de potassium, de sodium et de calcium), des formateurs de scories (qui forment des scories pour couvrir la surface du bain de fusion, empêchant l'intrusion atmosphérique et jouant un rôle métallurgique) et des formateurs de gaz (qui se décomposent pour produire des gaz tels que le CO et le H qui entourent l'arc et le bain de fusion, isolant l'atmosphère et protégeant les gouttelettes et le bain de fusion).
Les principales fonctions de l'enduit de flux sont de faciliter l'allumage de l'arc, de maintenir une combustion stable de l'arc et d'isoler l'air. L'enduit de flux peut être acide ou basique.
Les baguettes de soudage peuvent être classées selon leur utilisation en baguettes de soudage pour l'acier de construction, baguettes de soudage pour l'acier résistant à la chaleur, baguettes de soudage pour l'acier inoxydable, soudage de la fonte les baguettes de soudure en cuivre et en alliage de cuivre, les baguettes de soudure en aluminium et en alliage d'aluminium, etc. Le modèle de baguette de soudage utilisé dans cette formation est le E4303, qui appartient aux baguettes de soudage en acier au carbone avec un revêtement de flux acide de type titane-calcium et un diamètre de 2,5 mm.
Le circuit de soudage est composé d'une machine de soudage à l'arc, de câbles de soudage, de pinces de soudage, de baguettes de soudage, de pièces à usiner et de l'arc (figure 2). L'arc est allumé par la méthode du court-circuit de contact. Sous l'effet d'une température élevée, la baguette de soudage et la pièce sont partiellement fondues pour former un bain de fusion. Au fur et à mesure que l'arc se déplace, le bain de fusion se refroidit progressivement et se cristallise pour former une soudure.
1-Soudure
2-Piscine en fusion
3-Gaz de protection
4-Arc
5-Gouttelettes fondues
6-Tige à souder
7-Pince à souder
8-Machine à souder
9 câbles
10-pièces
Les paramètres de soudage à l'arc avec des baguettes de soudage comprennent le type et la polarité de la source d'énergie de soudage, le diamètre de la baguette de soudage, le courant de soudage, la tension de l'arc, la vitesse de soudage, le nombre de couches de soudage, etc.
Le soudage au gaz est une méthode de soudage qui utilise une flamme de gaz comme source de chaleur pour faire fondre le matériau de base et le métal d'apport. L'acétylène, lorsqu'il est brûlé avec de l'oxygène pur, peut augmenter considérablement la température de la flamme (jusqu'à plus de 3000°C) par rapport à la combustion dans l'air.
La bouteille d'oxygène est un conteneur permettant de stocker et de transporter de l'oxygène à haute pression. Son volume est de 40 litres et la pression maximale de stockage est de 15MPa. Conformément à la réglementation, l'extérieur de la bouteille d'oxygène est peint en bleu ciel et porte le mot "Oxygen" en noir.
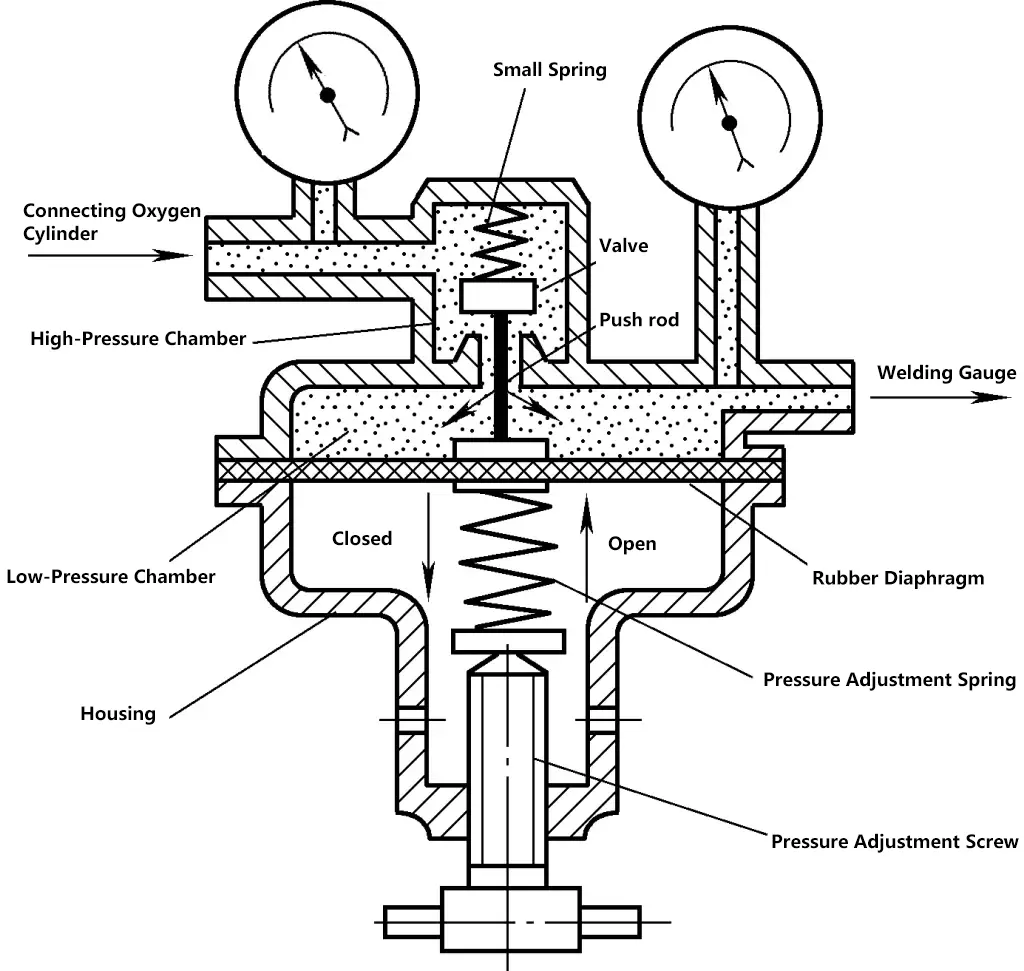
Le détendeur (figure 3) a pour fonction de réduire l'oxygène haute pression provenant de la bouteille d'oxygène haute pression à la pression de travail requise par la torche de soudage (0,1~0,3MPa) pour le soudage.
La bouteille d'acétylène est un récipient destiné au stockage et au transport de l'acétylène. Sa forme est similaire à celle d'une bouteille d'oxygène, mais sa surface est peinte en blanc et marquée du mot "Acetylene" (acétylène) à la peinture rouge. La bouteille d'acétylène est remplie d'une charge poreuse imbibée d'acétone.
Le chalumeau (figure 4) est un outil qui mélange l'acétylène et l'oxygène dans une certaine proportion et permet d'obtenir une flamme de soudage stable.
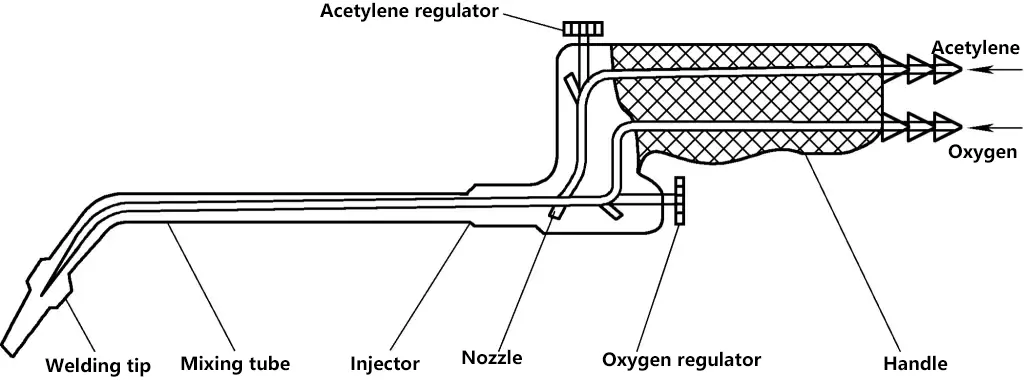
La torche de soudage à injecteur comprend un raccord d'acétylène, un raccord d'oxygène, une poignée, un robinet d'acétylène, un robinet d'oxygène, un tube injecteur, un tube mélangeur, une buse, etc.
Les outils auxiliaires comprennent des aiguilles de nettoyage, des tuyaux en caoutchouc, des allumeurs, des brosses métalliques, des marteaux à scories, des limes, etc. L'équipement de protection comprend des lunettes de soudage au gaz, des vêtements de travail, des gants, des chaussures de travail, des protège-jambes, etc.
La flamme formée par la combustion de l'oxygène et de l'acétylène est appelée flamme oxy-acétylène. En réglant la soupape d'oxygène et la soupape d'acétylène, le rapport de mélange de l'oxygène et de l'acétylène peut être modifié pour obtenir trois flammes différentes : une flamme neutre, une flamme oxydante et une flamme carburante, comme le montre la figure 5.
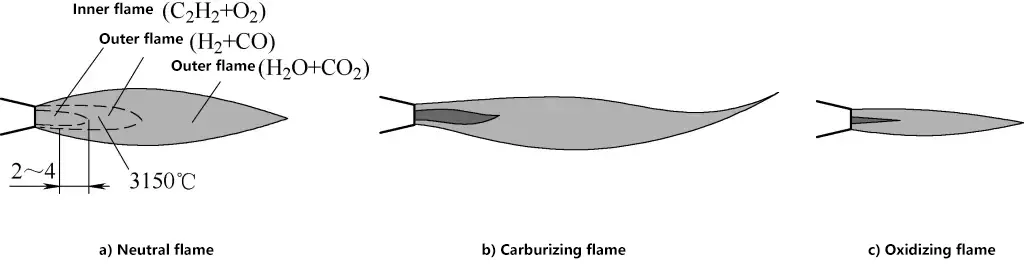
Lorsque le rapport volumique entre l'oxygène et l'acétylène est de 1~1,2, la flamme obtenue est appelée flamme neutre, ou flamme normale. La flamme neutre est couramment utilisée dans le soudage et sert à souder l'acier à faible teneur en carbone, l'acier à teneur moyenne en carbone, l'acier allié, le cuivre pur, l'alliage d'aluminium et d'autres matériaux.
Lorsque le rapport volumétrique entre l'oxygène et l'acétylène est inférieur à 1, on obtient une flamme de cémentation.
Lorsque le rapport volumétrique entre l'oxygène et l'acétylène est supérieur à 1,2, une flamme oxydante se forme.
Pendant le soudage au gaz, la torche de soudage est généralement tenue dans la main droite, le pouce sur l'interrupteur de l'acétylène et l'index sur l'interrupteur de l'oxygène, afin de faciliter le réglage du débit de gaz à tout moment. Les trois autres doigts tiennent la poignée de la torche de soudage et la main gauche tient la baguette de soudage. Les opérations de base du soudage au gaz comprennent l'allumage, le réglage de la flamme, le soudage et l'extinction de la flamme.
Lors de l'allumage, il faut d'abord ouvrir légèrement le robinet d'oxygène, puis le robinet d'acétylène, et allumer la flamme avec une flamme ouverte (comme un pistolet électronique ou une étincelle électrique à basse tension). La flamme est alors une flamme de cémentation, puis ouvrez progressivement le robinet d'oxygène pour ajuster la flamme de cémentation à une flamme neutre. Si vous continuez à augmenter l'oxygène (ou à réduire l'acétylène), vous pouvez obtenir une flamme oxydante.
Lorsque le soudage est terminé et que la flamme doit être éteinte, le robinet d'acétylène doit être fermé en premier, puis le robinet d'oxygène afin d'éviter les retours de flamme et de réduire la fumée.
Pour obtenir des soudures de haute qualité et esthétiques et contrôler la chaleur du bain de fusion, la torche et la baguette de soudage doivent se déplacer de manière uniforme et coordonnée, c'est-à-dire un mouvement longitudinal le long de la soudure de la pièce, un balancement transversal de la torche de soudage le long de la soudure et une alimentation verticale de la baguette de soudage avec un mouvement de haut en bas, comme le montre la figure 6.
1-Tige à souder
2-Torche à souder
3-Weldment
Lors du soudage à l'extrémité du cordon de soudure, en raison des mauvaises conditions de dissipation de la chaleur à l'extrémité, l'angle entre la torche de soudage et l'élément soudé doit être réduit (20°~30°), tout en augmentant la vitesse de soudage et en ajoutant plus de fil de soudage afin d'éviter que le bain de fusion ne s'étende et ne provoque des brûlures.
Le coupage au gaz est une méthode qui utilise l'énergie thermique d'une flamme de gaz pour préchauffer la pièce à usiner à une certaine température, puis pulvérise un flux d'oxygène de coupe à grande vitesse pour la brûler et libérer de la chaleur afin de la découper. Il est fondamentalement différent du soudage au gaz, qui fait fondre le métal, alors que le coupage au gaz brûle le métal dans de l'oxygène pur.
Le point d'ignition du matériau métallique doit être inférieur à son point de fusion. Le point de fusion des oxydes métalliques produits par la combustion doit être inférieur au point de fusion du métal lui-même. Une grande quantité de chaleur est libérée lorsque le métal brûle, et le métal lui-même doit avoir une faible conductivité thermique. Seuls les matériaux métalliques qui remplissent ces conditions peuvent être découpés au gaz, comme la fonte. L'acier fortement allié, le cuivre, l'aluminium, etc. sont difficiles à découper au gaz.
Dans le cas du coupage au gaz, la torche de coupage remplace la torche de soudage, et les autres équipements sont les mêmes que pour le soudage au gaz. La forme et la structure de la torche de coupe sont illustrées à la figure 7.
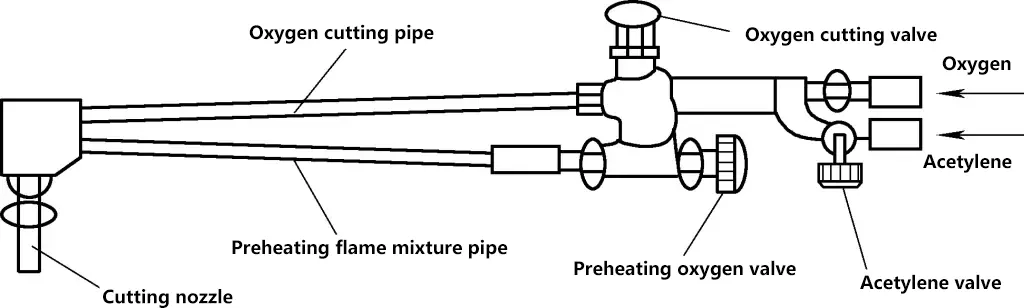
Lors du coupage au gaz, le métal proche de la coupe est d'abord préchauffé au point d'ignition (environ 1300°C, couleur jaune-blanc) avec une flamme oxy-acétylène, puis le robinet d'oxygène de coupe du chalumeau est ouvert, et le jet d'oxygène à haute pression fait brûler immédiatement le métal à haute température. Les oxydes qui en résultent (c'est-à-dire l'oxyde de fer à l'état fondu) sont simultanément soufflés par le flux d'oxygène, comme le montre la figure 8.
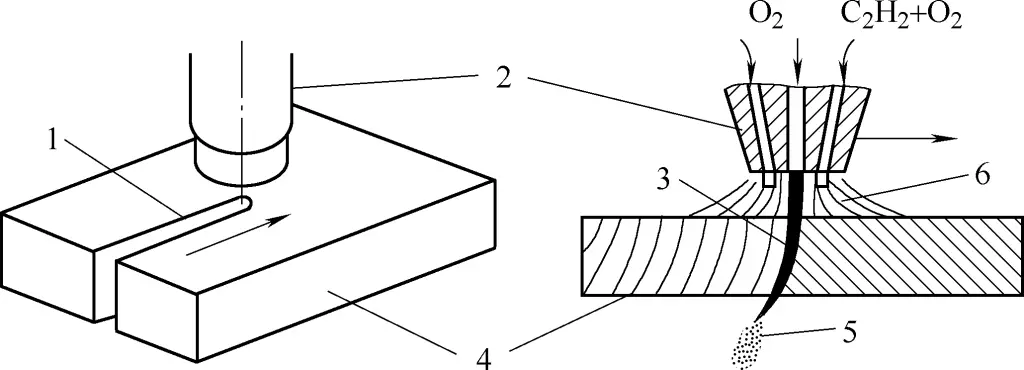
1-Cut
2-Buse de coupe
3-Courant d'oxygène
4-pièces
5-Oxydes
6-Préchauffage de la flamme
La méthode de soudage à l'arc qui utilise un gaz externe comme support de l'arc et qui protège l'arc et le bain de fusion est appelée soudage à l'arc sous protection gazeuse. Les gaz de protection couramment utilisés sont l'argon et le CO2.
Le soudage à l'arc sous protection gazeuse qui utilise l'argon comme gaz de protection est appelé soudage à l'arc sous argon.
Le gaz argon est pulvérisé uniformément depuis la buse du pistolet de soudage à l'arc sous argon, formant un flux d'air continu et fermé autour de l'arc et du bain de fusion pour expulser l'air et protéger le fil de soudage et le bain de fusion de tout contact avec l'air.
L'argon étant un gaz inerte, il ne réagit pas chimiquement avec le métal liquide et ne se dissout pas dans le métal. En même temps, le flux de gaz argon a un certain effet de refroidissement et de compression sur l'arc, de sorte que l'énergie de l'arc argon est relativement concentrée et que la vitesse de chauffage est rapide. Par conséquent, la qualité de la soudure à l'arc sous argon est relativement élevée.
L'argon est un gaz inerte qui peut protéger efficacement le métal liquide de l'oxydation ; la chaleur de l'arc est concentrée, la zone affectée par la chaleur est petite et la déformation de l'élément soudé est faible ; l'opération est visible et intuitive, facile ; l'arc est stable, avec peu de projections, un cordon de soudure dense, de bonnes propriétés mécaniques et une bonne résistance à la corrosion, pas de scories à la surface et un bel aspect du cordon de soudure ; il est facile de réaliser la mécanisation et l'automatisation.
Le soudage à l'arc sous argon est une méthode de soudage de haute qualité qui présente de nombreux avantages et qui est largement utilisée dans des industries telles que la construction navale, l'aviation, l'aérospatiale, la chimie, la machinerie et l'électronique.
Cependant, l'arc à l'argon matériel de soudage est complexe et le coût du soudage est relativement élevé. Il est principalement utilisé pour le soudage de certains métaux précieux, tels que l'acier fortement allié, l'alliage de titane, l'acier inoxydable, les alliages d'aluminium et de cuivre, et certains métaux rares.
Cette section doit présenter l'équipement existant, le processus et les principaux points de fonctionnement sur la base de l'équipement réel du site de formation.
Pièce typique : Soudage à l'arc sous argon d'un acier inoxydable.
Soudage sous protection gazeuse au CO2 comme gaz de protection est appelé CO2 le soudage sous protection gazeuse. On distingue généralement le soudage semi-automatique et le soudage automatique.
Il s'agit d'un type de soudage à l'électrode consommable sous protection gazeuse qui utilise un arc généré entre le fil de soudage et la pièce à souder pour faire fondre le métal. LE SOUDAGE AU CO2 circule uniformément dans l'espace autour du fil de soudure et du cordon de soudure en fusion, isolant l'oxygène de l'air du cordon de soudure, protégeant ainsi ce dernier.
LE CO2 est peu coûteux et, comparé au soudage à l'arc, il présente une efficacité de production élevée (pas besoin de nettoyer le laitier ou de changer les électrodes) et des coûts de soudage plus faibles ; pendant le soudage, la densité du courant est élevée, le taux d'utilisation de la chaleur de l'arc est élevé, il n'est pas nécessaire de nettoyer le laitier après le soudage et la productivité est élevée ; la chaleur de l'arc est concentrée, la zone chauffée de l'élément soudé est petite, la déformation est faible, le cordon de soudure présente une bonne résistance à la fissuration et la qualité du soudage est élevée, avec le soudage à l'arc ouvert.







