
Comment calculer le poids de la tôle : Formules essentielles
Vous vous êtes déjà demandé comment calculer rapidement le poids d'une tôle ? Cet article dévoile une formule simple qui prend en compte le...
Vous êtes-vous déjà demandé comment les outils traditionnels de coupe à la main peuvent créer de la précision et de l'art ? Ce guide explore les techniques de sciage manuel, de ciselage et d'entaillage, révélant les compétences et la patience requises pour chaque méthode. Du choix de la bonne lame de scie au perfectionnement de votre technique de martelage, vous découvrirez des conseils pratiques pour améliorer votre savoir-faire. Plongez dans cet ouvrage pour apprendre les éléments essentiels qui vous permettront de transformer vos projets de bricolage en travaux de qualité professionnelle.

Le sciage est le processus de séparation des matériaux en acier par le mouvement de coupe des dents de scie. Le sciage permet non seulement de couper le métal, mais aussi d'y faire des entailles ou des joints. Dans les travaux de rivetage, le sciage est généralement utilisé pour couper des profils ou de petites plaques. Il existe deux types de sciage : le sciage manuel et le sciage mécanique.
Une scie à main se compose d'un archet et d'une lame de scie. L'archet de scie est un outil utilisé pour maintenir et serrer la lame de scie, disponible en version fixe ou réglable, comme le montre la figure 3-8.
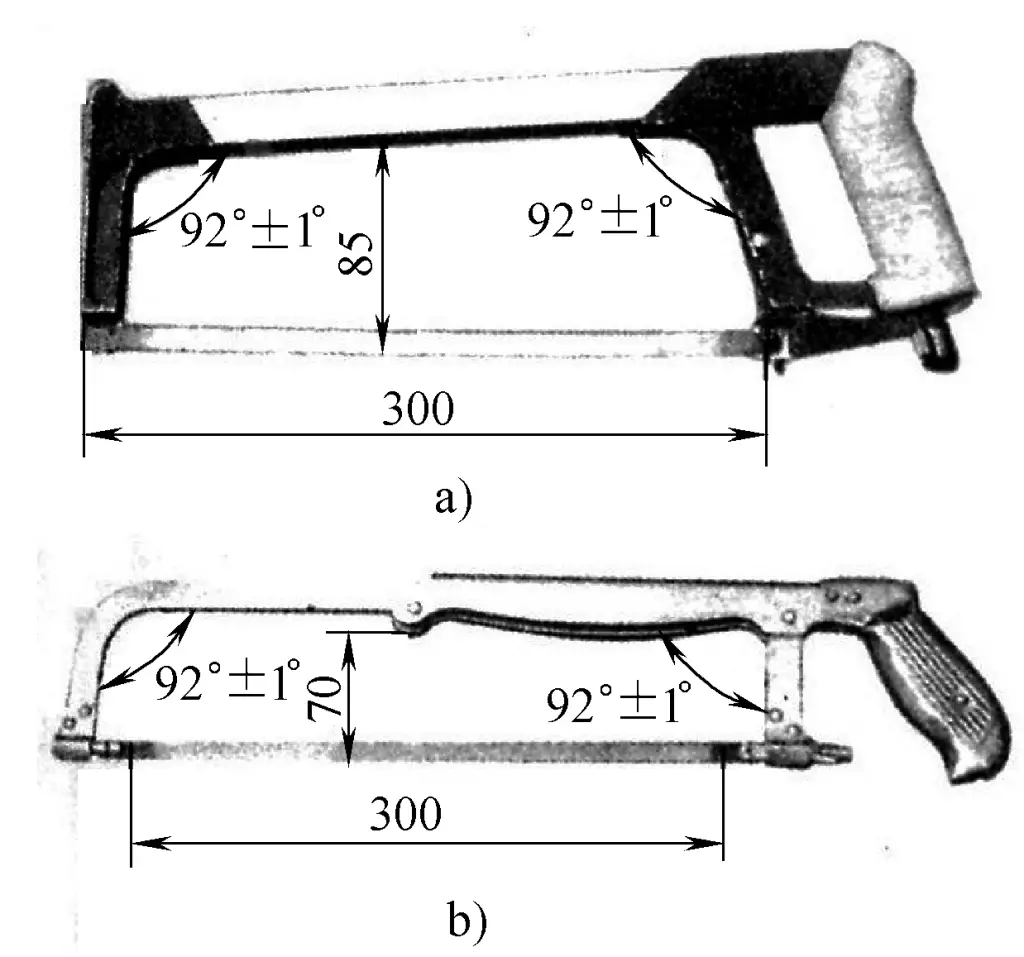
a) Type fixe
b) Type réglable
La lame de scie est fabriquée en acier à outils au carbone. Les lames de scie courantes mesurent environ 300 mm de long, 12 mm de large et 0,8 mm d'épaisseur. Les spécifications des lames de scie sont divisées en dents grossières, moyennes et fines en fonction du pas de la dent. Le nombre de dents par 25 mm de longueur de la lame de scie est utilisé pour l'indiquer. Les lames de scie à denture grossière ont 14 à 18 dents, les lames de scie à denture moyenne ont 24 dents et les lames de scie à denture fine ont 32 dents.
Les lames de scie à denture grossière conviennent au sciage de matériaux tendres. métaux comme le cuivre et l'aluminium, ainsi que les pièces épaisses. Les scies à dents fines conviennent au sciage de l'acier dur, de la tôle, des tubes à parois minces, etc. Les lames de scie à denture moyenne sont couramment utilisées pour l'usinage de l'acier ordinaire, de la fonte et des pièces d'épaisseur moyenne. La figure 3-9 illustre l'impact de la grosseur du pas de la dent sur le sciage. La disposition des dents de scie est souvent ondulée, comme le montre la figure 3-10, afin de réduire le frottement des deux côtés du trait de scie.
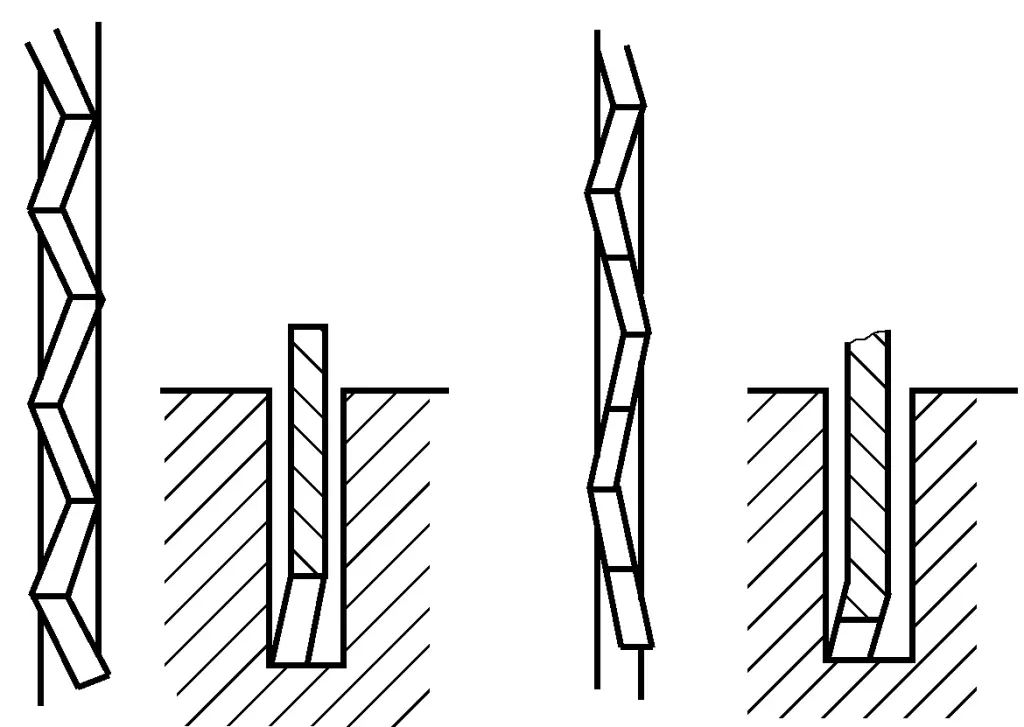
a) En forme de croix
b) En forme d'onde
Choisissez la lame de scie appropriée en fonction du matériau et de l'épaisseur de la pièce, en veillant à ce que le nombre de dents qui scient en même temps soit supérieur à deux.
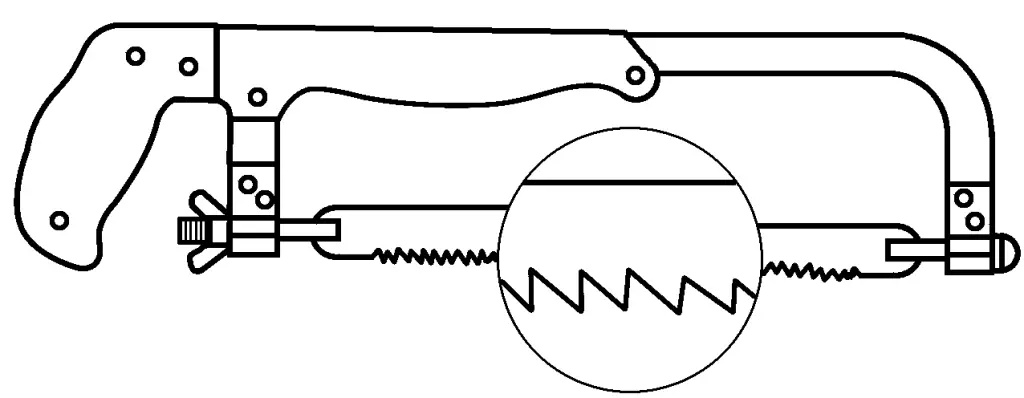
Installez la lame de scie sur l'archet de la scie avec les dents tournées vers l'avant, comme illustré à la figure 3-11. La tension de la lame de scie doit être appropriée, sinon il est facile de casser la lame de scie pendant le sciage.
Lors du serrage de la pièce, le trait de scie ne doit pas être trop éloigné des mâchoires afin d'éviter les vibrations et la rupture de la lame de scie pendant le sciage.
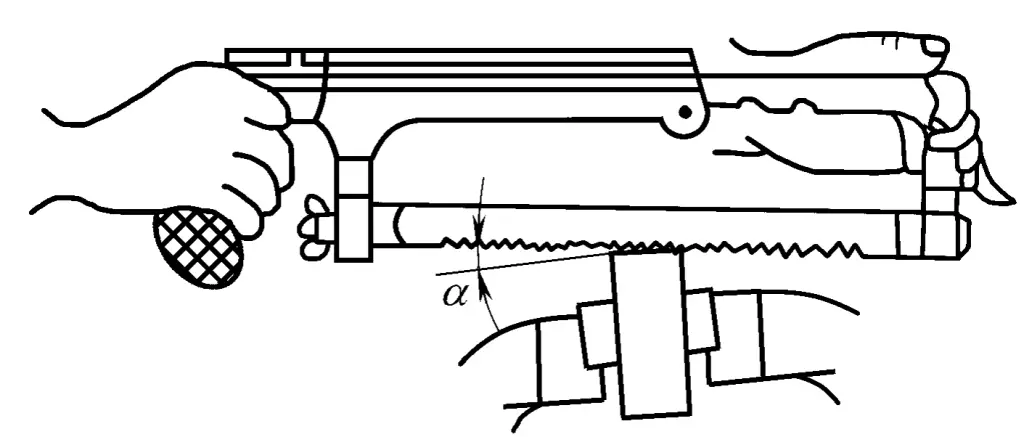
Au début du sciage, la lame de scie doit être inclinée à un certain angle, l'angle d'inclinaison doit être inférieur à 15°, comme le montre la figure 3-12, et la course de va-et-vient de l'archet de la scie doit être courte, la pression doit être légère et la lame de scie doit être perpendiculaire à la surface de travail. Après avoir effectué le trait de scie, changez progressivement l'archet de la scie pour une direction horizontale d'avant en arrière.
Pendant le sciage, l'archet de la scie doit effectuer un mouvement de va-et-vient en ligne droite sans se balancer ; appliquer une pression en poussant vers l'avant, exercer une force régulière et glisser doucement sur la pièce à usiner en revenant. La vitesse de sciage ne doit pas être trop rapide ; elle est généralement de 30 à 60 fois par minute. Utilisez toute la longueur de la lame de scie pendant le sciage pour éviter l'émoussement rapide de la partie centrale de la lame. Utilisez de l'huile de machine pour la lubrification lorsque vous sciez des matériaux en acier. Lorsque le sciage est presque terminé, la force doit être légère.
La méthode de sciage doit être déterminée en fonction des différentes formes de matériaux, comme le montre la figure 3-13 pour la méthode de sciage des tuyaux. Lors du sciage de tuyaux, la lame de scie doit changer d'angle le long de la paroi du tuyau. Lors du sciage d'une cornière en acier, il convient de scier d'abord les bords de la cornière.
Le burinage est une méthode qui consiste à couper le métal en frappant un burin à l'aide d'un marteau à main. Le travail de ciselage est principalement utilisé dans les situations où le traitement mécanique n'est pas pratique. Le ciselage améliore également la précision de la frappe et constitue une base solide pour le montage et le démontage d'équipements mécaniques.
Son champ d'action comprend
1) Élimination des rebords, des bavures, etc. de la pièce.
2) Matériaux de coupe.
3) Rainures de ciselage.
4) Parfois également utilisé pour l'usinage grossier de petites surfaces planes.
Les outils courants pour le burinage se composent d'un marteau et d'un burin.
Le ciseau se compose d'une tête, d'une partie coupante et d'un corps de ciseau. La tête présente une certaine conicité, avec un sommet légèrement incurvé, ce qui facilite la stabilité de l'axe du ciseau. Le corps du ciseau est octogonal, principalement pour empêcher le ciseau de tourner pendant le ciselage.
Elle doit répondre à deux conditions fondamentales. Premièrement : le matériau de sa partie coupante doit être plus dur que le matériau de la pièce à usiner. Deuxièmement : sa partie coupante doit être en forme de coin, qui est généralement formé par le forgeage d'un acier à outils au carbone, suivi d'un meulage et d'un traitement thermique.
Il existe de nombreux types de ciseaux, les plus couramment utilisés par les travailleurs du froid étant les ciseaux plats et les ciseaux étroits. Comme le montre la figure 3-14a, la partie coupante du ciseau plat est plate ; il est principalement utilisé pour ciseler des plans et diviser des plaques minces, et parfois aussi pour éliminer les arêtes résiduelles et les bavures des pièces à usiner. Comme le montre la figure 3-14b, les ciseaux étroits sont utilisés pour le rainurage, l'enlèvement des racines de soudure, etc.

a) Ciseau plat
b) Ciseau étroit
c) Ciseau à huile
Lorsque le ciseau s'émousse, il faut l'affûter. La méthode d'affûtage de l'angle de calage du ciseau est illustrée à la figure 3-15. Tenez le ciseau à deux mains et affûtez-le sur le bord de la meule rotative. Pendant l'affûtage, le tranchant doit être plus haut que le centre de la meule, se déplacer de gauche à droite sur toute la largeur de la meule et contrôler la direction et la position du ciseau pour s'assurer que l'angle de calage requis est affûté.
La pression exercée sur le ciseau pendant l'affûtage ne doit pas être trop forte, le mouvement doit être doux et régulier, et le ciseau doit être fréquemment plongé dans l'eau pour le refroidissement afin d'éviter le recuit.
Le marteau se compose d'une tête de marteau, d'un manche en bois et d'une cale, comme le montre la figure 3-16, et ses caractéristiques sont indiquées par le poids de la tête de marteau. Le marteau de 1,5 livre couramment utilisé a un manche d'une longueur d'environ 350 mm, et le manche en bois est inséré dans le trou du marteau et calé avec une cale pour empêcher la tête du marteau de tomber.
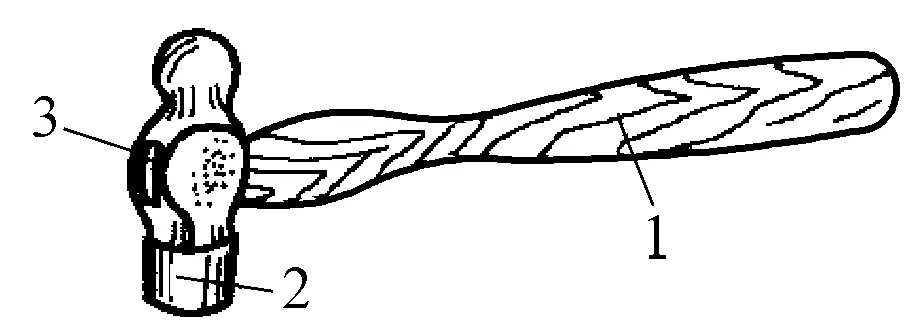
1 - Poignée en bois
2 - Tête de marteau
3 - Coin incliné
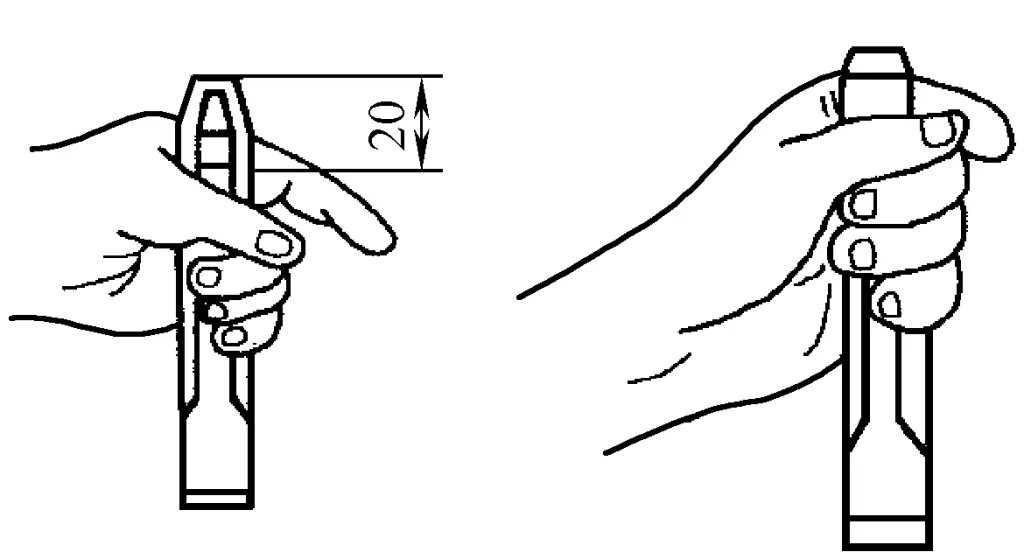
Le ciseau doit être tenu avec le majeur, l'annulaire et l'auriculaire de la main gauche, le pouce et l'index se touchant naturellement. L'extrémité du ciseau doit dépasser de 20 mm de la main, comme le montre la figure 3-17. Ne saisissez pas le ciseau trop fermement afin de réduire les vibrations du ciseau sur la main pendant le ciselage.
Pendant le ciselage, gardez l'avant-bras naturellement à plat pour maintenir l'angle correct du ciseau. Lorsque le ciseau est à l'angle correct, l'angle de recul de la coupe est d'environ 5°~8°, comme le montre la figure 3-18.
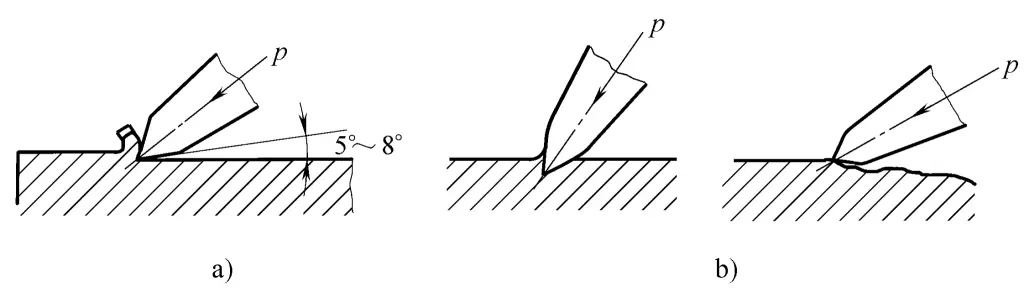
a) Correct
b) Incorrect
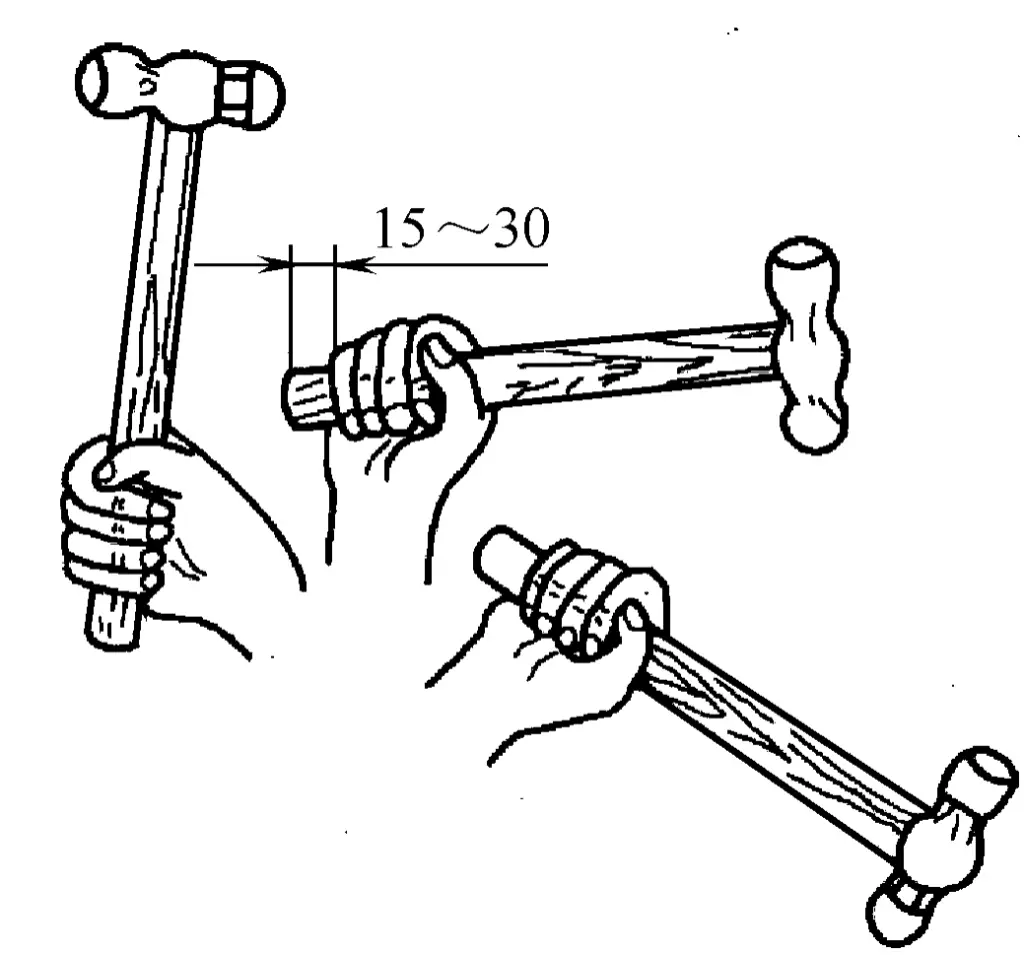
Tenez le marteau avec votre main droite, en utilisant une prise à pleine main. Le pouce appuie doucement sur l'index, la base du pouce s'aligne avec la direction de la tête du marteau et la queue de la poignée dépasse d'environ 15~30 mm, comme le montre la figure 3-19.
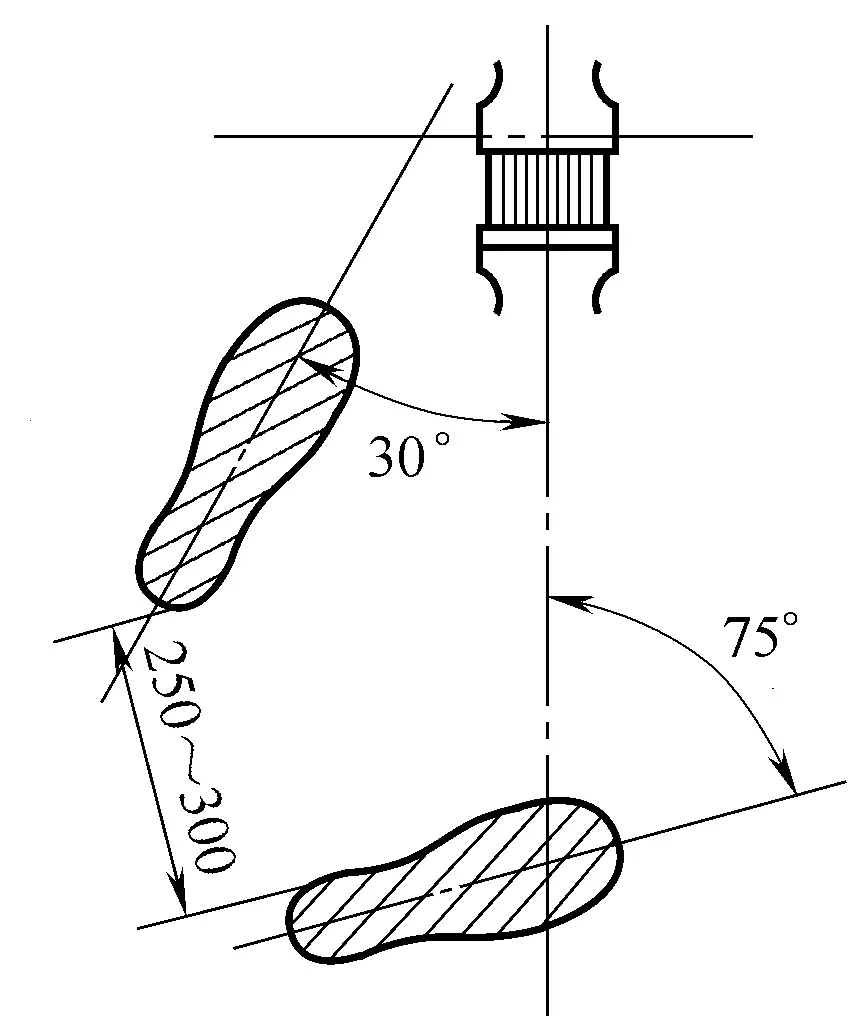
Pour exercer pleinement une plus grande force de martelage, l'opérateur doit maintenir une position debout correcte. Comme le montre la figure 3-20, le pied gauche avance d'un demi-pas, les deux pieds se tiennent naturellement, le centre de gravité du corps est légèrement orienté vers le pied arrière et le regard se porte sur la partie de la pièce à ciseler.
Il existe trois méthodes pour donner un coup de marteau : le coup de poignet, le coup de coude et le coup de bras. La force de frappe du marteau est la plus faible avec le mouvement du poignet, la plus grande avec le mouvement du coude et la plus grande avec le mouvement du bras. Le coup de coude est le plus utilisé, et les coups de coude et de bras sont illustrés à la figure 3-21.

a) L'élan du coude
b) Le balancement des bras
La vitesse générale de martelage est de 40 à 50 fois par minute. Le marteau doit être accéléré lors de la frappe, ce qui peut augmenter la force du coup de marteau.
Comme le montre la figure 3-22.
(2) Étapes et méthodes de ciselage
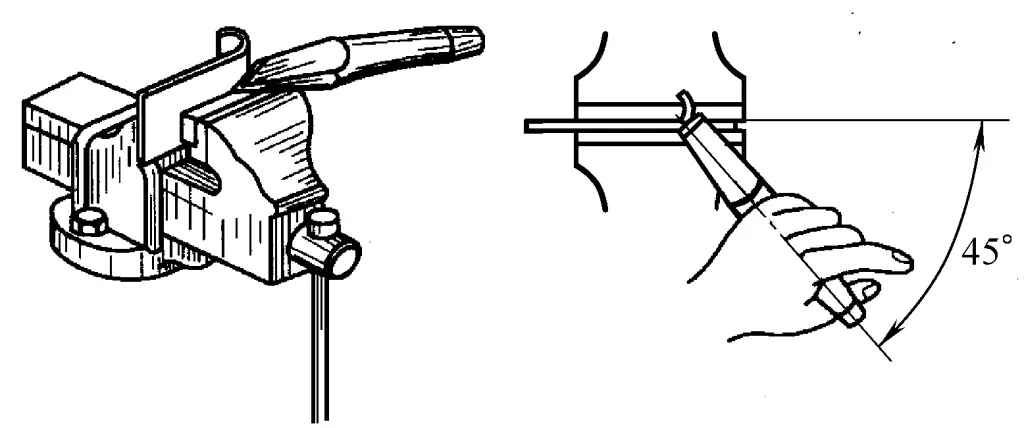
Il existe deux méthodes de ciselage : l'une consiste à serrer la plaque dans l'étau pour la ciseler, comme le montre la figure 3-23. Lors du ciselage, la plaque est serrée le long de la ligne au ras des mâchoires de l'étau et le ciseau est utilisé le long des mâchoires et en diagonale contre la plaque (à un angle d'environ 45°), en ciselant de droite à gauche.
La force de martelage pendant le ciselage doit être déterminée en fonction de l'épaisseur du matériau de la plaque ciselée et ne doit pas être trop importante pour éviter de déchirer la pièce. Pendant le processus de burinage, il est important de maintenir l'inclinaison du burin afin de garantir l'angle de recul de la coupe. Si l'angle de recul est incorrect, il est facile de provoquer des coulures de ciselage ou d'endommager les mâchoires de l'étau.
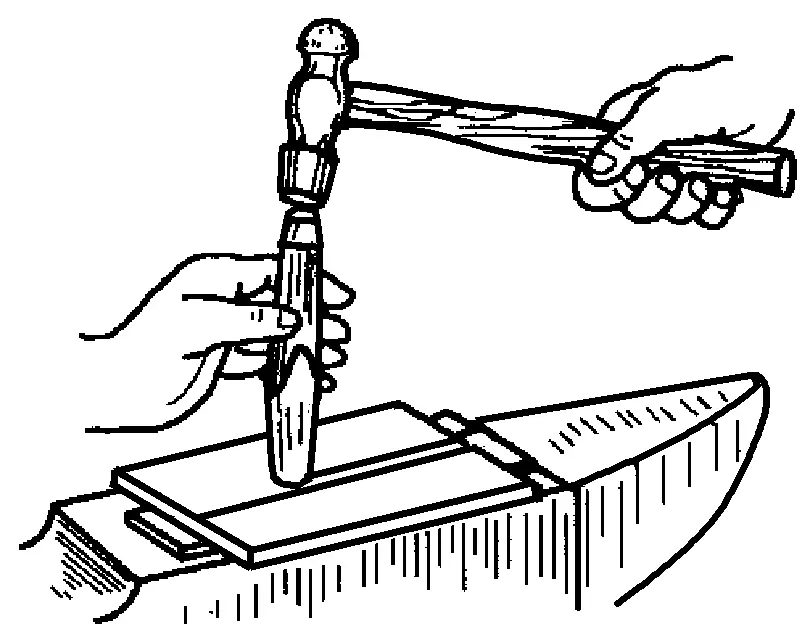
Une autre méthode consiste à ciseler la plaque sur une enclume en fer. Pour les plaques de grande taille ou les lignes de ciselage qui présentent des courbes et ne peuvent pas être ciselées sur un étau, il est nécessaire d'effectuer le ciselage sur une enclume en fer, comme le montre la figure 3-24.
À ce stade, le tranchant du ciseau utilisé pour la découpe doit être rectifié pour obtenir une forme d'arc appropriée afin que les marques de ciseau de l'avant à l'arrière se connectent en douceur ; lors du ciselage de segments droits, la largeur du tranchant du ciseau peut être plus importante ; lors du ciselage de segments courbes, la largeur de la lame doit être déterminée en fonction de son rayon de courbure, de sorte que les marques de ciseau puissent pratiquement correspondre à la courbe.
Le ciselage doit être effectué de l'avant vers l'arrière. Au départ, le ciseau doit être placé en diagonale, comme suit cisaillementPour cette pièce, les pièces droites sont ciselées sur un étau d'établi, et les pièces courbes sont ciselées sur une enclume en fer. Pour cette pièce, les parties droites sont ciselées sur un étau et les parties courbes sur une enclume en fer.
1) Lorsque l'on cisèle une tôle sur un étau d'établi, la ligne du ciseau doit affleurer les mâchoires et la tôle doit être fermement serrée.
2) Lors du ciselage sur un étau d'établi, la partie arrière du ciselage doit affleurer le plan des mâchoires, et le bord de la lame doit être légèrement incliné vers le haut pour éviter d'endommager la surface des mâchoires.
3) Lors du ciselage sur une enclume en fer, la lame du ciseau doit d'abord s'aligner sur la ligne de ciselage et être inclinée en conséquence. C'est nécessaire pour éviter que le ciseau suivant ne se désaligne sur le précédent, ce qui provoquerait une ondulation du bord ciselé. Il ne faut pas non plus ciseler sur l'enclume elle-même. Si l'on n'utilise pas de tampon de fer, il faut ciseler toutes les marques sur la tôle sans la couper, puis casser la tôle.
4) Si le manche en bois du marteau est desserré ou endommagé, il doit être immédiatement fixé ou remplacé. Le manche ne doit pas être enduit d'huile pour éviter qu'il ne glisse pendant l'utilisation.
5) Si la tête du ciseau présente des bavures évidentes, celles-ci doivent être éliminées à temps.
Le grugeage est une méthode de cisaillement manuelle utilisée dans le travail à froid, caractérisée par son indépendance par rapport à la position de travail et à la forme des pièces.
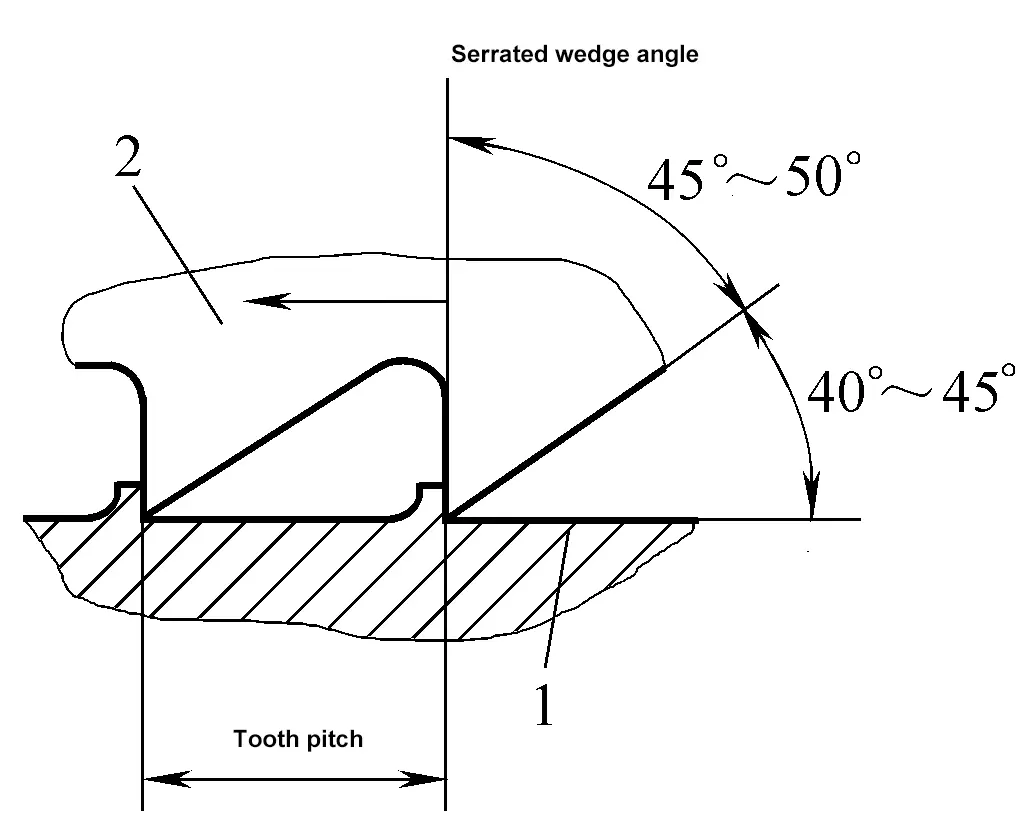
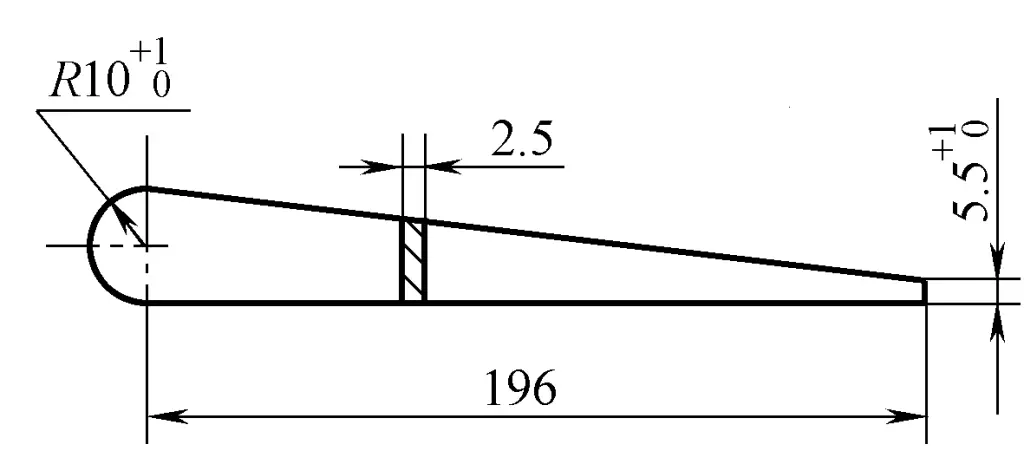
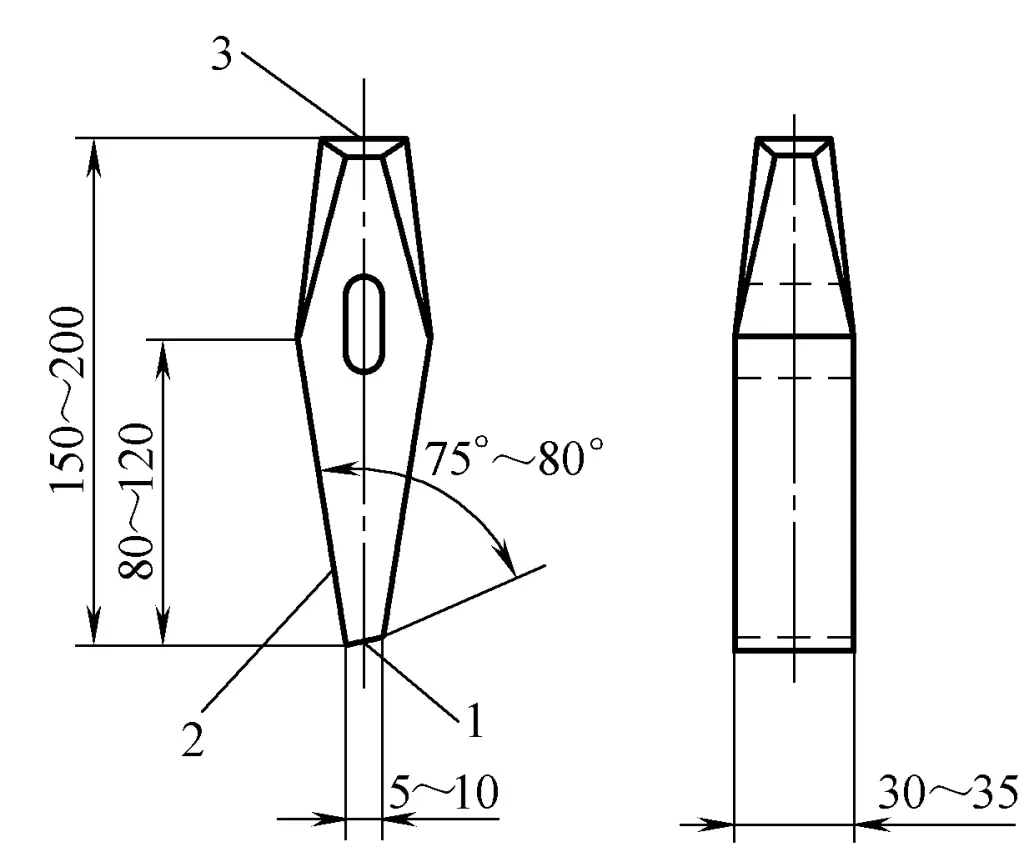
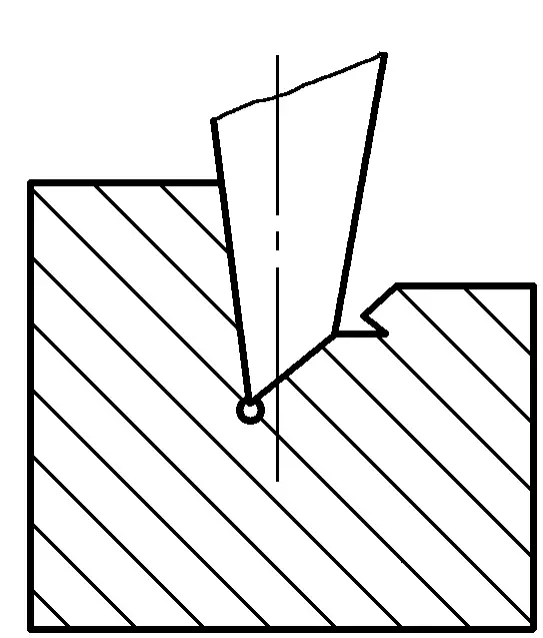
Les principaux outils de grugeage sont les grugeoirs supérieur et inférieur. Pendant le grugeage, l'encocheuse supérieure est utilisée conjointement avec l'encocheuse inférieure. L'encoche supérieure est généralement forgée et fabriquée en acier à outils au carbone, comme le montre la figure 3-26. L'encoche inférieure peut être fabriquée à partir de déchets de lames ou de rails en acier, comme le montre la figure 3-27.
Bien que le grugeage soit une opération manuelle à forte intensité de main-d'œuvre et inefficace, il est encore couramment utilisé dans la production en raison de la simplicité de ses outils, de sa souplesse d'utilisation et de sa capacité à gruger des courbes.
1-Front
2-Dossier
3-Top
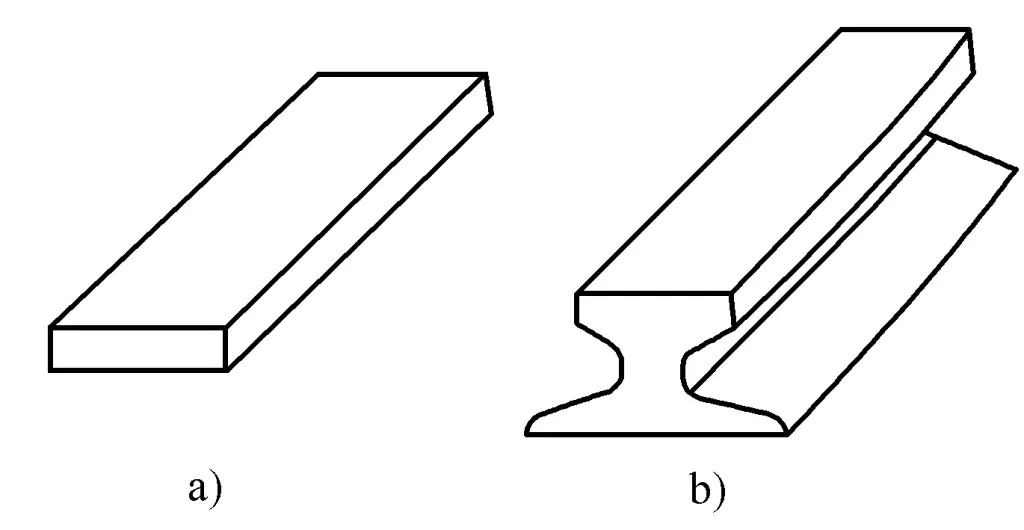
a) Lame de ciseaux usagée
b) Rail
Avant d'utiliser l'encocheuse, il convient de l'affûter selon les formes géométriques et les dimensions standard indiquées à la figure 3-26. En cours d'utilisation, si la lame de l'encocheuse est émoussée, endommagée ou si la partie supérieure présente des bavures, elle doit être affûtée sur une meule pour répondre aux exigences d'utilisation. Les étapes et les méthodes d'affûtage de l'encocheuse supérieure sont les suivantes :
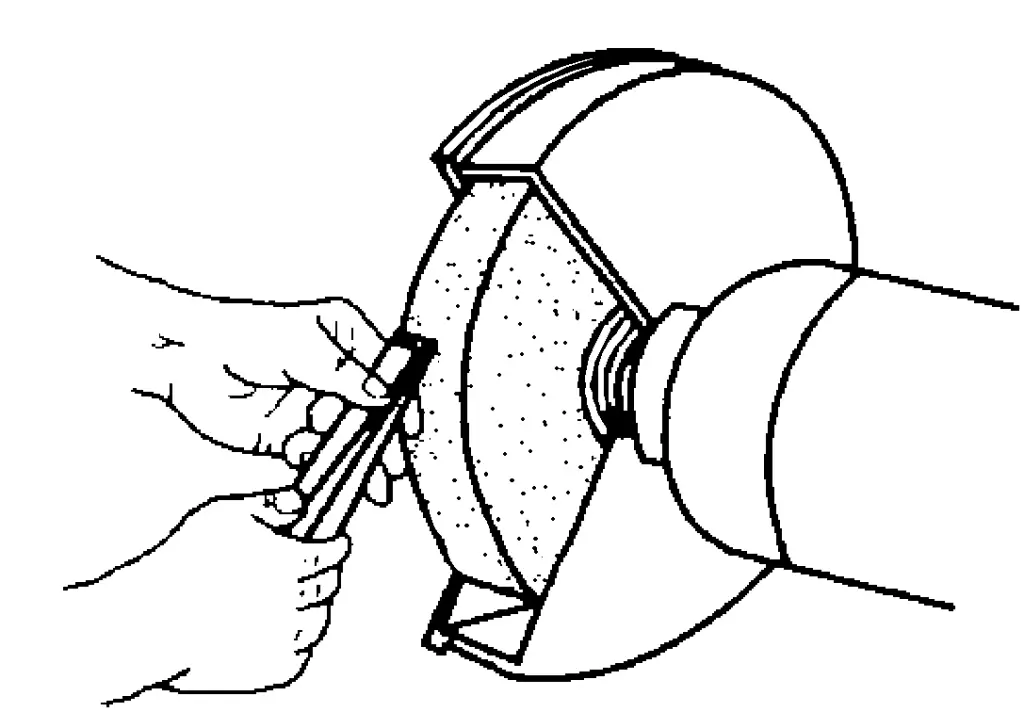
1) Meuler l'arrière du ciseau. Lors de l'affûtage, tenez le ciseau à deux mains et affûtez sur l'avant de la meule, comme illustré à la figure 3-28a. Pour rendre le dos du ciseau plat, déplacez-le régulièrement de haut en bas, de gauche à droite contre la surface de la meule pendant l'affûtage.
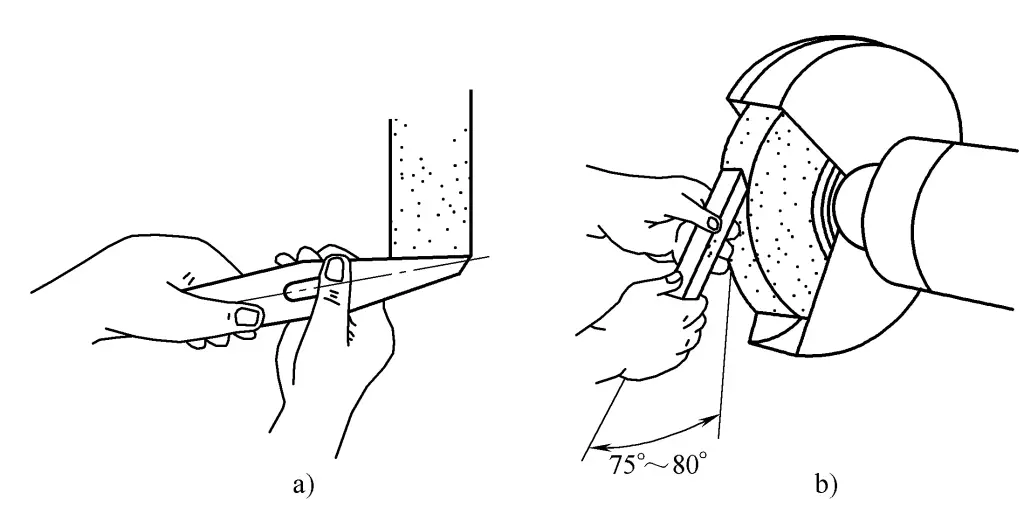
a) Meuler le dos
b) Meulage de l'avant
2) Affûtage de la partie avant du ciseau. Une fois le dos du ciseau meulé, il convient de meuler correctement le devant afin d'assurer un angle de calage précis du ciseau. Pendant le meulage, tenez le ciseau à deux mains devant la meule, en réglant l'angle entre le dos du ciseau et la tangente au point de meulage de la meule à environ 75°~80°, comme le montre la figure 3-29b.
Veillez également à déplacer le burin régulièrement de haut en bas et de gauche à droite, et n'appliquez pas une pression trop forte sur la meule. Pour éviter une surchauffe du tranchant du burin pendant l'affûtage, plongez fréquemment le burin dans l'eau pour le refroidir.
3) Affûtage de la forme générale du ciseau. La forme générale du ciseau supérieur forgé peut ne pas être très régulière, et il convient de l'affûter pour lui donner la forme standard.
4) Contrôle de la qualité du broyage.
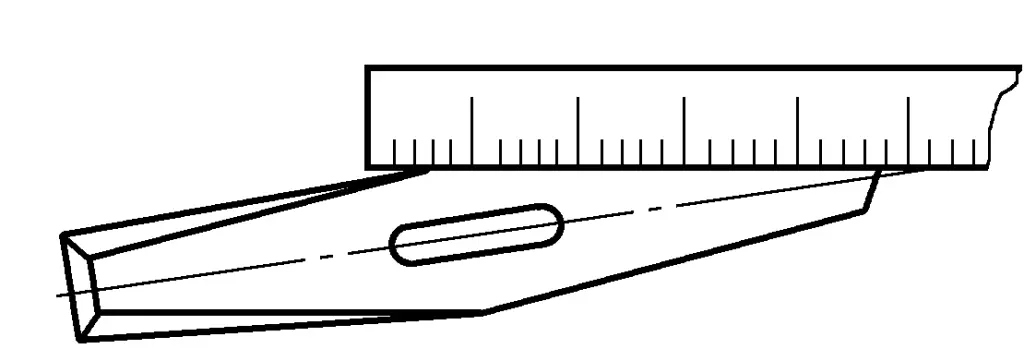
① Pour vérifier la rectitude du dos du ciseau, placez une règle en acier verticalement sur le dos du ciseau comme indiqué à la figure 3-29, levez-la à hauteur des yeux et observez-la sur un fond clair pour voir si la règle en acier s'ajuste bien au dos du ciseau, ce qui permet de juger de la planéité du dos du ciseau.
Inspectez visuellement le bord et l'avant de la lame pour voir s'ils sont droits, et vérifiez qu'il n'y a pas de marques d'affûtage grossières ni de phénomènes de recuit.
Utilisez un gabarit pour vérifier l'angle de calage du ciseau, comme le montre la figure 3-30.
1) Préparation de la trempe
① Préparer les fours à coke, le coke, etc.
② Préparer un réservoir d'eau et le remplir d'eau de refroidissement.
③ Préparez des outils tels que des pinces à feu.
2) Opération de trempe
Le processus de trempe du burin est divisé en deux étapes : la trempe et le revenu. Pendant la trempe, placez le burin verticalement dans le four à coke, avec son tranchant enfoui dans le coke. Lorsque le tranchant du burin est chauffé à 770~800°C (rouge cerise) pendant 20~30 mm, utilisez des pinces à feu pour retirer le burin du four et placez-le rapidement à la verticale dans l'eau à une profondeur de 5~8 mm, puis déplacez-le lentement le long de la surface de l'eau pour accélérer le refroidissement, augmenter la dureté de la trempe et garantir qu'il n'y a pas de limite nette entre les parties trempées et non trempées afin d'éviter les cassures.
Lorsque la partie du ciseau qui sort de l'eau devient tout juste noire, retirez-la de l'eau et utilisez la chaleur résiduelle au sommet pour la trempe (équivalente à la trempe à basse température). À ce stade, il convient d'observer la couleur de la lame du ciseau. En général, la lame du ciseau est blanche lorsqu'elle sort de l'eau et, à mesure que la température du tranchant de la lame augmente, la couleur passe du blanc au jaune, puis du jaune au bleu.
Lorsque la partie de la lame devient jaune, immergez l'ensemble du burin dans l'eau pour le refroidir, cette température de trempe est appelée "chaleur jaune" ; lorsque la lame du burin devient bleue, immergez-la entièrement dans l'eau, cette température de trempe est appelée "chaleur bleue". La pratique a démontré que lorsque le burin utilisé pour le travail à froid adopte une température de trempe comprise entre la "chaleur jaune" et la "chaleur bleue", la dureté et la ténacité du burin répondent aux exigences.
3) Contrôle de la dureté
Utilisez une lime plate modérément usée avec des dents moyennes, appliquez une légère pression et poussez vers l'avant le long de la partie frontale du ciseau, s'il y a une certaine résistance et que des limailles métalliques se détachent, la dureté est insuffisante ; si la sensation est très lisse, que le son est net et qu'aucune limaille métallique ne se détache, la dureté est appropriée.
Si le bord n'est pas endommagé, cela signifie que la dureté et la résistance du ciseau sont appropriées ; s'il y a des copeaux ou des fissures, le ciseau est trop dur ; si le bord de la lame est bosselé et déformé, cela signifie que la dureté est insuffisante.
Avant d'utiliser la meule, vérifiez d'abord si le disque de la meule n'est pas fissuré et si l'écart entre le support et la meule (environ 3 mm) est approprié. Si l'écart n'est pas approprié, ajustez-le afin d'éviter les accidents lors de l'utilisation de la meule. processus de broyage en raison de l'accrochage de la pièce.
Après le démarrage de la meule, attendez qu'elle fonctionne normalement avant de l'utiliser. Pendant le meulage, l'opérateur doit se tenir sur le côté de la machine à meuler, et non directement devant elle.
Lors de l'affûtage de la lame, portez des lunettes de protection.
La trempe du burin doit se faire dans de l'eau propre, généralement à une température d'environ 15°C.
Pour les cas plus complexes pièces d'emboutissageL'organisation raisonnable des étapes du processus a un impact important sur l'amélioration de la qualité de l'estampage. En règle générale, l'emboutissage s'effectue de l'extérieur vers l'intérieur, de la ligne droite vers l'arc, et de la longueur vers la brièveté.
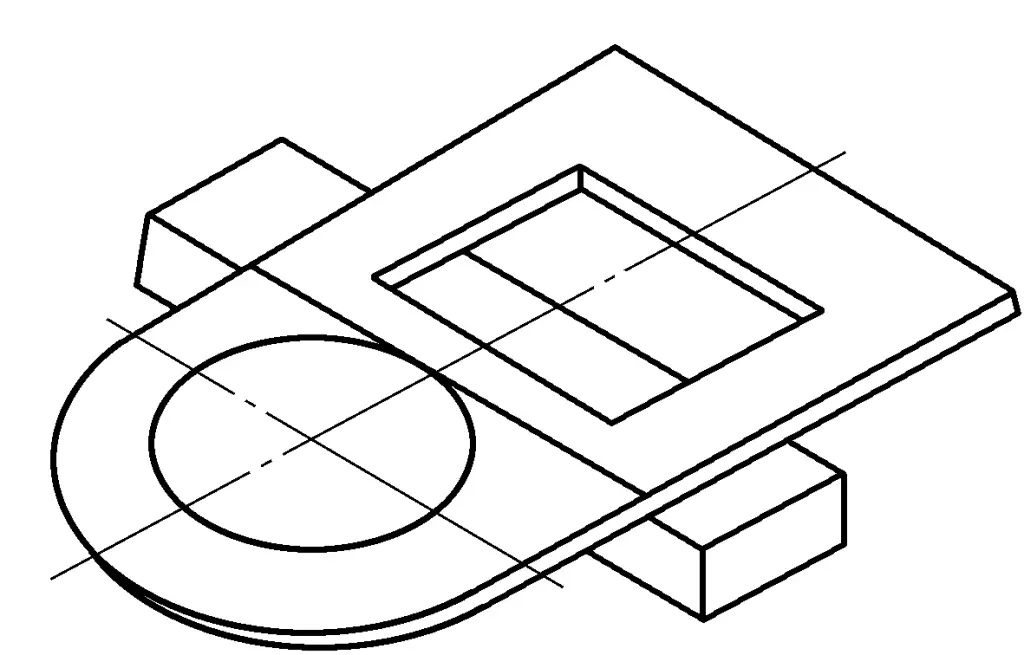
Si la taille des pièces à emboutir est importante ou s'il n'est pas possible de les soutenir après la rotation, pour maintenir la stabilité de la pièce, une plaque de support peut être placée à côté de la matrice inférieure, mais il est nécessaire de s'assurer que la plaque s'ajuste à la surface supérieure de la matrice inférieure.
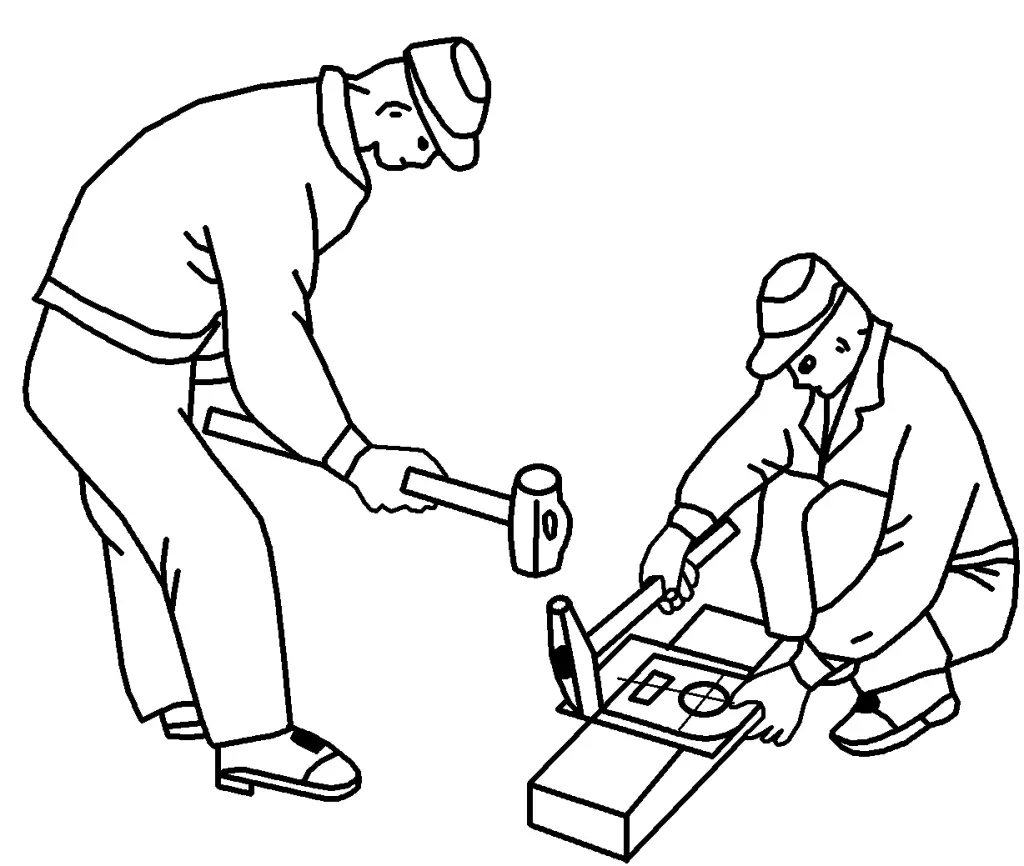
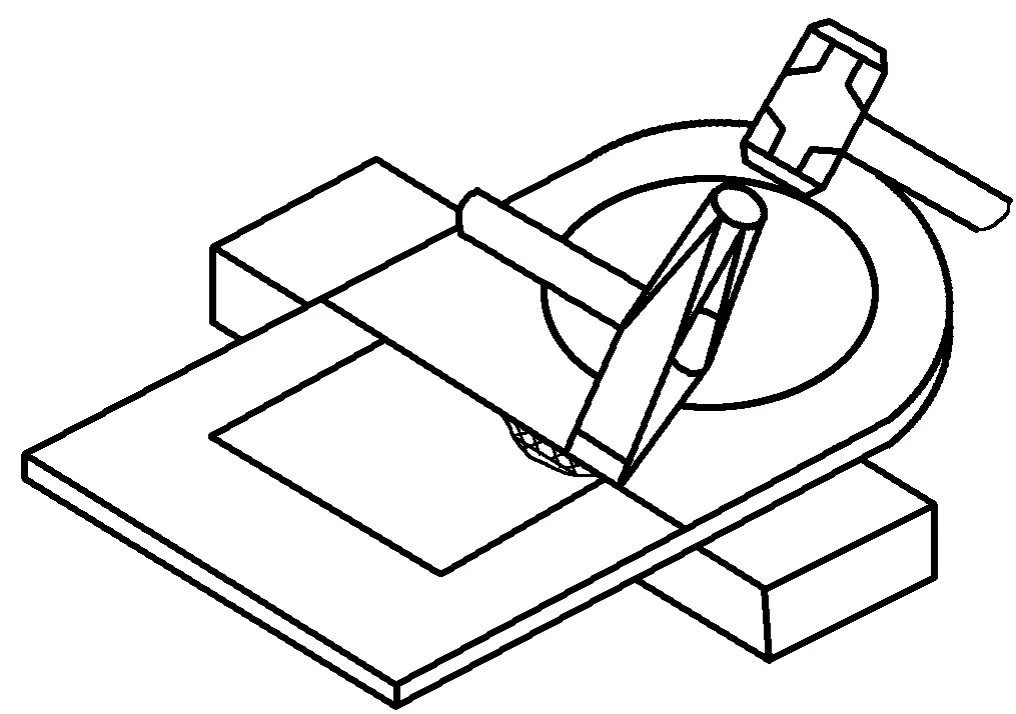
L'opération d'emboutissage est principalement réalisée par la coopération du porteur et de l'opérateur du marteau. Leurs positions et postures sont illustrées à la figure 3-31. Le porteur s'accroupit naturellement, soutient la plaque à plat sur la matrice inférieure avec la main gauche, tient la matrice supérieure avec la main droite et veille à aligner le bord de la matrice avec la ligne d'estampage ; l'opérateur du marteau se tient d'un côté du bord de la matrice inférieure et il est conseillé que les deux forment un angle de 90°.
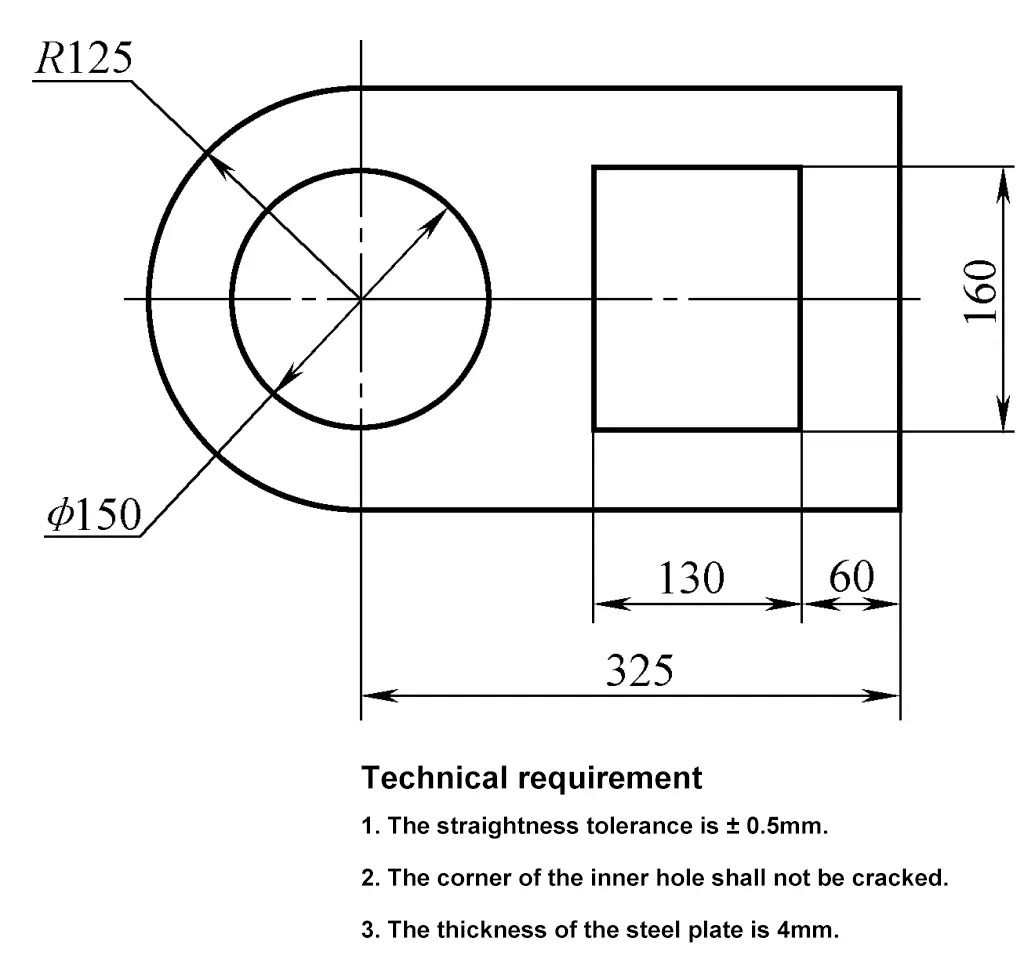
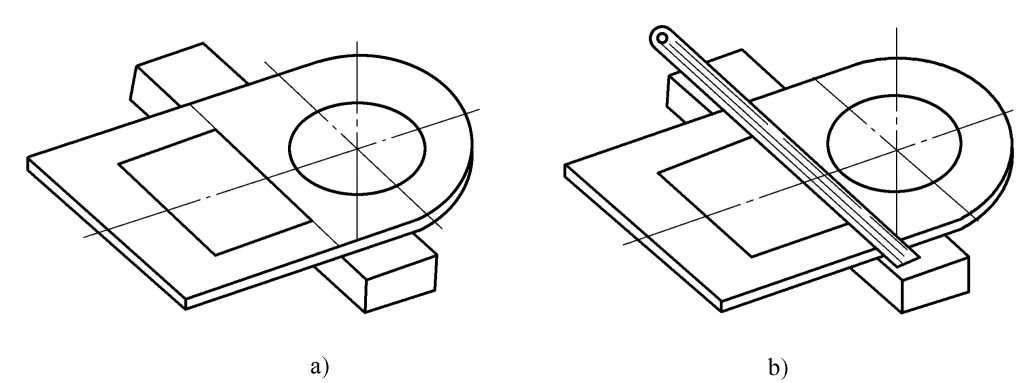
1) Après avoir préparé la tôle marquée, dessinez le motif sur la tôle à l'échelle 1:1 (ou selon le gabarit).
Pour faciliter un alignement précis au début de la coupe, déterminez d'abord le point de départ de la coupe, puis tracez la ligne de départ jusqu'au bord de la tôle pour l'aligner avec le bord inférieur du cutter, comme illustré à la Figure 3-33.
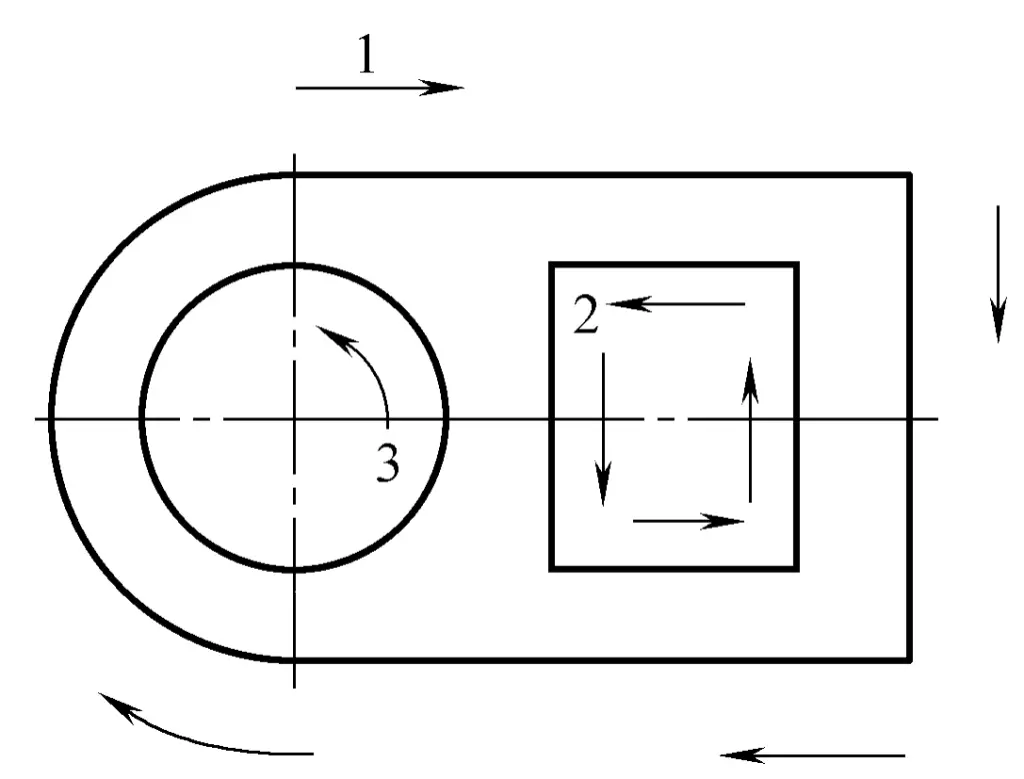
2) Déterminer la séquence de coupe.
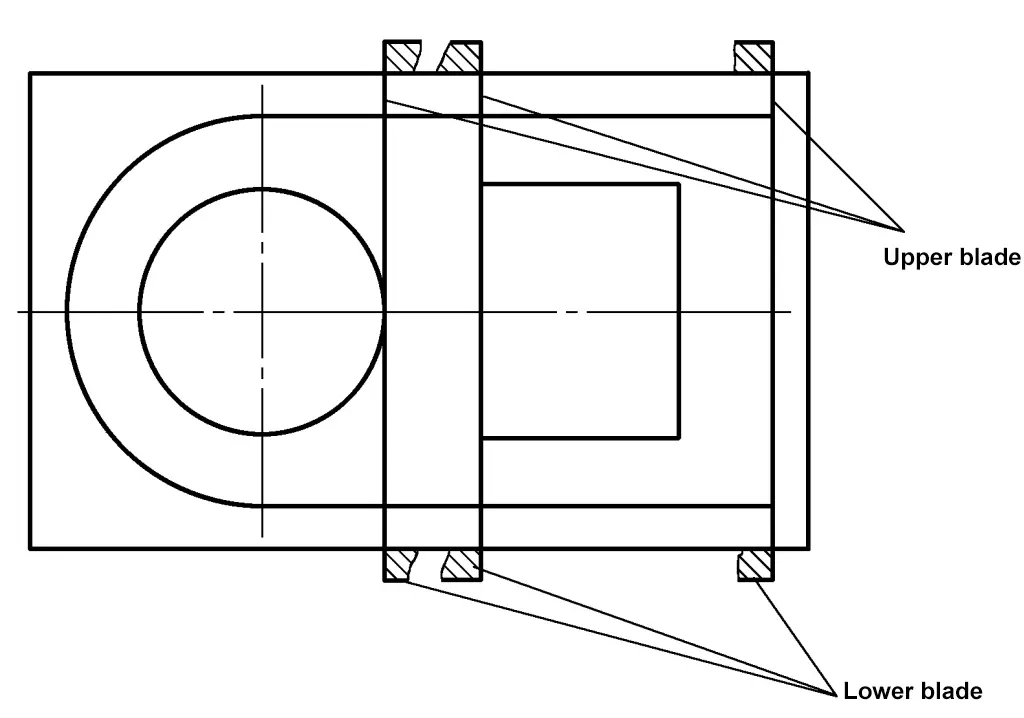
Analyser le diagramme de la pièce à découper, la séquence de découpe est organisée comme indiqué dans la figure 3-34.
3) Coupe de segments droits.
La séquence de coupe est organisée comme indiqué dans la figure 3-34.
① Commencez à couper.
Placer la plaque à plat sur la matrice inférieure, l'excédent de matériau dépassant le bord de coupe pour faciliter l'alignement par le passage d'une ligne, en faisant coïncider la ligne de coupe avec le bord de coupe inférieur. Aligner la lame de la matrice supérieure avec la ligne de coupe sur la plaque, dépassant d'un tiers de la largeur de la lame et proche de l'arête de coupe inférieure. En même temps, maintenez l'avant de la matrice supérieure à la verticale de la plaque d'acier à découper, et le bord de la lame à un angle de 10°~15° par rapport à la plaque d'acier, comme illustré à la figure 3-35.
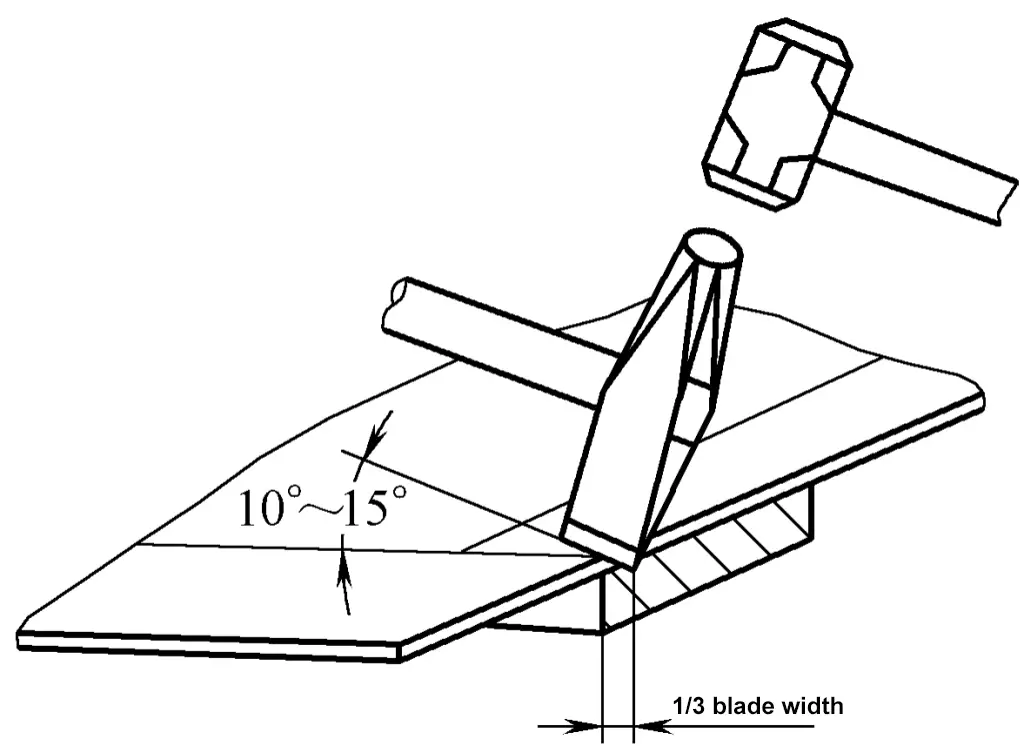
Au début de la coupe, utilisez un coup de marteau plus léger pour permettre des corrections et pour éviter d'endommager l'outil en raison de la collision des lames des matrices supérieure et inférieure après la coupe de la plaque d'acier. Commencez la coupe pour ouvrir la fente et, après avoir confirmé l'exactitude de la ligne d'ouverture, utilisez le côté de la partie inférieure de la matrice supérieure reposant sur le côté de la matrice inférieure comme référence pour l'alignement, et commencez à couper en segments droits.
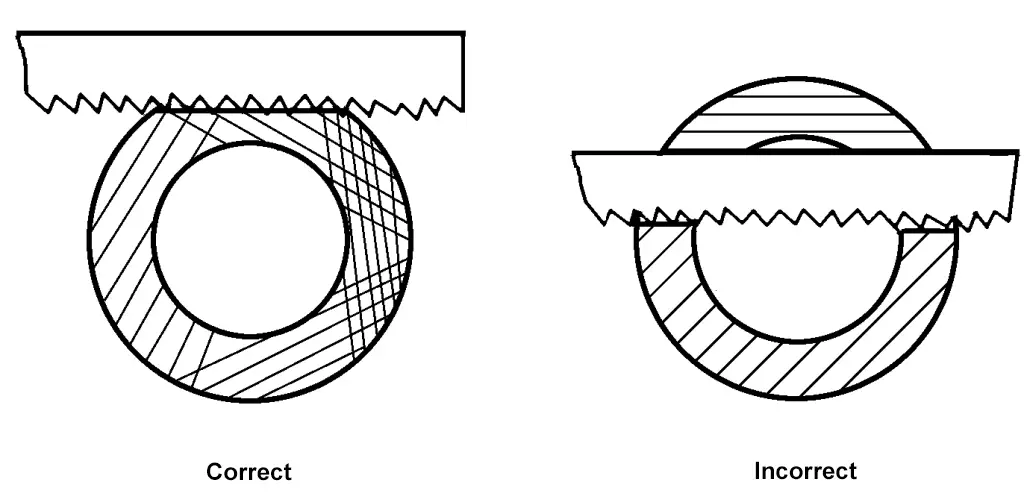
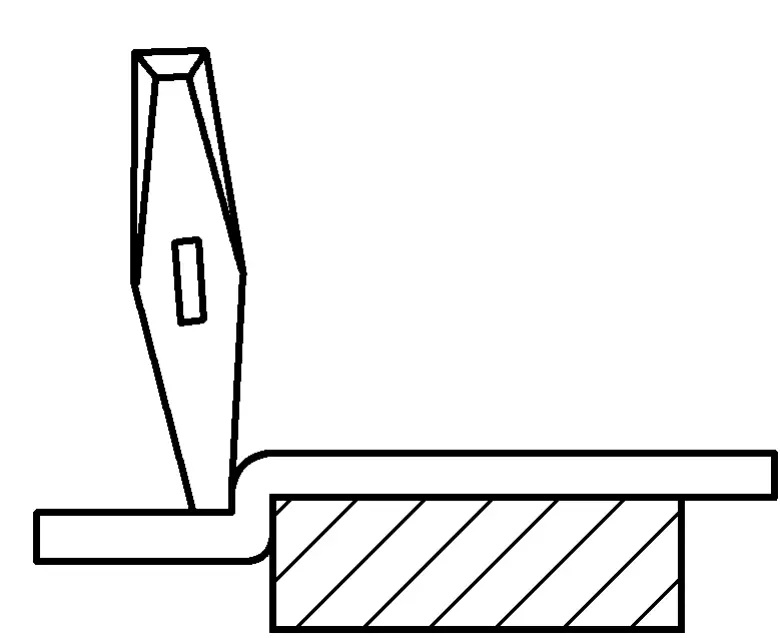
② Coupe. Pendant le processus de découpe, la ligne de coupe de la plaque d'acier doit toujours être alignée avec la lame de la matrice inférieure, l'angle de la matrice supérieure doit rester correct et les lames de la matrice supérieure et de la matrice inférieure doivent être serrées. Dans le cas contraire, non seulement la plaque ne sera pas découpée, mais elle sera également pliée et déformée, comme le montre la figure 3-36. Pendant la découpe, pour améliorer la qualité, il faut constamment corriger toute déviation de la découpe et modifier la force de martelage. Pour ce faire, l'opérateur doit être très attentif et se coordonner étroitement, et le marteleur doit suivre les ordres de la personne qui contrôle la matrice.
4) Découpe des parties courbes.
① Commencez à couper.
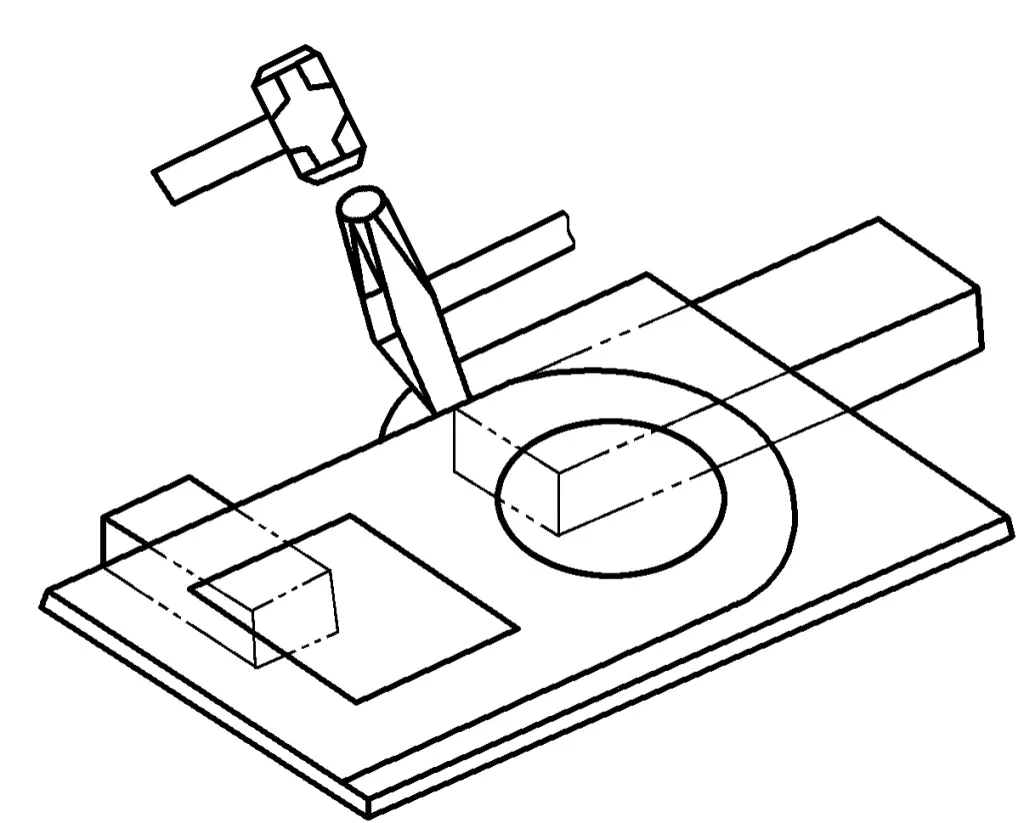
Lors de la découpe de la partie incurvée de la pièce, couper d'abord l'excédent de matériau de la partie droite déjà percée afin qu'il ne gêne pas l'alignement lors de la découpe incurvée. Pour réduire la déformation de la plaque pendant la découpe, placez la partie circulaire de la pièce sur le poinçon inférieur ; tournez continuellement la pièce, en utilisant toujours l'extrémité du poinçon inférieur pour la découpe, comme illustré à la figure 3-37.
2) Découpage.
Lors de la découpe de courbes sur une feuille, les arêtes de coupe supérieure et inférieure étant droites, chaque découpe ne peut produire qu'une ligne droite. Par conséquent, l'essentiel de la découpe des courbes consiste à découper des segments de ligne droite le long des positions tangentes de la courbe, formant ainsi un polygone externe autour de la courbe. Plus les segments de ligne coupés sont courts, plus ils sont proches de la courbe. Pour ce faire, il faut que chaque quantité de coupe soit aussi petite que possible et que la feuille soit tournée fréquemment. Le martelage doit être bref et la force appropriée.
5) Découpe de trous carrés internes.
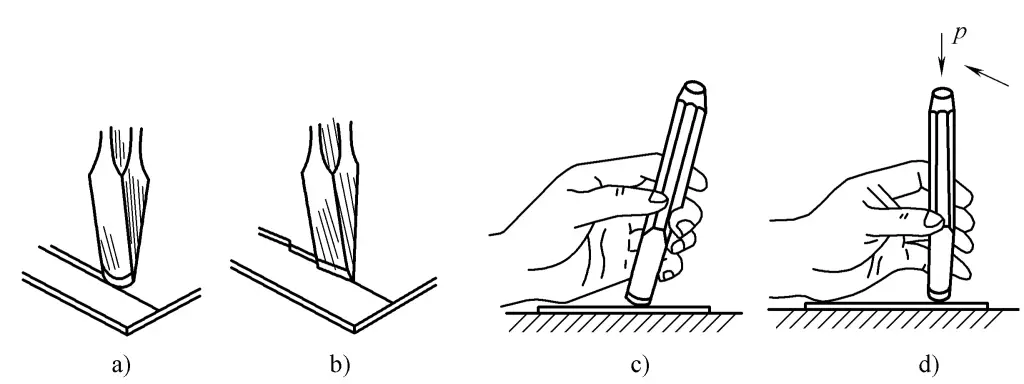
Pour que l'ouverture de la découpe du trou carré interne soit précise, vous pouvez l'aligner comme indiqué sur la Figure 3-38. Lorsque vous commencez la découpe, l'angle aigu du bord supérieur de la découpe touche la feuille et martèle doucement l'ouverture. A ce moment-là, la pièce n'est pas encore coupée au niveau du début de la coupe. Après avoir coupé une longueur de 2 à 3 fois la largeur de la lame, placez le tranchant supérieur à plat au niveau de la coupe initiale pour dégager la racine et couper à travers, comme illustré à la Figure 3-39. La méthode de découpe après l'ouverture est la même que la découpe en ligne droite mentionnée ci-dessus.
a) Aligner le marquage
b) Aligner la règle sur la ligne
6) Découpe de trous circulaires internes.
Pour découper des trous circulaires internes, il faut d'abord choisir un bon point de départ. Pour faciliter le démarrage, le point de départ doit généralement être choisi à un endroit où il est facile de serrer la tôle, et une tangente du cercle intérieur est tracée à travers le point de départ pour aligner le point de départ avec l'arête de coupe inférieure, comme le montre la figure 3-40. La méthode de découpe des trous circulaires internes est la même que la méthode de découpe des courbes mentionnée ci-dessus.
7) Contrôle de la qualité des pièces découpées.
① Vérifier si les dimensions des pièces découpées sont conformes aux exigences des dessins.
② Vérifier si les bords des pièces découpées sont nets et exempts de bavures importantes, d'ébarbures et de déchirures.
③ Vérifier si la rectitude des sections droites et la rondeur des sections courbes des pièces poinçonnées sont conformes aux exigences.
1) La lame du poinçon doit être affûtée à temps si elle s'émousse ou roule au sommet.
2) Pendant le processus de poinçonnage, veillez à ce que le matériau en feuille soit placé de manière stable et aligné avec précision.
3) L'opérateur du poinçon et la personne qui l'aide à manipuler la plaque d'acier doivent porter des gants pour éviter les coupures dues aux bavures d'acier.
4) Les pièces découpées doivent être bien rangées et les déchets doivent être nettoyés à temps pour garantir une production civilisée.
La machine à meuler peut être utilisée pour meuler divers outils, tels que des ciseaux, des mèches, des grattoirs, etc. Elle se compose d'une meule, d'un moteur, d'une base de meule, d'un support et d'un capot de protection.
La texture de la meule est fragile et elle tourne à grande vitesse pendant l'opération. Une force inappropriée lors de l'utilisation peut faire éclater la meule et provoquer des accidents corporels. Par conséquent, lors de l'installation de la meule, celle-ci doit être équilibrée de manière à ce qu'il n'y ait pas de vibration lorsque la meule tourne, et il est nécessaire de respecter strictement les procédures d'exploitation en matière de sécurité :
1) Une meule nouvellement installée doit être testée sur 30~40 mm, puis vérifiée si la meule et les roulements tournent en douceur, et s'il y a des vibrations ou d'autres phénomènes indésirables.
2) Vérifier régulièrement que la meule n'est pas fissurée et que les filets aux deux extrémités sont bien bloqués.
3) La machine à meuler doit être équipée d'un capot de protection, qu'il est interdit de retirer arbitrairement.
4) La distance entre la meule et l'étagère ne doit pas être trop importante ; en général, l'écart doit être inférieur à 3 mm, afin d'éviter que la pièce à meuler ne soit aspirée dans l'espace et n'écrase la meule pendant l'affûtage de la lame.
5) Après le démarrage de la meule, attendez que la vitesse se stabilise avant de procéder au meulage. L'opérateur doit se tenir sur le côté, et non dans le plan de rotation de la meule, afin d'éviter toute blessure en cas d'éclatement de la meule.
6) Ne pas utiliser les côtés de la meule pour meuler les pièces, et il est interdit à deux personnes d'utiliser une meule pour meuler en même temps.
7) Ne pas meuler des pièces lourdes et de grande taille sur la machine à meuler, et ne pas utiliser une force excessive pour appuyer sur la meule pour le meulage.
8) Ne pas toucher la meule avec les doigts afin d'éviter de s'abîmer les doigts ou de se blesser.
9) Il est préférable de ne pas dépasser dix minutes de fonctionnement continu pour la machine à meuler afin d'éviter de surcharger et de griller le moteur.
10) La machine à meuler ne doit pas meuler le bois, la pierre, les briques, les tuiles et d'autres matériaux.
11) La machine à meuler ne doit pas être équipée d'un commutateur de marche arrière et le sens de rotation ne doit pas être orienté vers le passage principal.
12) Le support de travail doit être installé fermement et sa surface doit être plane.
13) Les meules qui ne sont pas rondes, qui présentent des fissures ou dont la longueur restante est inférieure à 25 mm ne doivent pas être utilisées.
14) Le cordon d'alimentation de la meule électrique portable ne doit pas présenter de dommages ou de fuites au niveau de l'isolation. Il convient de porter des gants isolants pendant l'utilisation, de démarrer d'abord la machine, puis d'entrer en contact avec la pièce à usiner.
L'angle entre les deux côtés du tranchant du ciseau est appelé angle de calage B. Plus l'angle de calage est petit, plus le tranchant du ciseau est aigu, mais plus la résistance est faible ; plus l'angle de calage est grand, plus la résistance est bonne, mais plus la résistance au ciselage est grande.
Par conséquent, l'angle de calage du burin doit être réduit au minimum tout en garantissant la solidité de l'outil. En général, pour le burinage de l'acier à haute teneur en carbone et de la fonte, l'angle de calage est de 60°~70° ; pour le burinage de l'acier à teneur moyenne en carbone et d'autres matériaux de dureté moyenne, l'angle de calage est de 50°~60° ; pour le burinage de matériaux tendres comme le cuivre et l'aluminium, l'angle de calage est de 30°~50°, comme l'indique la figure 3-41.
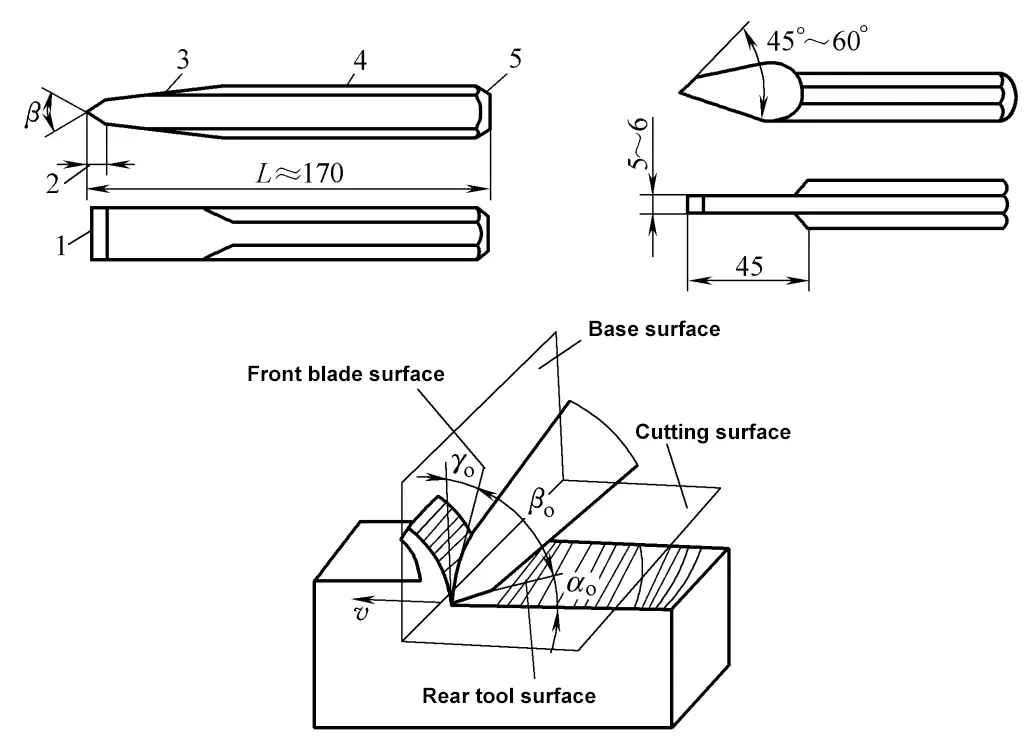
1-Tous les bords coupants
2-Pièce de coupe
3-Niveaux
4 poignées
5 têtes







