
Calculateur de facteur K : Guide du pliage de précision dans la fabrication de tôles
Comment assurer la précision du pliage des tôles ? Le facteur K est un élément crucial dans ce processus, car il détermine...
Vous avez du mal à obtenir une soudure TIG parfaite ? Le choix des bons paramètres peut faire toute la différence entre une soudure forte et propre et une soudure faible et désordonnée. Cet article traite des paramètres essentiels du soudage TIG, notamment le courant de soudage, la tension de l'arc, le diamètre de l'électrode et le débit de gaz. En comprenant ces facteurs, vous serez en mesure d'optimiser votre processus de soudage et d'obtenir des résultats constants et de haute qualité. Plongez dans cet article pour apprendre les trucs et astuces qui vous permettront d'élever vos compétences en matière de soudage à un niveau professionnel.

Les principaux paramètres du soudage TIG sont le courant de soudage, la tension de l'arc, la vitesse de soudage, le diamètre de l'électrode de tungstène et la forme de la pointe, le diamètre de la buse et le débit de gaz, la distance entre la buse et la surface de la pièce et l'angle de la torche de soudage.
Il existe deux types de courants de soudage : le courant continu et le courant alternatif. Le courant continu a deux méthodes de connexion différentes : droite et inversée. Le choix du type de courant et de la polarité dépend principalement du type de matériau à souder et des exigences de la soudure.
Pour réduire ou éliminer les fluctuations de courant causées par les changements de longueur d'arc, Soudage TIG nécessite l'utilisation d'une source d'alimentation ayant des caractéristiques externes de chute abrupte ou de courant constant. Les caractéristiques et le champ d'application des différents types de courants et de connexions de polarité pour le soudage TIG sont indiqués dans le tableau 5-80.
Tableau 5-80 Caractéristiques et champ d'application des différents types de courants et de connexions de polarité en soudage TIG
| Types de courant | Courant continu, électrode positive | Courant continu, électrode négative | Courant alternatif |
| Méthode de connexion | 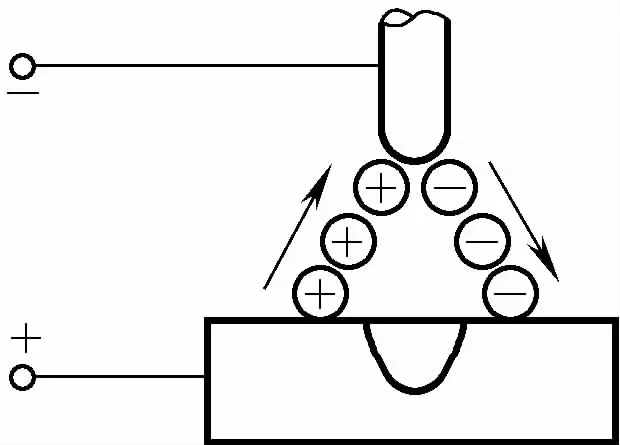 | 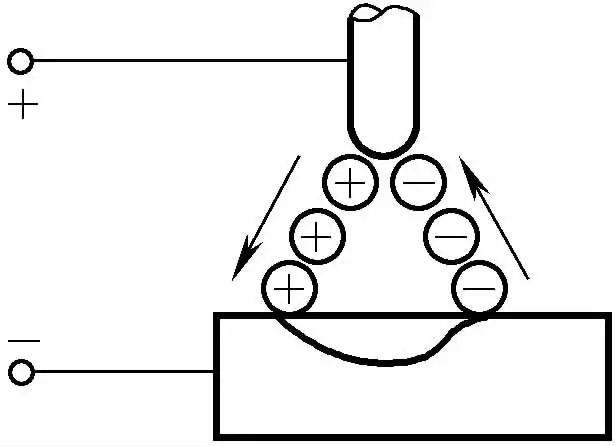 | 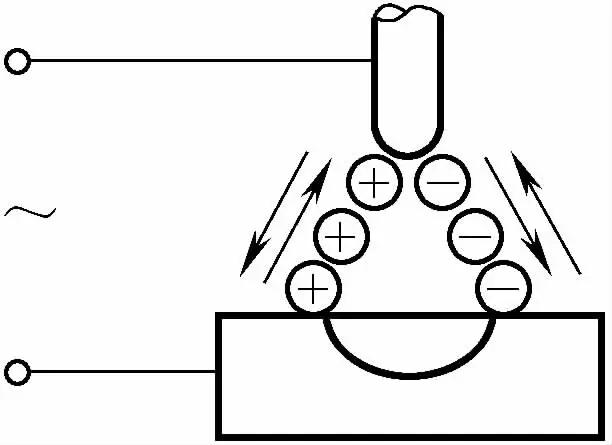 |
| Ratio approximatif de distribution de la chaleur | Pièce 70%, Électrode 30% | Pièce 30%, Electrode 70% | Pièce 50%, Électrode 50% |
| Caractéristiques de la pénétration | Profonde et étroite | Peu profond et large | Moyen |
| Action nettoyante athodique | Aucun | Présent | Présent (lorsque la pièce est négative) |
| ф3.2W Courant maximum autorisé par l'électrode | 400A | 420A | 250A |
| Matériaux applicables | Laiton, alliages de cuivre, fonte, acier inoxydable, matériaux dissemblables métauxtitane, argent | Généralement non utilisé | Aluminium, magnésium, bronze d'aluminium, bronze de béryllium, fonte d'aluminium |
Le courant de soudage est généralement choisi en fonction du matériau, de l'épaisseur et de la position de la pièce à souder. Le diamètre de l'électrode de tungstène doit être choisi en fonction du courant de soudage. La plage de courant de soudage admissible pour différents diamètres d'électrodes de tungstène est indiquée dans le tableau 5-81.
Tableau 5-81 Plage de courant de soudage admissible pour différents diamètres d'électrodes en tungstène (unité : A)
| Diamètre de l'électrode/mm | Courant alternatif | Courant continu, polarité droite | Courant continu, polarité inversée | |||
| Tungstène pur | Tungstène thorié, Tungstène cérié | Tungstène | Tungstène thorié, Tungstène cérié | Tungstène | Tungstène thorié, Tungstène cérié | |
| 0.5 | 2~15 | 2~15 | 2~20 | 2~20 | - | - |
| 1 | 15~55 | 15~70 | 10~75 | 10~75 | - | - |
| 1.6 | 45~90 | 60~125 | 40 ~130 | 60~150 | 10~20 | 10 ~20 |
| 2 | 65~125 | 85~160 | 75~180 | 100~200 | 15~25 | 15~25 |
| 2.5 | 80~140 | 120~210 | 130~230 | 170~250 | 17~30 | 17~30 |
| 3.2 | 140 ~190 | 150~250 | 160 ~310 | 225~330 | 20~35 | 20~35 |
| 4 | 180~260 | 240~350 | 275~450 | 350~480 | 35~50 | 35~50 |
| 5 | 240~350 | 330~460 | 400~625 | 500 ~ 675 | 50~70 | 50 ~70 |
| 6.3 | 300~450 | 430~575 | 550~675 | 650~950 | 60~100 | 65~100 |
La tension de l'arc est le principal paramètre déterminant la largeur du cordon de soudure. Des tensions d'arc plus faibles sont utilisées en soudage TIG pour obtenir une bonne protection du bain de fusion. Lors du soudage sous protection d'hélium, en raison de l'ionisation plus élevée de l'hélium, la même longueur d'arc présente une tension d'arc plus élevée que celle d'un arc à l'argon.
La tension d'arc est liée à l'angle de la pointe de l'électrode de tungstène. Plus la pointe de l'électrode de tungstène est pointue, plus la tension de l'arc est élevée, avec une plage courante de 10~20V.
Le choix du diamètre de l'électrode de tungstène dépend du type, de la polarité et de l'intensité du courant de soudage à utiliser. En même temps, l'acuité de la pointe de l'électrode de tungstène affecte la profondeur et la largeur de la soudure. Voir le tableau 5-82 pour les formes de pointes d'électrodes de tungstène et les gammes de courant.
Tableau 5-82 Formes de pointes d'électrodes en tungstène et plages de courant
| Diamètre de l'électrode en tungstène /mm | Diamètre de la pointe /mm | Angle de pointe / (°) | Courant continu Électrode positive | |
| Courant continu constant /A | Courant d'impulsion /A | |||
| 1 | 0.125 | 12 | 2~15 | 2~25 |
| 1 | 0.25 | 20 | 5~30 | 5~60 |
| 1.6 | 0.5 | 25 | 8~50 | 8~100 |
| 1.6 | 0.8 | 30 | 10~70 | 10~140 |
| 2.4 | 0.8 | 35 | 12~90 | 12~180 |
| 2.4 | 1.1 | 45 | 15 ~150 | 15~250 |
| 3.2 | 1.1 | 60 | 20~200 | 20~300 |
| 3.2 | 1.5 | 90 | 25~250 | 25~350 |
La vitesse de soudage TIG dépend de l'épaisseur de la pièce et du courant de soudage. L'électrode de tungstène pouvant supporter des courants plus faibles, la vitesse de soudage est généralement inférieure à 20 m/h. La vitesse de soudage maximale du soudage TIG mécanisé peut dépasser 35 m/h, mais à ce moment-là, l'effet de la vitesse de soudage sur la forme laminaire du gaz de protection doit être pris en compte.
Le débit de gaz minimum requis pour protéger efficacement la zone de soudage est lié à la forme et à la taille de la buse de la torche de soudage. Le diamètre de la buse dépend de l'épaisseur de la pièce à souder et du type de joint, et plus le diamètre de la buse augmente, plus le débit de gaz doit être important.
Le diamètre de la buse peut être choisi selon la formule suivante :
D=(2,5 ~3,5)d w
Dans la formule :
Une fois le diamètre de la buse déterminé, le débit d'argon peut être calculé comme suit :
Q=(0,8 ~1,2)D
Où ?
Lorsque D est petit, on prend la limite inférieure de Q ; lorsque D est grand, on prend la limite supérieure de Q.
En général, lorsque l'ouverture de la buse est de 8~12 mm, le débit de gaz protecteur est de 5~15L/min ; lorsque le diamètre de la buse passe à 14~22 mm, le débit de gaz est de 10~20L/min. Lors du soudage de plaques épaisses d'aluminium et d'alliages d'aluminium, le débit de gaz doit atteindre 25~35L/min.
En outre, le débit de gaz dépend également de l'environnement de soudage. Lorsque l'on soude dans une zone où l'air circule, le débit de gaz doit être augmenté en fonction de la vitesse de l'air, et le débit peut également être sélectionné par le biais d'essais de soudage. Lorsque le débit est approprié, la couleur de la surface soudée peut être utilisée pour l'identifier.
La relation entre la couleur et l'effet protecteur des soudures en acier inoxydable est présentée dans le tableau 5-83.
Tableau 5-83 Relation entre la couleur et l'effet protecteur des soudures en acier inoxydable
| Couleurs des cordons de soudure | Blanc argenté, jaune doré | Bleu | Rouge-gris | Gris | Noir |
| Efficacité de la protection | Excellent | Bon | Juste | Pauvre | Pire |
La relation entre la couleur et l'effet protecteur des soudures de titane et d'alliage de titane est indiquée dans le tableau 5-84.
Tableau 5-84 Relation entre la couleur des soudures de titane et d'alliages de titane et l'effet de protection
| Couleurs des cordons de soudure | Argent-Blanc | L'or | Pourpre-bleu | Bleu-gris | Jaune-blanc |
| Efficacité de la protection | Excellent | Bon | Juste | Pauvre | Pire |
Voir le tableau 5-85 pour le débit d'argon, l'ouverture de la buse et la distance par rapport à la pièce.
Tableau 5-85 Débit d'argon, ouverture de la buse et distance par rapport à la pièce à usiner
| Méthodes de soudage | Débit d'argon approprié (L/min) | Diamètre de la buse (mm) | Distance entre la buse et la pièce (mm) |
| Soudage au gaz inerte de tungstène (TIG) | 3~25 | 5 ~20 | 5 ~12 |
| Soudage au gaz inerte métallique (MIG) | 10~50 | ≤30 | 8~15 |
Voir le tableau 5-86 pour la relation entre le courant de soudage, le diamètre de la buse et le débit de gaz.
Tableau 5-86 Relation entre le courant de soudage, le diamètre de la buse et le débit de gaz
| Courant de soudage /A | Soudage en courant continu | AC Welding | ||
| Diamètre de la buse /mm | Débit de gaz / (L/min) | Diamètre de la buse /mm | Débit de gaz / (L/min) | |
| 10 ~100 | 4~9.5 | 4 ~5 | 8~9.5 | 6~8 |
| 101 ~150 | 4 ~9.5 | 4~7 | 9.5~11 | 7 ~10 |
| 151~200 | 6~13 | 6~8 | 11 ~13 | 7 ~10 |
| 201~300 | 8~13 | 8~9 | 13 ~ 16 | 8 ~15 |
| 301~500 | 13 ~16 | 9~12 | 16 ~19 | 8~15 |
Remarque : le courant de soudage maximal autorisé pour les buses métalliques est de 500 A, et de 300 A pour les buses en céramique.
Les paramètres de soudage TIG automatique comprennent les paramètres de soudage manuel à l'arc à l'électrode de tungstène et à l'argon et la vitesse d'alimentation du fil. La vitesse d'alimentation du fil doit correspondre à la vitesse de soudage et au courant de soudage. L'impact des paramètres de soudage TIG sur la formation et la qualité de la soudure est rarement indépendant dans la production réelle, comme dans les processus de soudage TIG manuel, où seuls le courant de soudage et le débit d'argon sont spécifiés.
Lors du soudage TIG automatique, les paramètres de soudage qui doivent être contrôlés sont le courant de soudage, la tension de l'arc, la vitesse de soudage, le débit d'argon, le diamètre du fil et la vitesse d'alimentation du fil. En outre, lors du soudage de métaux particulièrement réactifs tels que le titane, il est nécessaire de renforcer la protection de la zone à haute température et de prendre des mesures de protection strictes.
Tableau 5-87 Paramètres de soudage TIG manuel pour l'aluminium et les alliages d'aluminium, l'acier inoxydable
| Matériau | Épaisseur de la plaque/mm | Type de rainure | Nombre de couches de soudure (avant/arrière) | Diamètre de l'électrode en tungstène/mm | Diamètre du fil de soudure/mm | Température de préchauffage/°C | Courant de soudage/A | Débit d'argon/(L/min) | Ouverture de la buse/mm |
| Aluminium et alliages d'aluminium | 1 | Bord biseauté | Front 1 | 2 | 1.6 | - | 45 ~ 60 | 7~9 | 8 |
| 1.5 | Biseautée ou en I | Front 1 | 2 | 1.6~2.0 | - | 50~80 | 7~9 | 8 | |
| 2 | Rainure en I | Front 1 | 2 ~3 | 2~2.5 | - | 90 ~120 | 8 ~12 | 8~12 | |
| 3 | Rainure en Y | Front 1 | 3 | 2~3 | - | 150 ~180 | 8~12 | 8~12 | |
| 4 | 1~2/1 | 4 | 3 | - | 180 ~200 | 10~15 | 8~12 | ||
| 5 | 1~2/1 | 4 | 3~4 | - | 180~240 | 10~15 | 10 ~12 | ||
| 6 | 1~2/1 | 5 | 4 | - | 240~280 | 16~20 | 14 ~16 | ||
| 8 | 2 /1 | 5 | 4~5 | 100 | 260~320 | 16~20 | 14 ~16 | ||
| 10 | 3~4/1~2 | 5 | 4~5 | 100 ~150 | 280~340 | 16~20 | 14 ~16 | ||
| 12 | 3~4/1~2 | 5 ~6 | 4~5 | 150~200 | 300~360 | 18~22 | 16~20 | ||
| 14 | 3 ~4/1~2 | 5 ~6 | 5~6 | 180~200 | 340~380 | 20~24 | 16 ~20 | ||
| 16 | 4~5/1~2 | 6 | 5~6 | 200 ~220 | 340~380 | 20~24 | 16~20 | ||
| 18 | 4~5/1~2 | 6 | 5~6 | 200~240 | 360~400 | 25~30 | 16~20 | ||
| 20 | 4~5/1~2 | 6 | 5~6 | 200~260 | 360~400 | 25~30 | 20~22 | ||
| 16 ~20 | Rainure en X | 2~3/2~3 | 6 | 5~6 | 200~260 | 300~380 | 25~30 | 16~20 | |
| 22~25 | 3 ~4/3 ~4 | 6 ~7 | 5~6 | 200~260 | 360~400 | 30~35 | 20~22 | ||
| Acier inoxydable | 1 | Joint en bout | 1 | 2 | 1.6 | - | 7~28 | 3~4 | 12~47① |
| 1.2 | Joint en bout | 1 | 2 | 1.6 | - | 15 | 3~4 | 25① | |
| 1.5 | Joint en bout | 1 | 2 | 1.6 | - | 5 ~19 | 3~4 | 8~32① |
① Vitesse de soudage, en cm/min.
Tableau 5-88 Paramètres de soudage TIG manuel pour l'acier au carbone et l'acier faiblement allié
| Épaisseur de la soudure/mm | Courant de soudage/A | Diamètre du fil/mm | Vitesse de soudage/(mm/min) | Débit de gaz/(L/min) |
| 0.9 | 100 | ф1.6 | 300~370 | 4~5 |
| 1.2 | 100~125 | ф1.6 | 300~450 | 4~5 |
| 1.5 | 100 ~140 | ф1.6 | 300~450 | 4~5 |
| 2.5 | 140~180 | ф2 | 300 ~450 | 5~6 |
| 3.2 | 150 ~200 | ф3 | 250~300 | 5~6 |
Tableau 5-89 Paramètres de soudage TIG manuel pour le cuivre et les alliages de cuivre
| Matériau | Épaisseur de la soudure/mm | Type de rainure | Electrode en tungstène | Diamètre de l'électrode/mm | Diamètre du fil d'apport/mm | Courant de soudage/A | Diamètre de la buse/mm | Débit de gaz/(L/min) | Température de préchauffage/°C |
|---|---|---|---|---|---|---|---|---|---|
| Cuivre | <1.5 | Monovolume | Thoriée | 2.4 | 2 | 140-180 | 8 | 6-8 | - |
| 2-3 | Monovolume | Thoriée | 3.2 | 3 | 160-280 | 8-10 | 6-10 | - | |
| 4-5 | Rainure en V | Thoriée | 4 | 3-4 | 250-350 | 10-12 | 8-12 | 100-150 | |
| 6-10 | Rainure en V | Thoriée | 5 | 4-5 | 300-400 | 10-12 | 10-14 | 300-500 | |
| Laiton | 1.2 | Joint d'étanchéité | Thoriée | 3.2 | - | 160-180 | 8 | 7 | - |
| Étain Laiton | 2 | Monovolume | Thoriée | 3.2 | 3 | 180-200 | 8 | 7 | - |
| Étain Phosphore | <1.6 | Monovolume | Thoriée | 3.2 | 1.6 | 90-150 | 10-12 | 8-12 | - |
| Bronze | 1.6-3.2 | Monovolume | Thoriée | 3.2 | 2-3 | 100-220 | 10-12 | 8-12 | - |
| Aluminium Bronze | <1.6 | Monovolume | Cérié | 1.6 | 1.6 | 25-80 | 10-12 | 9-10 | - |
| 3.2 | Monovolume | Cérié | 3.2 | 2-3 | 160-210 | 10-12 | 10-12 | - | |
| 9.5 | Rainure en V | Cérié | 4 | 4 | 210-330 | 10-12 | 12-13 | - | |
| Bronze au silicium | 1.6 | Monovolume | Cérié | 1.6 | 1.6 | 100-120 | 8 | 7 | - |
| 3.2 | Monovolume | Thoriée | 2.4 | 2 | 130-150 | 8 | 7 | - | |
| 6.4 | Rainure en V | Thoriée | 3.2 | 3 | 200-250 | 10 | 9 | - | |
| 9.5 | Rainure en V | Thoriée | 3.2 | 3 | 230-280 | 10 | 9 | - | |
| Nickel Bronze | <3.2 | Monovolume | Thoriée | 3.2 | 2-3 | 250-300 | 12-14 | 12-14 | - |
| 3.2-9.5 | Rainure en V | Thoriée | 4 | 3 | 280-320 | 12-14 | 12-14 | - |
Tableau 5-90 Soudage TIG manuel du titane et des alliages de titane (connexion positive DC, assemblage bout à bout) paramètres de soudage
| Épaisseur de la plaque/mm | Type de biseau | Nombre de couches de soudure | Diamètre de l'électrode en tungstène/mm | Diamètre du fil/mm | Courant de soudage/A | Débit d'argon/(L/min) | Diamètre de la buse/mm | Notes | ||
| Buse principale | Bouclier anti-dérapant | Face arrière | ||||||||
| 0.5 | Biseau en V simple | 1 | 1.5 | 1.0 | 30 ~50 | 8~10 | 14~16 | 6~8 | 10 | Espace entre les joints de 0,5 mm, le titane ne peut pas non plus être ajouté. Espace entre les fils 1.0mm |
| 1 | 1 | 2.0 | 1.0~2.0 | 40~60 | 8~10 | 14~16 | 6~8 | 10 | ||
| 1.5 | 1 | 2.0 | 1.0~2.0 | 60~80 | 10~12 | 14~16 | 8~10 | 10 ~12 | ||
| 2 | 1 | 2.0~3.0 | 1.0~2.0 | 80~110 | 12~14 | 16~20 | 10~12 | 12 ~14 | ||
| 2.5 | 1 | 2.0~3.0 | 2.0 | 110~120 | 12~14 | 16~20 | 10~12 | 12 ~14 | ||
| 3 | Biseau simple-Y | 1 ~2 | 3.0 | 2.0~3.0 | 120~140 | 12~14 | 16~20 | 10~12 | 14 ~18 | Espace en biseau 2~3mm, bord émoussé 0,5mm L'arrière de la soudure est revêtu d'une plaque d'appui en acier. Angle de biseau 60°~65° |
| 3.5 | 1~2 | 3.0~4.0 | 2.0~3.0 | 120~140 | 12~14 | 16~20 | 10~12 | 14 ~18 | ||
| 4 | 2 | 3.0~4.0 | 2.0~3.0 | 130~150 | 14~16 | 20~25 | 12~14 | 18 ~20 | ||
| 4 | 2 | 3.0~4.0 | 2.0~3.0 | 200 | 14~16 | 20~25 | 12~14 | 18 ~20 | ||
| 5 | 2~3 | 4.0 | 3.0 | 130~150 | 14~16 | 20~25 | 12~14 | 18~20 | ||
| 6 | 2~3 | 4.0 | 3.0~4.0 | 140~180 | 14~16 | 25~28 | 12~14 | 18~20 | ||
| 7 | 2~3 | 4.0 | 3.0~4.0 | 140~180 | 14~16 | 25~28 | 12~14 | 20~22 | ||
| 8 | 3 ~4 | 4.0 | 3.0~4.0 | 140~180 | 14~16 | 25~28 | 12~14 | 20~22 | ||
| 10 | Biseau double Y | 4~6 | 4.0 | 3.0~4.0 | 160~200 | 14~16 | 25~28 | 12~14 | 20~22 | Angle de biseau 60°, bord émoussé 1mm Angle de biseau 55°, bord émoussé 1,5-2,0 mm Angle de biseau 55°, bord émoussé 1,5~2,0mm, écart 1,5mm |
| 13 | 6~8 | 4.0 | 3.0~4.0 | 220~240 | 14~16 | 25~28 | 12~14 | 20~22 | ||
| 20 | 12 | 4.0 | 4.0 | 200~240 | 12~14 | 20 | 10~12 | 18 | ||
| 22 | 6 | 4.0 | 4.0~5.0 | 230~250 | 15~18 | 18~20 | 18~20 | 20 | ||
| 25 | 15~16 | 4.0 | 3.0~4.0 | 200~220 | 16~18 | 26~30 | 20~26 | 22 | ||
| 30 | 17~18 | 4.0 | 3.0~4.0 | 200~220 | 16~18 | 26~30 | 20~26 | 22 | ||
Tableau 5-91 Paramètres de soudage TIG automatisé pour l'aluminium et les alliages d'aluminium
| Matériau | Épaisseur de la plaque/mm | Nombre de couches de soudure | Diamètre de l'électrode en tungstène/mm | Diamètre du fil/mm | Courant de soudage/A | Débit d'argon/(L/min) | Ouverture de la buse/mm | Vitesse de dévidage du fil/(cm/min) |
| Aluminium et alliages d'aluminium | 1 | 1 | 1.5 ~2 | 1.6 | 120 ~160 | 5~6 | 8~10 | - |
| 2 | 1 | 3 | 1.6~2 | 180 ~220 | 12 ~14 | 8 ~10 | 108 ~117 | |
| 3 | 1~2 | 4 | 2 | 220~240 | 14 ~18 | 10 ~14 | 108~117 | |
| 4 | 1~2 | 5 | 2~3 | 240~280 | 14 ~18 | 10 ~14 | 117 ~ 125 | |
| 5 | 2 | 5 | 2~3 | 280 ~320 | 16 ~ 20 | 12 ~16 | 117 ~ 125 | |
| 6~8 | 2~3 | 5~6 | 3 | 280 ~320 | 18~24 | 14 ~18 | 125~133 | |
| 8~12 | 2~3 | 6 | 3~4 | 300 ~340 | 18~24 | 14 ~18 | 133 ~142 | |
| Acier inoxydable | 1.5 | 1 | 2 | 1.6 | 125 ~130 | 8~10 | 260 | |
| 2 | 1 | 3 | 1.6 | 138~142 | 6~8 | 260 |
Tableau 5-92 Paramètres de soudage TIG automatisé pour le titane et les alliages de titane (DC positif, assemblage bout à bout)
| Épaisseur de la plaque / mm | Type de biseau | Nombre de couches de soudage | Dimensions de la bande d'appui dans la rainure de formage | Diamètre de l'électrode en tungstène / mm | Diamètre du fil / mm | Courant de soudage / A | Tension d'arc / V | Vitesse de soudage / (cm/min) | Débit d'argon / (L/min) | |||
| Largeur / mm | Profondeur / mm | Buse principale | Bouclier de protection | Face arrière | ||||||||
| 1 | I-grove | 1 | 5 | 0.5 | 1.6 | 1.2 | 70~100 | 12~15 | 30~37 | 8~10 | 12~14 | 6~8 |
| 1.2 | I-grove | 1 | 5 | 0.7 | 2 | 1.2 | 100~120 | 12~15 | 30~37 | 8~10 | 12~14 | 6~8 |
| 1.5 | I-grove | 1 | 5 | 0.7 | 2 | 1.2~1.6 | 120~140 | 14~16 | 37~40 | 10~12 | 14~16 | 8~10 |
| 2 | I-grove | 1 | 6 | 1 | 2.5 | 1.6~2.0 | 140~160 | 14~16 | 33~37 | 12~14 | 14~16 | 10~12 |
| 3 | I-grove | 1 | 7 | 1.1 | 3 | 2.0~3.0 | 200~240 | 14~16 | 32~35 | 12~14 | 16~18 | 10~12 |
| 4 | Biseau simple avec espacement de 2 mm | 2 | 8 | 1.3 | 2 | 3 | 200~260 | 14~16 | 32~33 | 14~16 | 18~20 | 12~14 |
| 6 | Rainure en Y 60 | 3 | - | - | 4 | 3 | 240~280 | 14~18 | 30~37 | 14~16 | 20~24 | 14~16 |
| 10 | Rainure en Y 60 | 3 | - | - | 4 | 3 | 200~260 | 14~18 | 15~20 | 14~16 | 18~20 | 12~14 |
| 13 | Double rainure en Y 60 | 4 | - | - | 4 | 3 | 220~260 | 14~18 | 33~42 | 14~16 | 18~20 | 12~14 |
Tableau 5-93 Paramètres de soudage TIG pour les tuyaux en acier inoxydable austénitique (soudage en suspension)
| Épaisseur/mm | Forme du biseau | Courant de soudage/A | Vitesse de soudage/(mm/min) | Notes |
| 1.5 |  | 100 ~110 | 460 ~480 | Utilisé pour le soudage en hauteur de tubes ronds et carrés, avec protection par gaz argon à l'intérieur du tube pour protéger l'arrière de la soudure. |
| 2 | 120 ~130 | 400 ~410 | ||
| 3 | 190~200 | 300 ~310 |
Tableau 5-94 Paramètres de soudage pour la passe racine du soudage TIG multicouche de tubes à paroi épaisse en acier inoxydable
| Diamètre du fil / mm | Diamètre de l'électrode en tungstène / mm | Polarité du courant | Courant de soudage / A | Tension d'arc / V | Vitesse de soudage / (cm/min) | Méthode de tissage | Gaz de protection | |
| Les types | Débit / (L/min) | |||||||
| 2.0(1.6) | 1.6 | Courant continu | 50~130 | 9~16 | 4~14 | Oscillation transversale | Pureté de l'argon (fraction volumique) supérieure à 99,9% | 8~15 |
| 2.4 | 2.4 | Tangente | ||||||