
Comment calculer le poids de la tôle : Formules essentielles
Vous vous êtes déjà demandé comment calculer rapidement le poids d'une tôle ? Cet article dévoile une formule simple qui prend en compte le...
Ce guide explore l'art du façonnage manuel de la tôle, en détaillant des techniques telles que le pliage à l'aide d'outils simples et la prévention des défauts courants. À la fin, vous comprendrez les méthodes de façonnage manuel du métal, les défis à relever et les conseils pratiques pour obtenir des résultats de haute qualité avec un minimum d'équipement. Plongez dans cet ouvrage pour découvrir le processus fascinant qui consiste à transformer des tôles plates en structures complexes.

La méthode de traitement consistant à plier des tôles ou des profilés à l'aide de machines et d'outils manuels simples est appelée formage par pliage manuel. Le formage par pliage manuel ne nécessite pas de conditions de traitement élevées et est très souple d'utilisation. Cependant, il implique une intensité de travail élevée, une faible précision des pièces pliées et une faible productivité. C'est pourquoi il est souvent utilisé pour le traitement du pliage lorsqu'il y a très peu de pièces. En outre, il est également couramment utilisé pour le pliage manuel lorsque les conditions d'équipement sont insuffisantes ou que le formage mécanique est difficile.
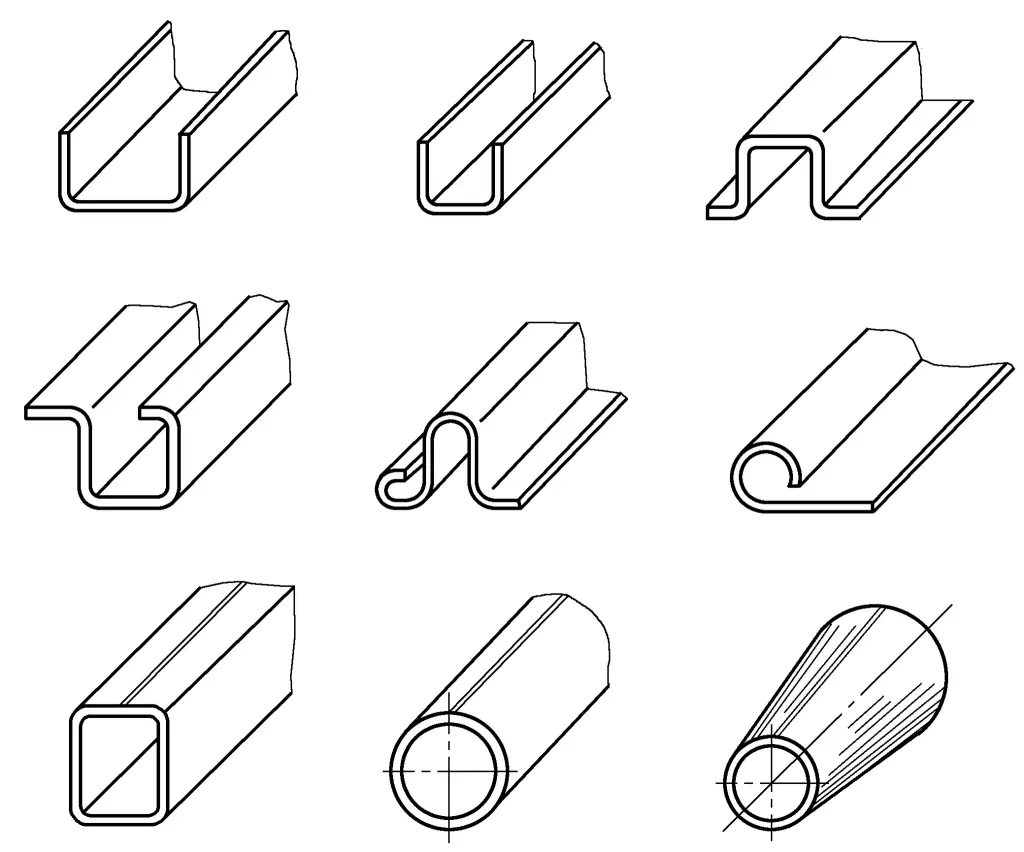
La figure 4-1 présente diverses pièces de tôle pliée typiques.
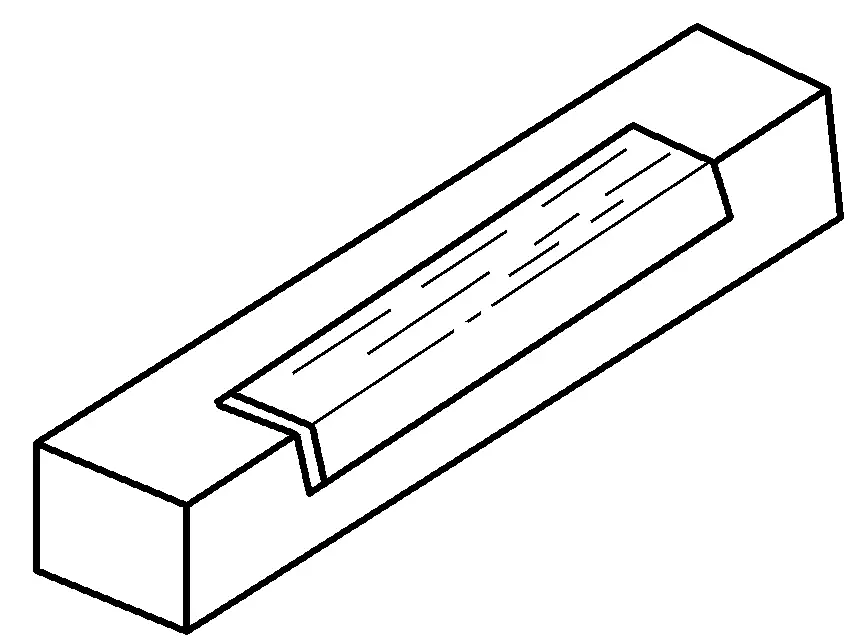
Tout d'abord, tracez la ligne de pliage sur la feuille, puis alignez la ligne de pliage avec le coin du fer carré, tenez la feuille avec la main gauche et utilisez un maillet en bois avec la main droite pour plier les deux extrémités à un certain angle pour le positionnement, puis pliez-la complètement pour lui donner sa forme, comme le montre la figure 4-2.
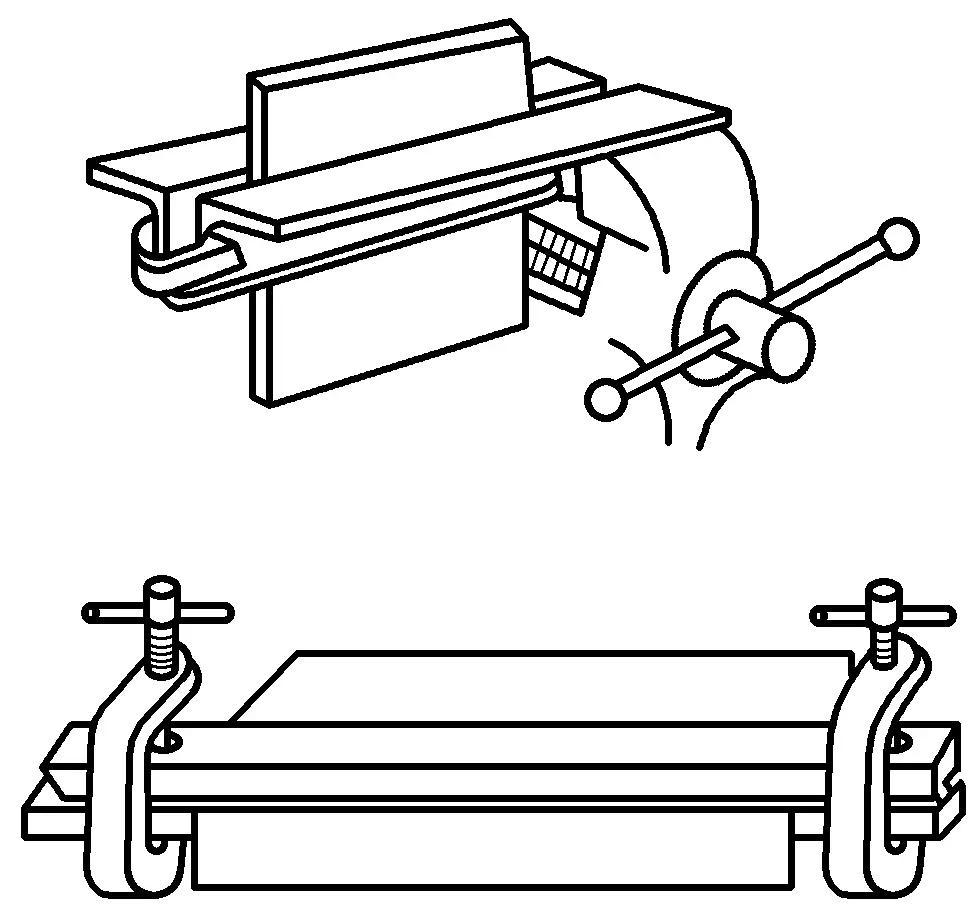
Pour plier des tôles larges et épaisses, vous pouvez serrer la tôle entre deux cornières sur un étau ou utiliser une pince en forme d'arc pour maintenir la tôle, puis la plier à l'aide d'un maillet en bois, comme illustré à la figure 4-3.
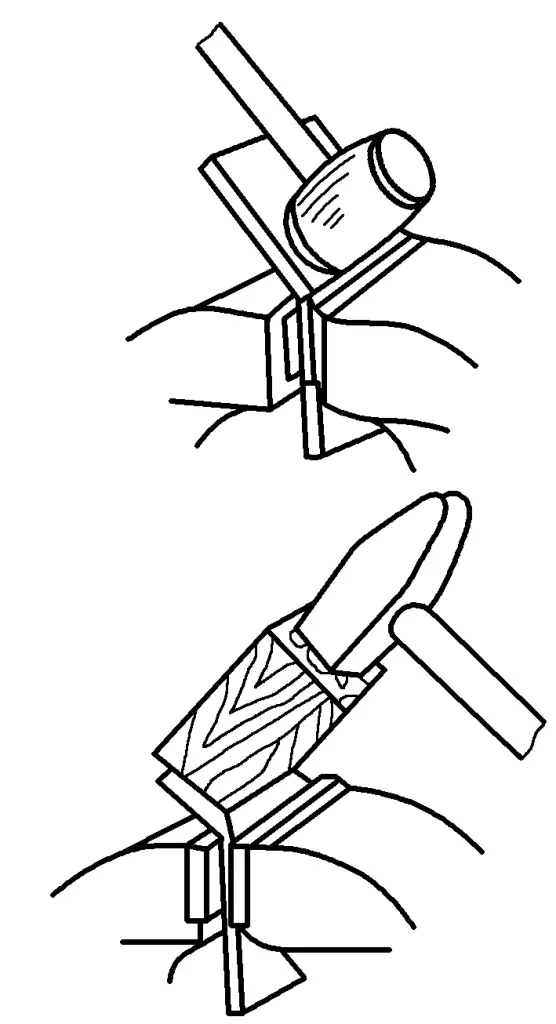
Tout d'abord, tracez une ligne au niveau de l'angle de pliage de la feuille, alignez la ligne avec les mâchoires de l'étau et serrez-la, puis utilisez un maillet en bois pour marteler le long de la base de la feuille. Lorsque la longueur saillante de l'extrémité de la feuille est courte, vous pouvez placer un bloc de bois au niveau de l'angle de pliage et utiliser un maillet en bois pour marteler indirectement la feuille, comme le montre la figure 4-4.
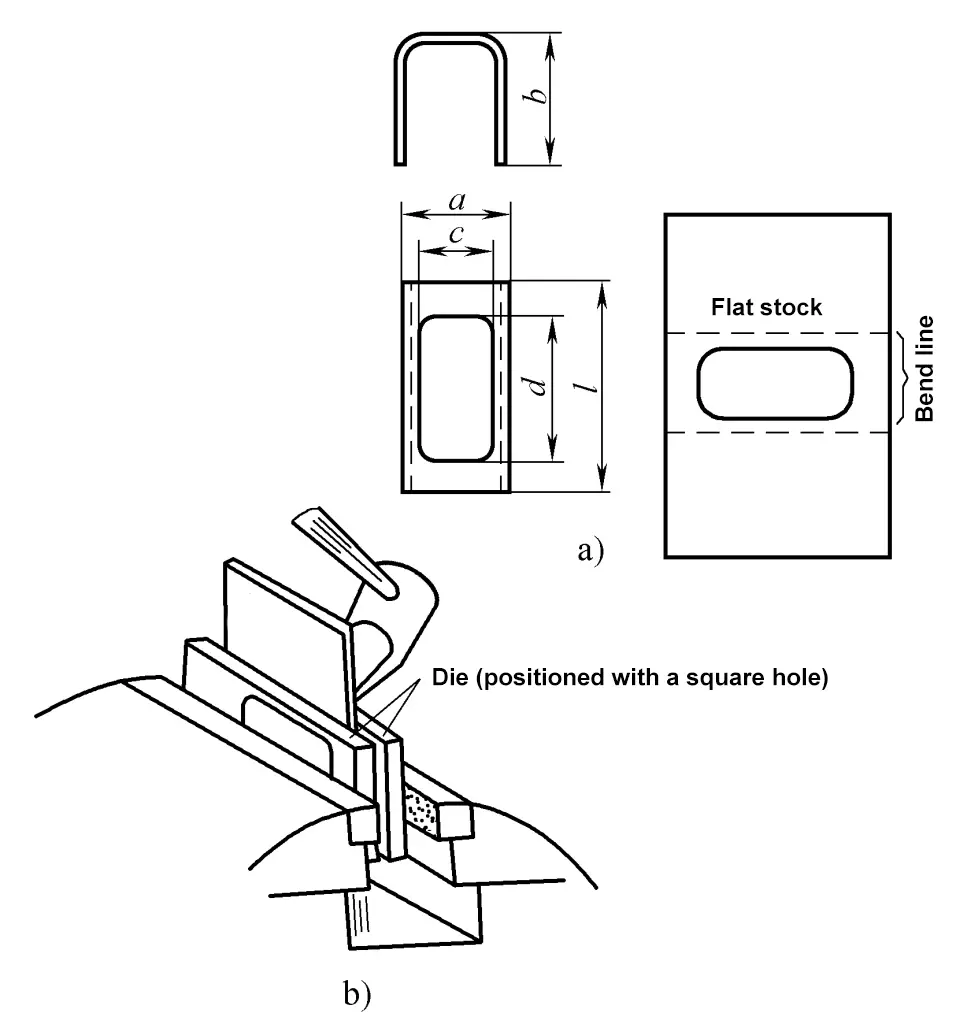
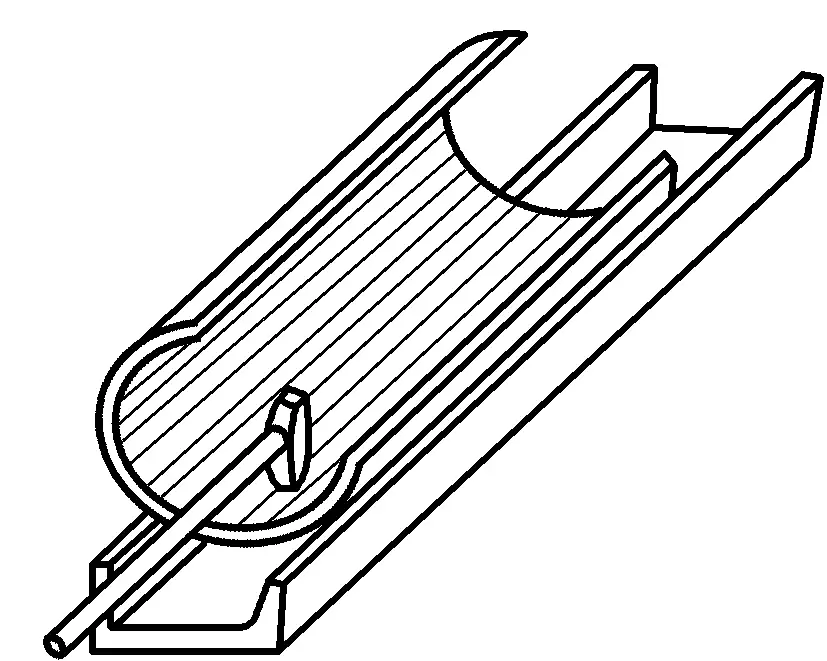
La figure 4-5a montre la pièce à cintrer et l'ébauche dépliée. Si des trous sont percés sur l'ébauche avant le pliage, étant donné que les dimensions c et a sont proches, la distance entre la ligne de pliage et le bord intérieur du trou est très faible, ce qui augmente la difficulté du pliage. Il est donc possible d'utiliser un moule pour le fixer sur l'étau, en utilisant le trou carré de l'ébauche pour le positionner, comme le montre la figure 4-5b, puis de le plier en le martelant à l'aide d'un maillet en bois.
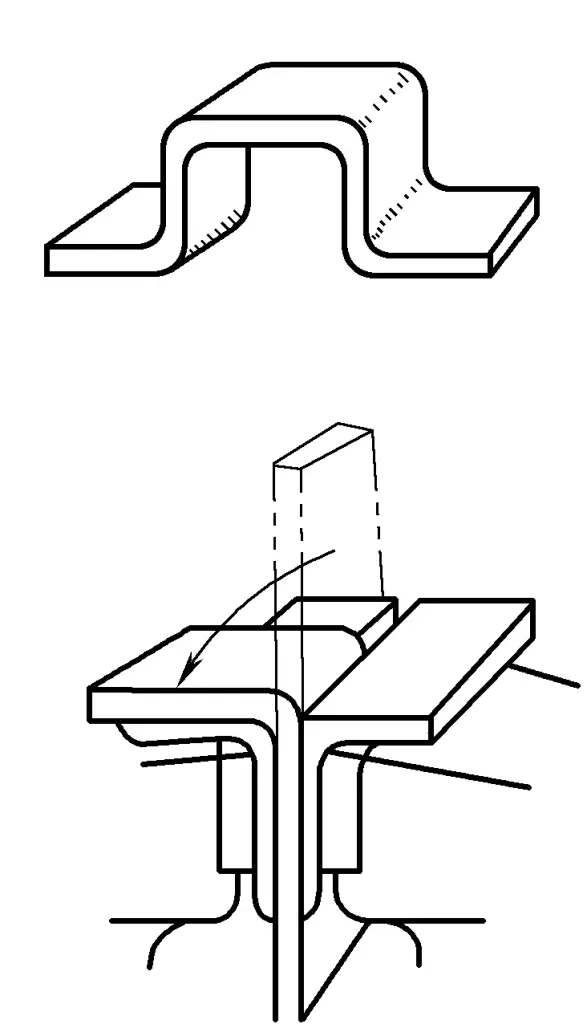
1) Tracer quatre lignes de pliage aux coins de l'ébauche comme référence pour le pliage, serrer l'ébauche dans l'étau et plier l'un des coins du milieu, comme le montre la figure 4-6.
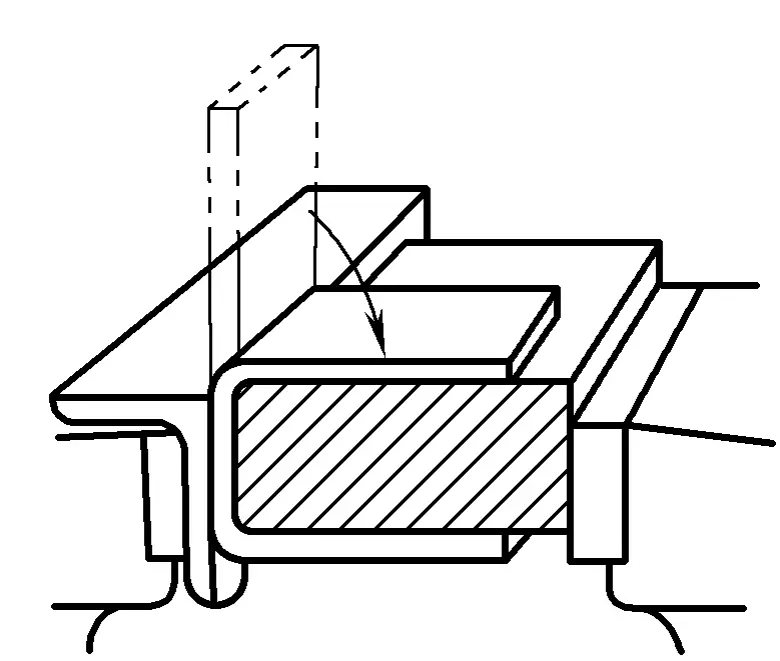
2) Fixer l'ébauche sur l'étau avec une cale, plier un autre coin, l'épaisseur de la cale doit être inférieure à la distance entre les deux coins, comme le montre la figure 4-7.
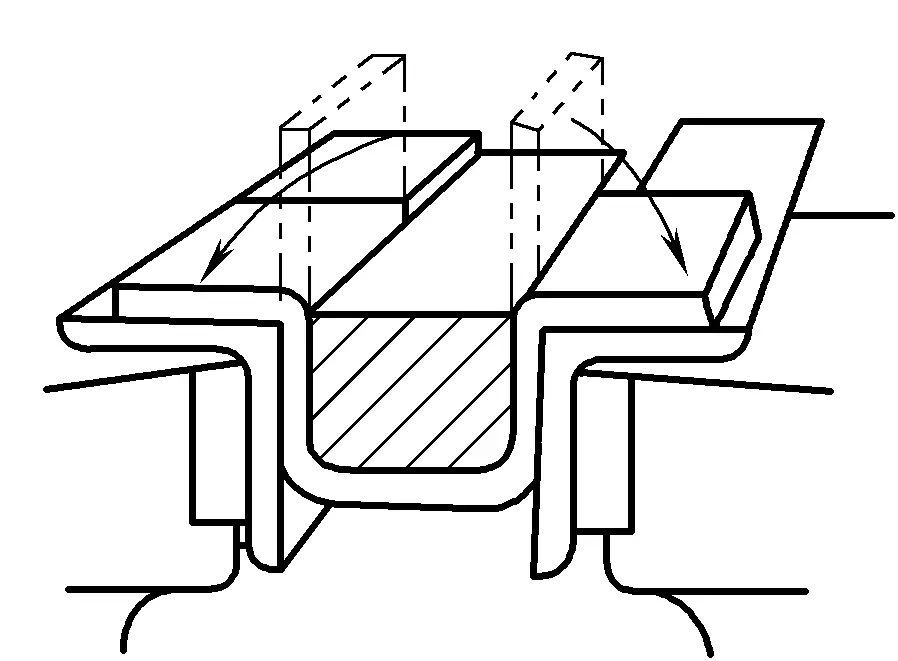
3) Utilisez une autre cale pour plier les deux derniers coins, comme le montre la figure 4-8.
1) Tracer des lignes parallèles à la ligne de pliage sur la tôle comme référence pour le martelage lors de l'arrondi ; utiliser de l'acier rond ou un mandrin pour plier les deux extrémités de la tôle de manière à ce que le rayon de courbure soit égal ou légèrement inférieur au rayon de courbure requis. rayon de courbure. Comme le montre la figure 4-9.
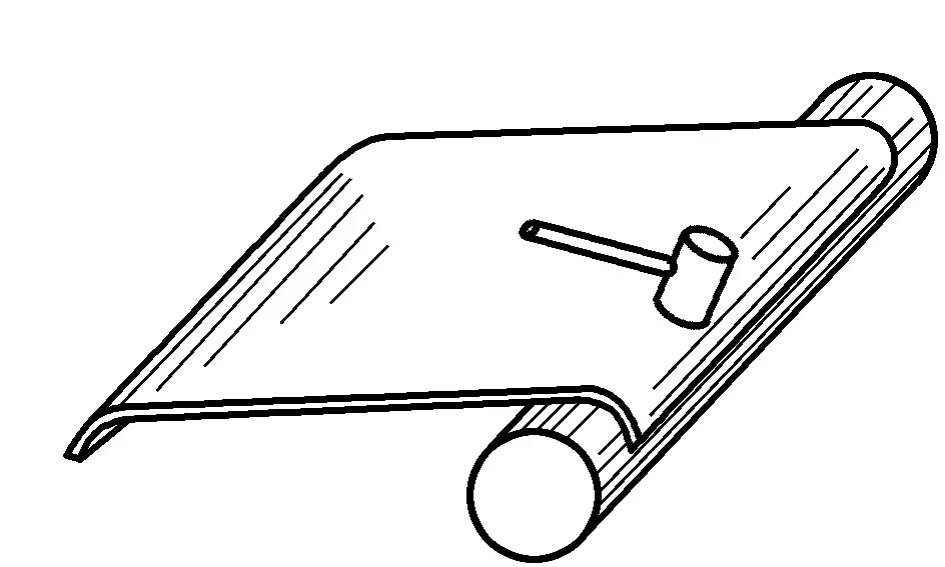
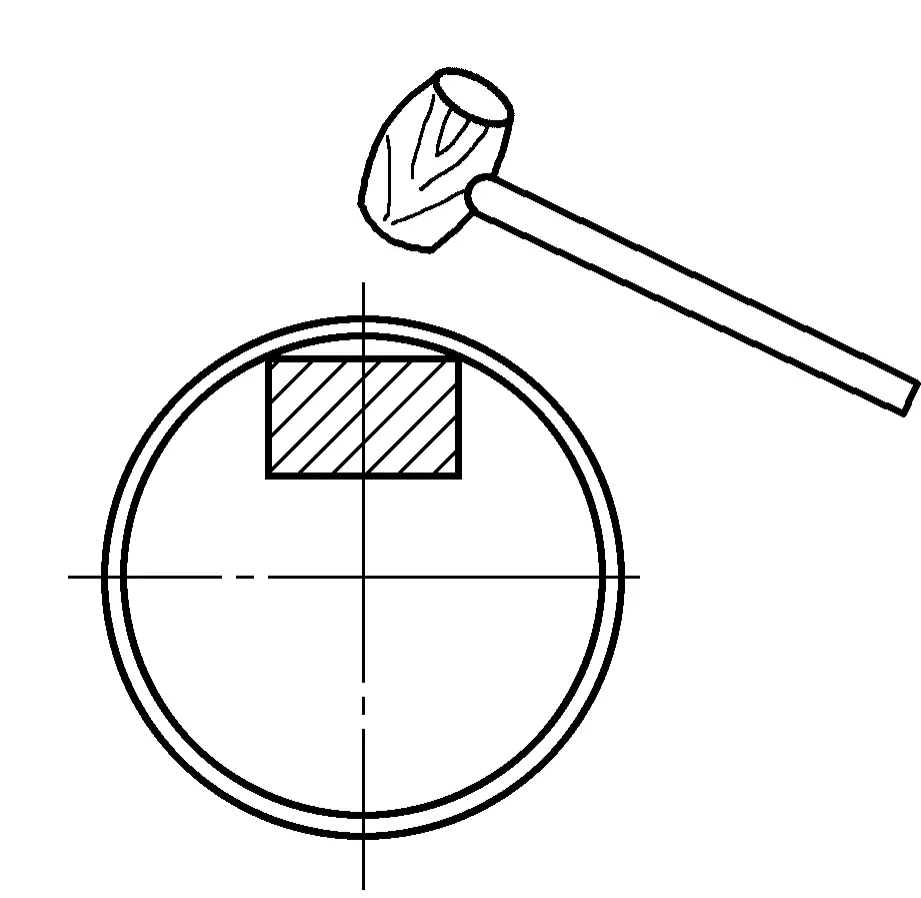
2) Placez les extrémités pliées de la tôle sur un rail en acier ou à côté du rail, et frappez avec un marteau de forme, en pliant des deux extrémités vers le milieu. Comme le montre la figure 4-10.
3) Placez le cylindre sur le mandrin pour l'arrondir. Comme le montre la figure 4-11.
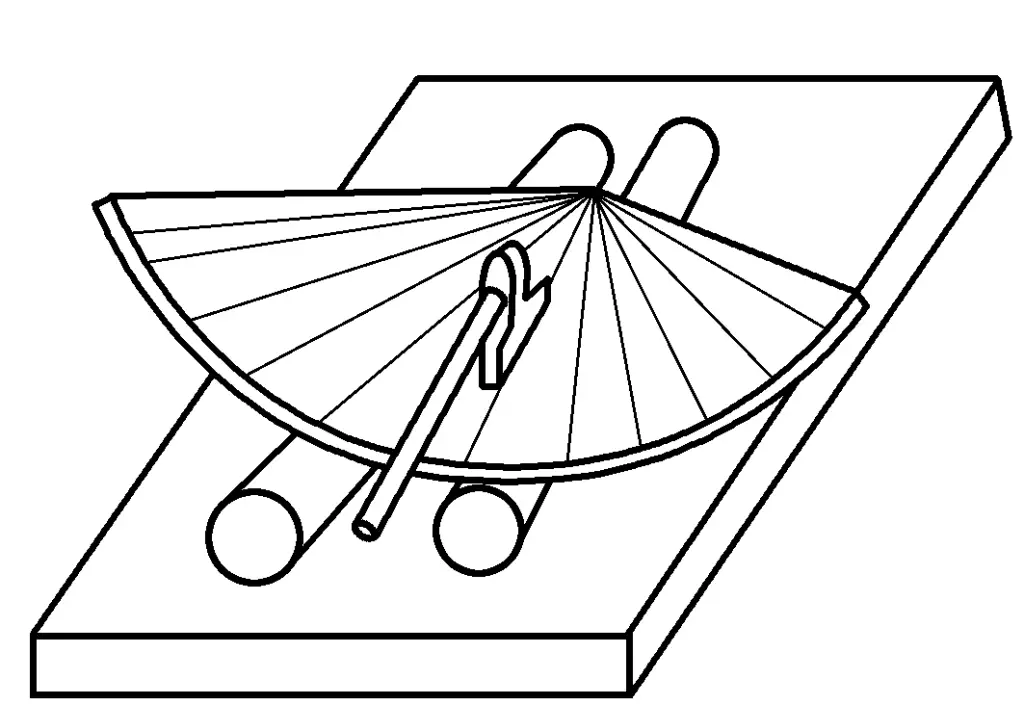
Tracez d'abord des lignes de pliage radiales sur la tôle, puis placez la tôle sur deux aciers ronds et utilisez un marteau de forme pour marteler le long de l'axe de la tôle, en pliant d'abord les extrémités, puis le milieu. Comme le montre la figure 4-12.
Au cours du processus de pliage, des défauts tels que des fissures de pliage, un retour élastique, un décalage et des bords de pliage irréguliers se produisent souvent, comme le montre la figure 4-13.
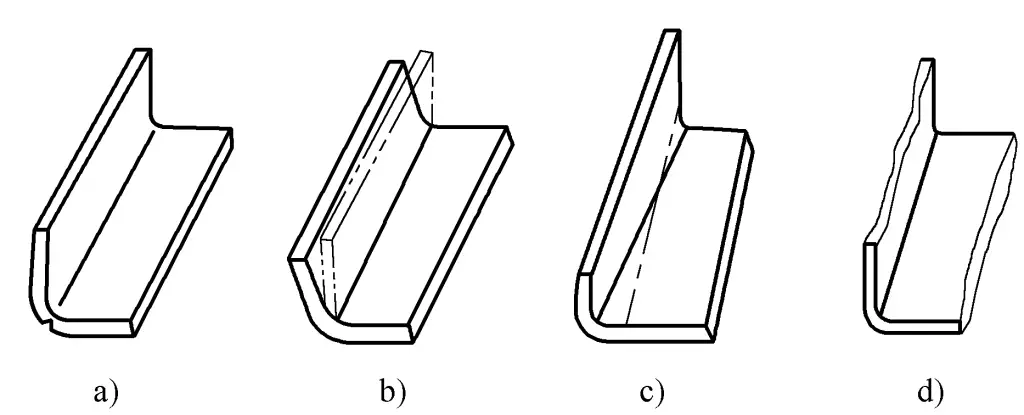
a) Fissures de flexion
b) Retour élastique
c) Décalage
d) Arêtes de flexion inégales
Parmi elles, les fissures de flexion constituent un défaut plus grave et plus courant.
Les fissures de pliage sont fortement liées au rayon de pliage minimal, aux propriétés mécaniques du matériau, à la qualité de la surface de la tôle, à la qualité de la surface cisaillée et à la direction des fibres du matériau. Pour éviter les fissures de flexion, les mesures suivantes sont souvent prises :
1) Le rayon de courbure doit être supérieur au rayon de courbure minimal.
2) Utiliser le pliage à chaud ou recuire la tôle avant le pliage pour améliorer sa plasticité.
3) Améliorer la qualité de la surface de cisaillement ou meuler à l'aide d'une meule pour éliminer les facteurs de concentration de contraintes.
4) Lors de la mise en place du matériau, éviter que la ligne de pliage ne coïncide avec la direction des fibres du matériau.
5) La longueur du bord droit des pièces pliées ne doit généralement pas être inférieure à deux fois l'épaisseur de la plaque afin de garantir un couple de flexion suffisant.
S'il s'agit de moins de deux fois, la règle peut être prolongée de manière appropriée et coupée après le pliage.
6) Pour éviter la déformation de la section transversale de l'ébauche, la largeur de pliage de la tôle ne doit généralement pas être inférieure à trois fois l'épaisseur de la plaque. Si elle est inférieure à trois fois, plusieurs pièces doivent être pliées ensemble sur la même tôle, puis coupées après le pliage.
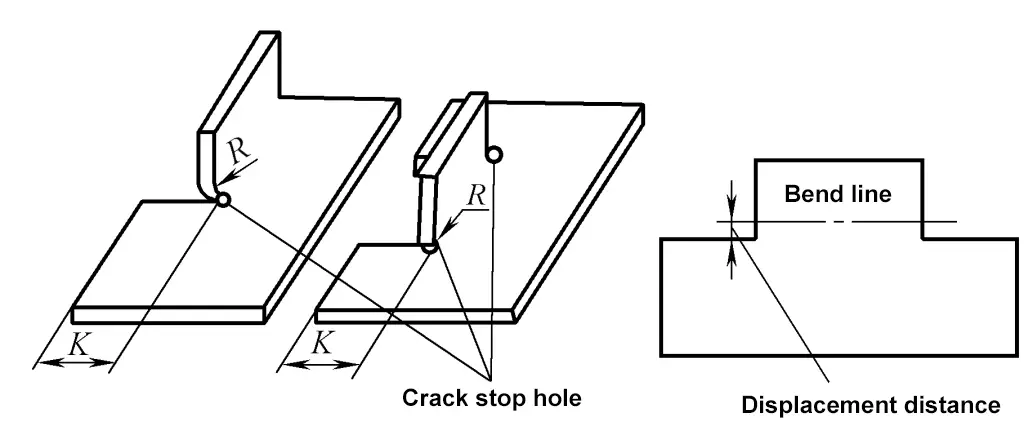
7) Pour les pièces qui doivent être pliées en arêtes localement, afin d'éviter les fissures de pliage dans les coins, prépercez des trous d'arrêt des fissures ou déplacez la ligne de pliage vers l'extérieur d'une certaine distance, comme le montre la figure 4-14.
8) Lorsque le rayon de la pièce pliée est faible, pour éviter les fissures de pliage, il convient de veiller à la qualité de la surface de l'ébauche, d'éliminer les bavures et autres défauts de surface de la surface de cisaillement, ou de placer la surface de mauvaise qualité à l'intérieur du pli, de sorte qu'elle soit soumise à la compression et moins susceptible de se fissurer.
9) Lorsqu'un chauffage est nécessaire pour le pliage, la température de chauffage du matériau doit être bien contrôlée et la température de surface du chauffage doit être uniforme. Pendant le pliage, il faut veiller à ce que la température du moule ne soit pas trop élevée afin d'éviter les déformations.
10) Formage par pliage les opérations doivent être effectuées en stricte conformité avec les règles techniques de sécurité de l'entreprise.







