
Coupe mécanique : L'essentiel du cisaillage
Comment les machines peuvent-elles découper du métal solide avec une telle précision ? Le secret réside dans le cisaillement mécanique, une méthode qui utilise...
Imaginez que vous puissiez transformer une feuille de métal plate en pièces précises en appuyant sur un bouton. Cet article se penche sur le processus de cisaillage, une technique essentielle dans le travail des métaux qui consiste à découper des feuilles de métal dans les formes souhaitées. Il aborde tous les aspects, de la mécanique du découpage à la cisaille aux types d'équipements utilisés. À la fin, vous comprendrez comment le découpage par cisaillement maximise l'efficacité et la précision de la fabrication, ce qui en fait une pierre angulaire de l'ingénierie moderne. Plongez dans ce cours pour découvrir les outils et les techniques qui façonnent les composants métalliques sur lesquels nous comptons tous les jours.

Le calcul et la sélection des paramètres du processus de coupe sont présentés dans le tableau 1 ; le rapport T/R pour certains matériaux est présenté dans le tableau 2 ; la température de préchauffage pour le cisaillement chauffé est présentée dans le tableau 3 ; les conditions de cisaillement pour différentes qualités et spécifications de matériaux sont présentées dans le tableau 4 ; le jeu raisonnable pour les lames de cisaillement est présenté dans le tableau 5.
Tableau 1 Calcul et sélection des paramètres du processus de coupe
| Numéro de série | Paramètres | Calcul et sélection |
| 1 | Force de cisaillement | Lors de la sélection précise des cisaillement vérifier l'importance de la force de cisaillement pour s'assurer qu'elle est inférieure au tonnage de l'équipement. La force de cisaillement peut être calculée à l'aide de la formule suivante F=KAτb où : - F est la force de cisaillement (N) - A est la zone de cisaillement (mm) 2 ) - K est un coefficient qui prend en compte des facteurs tels que l'émoussement de la lame, généralement K=1,2~1,7. - τb est la résistance au cisaillement du matériau (10MPa), généralement 0,7~0,8 fois la résistance à la traction, c'est-à-dire τ=(0,7~0,8)R m ou se référer au tableau 2 pour le calcul |
| 2 | Température de cisaillement | Pour les matériaux plus résistants (dureté) et de plus grande taille, préchauffer le matériau avant de le cisailler. La température de chauffage doit être de : 350~550℃, voir le tableau 3 pour plus de détails. Se référer au tableau 4 pour choisir les conditions de cisaillement et décider si un préchauffage est nécessaire. |
| 3 | Espace de cisaillement | Pour garantir la qualité du cisaillement, l'écart entre les lames supérieure et inférieure doit être raisonnable (voir tableau 5). Une valeur plus élevée doit être utilisée lorsque la dureté du matériau est élevée ou que la taille de la section cisaillée est importante, et une valeur plus faible doit être utilisée dans le cas contraire. Une valeur plus petite doit également être utilisée lorsque le cisaillement est chauffé. |
Tableau 2 Rapport de τb à Rm pour certains matériaux
| Matériau | τb/MPa | Rm/MPa | τ/Rm | A (%) | Note |
| Q195 | 290 | 336 | 0.86 | Recuit | |
| 375 | Trempe à froid | ||||
| Q235 | 341.7 | 423 | 0.82 | Recuit | |
| 410 | Trempe à froid | ||||
| Acier 15 | 280 | 360 | 0.74 | 32 | |
| Acier 30 | 356 | 454 | 0.79 | Recuit | |
| Acier 35 | 420 | 540 | 0.78 | Recuit | |
| Nuances d'acier 40, 45, 50 | 460 | Recuit | |||
| Acier 75 | 610 | 1000 | 0.61 | 10.8 | |
| 30CrMnSiA | 750 | 1200 | 0.62 | 13.5 | Trempe |
| Cuivre pur | 160 | 200 | 0.8 | ||
| H68 | 200 | 300 | 0.66 | ||
| HPb59-1 | 260 | 420 | 0.62 | ||
| Zinc | 150 | 187 | 0.91 | ||
| 2A12 | 130 | 230 | 0.56 | 15 | Recuit |
| 2A11 | 220~240 | 380~420 | 15~20 | Après extrusion à chaud | |
| 6A02 | 70 | 130 | 0.54 | 22 | Recuit |
Tableau 3 Température de préchauffage pour le cisaillement de chauffage
| Dureté du matériau HBW | 269 | 241 | 229 | 207 |
| Température de préchauffage/℃ | 550 | 400 | 380 | 350 |
Note : La température de préchauffage est la température à laquelle le matériau lui-même est préchauffé.
Tableau 4 État de cisaillement des matériaux de différentes qualités et spécifications
| Qualité du matériau | Diamètre de l'ébauche ou longueur du côté/mm | Dureté HBW | État de cisaillement |
| 35 Acier | ≤75 | Cisaillement à froid | |
| 80~85 | ≥187 | Cisaille à chaud | |
| <187 | Cisaillement à froid | ||
| >85 | Cisaille à chaud | ||
| 45 Acier | ≤60 | Cisaillement à froid | |
| 65-75 | ≥207 | Cisaille à chaud | |
| <207 | Cisaillement à froid | ||
| >75 | Cisaille à chaud | ||
| 40Cr | ≤50 | Cisaillement à froid | |
| 55-60 | ≥241 | Cisaillement à chaud | |
| <241 | Cisaillement à froid | ||
| >60 | Cisaillement à chaud | ||
| 45Cr 18CrMnTi 12Cr2NiA | ≤35 | Cisaillement à froid | |
| 40~48 | ≥255 | Cisaillement à chaud | |
| ≥255 | Cisaillement à froid | ||
| >48 | Cisaillement à chaud |
Tableau 5 Dégagement raisonnable pour les lames de cisailles (unité : mm)
| Diamètre de la barre | En dessous de 20 | 20~30 | 30~40 | 40~60 | 60~90 |
| Espace entre les lames | 0.2~1 | 0.5~1.5 | 0.8~2 | 1.5~2.5 | 2.0~3.0 |
| Diamètre de la barre | 90~100 | 100~120 | 120~150 | 150~180 | 180~200 |
| Espace entre les lames | 2.5~3.5 | 3~4 | 3.5~5 | 4.5~8 | 7~12 |
Les lames du lit de cisaillement sont composées de deux pièces, l'une fixée sur le siège inférieur de la matrice et l'autre montée sur le gabarit supérieur, entraînée par le curseur pour se déplacer de haut en bas afin de réaliser le cisaillement. Les types de lames utilisés en production sont variés. Les caractéristiques des lames à fente unique et à fentes multiples sont indiquées dans le tableau 6, et les caractéristiques des lames à bord simple et à bord double sont indiquées dans le tableau 7.
Tableau 6 Caractéristiques des lames à une ou plusieurs fentes
| Lame | Type | Diagramme simplifié | Caractéristiques |
| Lame à fente unique | Type intégral | 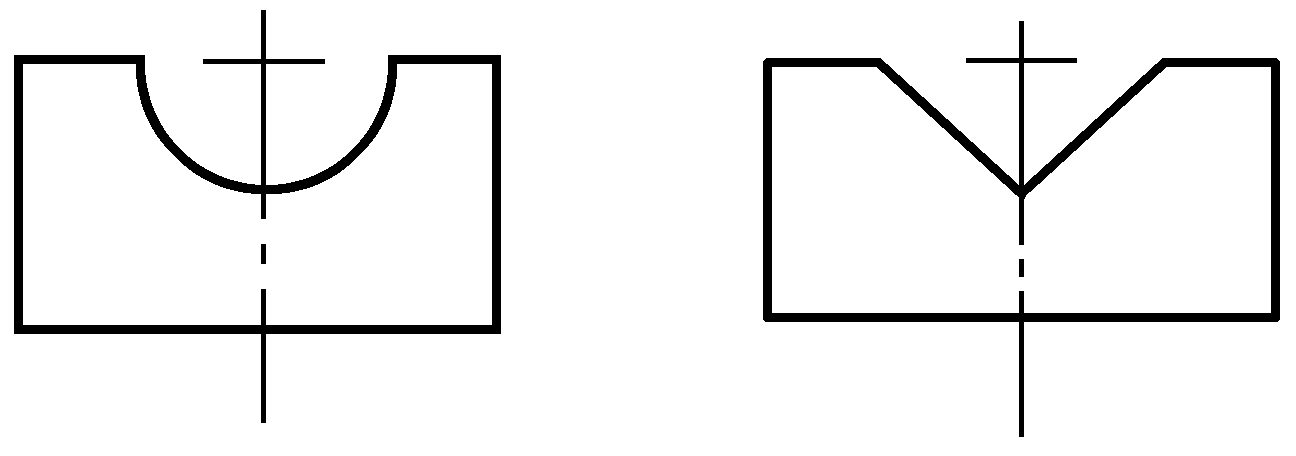 | Les lames supérieures et inférieures des ciseaux sont de type ouvert. |
 | La lame inférieure est une lame de type fermé, qui empêche la barre de se plier, utilisée pour couper les petites barres, tandis que la lame supérieure (lame mobile) est toujours de type ouvert. | ||
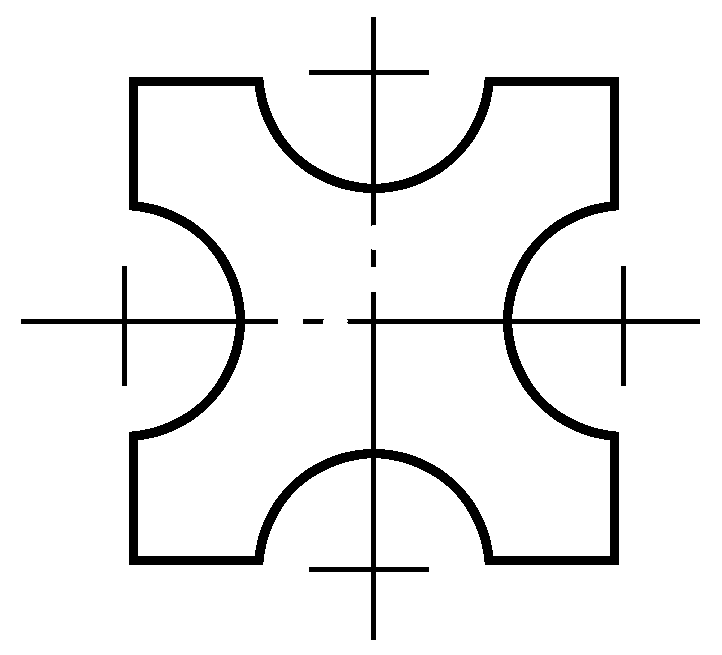 | La lame possède des arêtes de coupe sur les quatre côtés, ce qui améliore le taux d'utilisation de la lame. | ||
| Type d'insertion | 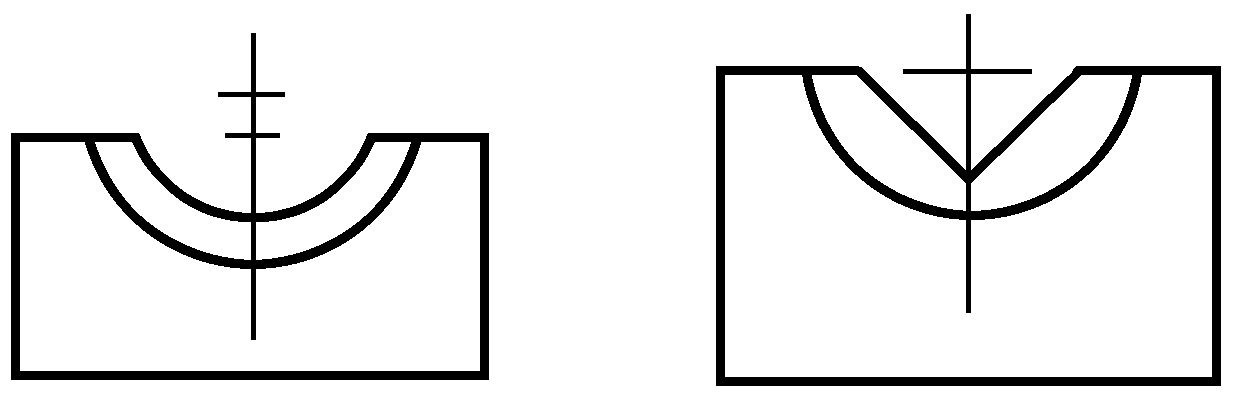 | Permet d'économiser de l'acier, mais nécessite un porte-lame supplémentaire. | |
 | Mêmes avantages et inconvénients que ci-dessus, avec en plus la possibilité de l'utiliser sur trois côtés. | ||
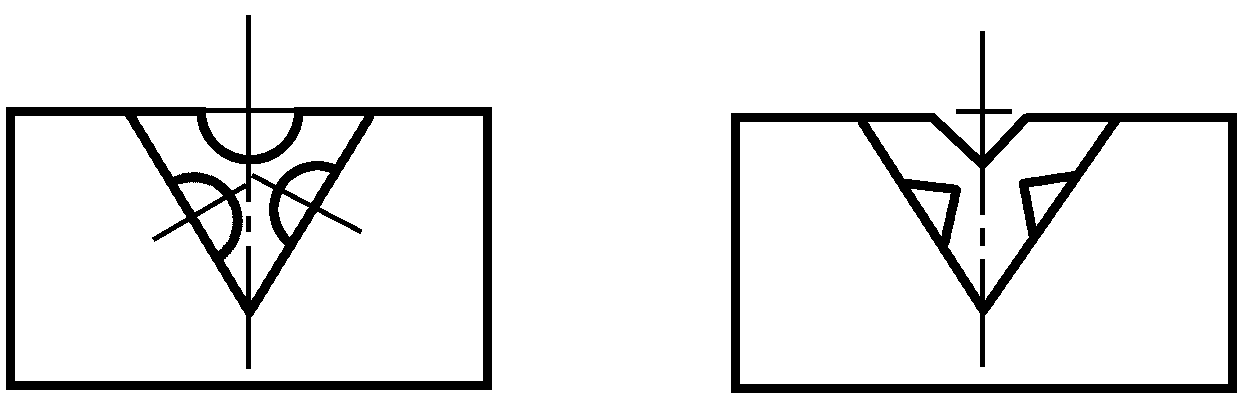
| Type de combinaison | 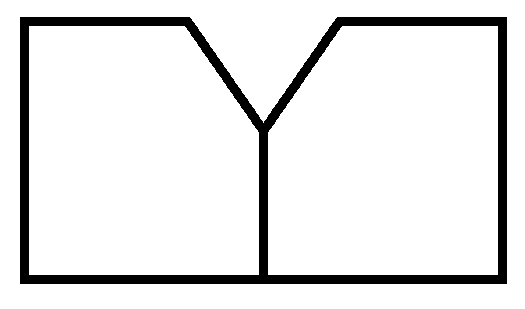 | Peut éviter la concentration de contraintes dans les coins de la lame intégrale, améliorant ainsi la durée de vie de la lame, mais nécessite également un porte-lame. | |
| Lame à rainures multiples | Même forme et même taille | 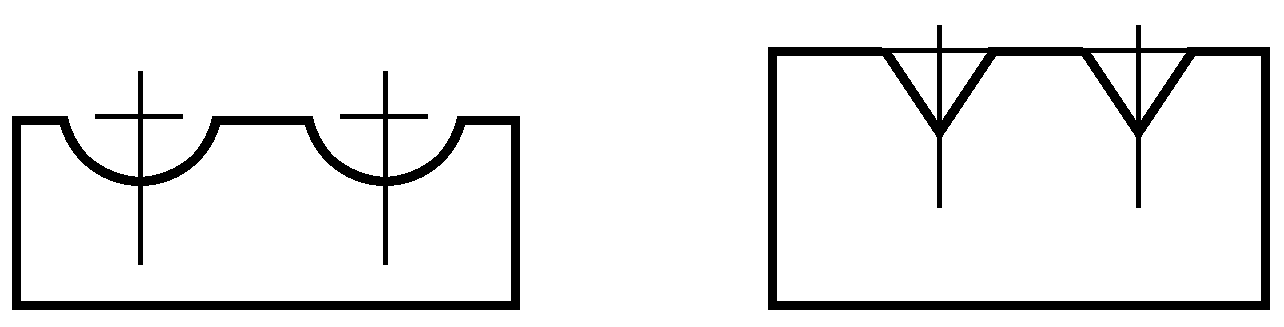 | Peut couper deux barres à la fois, améliorant ainsi la productivité, utilisé pour les grands équipements afin de couper de petits matériaux. |
 | Comme ci-dessus, peut couper trois pièces à la fois | ||
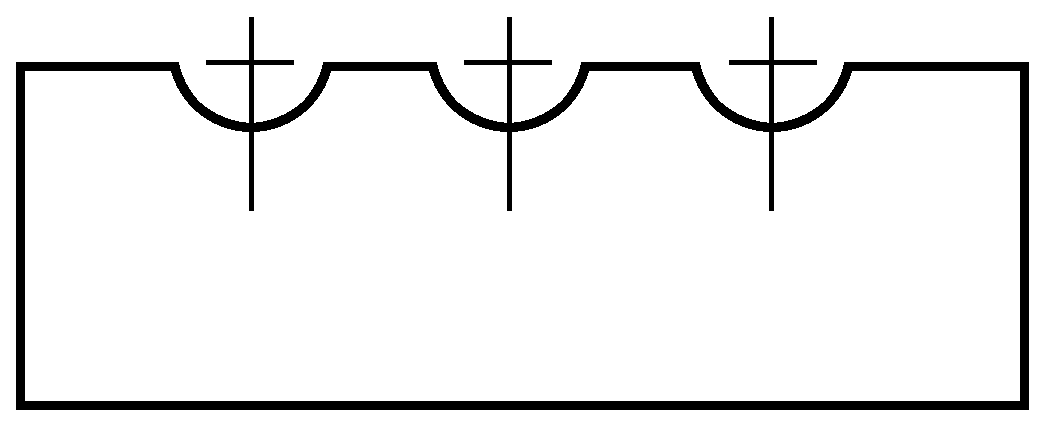
| Même forme, différentes tailles | 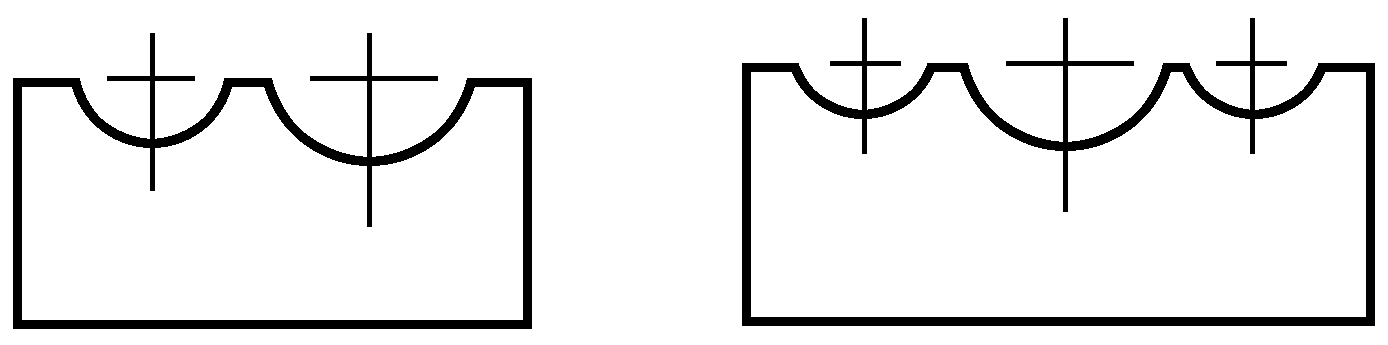 | Peut découper plusieurs découpes de tailles différentes en une seule fois | |
| Différentes formes et tailles | 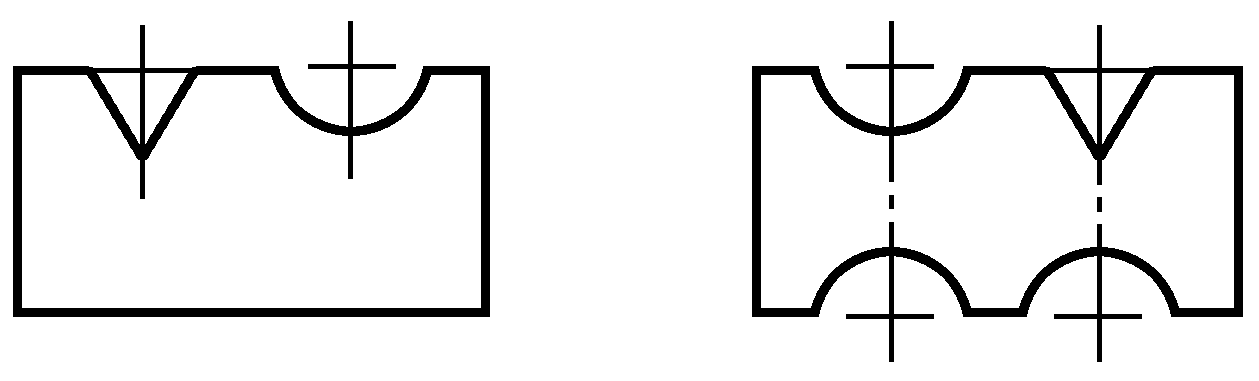 | Peut découper en une seule fois plusieurs ébauches de formes et de tailles différentes | |
| Type fermé | 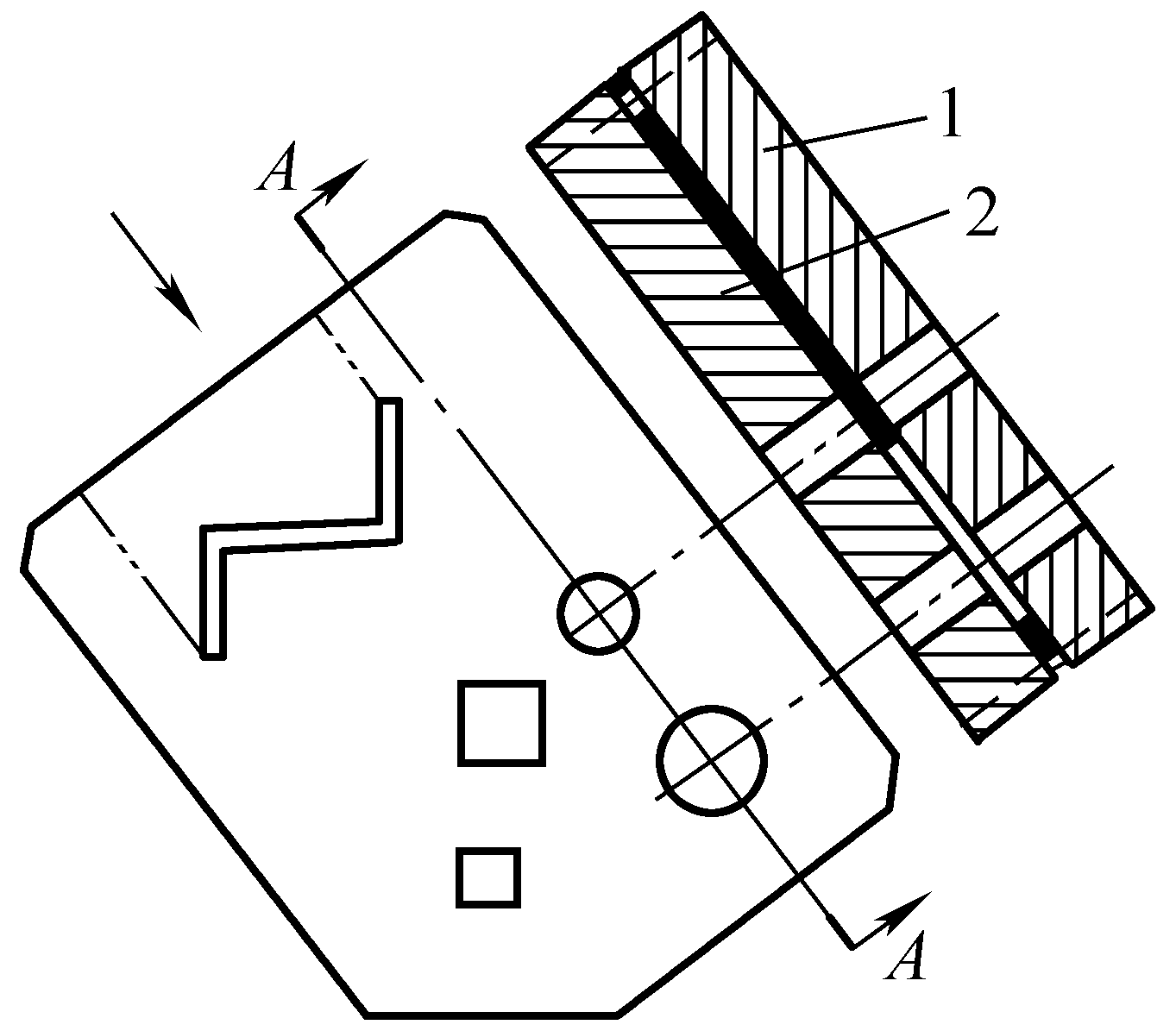 | Sans changer la lame, il peut couper de l'acier de formes et de tailles différentes, utilisé sur un machine de montage de charpentes métalliques. Dans le diagramme, 2 est la lame mobile, 1 est la lame stationnaire. |
Tableau 7 Caractéristiques des lames à simple et double tranchant
| Lame | Diagramme simplifié | Caractéristiques |
| Lame à simple tranchant | 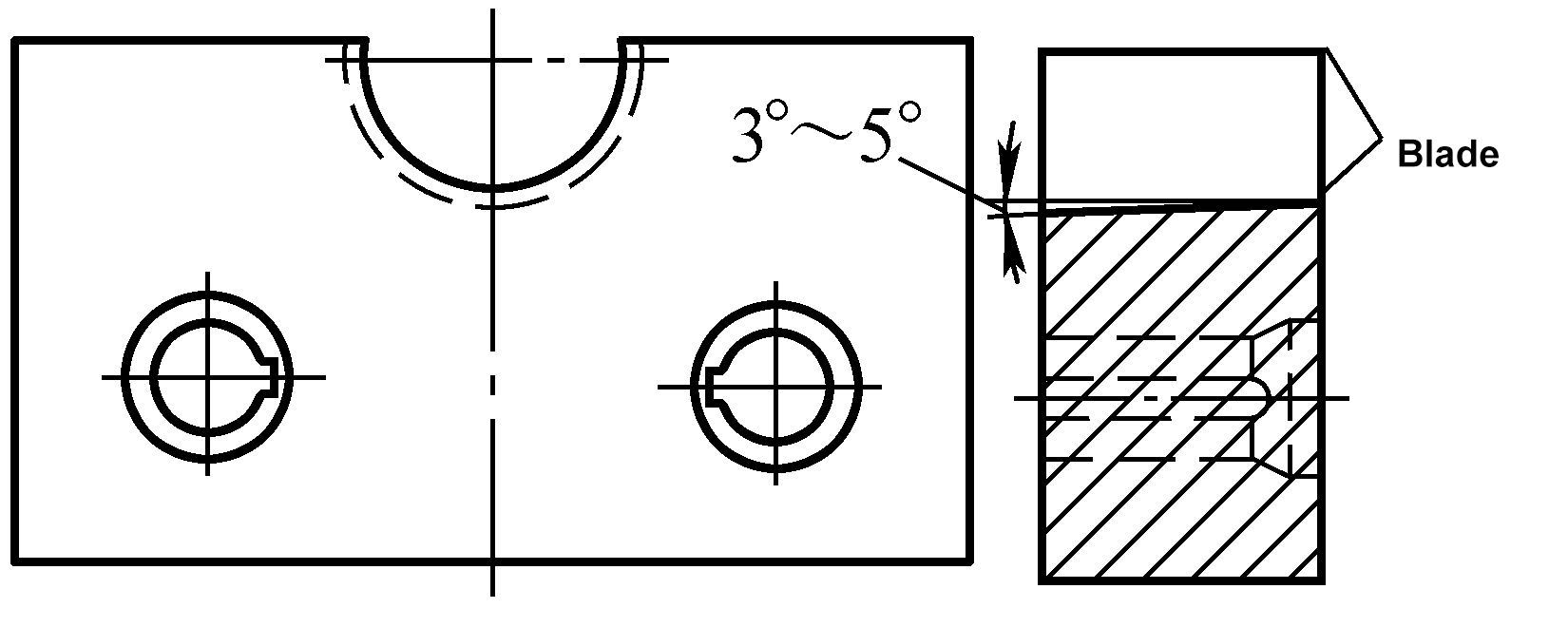 | Peut réduire le bras de levier, mais lors de la coupe, la lame s'enfonce plus profondément dans le mauvais matériau, ce qui affecte la qualité de la face finale, et ne peut être utilisée que d'un seul côté. |
| Lame à double tranchant | 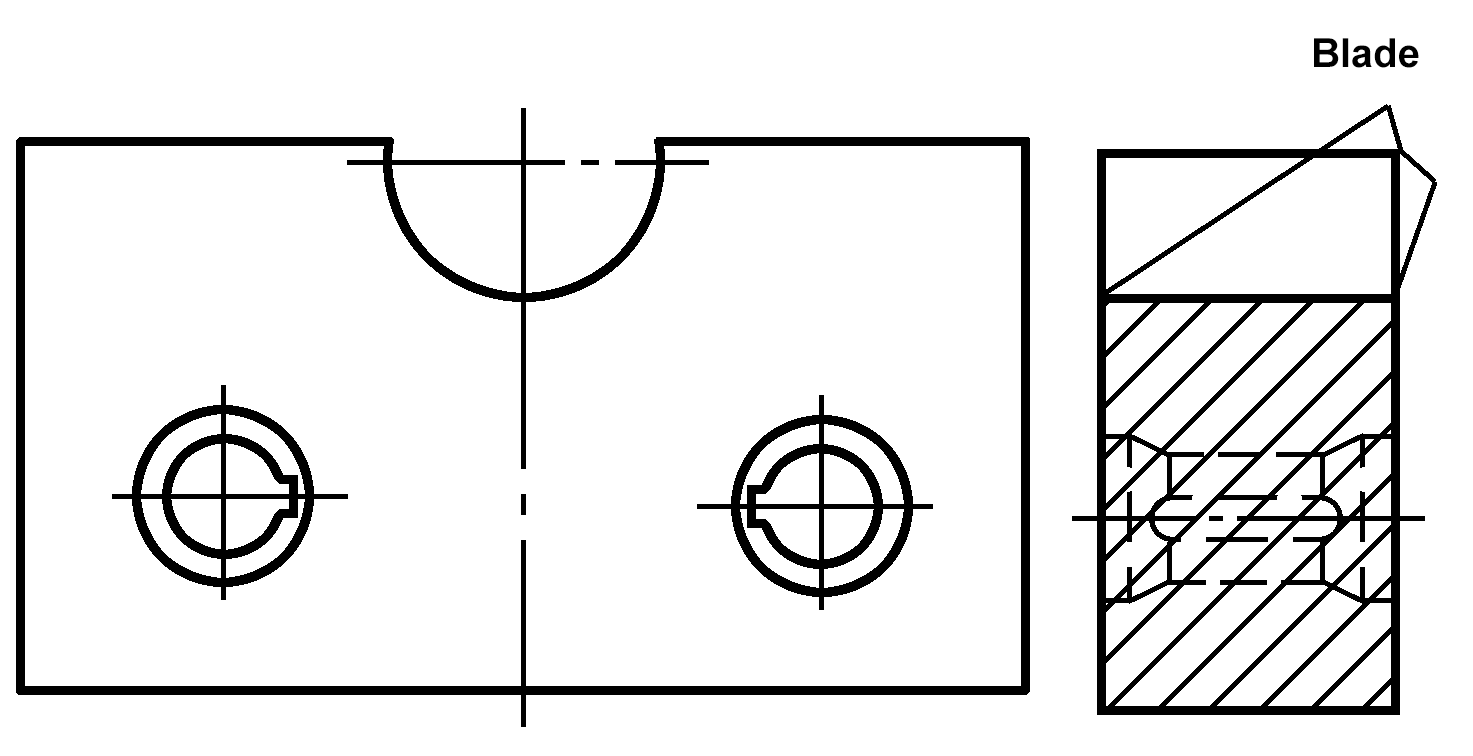 | Peut être utilisé des deux côtés, meilleure qualité de la face finale |
Lors de la conception des lames, les deux conditions suivantes sont principalement prises en compte : les spécifications du processus d'équipement, ainsi que la forme et la taille du matériau à découper.
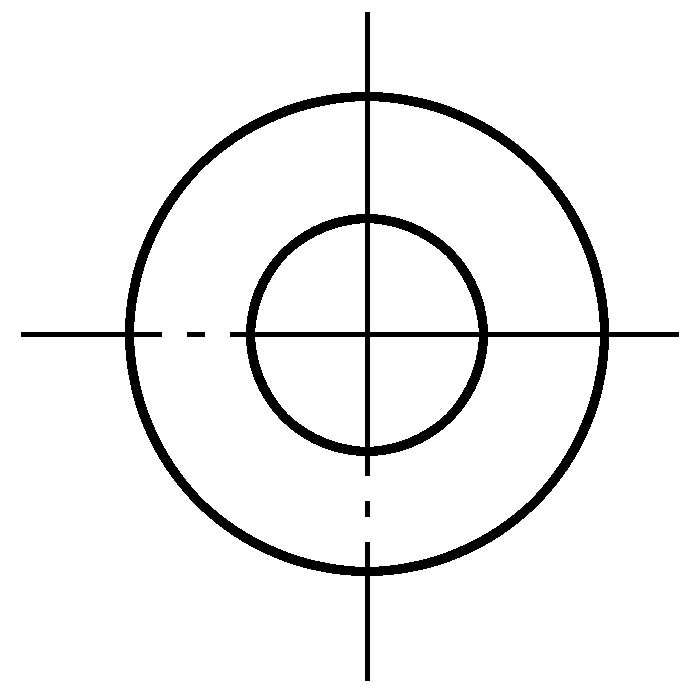
(1) Lame circulaire
La conception de la lame circulaire est présentée dans le tableau 8.
Tableau 8 Conception des lames circulaires
| Non. | Paramètres | Calcul et sélection |
| 1 | Rayon de l'arête R | Le rayon de l'arête dépend principalement du diamètre de la tige à couper ; un R trop grand peut trop aplatir la section transversale de la tige, et parfois même provoquer des fissures. Si R est inférieur à la moitié du diamètre de la tige à couper, le côté de la tige présentera des indentations, ce qui affectera la durée de vie de la lame. Le rayon de l'arête de la lame peut également se référer au tableau 9, qui est déterminé par le diamètre de la tige à couper. |
| 2 | Taille inférieure de la lame A | Prendre des données empiriques à partir des spécifications du processus de l'équipement 5000kN machine à cisaillerA=120~130mm Machine à cisailler 10000kN, A=130~140mm |
| 3 | Taille de la lame supérieure B | Plus la valeur de B est petite, mieux c'est, sous réserve de garantir la résistance de la lame et de procéder à de multiples réaffûtages, elle peut être déterminée par la formule suivante B=H-[S+A+(0,3~0,32)Dmin ] Où H est la hauteur de l'ouverture de la lame du lit de cisaillement (mm) S est la course du lit de cisaillement (mm) |
| 4 | Hauteur des lames supérieure et inférieure h 1 et h 2 | La hauteur du bord de la lame supérieure et de la lame inférieure doit être égale. Elle peut être déterminée par la formule suivante h 1 =(H+A-B)/2 + (7~10)mm h 2 =H-h 1 +(15~20)mm |
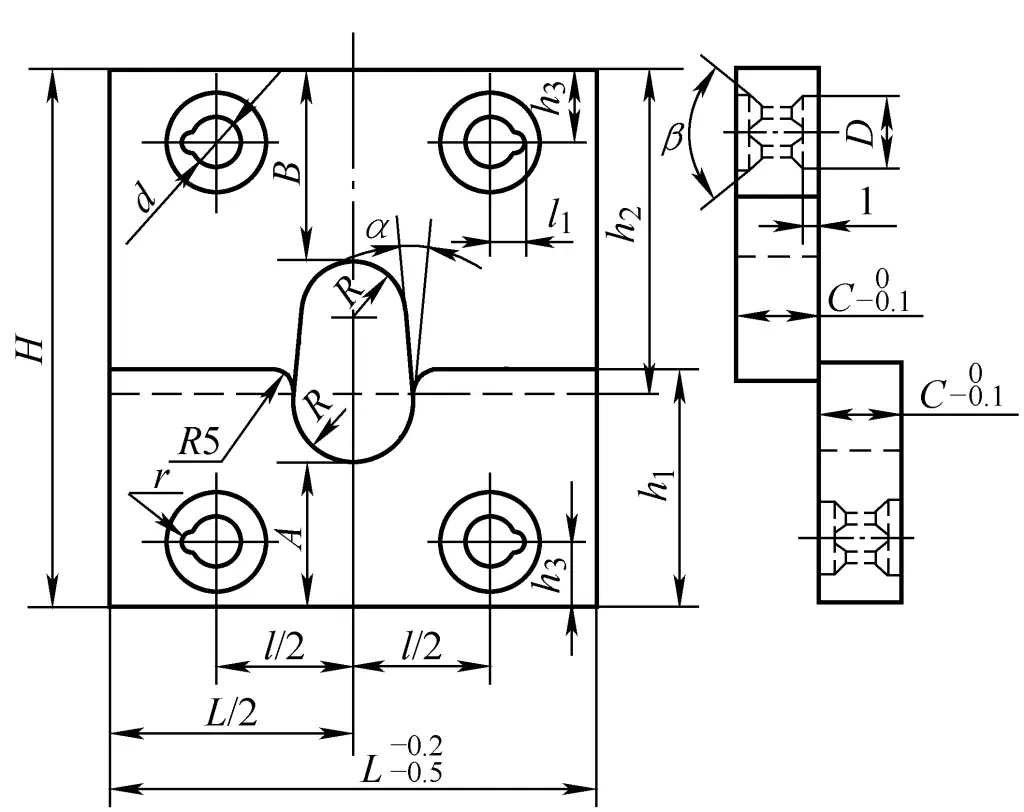
| 5 | Dimensions extérieures de la lame | Épaisseur de la lame C : en fonction de la résistance et de la rigidité de la lame, elle peut être sélectionnée. C = (0,25 à 0,5)D où D est le diamètre de la tige à couper (mm) L'épaisseur de la lame C, la largeur de la lame L, peuvent également être sélectionnées en fonction du tonnage de l'équipement, voir le tableau 2-18. L'angle d'inclinaison α à l'ouverture de la lame est de 10°. |
| 6 | Trous de boulons | Trous de fixation de la lame, généralement 4 trous, c'est-à-dire 2 trous pour la lame mobile, 2 trous pour la lame fixe ; dans certains cas, 6 trous. Diamètres des trous d et D, entraxes l, l 1 , h 3 et le rayon de la fente du goujon r, tous liés au tonnage de l'équipement, voir le tableau 10. |
Tableau 9 Rayon du bord de la lame (unité : mm)
| Diamètre de la tige D | 28~32 | 34~36 | 38~42 | 45~50 | 54~56 | 60~65 |
| Rayon de l'arête R | 17 | 19 | 22.5 | 26.5 | 29.5 | 34.5 |
| Diamètre de la barre D | 70~75 | 80~85 | 90~95 | 100 | 110 | 130 |
| Rayon de l'arête R | 39.5 | 44.5 | 50 | 53 | 58 | 68 |
Tableau 10 Dimensions des inserts ronds (unité : mm)
| Tonnage de l'équipement/kN | d | D | l | l1 | h3 | r | c | L |
| 5000 | 36 | 55 | 230 | 22 | 55 | 5 | 60 | 419 |
| 10000 | 48 | 72 | 260 | 27 | 60 | 6 | 80 | 479 |
(2) Lames à arête carrée
L'acier carré est généralement cisaillé le long de la diagonale, et les lames sont divisées en deux catégories : les lames intégrales et les lames combinées. Voir le tableau 11 pour la conception des lames à arête carrée intégrale.
Tableau 11 Conception des lames carrées intégrales

| Non. | Paramètres | Calcul et sélection |
| 1 | Taille de la lame inférieure A | Prendre des données empiriques en fonction de l'équipement Pour les cisailles de 5000kN et 10000kN, on peut prendre 110~120mm. |
| 2 | Taille de la lame supérieure B | B = H - [s + A + 0,7a min ] Où H-hauteur de l'ouverture de la lame de cisaillement (mm), obtenue à partir des spécifications du processus de l'équipement course s de la cisaille (mm), se référer aux spécifications du processus de l'équipement a min -la longueur latérale minimale du matériau carré coupé par la même lame (mm), la longueur latérale maximale admissible du matériau carré à couper Elle doit se situer dans la fourchette suivante a max ≤ 1.25a min |
| 3 | Hauteur inférieure de la lame h 1 | h 1 = (H + A - B) / 2 + (7 ~ 10) mm |
| 4 | Hauteur de la lame supérieure h 2 | h 2 = H - h 1 + (15 ~ 20) mm |
| 5 | Rayon du congé de la fente d'injection r | Pour éviter la concentration des contraintes et l'endommagement de la lame lors du cisaillement, un congé doit être utilisé à angle droit, voir le tableau 12. |
| 6 | Dimensions du profil de la lame | La détermination des dimensions du profil de la lame est la même que pour les lames à arête circulaire. |
| 7 | Trous de boulons | La conception et les dimensions des trous de boulons sont conformes à la conception des lames à arêtes circulaires. |
Tableau 12 Rayon du congé de la rainure r (unité : mm)
| Longueur latérale du matériau carré a | <50 | 50~70 | 75~90 | 90~105 | 110~125 | 130~150 |
| Rayon du congé de raccordement r | 7 | 9 | 12 | 15 | 15 | 21 |
(3) Lame à bord plat
Les lames pour couper l'acier plat peuvent être fabriquées avec un bord plat, comme le montre la figure ci-jointe du tableau 13. Type I, les lames supérieure et inférieure ont des rainures, utilisées pour couper des matériaux épais ; Type II, la lame supérieure n'a pas de rainures, c'est-à-dire que B est égal à h 2 Les scies à ruban sont souvent utilisées pour couper des matériaux plus minces. Les deux types coupent le long du bord large du matériau plat.
Tableau 13 Conception des lames à bord plat
| Type I Dimensions de la lame | Dimensions des lames de type II | ||
| Schéma | 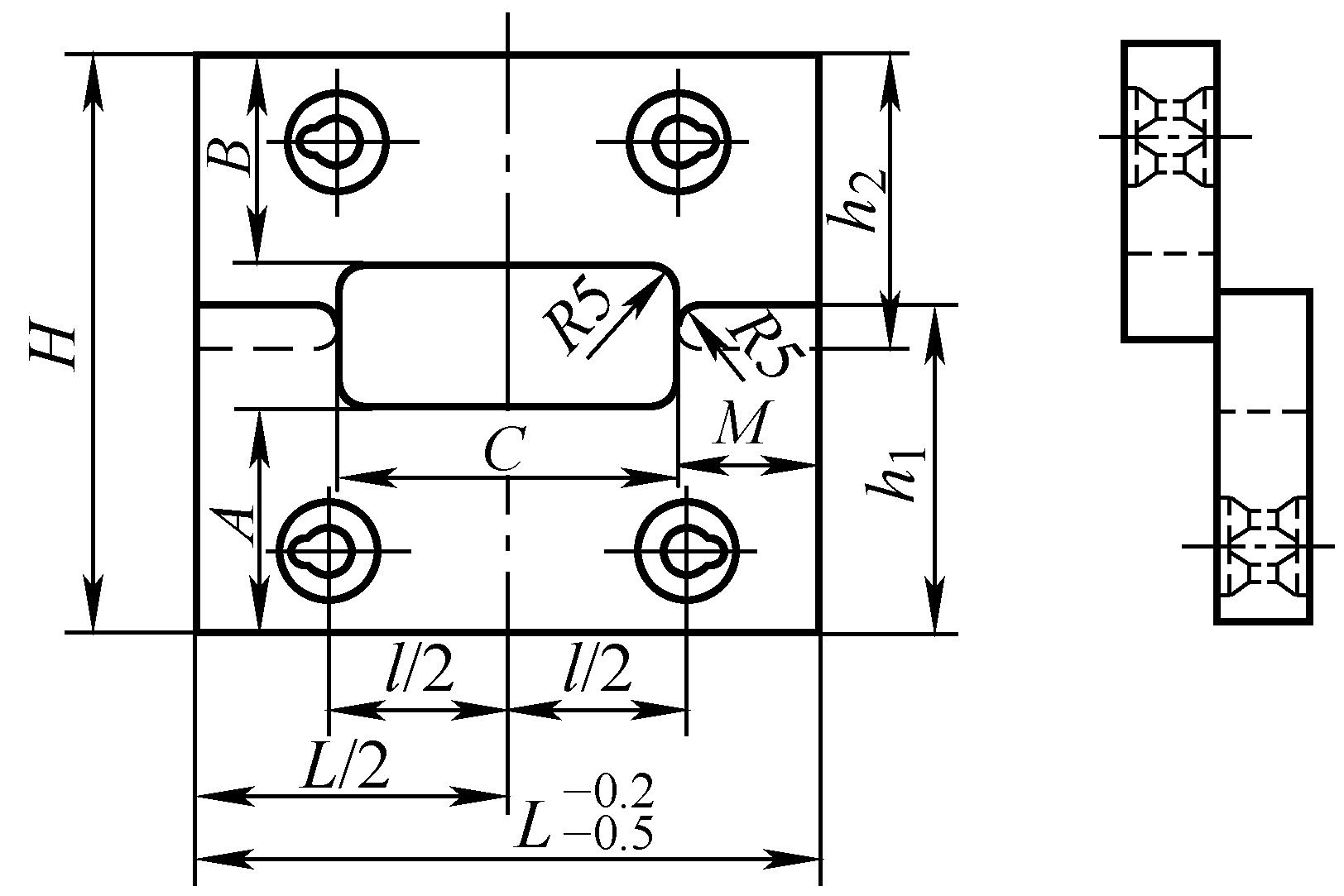 | 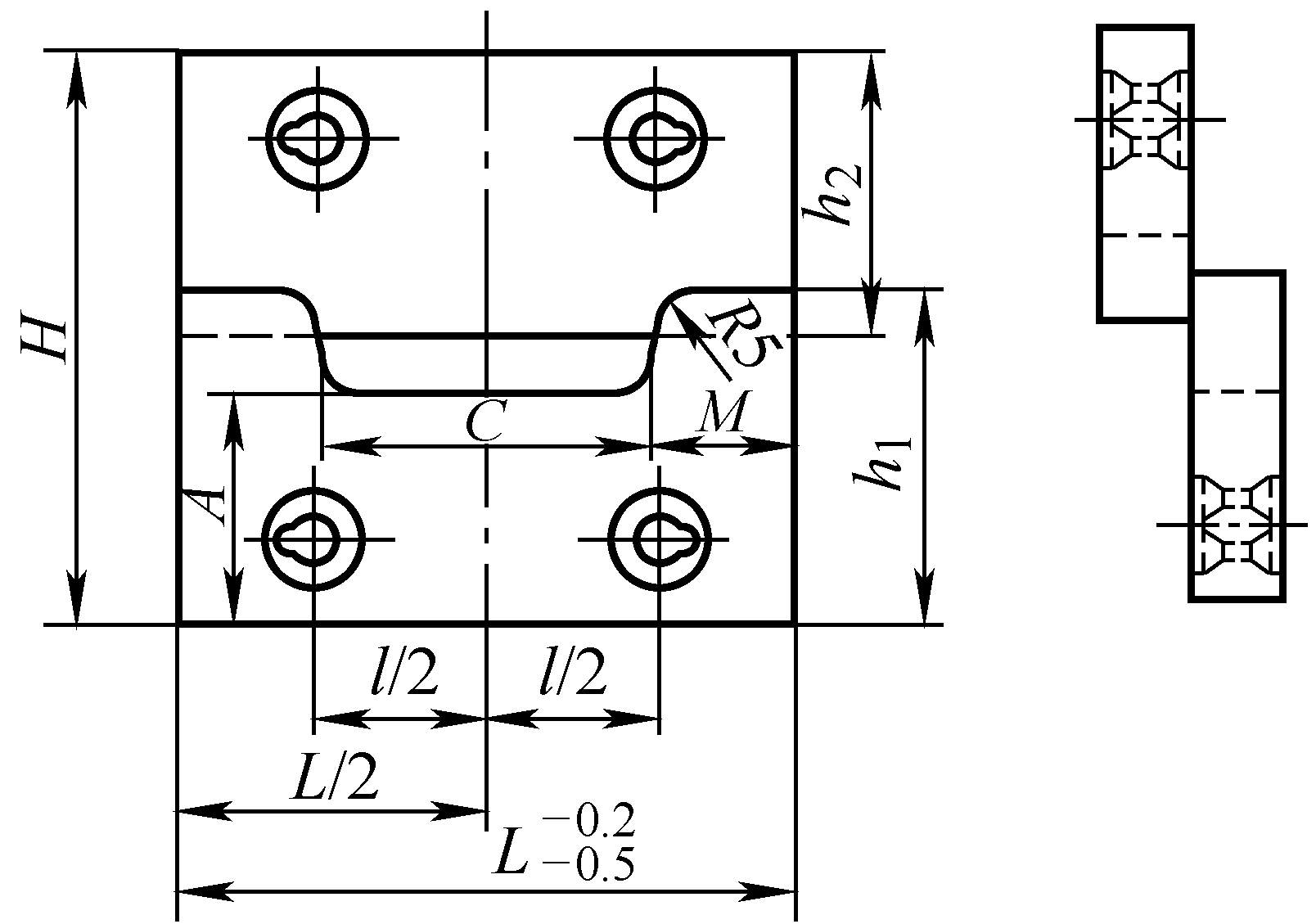 | |
| Non. | Paramètres | Calcul et sélection | |
| 1 | Taille de la lame inférieure A | Prendre des données empiriques basées sur le tonnage des équipements Machine à cisailler 5000kN, A = 175mm Machine à cisailler 10000kN, A = 190mm | Lame de type II et lame de type I La seule différence est que la lame supérieure n'a pas de rainure, c'est-à-dire que B est égal à h 2 . En ce qui concerne les dimensions, la détermination est la même que ci-dessus |
| 2 | Taille de la lame supérieure B | Le bord de la lame supérieure (lame mobile) doit être inférieur au bord de la lame inférieure au point mort bas de la course, ce qui peut être déterminé par la formule suivante B = H - S - A + (5 à 10) mm | |
| 3 | Longueur de l'arête C | La longueur de l'arête est principalement déterminée par la taille de l'acier plat à couper. Lors du broyage, le matériau doit être légèrement plus large que la mesure. C = blargeur + (20~30) mm M = (L - C) / 2 mm | |
| 4 | Hauteur des lames supérieure et inférieure h 2 et h 1 | h1=(H+A-B)/2 + 10mm h2=H-h1+20mm | |
| 5 | Dimensions de la lame | La détermination des dimensions est la même que pour les bords de lames circulaires. | |
| 6 | Trous de boulons | La conception et les dimensions pertinentes des trous de boulons sont indiquées dans la conception de l'arête circulaire de la lame. | |
Les fixations des lames comprennent principalement des boulons, des goupilles de positionnement et des écrous, conçus en fonction du tonnage de l'équipement (voir les tableaux 14 et 15).
Tableau 14 Dimensions des boulons et des goupilles de positionnement
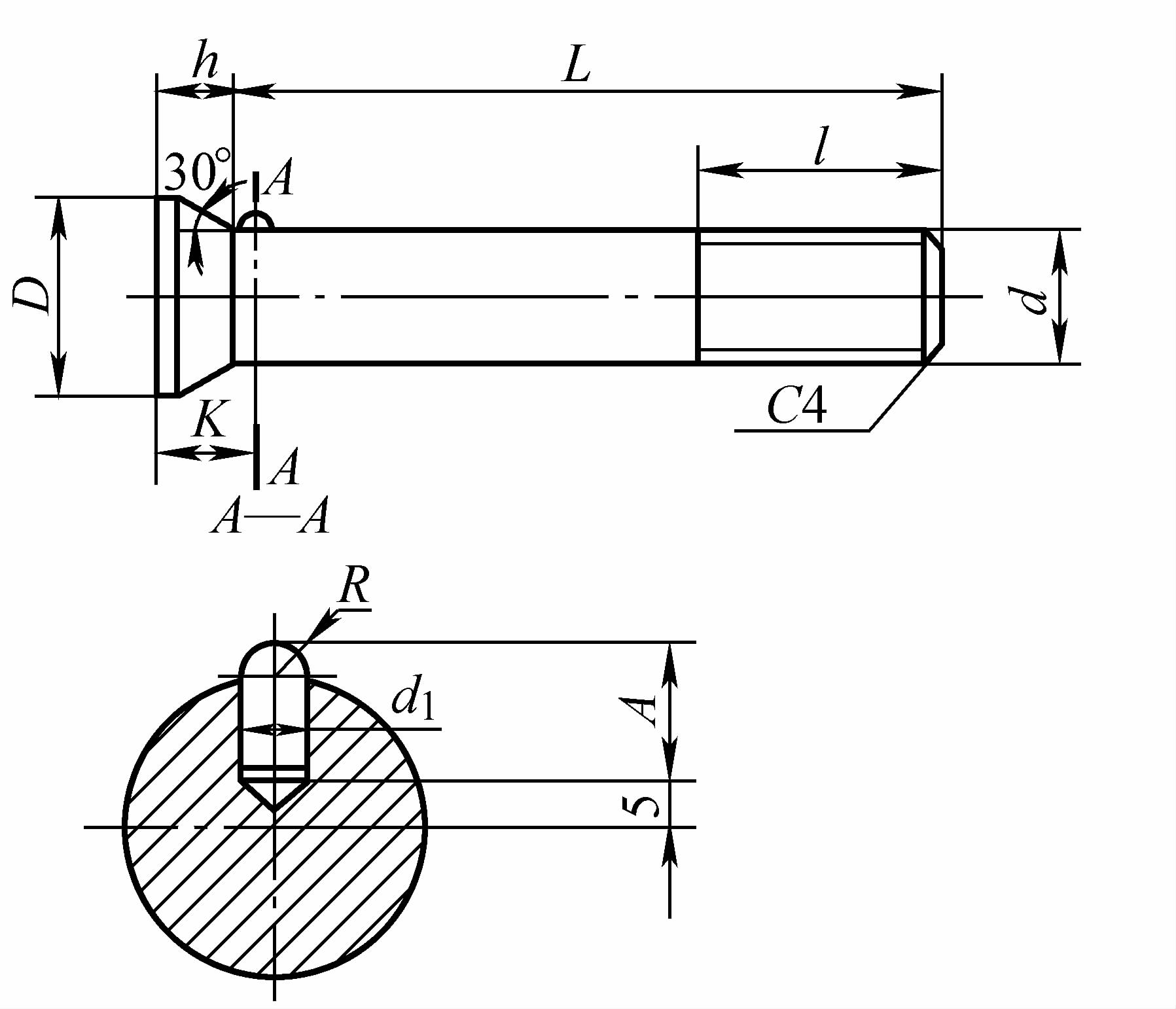
| Tonnage de la cisaille | Boulon | Taille des boulons et des goupilles de positionnement/mm | ||||||||
| d | L | l | h | D | K | A | R | d1 | ||
| 5000kN | Boulon supérieur | M33 | 200 | 70 | 20 | 52 | 25 | 17 | 4.5 | 9 |
| Boulon inférieur | M33 | 260 | 70 | 20 | 52 | 25 | 17 | 4.5 | 9 | |
| 10000kN | Boulon supérieur | M42 | 270 | 90 | 28 | 70 | 34 | 26 | 5.5 | 11 |
| Boulon inférieur | M42 | 360 | 90 | 28 | 70 | 34 | 26 | 5.5 | 11 | |
Tableau 15 Dimensions des écrous
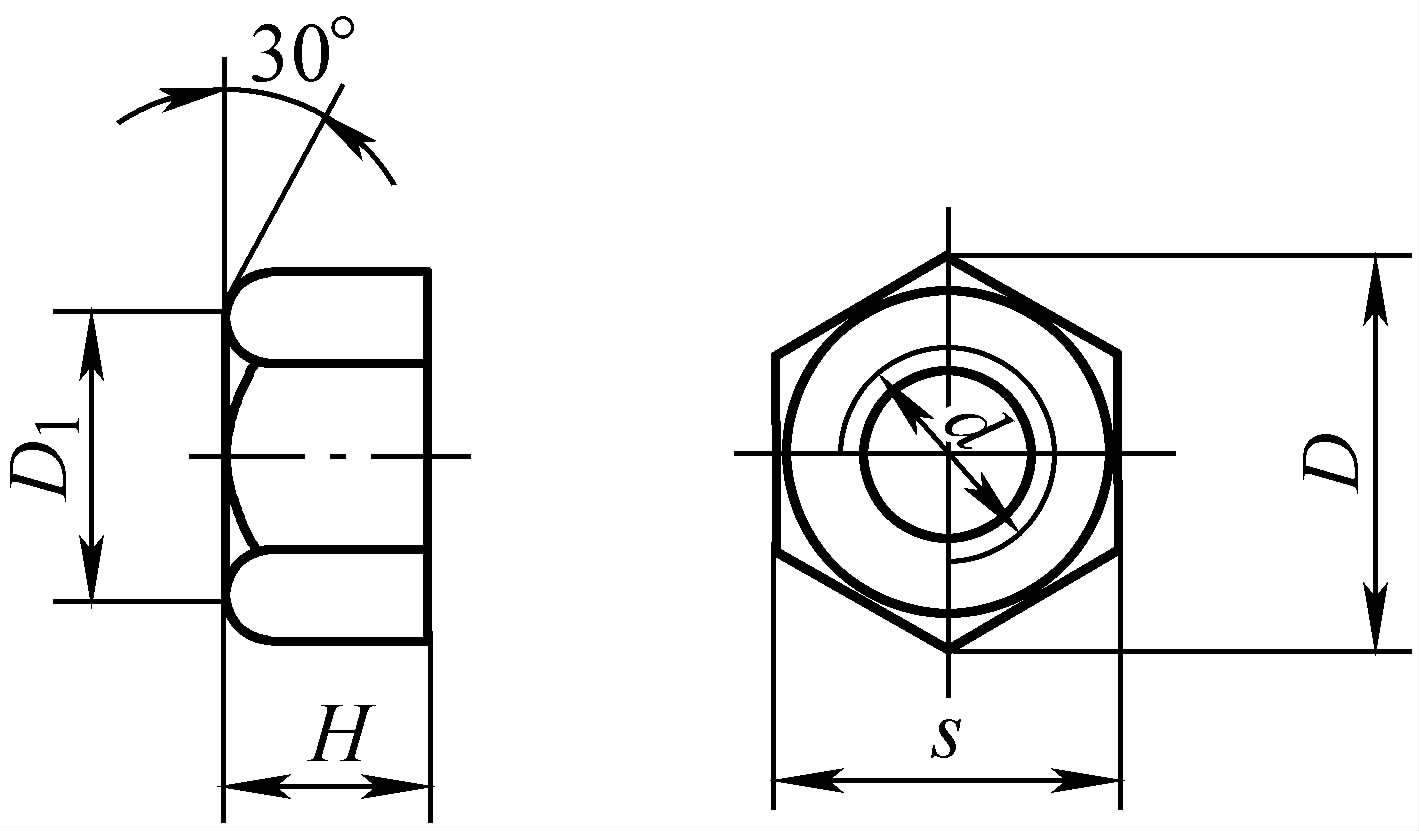
| Machine de cisaillement tonnage/kN | Taille de l'écrou/mm | ||||
| d | H | s | D | D1 | |
| 5000 | 1M33 | 30 | 50 | 57.8 | 47 |
| 10000 | 1M42 | 35 | 70 | 80.8 | 66 |
Au cours du processus de coupe, la lame subit une usure importante, c'est pourquoi le matériau utilisé pour fabriquer la lame doit présenter une résistance élevée à l'usure et sa dureté doit être plus de deux fois supérieure à celle du matériau à couper. Pour les lames de cisaillement à chaud, un certain niveau de dureté à chaud est également requis, ce qui signifie que la lame doit conserver la dureté nécessaire à la température de cisaillement.
Lors du choix spécifique, des facteurs tels que la taille de la lame et la qualité du matériau à couper doivent également être pris en compte. La dureté et les applications des matériaux pour les lames de cisaillement à froid et à chaud sont indiquées dans les tableaux 16 et 17.
Tableau 16 Dureté et application des matériaux des lames de cisaillement à froid
| Matériau | Traitement thermique Dureté HRC | Application | |
| Acier à outils au carbone | T7, T8 | 58~62 | Utilisé pour les petites lames et produit en petites séries |
| T9, T10 | 58~62 | ||
| Acier à outils allié | Cr, 9SiCr | 58~62 | Utilisé pour les grandes lames, la production de masse par lots |
| CrWMn | 60~62 | ||
| 7Cr3, 8Cr3 | 50~55 | ||
| Cr12Mo, Cr12MoV | 58~62 | ||
Tableau 17 Dureté et application des matériaux des lames de cisaillement à chaud
| Matériau | Traitement thermique Dureté HRC | Application |
| 5CrMnMo | 42~45 | Utilisé pour la production de masse par lots avec des températures de coupe supérieures à 200℃. |
| 5CrNiMo | 45~47 | |
| 3Cr2W8V | 45~48 | |
| 5CrW2Si | 45~50 | |
| 6CrW2Si | 45~50 | |
| T7, T8, T9, T10 | 55~60 | Utilisé pour les petites lames et la production de petits lots avec des températures de coupe inférieures à 150℃. |
Les spécifications des équipements de cisaillement sont présentées dans les tableaux 18 et 19. La capacité de production des cisailles est indiquée dans les tableaux 20 et 21.
Tableau 18 Spécifications des équipements de cisaillement spéciaux
| Nom de l'équipement | Modèle | Capacité de cisaillement maximale/mm | |
| Diamètre de l'acier rond | Longueur latérale de l'acier carré | ||
| Machine de montage de charpentes métalliques | Q34-10 | Φ35 | 28 |
| Q34-16 | Φ45 | 40 | |
| Q34-16A | Φ38 | 35 | |
| Q34-25 | Φ65 | 55 | |
| Machine à cisailler les barres (Lit de cisaillement de la manivelle) | Q42-250 | Φ90 | - |
| Q42-500 | Φ132 | 125 | |
| 10000kN | Φ190 | 180 | |
| 12500kN | Φ210 | 185 | |
| 16000kN | Φ250 | 220 | |
| Machine à cisailler les billettes | QA95-100 | Φ50 (cisaillement à froid) | 50 (cisaillement à froid) |
| - | 150 (cisaillement à chaud) | ||
Tableau 19 Paramètres techniques de la cisaille à barres de type Q42
| Paramètres techniques | Modèle | ||||
| Q42-250A | Q42-500 | QA42-500 | QA42-500A | Q42-1000A | |
| Force de cisaillement maximale/kN | 2500 | 5000 | 5000 | 5000 | 10000 |
| Diamètre de cisaillement maximal/mm | Φ100 (Lorsque R m ≥450MPa) | Φ132 (Lorsque R m ≥450MPa) | Φ105 (Lorsque R m ≥700MPa) | p115 (Lorsque R m ≥620MPa) | Φ190(R m ≥450MPa quand) |
| Nombre de coups/(fois/min) | 30 | 18 | 38 | 38 | 16 |
| Hauteur de la course/mm | 80 | 100 | 90 | 90 | 140 |
| Matériau Plage d'arrêt/mm | 55 ~500 | 110 ~1000 | 65~500 | 65~500 | 120 ~1000 |
| Puissance du moteur/kW | 17 | 30 | 40 | 30 | 75 |
Remarque : les équipements énumérés dans le tableau sont produits par Shenyang Forging Machine Tool Factory.
Tableau 20 Capacité de production de cisailles (I) (Unité : pcs/h)
| Diamètre de l'ébauche/mm | Différentes longueurs de billettes/mm | |||||||||||
| 100 | 200 | 300 | 400 | 600 | 800 | 1000 | 1200 | 1400 | 1600 | 1800 | 2000 | |
| Φ20 | 2100 | 1600 | 1400 | 1250 | 800 | 720 | 650 | 590 | 380 | 340 | 300 | 270 |
| Φ30 | 1900 | 1400 | 1350 | 1150 | 760 | 680 | 600 | 540 | 360 | 320 | 290 | 260 |
| Φ40 | 1500 | 1200 | 1100 | 1000 | 660 | 600 | 540 | 490 | 320 | 290 | 260 | 230 |
| Φ50 | 1300 | 1000 | 900 | 800 | 520 | 470 | 420 | 380 | 250 | 220 | 200 | 180 |
| Φ60 | 1050 | 800 | 720 | 650 | 430 | 390 | 350 | 320 | 210 | 200 | 170 | 150 |
| Φ70 | 900 | 700 | 630 | 550 | 360 | 330 | 300 | 270 | 180 | 160 | 140 | 130 |
| Φ80 | 800 | 600 | 540 | 480 | 320 | 290 | 260 | 240 | 160 | 140 | 130 | 120 |
| Φ90 | 650 | 500 | 450 | 400 | 260 | 230 | 210 | 190 | 130 | 120 | 110 | 100 |
| Φ100 | 450 | 350 | 310 | 280 | 180 | 160 | 140 | 130 | 90 | 80 | 70 | 65 |
| Φ110 | 300 | 370 | 250 | 160 | 140 | 130 | 120 | 80 | 70 | 65 | 60 | |
| p120 | 250 | 230 | 210 | 140 | 130 | 120 | 110 | 70 | 60 | 55 | 50 | |
| Φ130 | 200 | 180 | 160 | 110 | 100 | 90 | 80 | 55 | 50 | 45 | 40 | |
| Φ140 | 150 | 130 | 120 | 80 | 70 | 60 | 55 | 35 | 30 | 27 | 25 | |
| Φ150 | 110 | 90 | 80 | 50 | 45 | 40 | 35 | 25 | 23 | 21 | 20 | |
Note : Les données du tableau doivent être réduites de 20% pendant le cisaillement à chaud.
Tableau 21 Capacité de production de cisailles (II) (Unité : kt/a)
| Nom de l'équipement | Masse moyenne des billettes/kg | ||||||
| 0.25~0.6 | 0.6~1.0 | 1.0~1.6 | 1.6~2.5 | 2.5~4.0 | 4.0~6 | ||
| Lit de cisaillement à manivelle | Viande froide 1 pièce simultanément | - | - | - | 10 | 12 | 15 |
| Découpe froide de 2 pièces en même temps | - | - | - | 15 | 18 | 22 | |
| Coupe à chaud 1 pièce simultanément | - | - | - | 8 | 10 | 12 | |
| Découpe à chaud de 2 pièces simultanément | - | - | - | 12 | 15 | 18 | |
| Machine de montage de charpentes métalliques | - | 4 | 5.2 | 6.5 | 8.5 | 11 | |
| Presse à manivelle | 1.3 | 2.3 | 4 | - | - | - | |
| Machine à scier | 0.06 | 0.08 | 0.1 | 0.14 | 0.21 | 0.27 | |
| Nom de l'équipement | Masse moyenne du blanc/kg | ||||||
| 6 à 10 | 10 à 16 ans | 16 à 25 ans | 25 à 40 | 40 à 60 | 60 à 100 | ||
| Cisaillement à manivelle | Coupe à froid simultanée d'une pièce | 18 | 22 | 26 | 31 | 36 | 43 |
| Découpe à froid simultanée de 2 pièces | 27 | 33 | 39 | 45 | 54 | - | |
| Découpe à chaud simultanée d'une pièce | 14 | 18 | 21 | 24 | 29 | 34 | |
| Découpe simultanée à chaud de 2 pièces | 22 | 26 | 31 | 36 | 43 | - | |
| Machine de montage de charpentes métalliques | 14 | 18 | 23 | 27 | - | - | |
| Presse à manivelle | - | - | - | - | - | - | |
| Machine à scier | 0.4 | 0.48 | 0.6 | 0.9 | - | - | |







