Bagaimana Anda dapat memastikan pembengkokan logam yang tepat dan aman di toko Anda? Artikel ini membahas hal-hal penting dalam menghitung tonase rem tekan, menjelaskan faktor-faktor penting seperti jenis material, ketebalan lembaran, dan panjang tekukan. Temukan cara menggunakan perhitungan ini untuk menghindari jebakan yang umum terjadi, memastikan umur panjang peralatan Anda dan kualitas tekukan Anda. Melalui tips praktis dan kalkulator interaktif, Anda akan mendapatkan kepercayaan diri untuk melakukan pembengkokan yang sempurna setiap saat.
Terakhir diperbarui:
23 Agustus 2024
Bagikan kesukaan Anda:
Daftar Isi
Apa Itu Tonase Rem Tekan?
Tonase rem tekan mengacu pada gaya yang diperlukan untuk membengkokkan logam menggunakan mesin rem tekan. Biasanya diukur dalam ton (ton pendek di AS) atau metrik ton (ton) per kaki atau meter panjang tekukan. Misalnya, rem tekan seberat 100 ton dapat mengerahkan gaya hingga 100 ton di sepanjang panjang alas.
Tonase yang dibutuhkan tergantung pada beberapa faktor:
Sifat material (jenis, ketebalan, kekuatan tarik)
Sudut tikungan
Lebar bukaan mati
Panjang tikungan
Tekan Kalkulator Tonase Rem
Seperti yang Anda ketahui, setiap negara menggunakan satuan yang berbeda, beberapa negara menggunakan satuan metrik dan negara lainnya menggunakan satuan Inggris. Untuk kenyamanan Anda, kalkulator tonase dari tekan rem mesin yang kami buat dapat memenuhi dua kebutuhan yang berbeda di atas secara bersamaan.
Jika Anda ingin mengetahui lebih lanjut tentang rumus perhitungan tonase rem tekan, Anda dapat merujuk ke artikel ini. Nikmatilah.
Bukaan V yang direkomendasikan dari cetakan bawah
Ketebalan material S
0,5-2,5mm
3-8mm
9-10mm
> 12mm
Bukaan V cetakan bawah
6×S
8×S
10×S
12×S
Membengkokkan jari-jari bagian dalam dari bukaan V-die
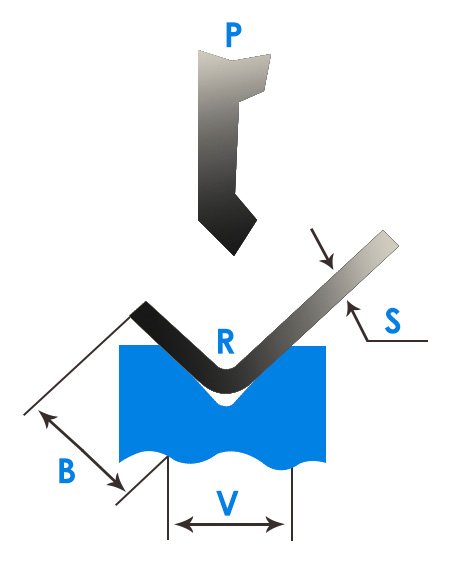
Menghitung kebutuhan tonase untuk operasi rem tekan sangat penting untuk memastikan pembengkokan yang akurat tanpa merusak peralatan atau benda kerja. Rumus standar yang digunakan untuk perhitungan tonase adalah sebagai berikut:
(ketika σb = 450N/mm²)
Di sini, P mewakili tonase yang dibutuhkan, S adalah ketebalan material (dalam mm), L adalah panjang tikungan (dalam mm), dan V adalah bukaan cetakan (dalam mm). Dalam rumus ini, σb adalah kekuatan tarik material (dalam N/mm²).
Variasi lain dari rumus untuk memperkirakan kebutuhan tonase adalah:
Kedua rumus ini menawarkan cara yang dapat diandalkan untuk menghitung tonase yang diperlukan untuk operasi tikungan udara.
Contoh perhitungan:
Bahan: baja ringan
Ketebalan: 4mm
Panjang lentur: 3000mm
Pembukaan cetakan: 8 × 4 = 32
Jika kita menghitung dengan rumus pertama, kita mendapatkan:
P = 650 × 4² × 3/32 = 975KN 975KN = 99,49 Ton
Jika kita menghitung dengan rumus kedua, kita mendapatkan: P=1.42×450×4²×3/32=958.5KN 958.5KN = 97.8Ton
Dengan menggunakan dua metode perhitungan yang berbeda, kami memperoleh tekanan pembengkokan yang mendekati 100 ton. Dengan mempertimbangkan faktor keamanan, kami merekomendasikan untuk memilih mesin tekuk dengan tekanan tekuk minimal 120 ton.
Variabel Utama dalam Perhitungan Tonase
Perhitungan tonase yang akurat bergantung pada pemahaman yang menyeluruh tentang beberapa variabel penting. Bagian ini membahas variabel-variabel tersebut secara rinci, mengeksplorasi bagaimana variabel-variabel tersebut berinteraksi dan memengaruhi gaya yang diperlukan untuk pembengkokan logam yang presisi.
A. Sifat material
Jenis bahan dan kekuatan tarik Material yang berbeda membutuhkan jumlah gaya yang berbeda untuk dibengkokkan karena struktur molekul dan sifat mekaniknya yang unik. Sifat utama yang mempengaruhi persyaratan tonase adalah kekuatan tarik.
Baja ringan (ASTM A36): Dengan kekuatan tarik sekitar 58.000 psi, ini sering digunakan sebagai garis dasar untuk perhitungan tonase.
Baja tahan karat (304): Memiliki kekuatan tarik sekitar 85.000 psi, membutuhkan kira-kira 1,5 kali tonase baja ringan.
Aluminium (6061-T6): Meskipun kekuatan tariknya lebih rendah yaitu 45.000 psi, sifat uniknya sering kali membutuhkan tonase yang mirip dengan baja ringan.
Sebuah studi yang diterbitkan dalam Journal of Materials Processing Technology (2021) menemukan bahwa baja berkekuatan tinggi dengan kekuatan tarik melebihi 100.000 psi dapat membutuhkan hingga 2,5 kali tonase baja ringan untuk operasi pembengkokan yang setara.
Ketebalan Ketebalan material memiliki efek eksponensial pada tonase yang dibutuhkan. Hubungan ini biasanya dinyatakan sebagai:
Tonase ∝ (Ketebalan)²
Sebagai contoh, menggandakan ketebalan material akan melipatgandakan tonase yang dibutuhkan. Hubungan ini dikonfirmasi dalam analisis komprehensif oleh Precision Metalforming Association, yang meneliti lebih dari 10.000 operasi pembengkokan di berbagai industri.
B. Parameter pembengkokan
Panjang tikungan Kebutuhan tonase meningkat secara linier dengan panjang tikungan. Rumus sederhana yang sering digunakan adalah:
Total Tonase = Tonase per kaki × Panjang tikungan (dalam kaki)
Misalnya, jika tikungan tertentu membutuhkan 20 ton per kaki, tikungan sepanjang 5 kaki akan membutuhkan kekuatan 100 ton.
Pembukaan V-die Lebar bukaan V-die secara signifikan memengaruhi kebutuhan tonase. Bukaan yang lebih lebar mengurangi gaya yang dibutuhkan tetapi dapat mempengaruhi akurasi tekukan. Lebar V-die yang optimal biasanya 8 kali ketebalan material untuk pembengkokan udara.
Sebuah studi dalam International Journal of Machine Tools and Manufacture (2023) menemukan bahwa meningkatkan lebar V-die dari 6 hingga 8 kali ketebalan material dapat mengurangi kebutuhan tonase hingga 25% sekaligus mempertahankan akurasi tikungan dalam ±0,5 derajat.
Sudut tikungan Sudut tikungan yang lebih tajam membutuhkan lebih banyak tenaga. Meskipun tikungan 90 derajat adalah yang paling umum, namun sudutnya bisa sangat bervariasi, tergantung pada aplikasinya.
Tikungan 30 derajat: Biasanya membutuhkan sekitar 60% tonase yang dibutuhkan untuk tikungan 90 derajat.
Tikungan 120 derajat: Mungkin memerlukan tonase hingga 130% untuk tikungan 90 derajat.
Hubungan ini ditetapkan melalui pengujian ekstensif oleh Fabricators & Manufacturers Association dan digunakan secara luas dalam kalkulator tonase standar industri.
C. Faktor perkakas
Perkakas standar V-dies dan punch standar adalah dasar untuk sebagian besar perhitungan tonase. Namun, bahkan dalam perkakas standar, variasi dapat memengaruhi persyaratan tonase:
Jari-jari pukulan: Radius yang lebih kecil biasanya memerlukan tonase yang lebih besar, tetapi menghasilkan tikungan yang lebih tajam.
Radius bahu mati: Radius yang lebih besar dapat mengurangi kebutuhan tonase tetapi dapat memengaruhi akurasi tikungan.
Perkakas khusus (misalnya, keliman, alat offset) Perkakas khusus sering kali memerlukan faktor penyesuaian terhadap perhitungan tonase standar:
Alat-alat hemming: Dapat membutuhkan hingga 4 kali tonase V-dies standar untuk bahan yang sama.
Alat pengimbang: Mungkin membutuhkan 1,5 hingga 2 kali tonase standar karena distribusi tegangan yang kompleks selama pembengkokan.
Survei tahun 2022 terhadap toko-toko fabrikasi logam oleh Precision Metalforming Association mengungkapkan bahwa toko-toko yang menggunakan perkakas khusus tanpa penyesuaian tonase yang tepat mengalami tingkat kegagalan perkakas dan penolakan suku cadang yang lebih tinggi sebesar 35%.
Mengoptimalkan Operasi Rem Tekan
A. Memilih kapasitas mesin yang tepat
Memilih rem tekan dengan kapasitas tonase yang sesuai sangat penting untuk pengoperasian yang efisien dan aman:
Menyesuaikan kapasitas dengan kebutuhan: Idealnya, rem tekan harus beroperasi pada 80-90% dari kapasitas pengenalnya untuk kinerja yang optimal. Sebuah studi oleh Precision Metalforming Association (2023) menemukan bahwa alat berat yang secara konsisten beroperasi di bawah 60% atau di atas 95% dari kapasitas pengenalnya mengalami 25% biaya perawatan yang lebih tinggi selama periode lima tahun.
Mempertimbangkan kebutuhan masa depan: Saat memilih mesin, pertimbangkan potensi kebutuhan di masa depan. Aturan umum yang umum adalah memilih rem tekan dengan kapasitas 20-30% lebih besar dari kebutuhan maksimum saat ini untuk mengakomodasi pertumbuhan di masa depan atau persyaratan pekerjaan yang tidak terduga.
Pertimbangan beban terdistribusi: Untuk suku cadang yang panjang, pertimbangkan mesin dengan sistem mahkota untuk memastikan distribusi gaya yang merata.
B. Memilih perkakas yang sesuai
Pemilihan perkakas yang tepat dapat secara signifikan memengaruhi tonase yang dibutuhkan dan kualitas tekukan:
Seleksi mati: Bukaan die yang lebih lebar umumnya membutuhkan tonase yang lebih sedikit tetapi dapat memengaruhi akurasi tikungan. Sebuah studi tahun 2022 dalam Journal of Manufacturing Processes menemukan bahwa meningkatkan lebar die dari 6 menjadi 8 kali ketebalan material mengurangi tonase yang dibutuhkan hingga 18% sambil mempertahankan akurasi sudut tikungan dalam ± 0,5 derajat.
Radius pukulan: Radius punch yang lebih kecil menghasilkan tikungan yang lebih tajam tetapi membutuhkan tonase yang lebih besar. Sebagai contoh, mengurangi radius punch dari 1/32″ menjadi 1/64″ untuk tikungan 90 derajat pada baja ringan 16-gauge dapat meningkatkan tonase yang dibutuhkan sekitar 15%.
Perkakas khusus: Pertimbangkan alat bantu khusus untuk komponen yang kompleks. Alat pembengkok rotasi, misalnya, dapat mengurangi kebutuhan tonase untuk geometri tertentu hingga 40% dibandingkan dengan pembengkok V-die tradisional.
C. Menyempurnakan parameter pembengkokan
Mengoptimalkan parameter pembengkokan dapat menghasilkan peningkatan yang signifikan dalam efisiensi dan kualitas komponen:
Optimalisasi urutan tikungan: Urutan tikungan yang tepat dapat mengurangi kebutuhan tonase secara keseluruhan dan meningkatkan akurasi. Perangkat lunak Amada VPSS 3i, misalnya, menyertakan pengoptimal urutan tikungan otomatis yang dapat mengurangi kebutuhan tonase total hingga 25% untuk komponen yang rumit dengan banyak tikungan.
Penyesuaian kecepatan dan waktu diam: Menyesuaikan kecepatan ram dan waktu diam di bagian bawah langkah dapat mempengaruhi springback dan tonase yang dibutuhkan. Sebuah studi dalam International Journal of Machine Tools and Manufacture (2023) menunjukkan bahwa pengoptimalan parameter ini dapat mengurangi springback hingga 30% pada baja berkekuatan tinggi.
Posisi pengukur belakang: Posisi pengukur belakang yang tepat memastikan lokasi tekukan yang konsisten dan dapat mengurangi tonase yang dibutuhkan dengan mencegah tekukan berlebih. Sistem modern seperti Trumpf ACB (Automatically Controlled Bending) dapat menyesuaikan posisi pengukur belakang secara real-time berdasarkan pegas yang diukur, sehingga meningkatkan akurasi dan mengurangi kebutuhan tonase.
D. Teknik kompensasi pegas
Mengelola springback sangat penting untuk mencapai tikungan yang akurat sekaligus meminimalkan tonase yang dibutuhkan:
Terlalu membungkuk: Overbending tradisional membutuhkan tonase yang lebih tinggi tetapi dapat dioptimalkan.
Sistem pengukuran sudut aktif: Sistem mengukur sudut tekukan secara real-time selama proses pembengkokan, sehingga memungkinkan penyesuaian segera dan mengurangi kebutuhan untuk pembengkokan yang berlebihan.
Strategi khusus material: Bahan yang berbeda memerlukan pendekatan kompensasi springback yang berbeda. Contohnya, aluminium biasanya memerlukan kompensasi springback 2-3 kali lebih banyak daripada baja ringan untuk ketebalan yang setara.
Menerapkan strategi pengoptimalan ini dapat menghasilkan peningkatan yang signifikan dalam operasi rem tekan. Sebuah studi kasus yang diterbitkan dalam Journal of Cleaner Production (2024) melaporkan bahwa sebuah bengkel fabrikasi berukuran sedang mencapai peningkatan produktivitas sebesar 22%, pengurangan limbah material sebesar 15%, dan penurunan konsumsi energi sebesar 18% setelah mengimplementasikan program optimalisasi rem tekan yang komprehensif berdasarkan perhitungan tonase yang akurat dan penyetelan parameter.
Dengan memilih mesin dan perkakas secara hati-hati, menyempurnakan parameter pembengkokan, dan menggunakan teknik kompensasi springback yang canggih, produsen dapat memaksimalkan manfaat perhitungan tonase yang akurat, yang mengarah pada peningkatan kualitas suku cadang, pengurangan limbah, dan peningkatan efisiensi secara keseluruhan.
Daftar Istilah Perhitungan Tonase
Untuk memastikan pemahaman yang komprehensif tentang penghitungan tonase rem tekan, sangat penting untuk memiliki pemahaman yang jelas tentang terminologi yang digunakan di lapangan. Glosarium ini memberikan definisi untuk istilah-istilah kunci, singkatan, dan simbol yang biasa ditemui dalam penghitungan tonase dan pengoperasian rem tekan.
A. Ketentuan Dasar
Tonase: Gaya yang diperlukan untuk membengkokkan logam, biasanya diukur dalam ton atau metrik ton.
Tekan Rem: Alat mesin yang digunakan untuk membengkokkan lembaran logam dengan menjepitnya di antara punch dan die.
Air Bending: Metode pembengkokan di mana punch tidak keluar dari cetakan, biasanya membutuhkan tonase yang paling sedikit.
Bawah Membungkuk: Metode pembengkokan di mana punch menyentuh bagian bawah cetakan, membutuhkan lebih banyak tonase daripada pembengkokan udara.
Coining: Metode pembengkokan yang menggunakan kekuatan ekstrem untuk menstempel logam di antara punch dan die, yang membutuhkan tonase paling besar.
B. Ketentuan Terkait Material
Kekuatan Tarik: Tegangan maksimum yang dapat ditahan oleh suatu bahan saat diregangkan sebelum patah.
Kekuatan Hasil: Tekanan di mana suatu bahan mulai berubah bentuk secara plastis.
K-Factor: Nilai yang digunakan untuk menghitung sumbu netral di tikungan, yang mempengaruhi perhitungan tonase.
Springback: Kecenderungan logam untuk kembali sebagian ke bentuk aslinya setelah ditekuk.
C. Istilah Perkakas
V-Die: Bagian bawah alat pembengkok dengan bukaan berbentuk V.
Pukulan: Bagian atas alat pembengkok yang menekan bahan ke dalam cetakan.
Pembukaan Mati: Lebar V-die, merupakan faktor penting dalam perhitungan tonase.
Pukulan Radius: Jari-jari ujung pukulan, yang memengaruhi jari-jari bagian dalam tikungan.
D. Istilah Terkait Perhitungan
Tunjangan Tekuk: Panjang busur yang melalui tikungan pada sumbu netral material.
Pengurangan tikungan: Perbedaan antara jumlah panjang flensa dan panjang keseluruhan pola datar.
Sudut tikungan: Sudut di mana bahan ditekuk, biasanya diukur dari bagian dalam tikungan.
Panjang Tikungan: Panjang tikungan di sepanjang sumbu tikungan.
E. Ketentuan Lanjutan
Penobatan: Kurva sedikit cembung yang diterapkan pada alas atau ram rem tekan untuk mengimbangi defleksi di bawah beban.
Pembengkokan Adaptif: Proses di mana rem tekan secara otomatis menyesuaikan parameter berdasarkan umpan balik waktu nyata.
Amplop Tonase: Kisaran tonase yang dapat digunakan rem tekan dengan aman di seluruh panjang ranjangnya.
F. Singkatan dan Simbol
CNC: Kontrol Numerik Komputer
FEA: Analisis Elemen Hingga
OEE: Efektivitas Peralatan Keseluruhan
HSS: Baja Kekuatan Tinggi
UHSS: Baja Berkekuatan Sangat Tinggi
IoT: Internet of Things
AI: Kecerdasan Buatan
ML: Pembelajaran Mesin
σ (sigma): Digunakan untuk merepresentasikan tekanan dalam perhitungan
ε (epsilon): Digunakan untuk merepresentasikan regangan dalam perhitungan
E: Modulus Young, ukuran kekakuan suatu bahan
G. Istilah Khusus Industri
Diagram Batas Pembentukan (FLD): Representasi grafis dari batas kemampuan bentuk suatu bahan.
Minimum Tikungan Radius: Jari-jari terkecil yang dapat ditekuk tanpa merusak bahan.
Faktor Kelonggaran Tikungan (BAF): Koefisien yang digunakan dalam perhitungan kelonggaran tikungan, bervariasi menurut bahan dan sudut tikungan.
Tonase Per Meter (TPM): Ukuran gaya lentur yang diperlukan per satuan panjang, umumnya digunakan dalam sistem metrik.
H. Istilah Teknologi yang Sedang Berkembang
Digital Twin: Representasi virtual dari rem tekan fisik yang digunakan untuk simulasi dan optimalisasi.
Pemodelan Tonase Prediktif: Menggunakan AI dan data historis untuk memprediksi tonase yang diperlukan untuk suku cadang atau material baru.
Analisis Distribusi Gaya (FDA): Perhitungan lanjutan tentang bagaimana gaya lentur didistribusikan di sepanjang tikungan.
Penginderaan Properti Material Waktu Nyata (RTMPS): Teknologi terbaru untuk mengukur sifat material selama proses pembengkokan.
Verifikasi Tonase Blockchain (BTV): Menggunakan teknologi blockchain untuk memastikan integritas dan ketertelusuran perhitungan tonase.
Memahami istilah-istilah ini sangat penting bagi siapa pun yang terlibat dalam operasi rem tekan, mulai dari operator dan pemrogram hingga insinyur dan manajer. Karena bidang ini terus berkembang, istilah-istilah baru kemungkinan akan muncul, yang mencerminkan kemajuan dalam teknologi dan metodologi.
Glosarium ini berfungsi sebagai dasar untuk komunikasi dan pemahaman yang jelas dalam dunia penghitungan tonase rem tekan yang kompleks. Penting untuk diperhatikan bahwa meskipun definisi ini diterima secara umum, sedikit variasi mungkin ada di berbagai produsen atau wilayah. Selalu rujuk ke manual peralatan tertentu atau standar industri untuk mendapatkan definisi yang paling tepat dalam konteks khusus Anda.
Pernah mengalami rem tiba-tiba berhenti atau kerusakan misterius saat menggunakan rem tekan? Memahami cara mengoperasikan dan mengatasi masalah ini sangat penting...
Pernahkah Anda bertanya-tanya apa yang diperlukan untuk mengoperasikan dan memelihara rem tekan hidraulik dengan aman? Memastikan penggunaan yang aman dan efisien dari...