
Bagaimana Parameter Pengelasan Mempengaruhi Bentuk dan Kualitas Jahitan
Mengapa sebagian lapisan las dapat bertahan dengan kuat sementara yang lainnya goyah? Kuncinya terletak pada kontrol yang tepat dari parameter pengelasan....
Sambungan las sangat penting dalam memastikan kekuatan dan integritas struktur logam, tetapi tahukah Anda jenis-jenis yang berbeda dan simbol-simbolnya? Artikel ini memberikan gambaran umum yang komprehensif tentang berbagai jenis kampuh las, mulai dari las butt hingga las fillet, dan menjelaskan simbol-simbol standar yang digunakan dalam gambar teknik. Dengan memahami simbol-simbol ini dan kode proses yang sesuai, tukang las dan insinyur dapat meningkatkan akurasi dan efisiensi proyek mereka. Selami untuk mempelajari bagaimana menguasai dasar-dasar ini dapat meningkatkan proyek pengelasan Anda dan mencegah perangkap umum.

Jahitan las mengacu pada bagian sambungan yang terbentuk pada komponen yang dilas setelah pengelasan. Logam yang membentuk kampuh las, yaitu logam las, secara langsung memengaruhi kinerja komponen dan struktur yang dilas karena bentuk dan kualitasnya. Oleh karena itu, tukang las harus memahami jenis-jenis lapisan las dan simbol representasinya pada gambar teknik.
(1) Menurut bentuk sambungan yang berbeda, dapat dibagi menjadi lima jenis: las butt, las fillet, las steker, las alur, dan las tepi.
1) Las pantat.
Jahitan las yang dilas di antara permukaan miring benda kerja atau antara permukaan miring satu bagian dan permukaan bagian lainnya.
2) Pengelasan fillet.
Jahitan las yang dilas di sepanjang garis perpotongan dua bagian yang ortogonal atau hampir ortogonal.
3) Jahitan las terminal.
Jahitan las yang dibentuk oleh sambungan terminal.
4) Pasang jahitan las.
Dua bagian tumpang tindih, salah satunya memiliki lubang bundar, dan lapisan las yang dibentuk dengan mengelas dua pelat di lubang bundar, hanya las fillet di dalam lubang yang tidak dianggap sebagai las steker.
5) Jahitan las slot.
Dua pelat tumpang tindih, salah satunya memiliki lubang panjang, dan lapisan las yang dibentuk dengan mengelas dua pelat di lubang panjang, hanya las fillet yang tidak dianggap sebagai las slot.
(2) Menurut posisi spasial yang berbeda dari lapisan las
Dapat dibagi menjadi jahitan las datar, jahitan las vertikal, jahitan las horizontal, dan jahitan las di atas kepala empat bentuk.
(3) Menurut kontinuitas yang berbeda dari lapisan las
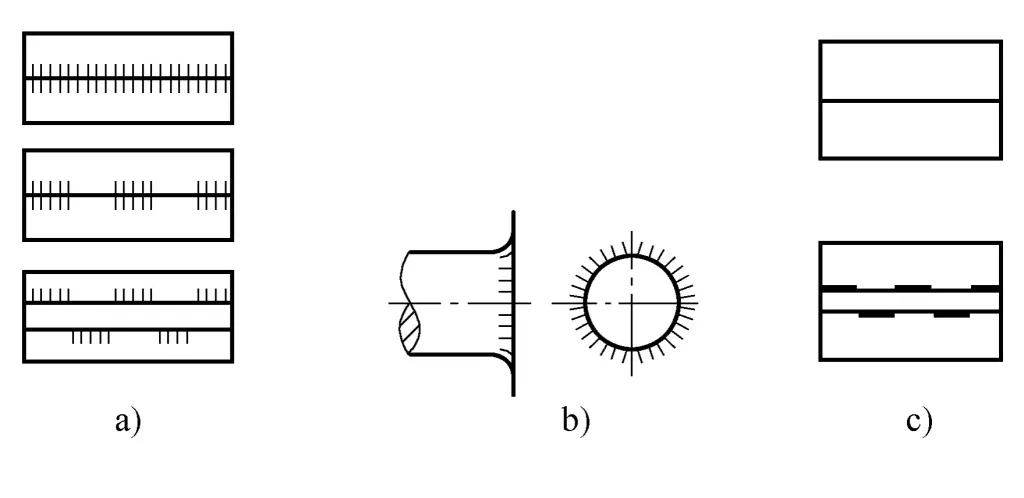
Dibagi menjadi las kontinu dan las terputus-putus. Las terputus-putus dibagi lagi menjadi jenis terhuyung-huyung dan paralel, seperti ditunjukkan pada Gambar 2-50. Selain menentukan ukuran ujung las K, panjang L dan jarak e dari setiap segmen las intermiten juga harus ditunjukkan, dan simbol "Z" menunjukkan las terhuyung-huyung.
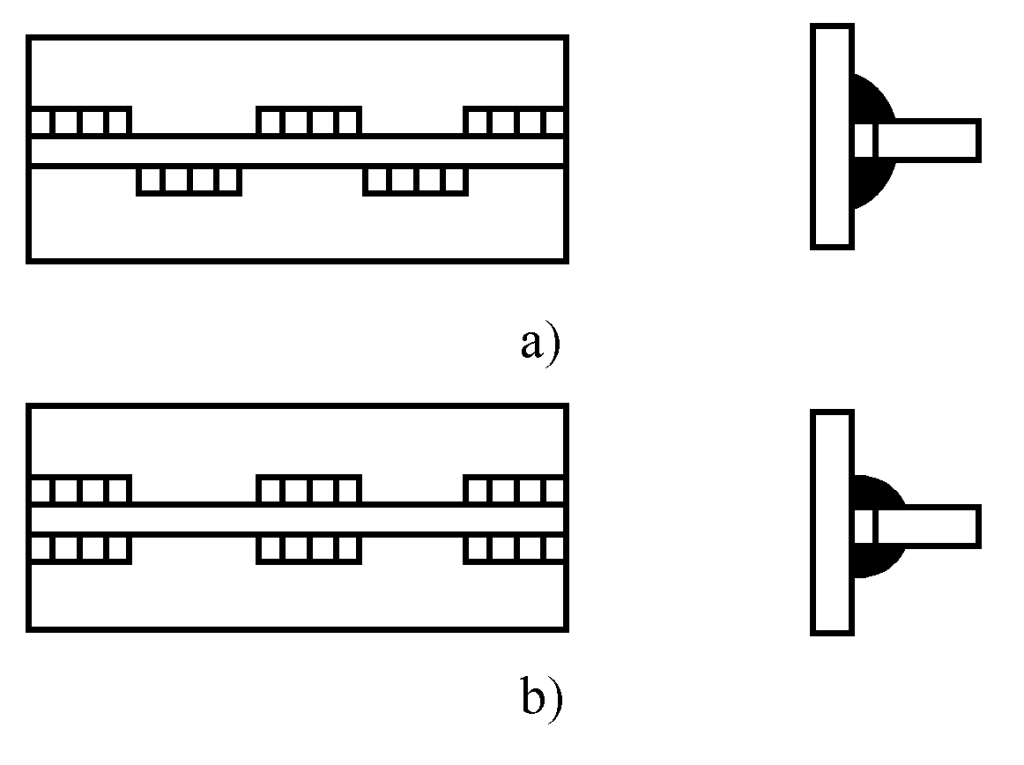
a) Terhuyung-huyung
b) Paralel
(4) Menurut fungsi las yang berbeda
Dibagi menjadi las beban yang menahan beban, las sambung yang tidak secara langsung menahan beban tetapi hanya berfungsi untuk menyambung, las penyekat yang terutama digunakan untuk mencegah kebocoran fluida, dan las pemosisian yang dilas sebelum pengelasan formal untuk merakit dan memperbaiki posisi sambungan pada benda kerja yang panjangnya lebih pendek.
(5) Menurut bentuk lasan dan posisinya pada sambungan
Dibagi menjadi las pantat yang membentuk sambungan pantat; las tepi yang diterapkan pada penggulungan tepi benda kerja; las steker yang dibentuk dengan pengelasan di lubang bundar yang dibuka di salah satu dari dua pelat yang saling tumpang tindih; pengelasan melingkar yang didistribusikan di sepanjang keliling benda kerja berbentuk bola atau silinder dengan ujung-ujungnya disatukan; dan pengelasan rata yang permukaannya digerinda untuk disamakan dengan permukaan bahan dasar, dll.
(1) Lebar las
Persimpangan antara permukaan las dan material dasar disebut kaki las. Pada penampang las satu lintasan, jarak antara kedua ujung las disebut lebar las, seperti ditunjukkan pada Gambar 2-51.
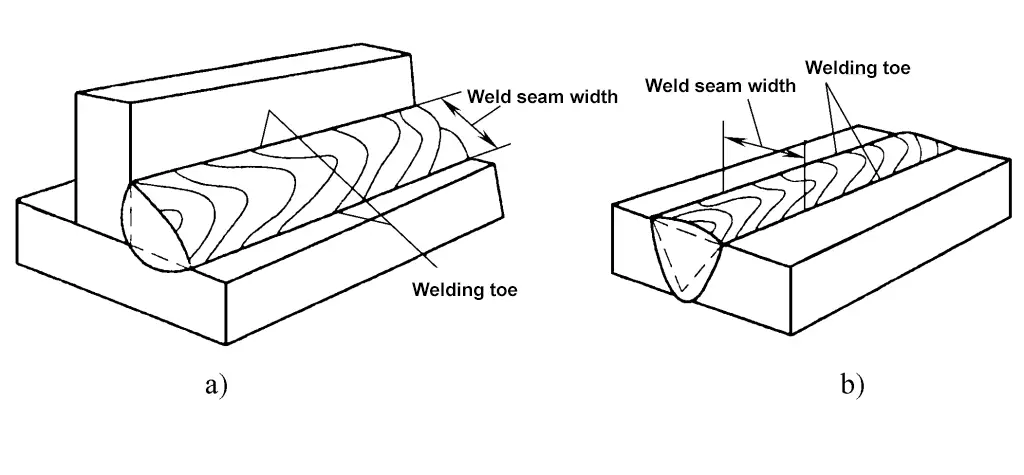
a) Sendi-T
b) Sambungan pantat
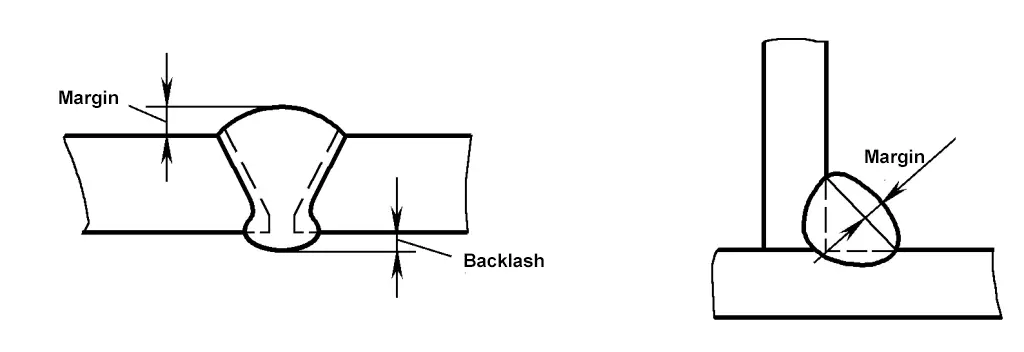
(2) Kelebihan Tinggi Badan
Pada las butt, ketinggian logam las di atas garis yang menghubungkan ujung-ujung las permukaan disebut kelebihan tinggi, seperti ditunjukkan pada Gambar 2-52. Kelebihan tinggi meningkatkan luas penampang las, meningkatkan kekuatan, dan dapat meningkatkan sensitivitas film sinar-X, tetapi rentan terhadap konsentrasi tegangan pada jari-jari las. Oleh karena itu, ketinggian berlebih tidak boleh lebih rendah dari bahan dasar, tetapi juga tidak terlalu tinggi. Standar nasional menetapkan bahwa ketinggian berlebih untuk pengelasan busur logam berpelindung adalah 0 ~ 3mm, dan untuk pengelasan busur terendamkelebihan tinggi adalah 0 ~ 4mm.
(3) Kedalaman Penetrasi
Pada penampang melintang sambungan las, kedalaman peleburan material dasar disebut kedalaman penetrasi, seperti yang ditunjukkan pada Gambar 2-53. Bila material logam pengisi (batang las atau kawat) adalah tetap, ukuran kedalaman penetrasi ditentukan oleh komposisi kimiawi las.
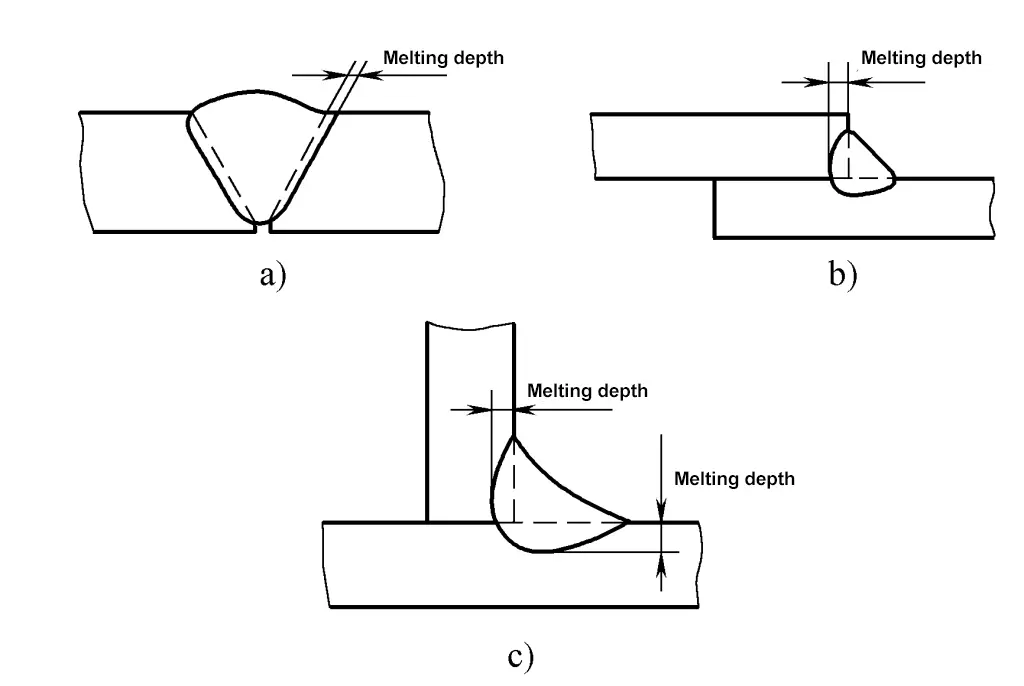
a) Kedalaman fusi sendi pantat
b) Kedalaman fusi sambungan lap joint
c) Kedalaman fusi sendi-T
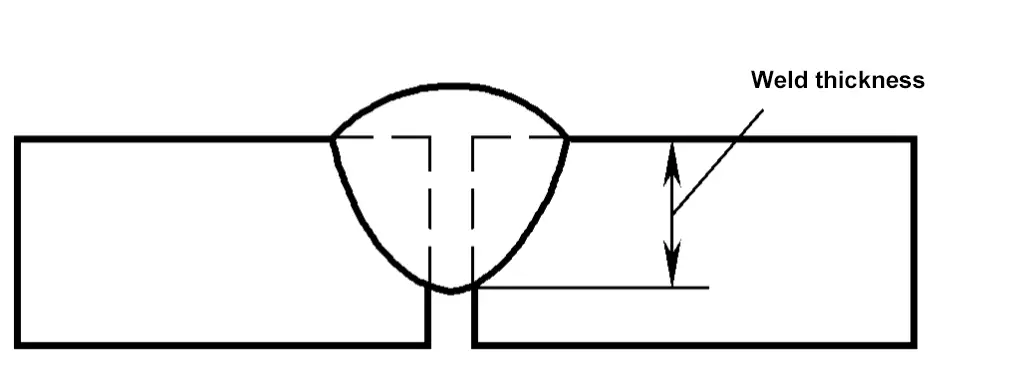
(4) Ketebalan las
Pada penampang melintang las, jarak dari bagian depan las ke bagian belakang las disebut ketebalan las, seperti yang ditunjukkan pada Gambar 2-54.
(5) Bentuk dan ukuran las fillet
Berdasarkan bentuk luar las fillet, las fillet dapat dibagi menjadi dua jenis: las fillet dengan permukaan yang ditinggikan disebut las fillet cembung; las fillet dengan permukaan cekung disebut las fillet cekung, seperti yang ditunjukkan pada Gambar 2-55. Pada kondisi tertentu, las fillet cekung memiliki konsentrasi tegangan yang jauh lebih kecil daripada las fillet cembung.
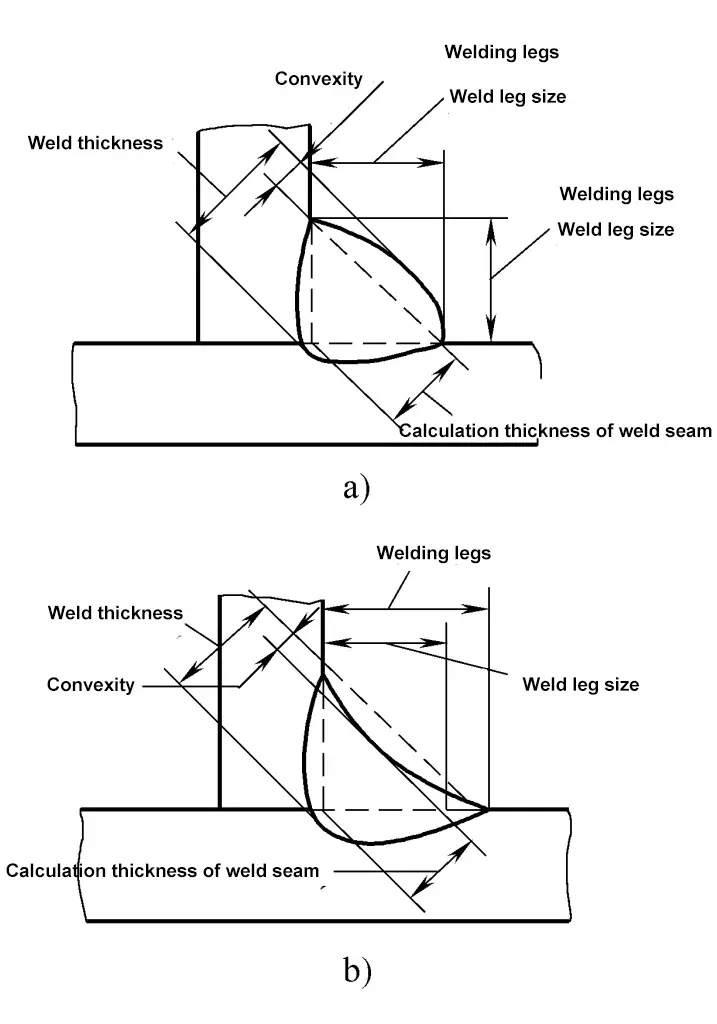
a) Pengelasan fillet cembung
b) Las fillet cekung
1) Ketebalan perhitungan las.
Gambarkan segitiga sama kaki siku-siku terbesar di dalam penampang melintang las fillet, panjang tegak lurus dari titik sudut siku-siku ke sisi miring adalah ketebalan perhitungan las. Jika penampang las fillet adalah segitiga siku-siku sama kaki standar, maka ketebalan kalkulasi las sama dengan ketebalan las; pada las fillet cembung atau cekung, ketebalan kalkulasi las lebih kecil dari ketebalan las.
2) Cembung las.
Pada penampang melintang las fillet cembung, jarak maksimum antara garis ujung las dan permukaan las, seperti ditunjukkan pada Gambar 2-55.
3) Cekungan las.
Pada penampang melintang las fillet cekung, jarak maksimum antara garis ujung las dan permukaan las, seperti ditunjukkan pada Gambar 2-55b.
4) Kaki las.
Pada penampang lintang las fillet, jarak minimum dari ujung las pada satu benda kerja ke permukaan benda kerja lainnya; ukuran kaki las adalah panjang sisi sudut kanan pada segitiga siku-siku sama kaki terbesar yang digambar pada penampang lintang, untuk las fillet cembung, ukuran kaki las sama dengan kaki las; untuk las fillet cekung, ukuran kaki las lebih kecil dari kaki las.
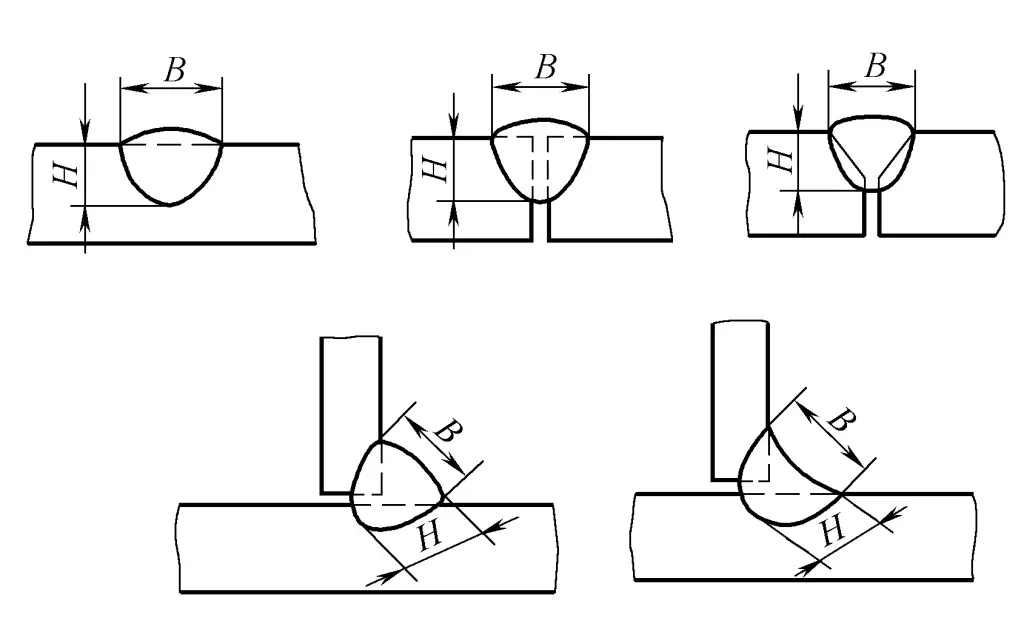
(6) Faktor pembentukan las
Selama pengelasan, rasio lebar las (B) terhadap ketebalan las (H) yang dihitung pada penampang melintang lapisan las tunggal (ψ = B/H) disebut faktor pembentukan las, seperti yang ditunjukkan pada Gambar 2-56. Semakin kecil faktor pembentukan las, semakin sempit dan dalam las, yang membuatnya rentan terhadap porositas, inklusi terak, dan retak. Oleh karena itu, faktor pembentukan las harus mempertahankan nilai tertentu, misalnya, faktor pembentukan las untuk pengelasan busur terendam harus lebih besar dari 1,3.
(7) Rasio Fusi
Mengacu pada persentase bahan dasar yang dilebur ke dalam logam las selama pengelasan.
Dimana:
Saat mengelas baja paduan tinggi dan non-besi logamrasio fusi harus dikontrol untuk mencegah cacat pengelasan.
Simbol yang digunakan untuk menandai metode pengelasan, bentuk pengelasan, dan dimensi pengelasan pada gambar disebut simbol las. Simbol las umumnya terdiri dari simbol dasar dan garis penuntun. Simbol bantu, simbol pelengkap, dan simbol dimensi las juga dapat ditambahkan sesuai kebutuhan. Menurut ketentuan GB/T324-2008 "Representasi Simbol Las", simbol las dapat dibagi menjadi beberapa jenis berikut.
Simbol dasar digunakan untuk merepresentasikan bentuk penampang atau karakteristik las, lihat Tabel 2-13. Penerapan simbol dasar ditunjukkan pada Tabel 2-14.
| Tidak. | Nama | Diagram skematik | Simbol |
| 1 | Pengelasan bergelang tepi (dengan fusi tepi yang lengkap) |  |  |
| 2 | Las berbentuk I | 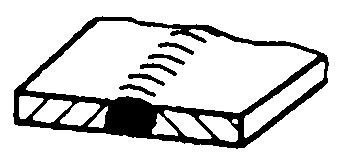 |  |
| 3 | Las berbentuk V | 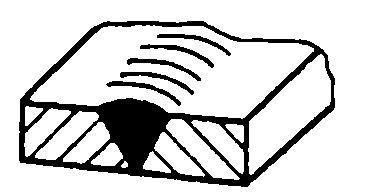 |  |
| 4 | Pengelasan berbentuk V dengan kemiringan tunggal | 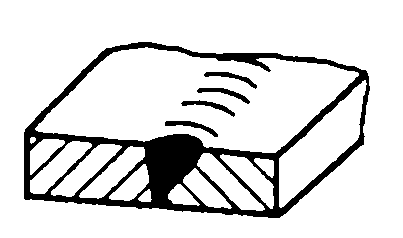 |  |
| 5 | Las berbentuk V dengan ujung tumpul | 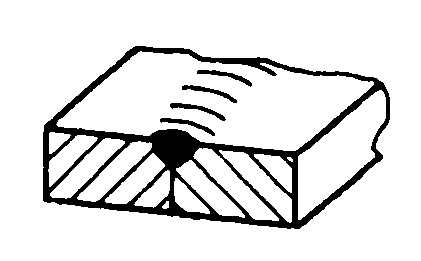 |  |
| 6 | Las berbentuk V satu tingkat dengan ujung tumpul | 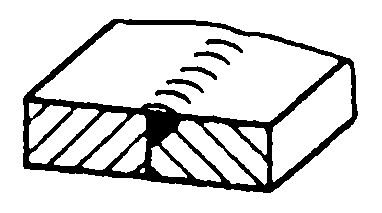 |  |
| 7 | Las berbentuk U dengan ujung tumpul | 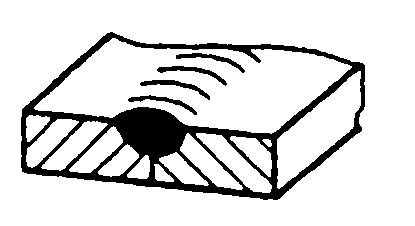 | 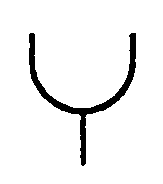 |
| 8 | Las berbentuk J dengan ujung tumpul | 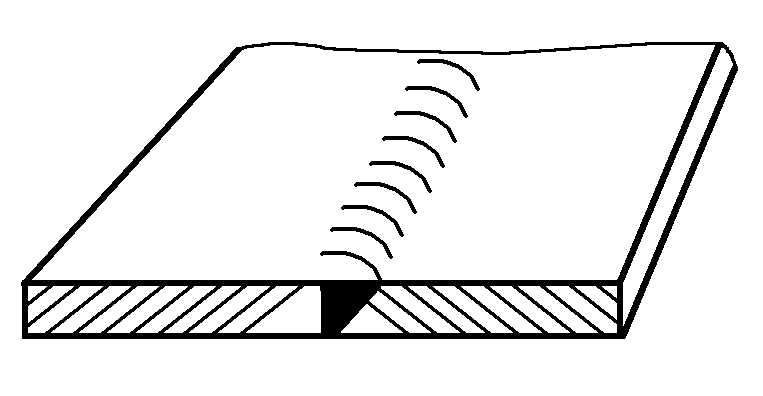 | 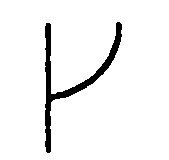 |
| 9 | Las pendukung | 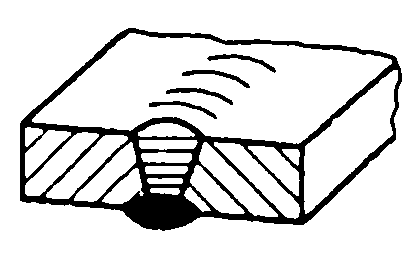 |  |
| 10 | Pengelasan fillet | 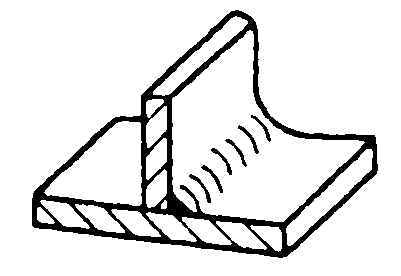 |  |
| 11 | Las tusuk atau las slot | 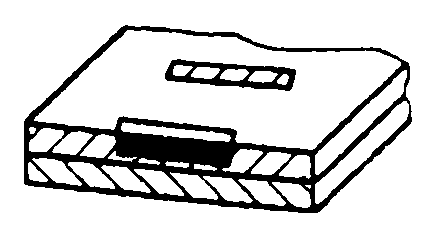 | 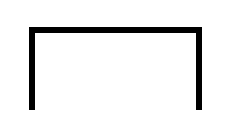 |
| 12 | Las titik | 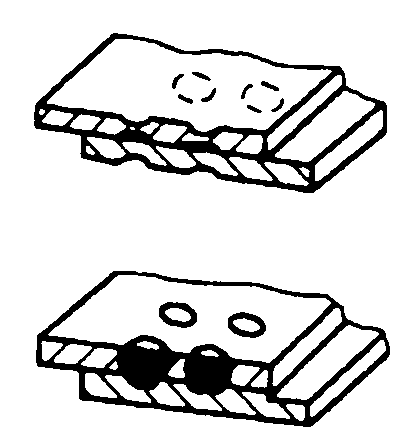 |  |
| 13 | Pengelasan jahitan | 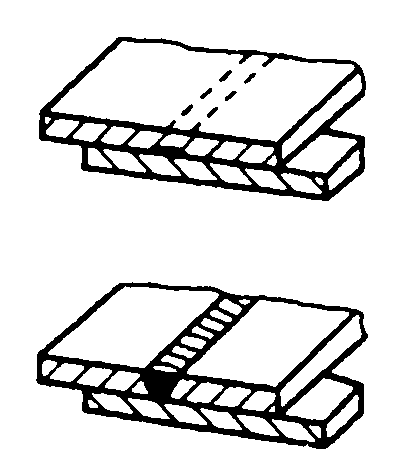 | 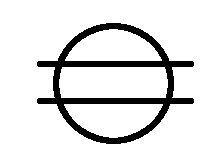 |
| 14 | Pengelasan berbentuk V yang diapit curam | 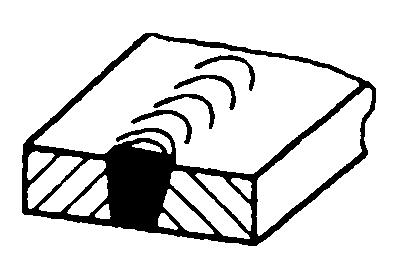 |  |
| 15 | Las berbentuk V tunggal yang diapit curam | 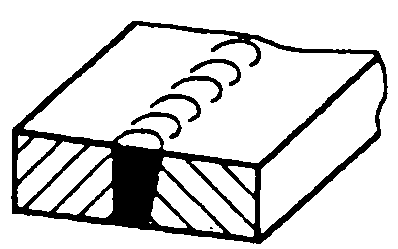 |  |
| 16 | Lasan akhir | 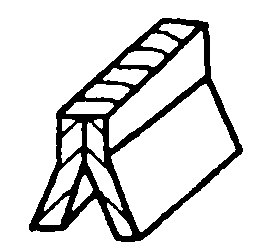 |  |
| 17 | Pengelasan penumpukan | 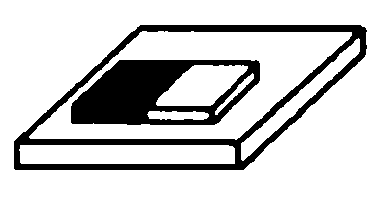 |  |
| 18 | Sambungan brazing datar | 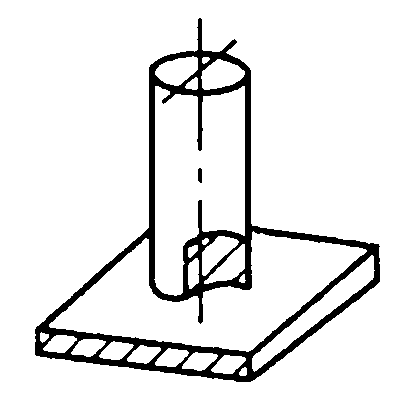 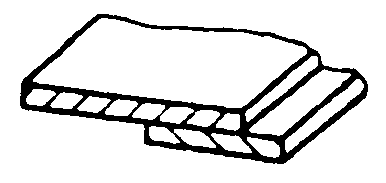 | 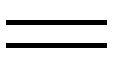 |
| 19 | Sambungan brazing miring | 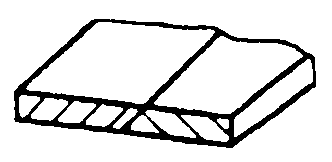 |  |
| 20 | Sambungan brazing terlipat | 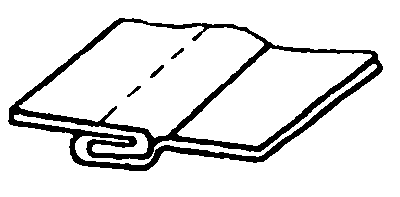 |  |
Tabel 2-14: Contoh Aplikasi Simbol Dasar
| Tidak. | Simbol | Diagram | Contoh Anotasi |
| 1 |  | 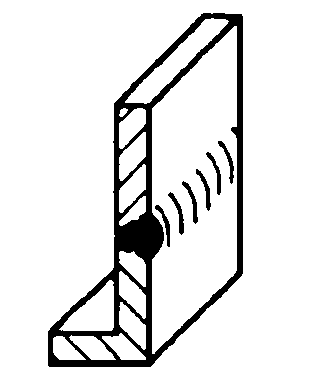 | 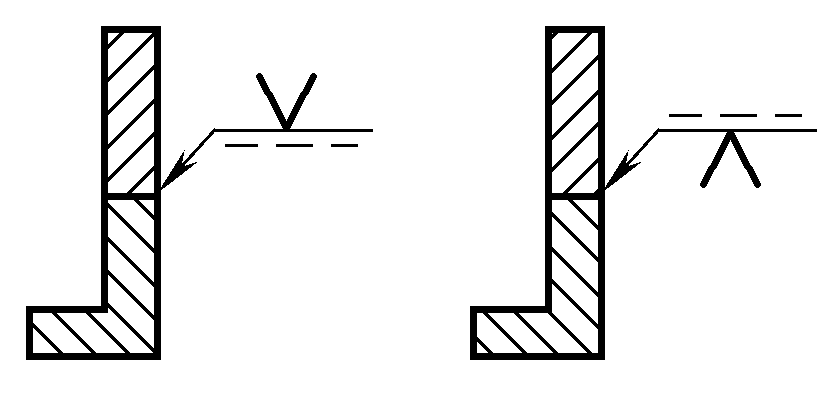 |
| 2 |  | 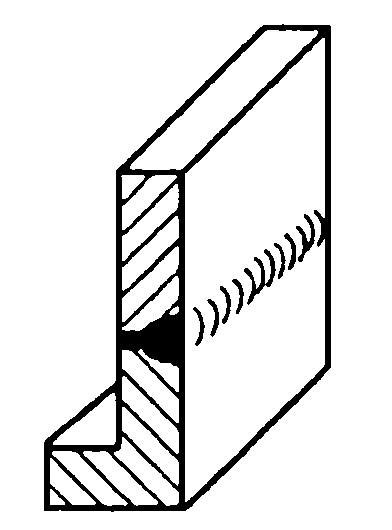 | 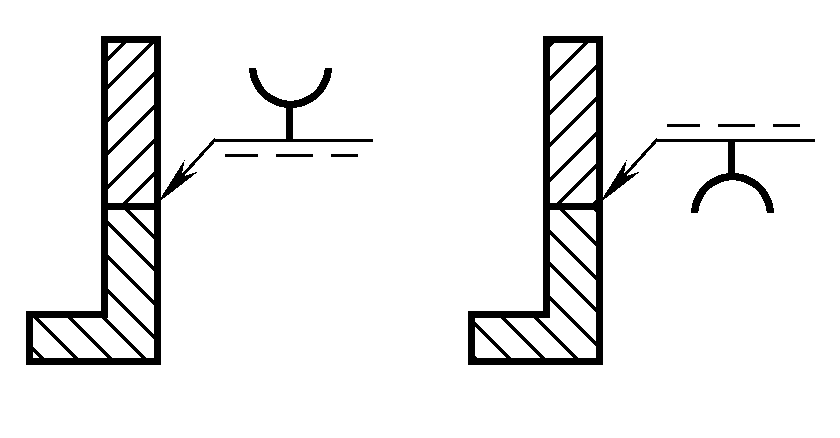 |
| 3 |  | 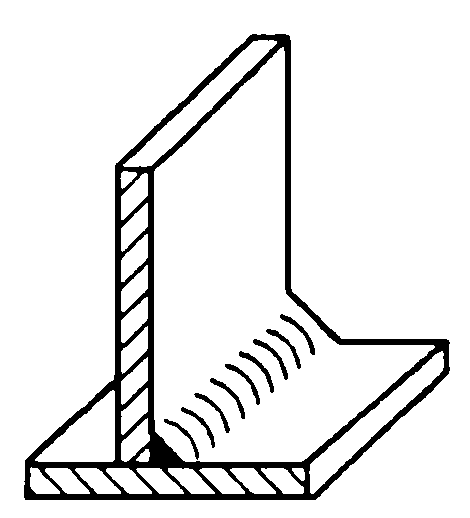 | 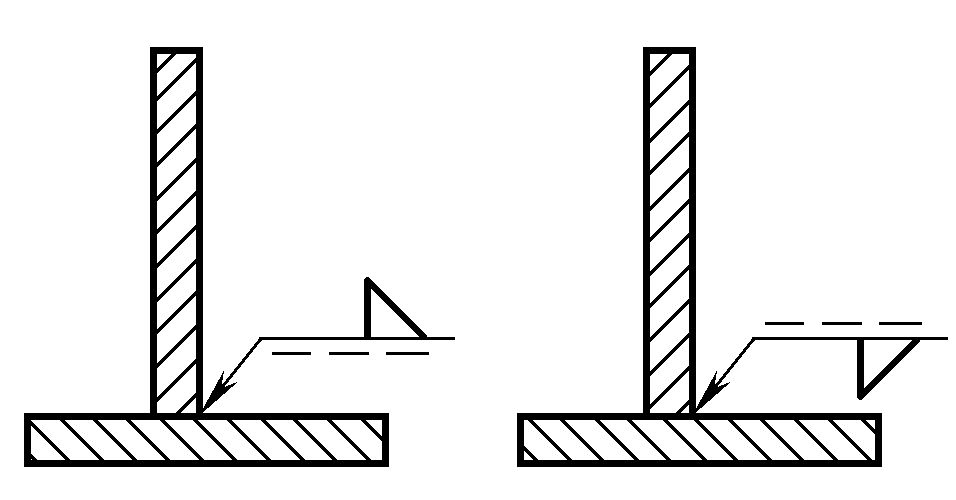 |
| 4 |  | 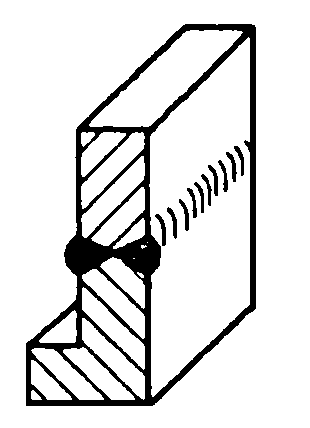 | 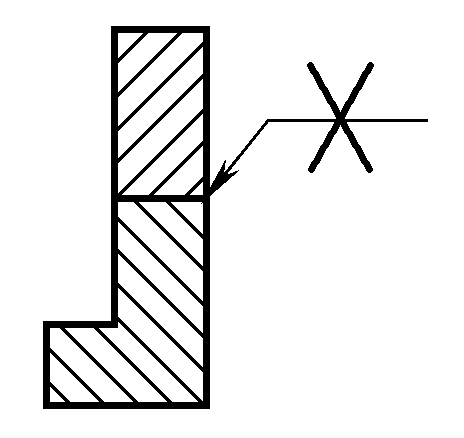 |
| 5 |  | 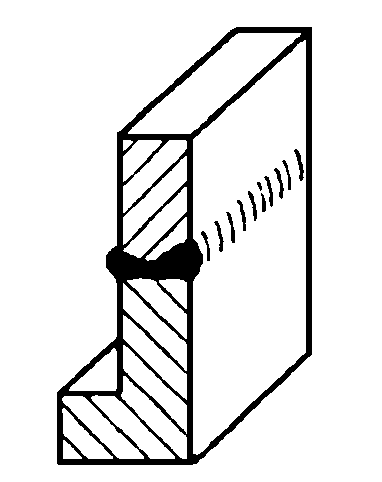 | 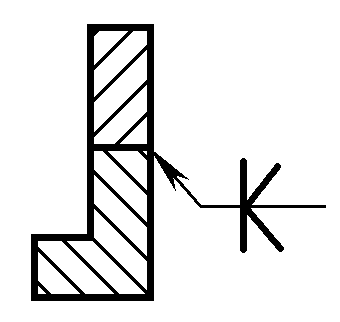 |
Catatan: Saat mengelas las atau sambungan dua sisi, simbol dasar dapat digabungkan, lihat Tabel 2-15.
Tabel 2-15 Kombinasi Simbol Dasar
| Tidak. | Simbol | Diagram | Contoh Anotasi |
| 1 | Las alur-V dua sisi (las X) | 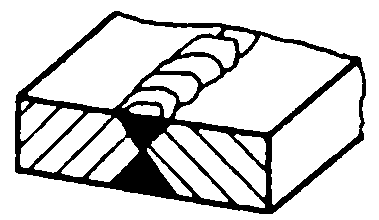 | 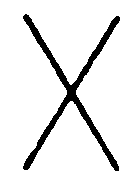 |
| 2 | Las alur-V tunggal dua sisi (las-K) | 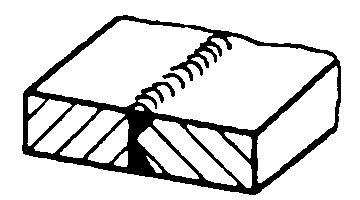 | 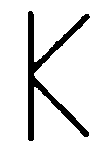 |
| 3 | Las alur-V dua sisi dengan ujung tumpul | 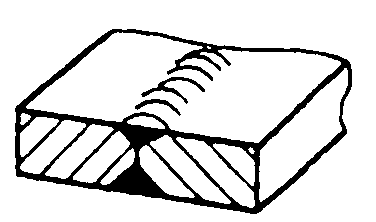 |  |
| 4 | Pengelasan alur V tunggal dua sisi dengan ujung tumpul | 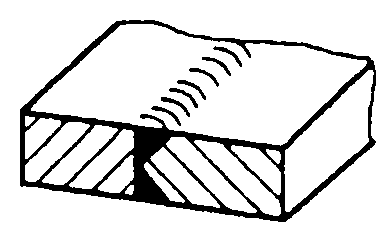 |  |
| 5 | Pengelasan alur U dua sisi | 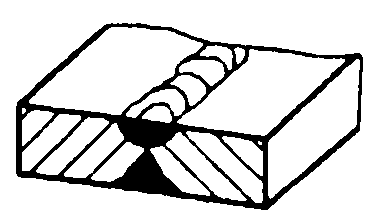 |  |
Simbol tambahan digunakan untuk memberikan informasi tambahan tentang karakteristik tertentu dari las atau sambungan (seperti bentuk permukaan, penyangga, distribusi las, lokasi pengelasan, dll.).
1) Lihat Tabel 2-16 untuk simbol tambahan.
Tabel 2-16 Simbol Tambahan
| Tidak. | Nama | Simbol | Deskripsi |
| 1 | Datar | Permukaan lapisan las biasanya dikerjakan dengan mesin agar rata. | |
| 2 | Cekung |  | Permukaan lapisan las tersembunyi. |
| 3 | Cembung |  | Permukaan lapisan las menonjol keluar. |
| 4 | Transisi yang mulus |  | Transisi pada ujung las sangat mulus. |
| 5 | Dukungan Permanen |  | Dukungan tersebut dipertahankan secara permanen. |
| 6 | Dukungan Sementara |  | Bagian belakang dilepas setelah pengelasan selesai. |
| 7 | Las Tiga Sisi |  | Lasan terdapat pada tiga sisi. |
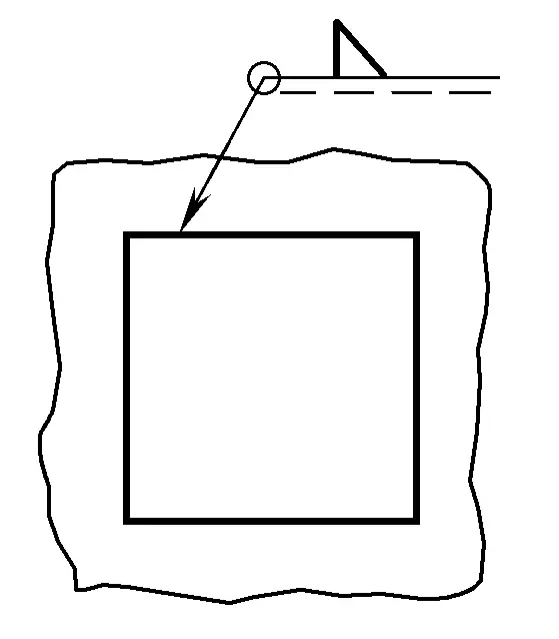
| 8 | Pengelasan Periferal |  | Lasan yang diterapkan di sepanjang perimeter benda kerja; lokasinya ditandai pada persimpangan garis dasar dan garis panah. |
| 9 | Pengelasan Lapangan |  | Pengelasan dilakukan di tempat. |
| 10 | Ekor |  | Dapat menunjukkan informasi yang diperlukan. |
2) Tabel 2-17 dan 2-18 memberikan contoh penerapan dan penandaan simbol tambahan.
Tabel 2-17 Contoh Penerapan Simbol Tambahan
| Tidak. | Nama | Simbol | Deskripsi |
| 1 | Pengelasan alur-V datar | 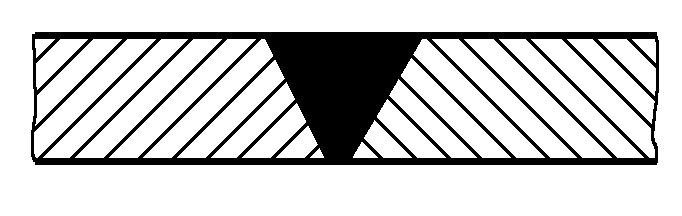 | 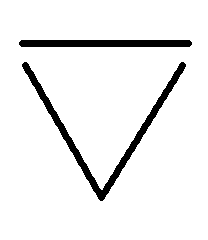 |
| 2 | Pengelasan alur-V ganda yang dinaikkan | 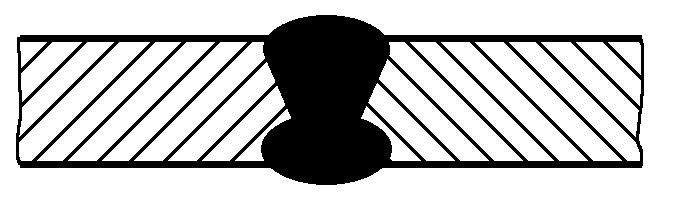 | 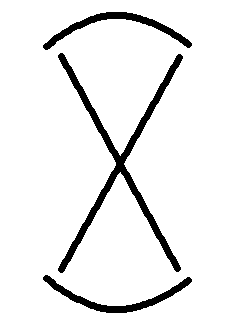 |
| 3 | Pengelasan fillet tersembunyi | 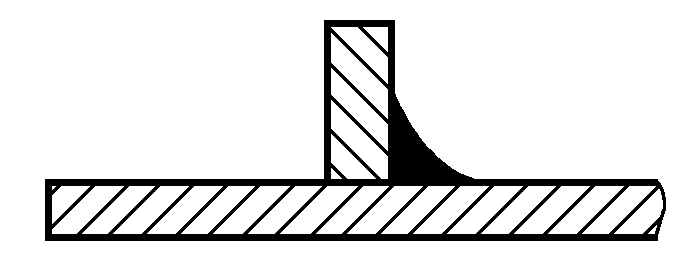 | 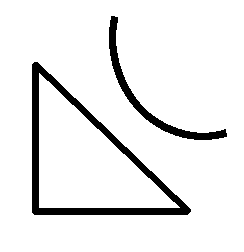 |
| 4 | Las alur-V datar dengan las pendukung |  | 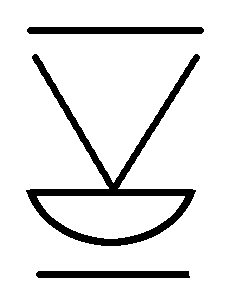 |
| 5 | Pengelasan fillet dengan transisi permukaan yang halus | 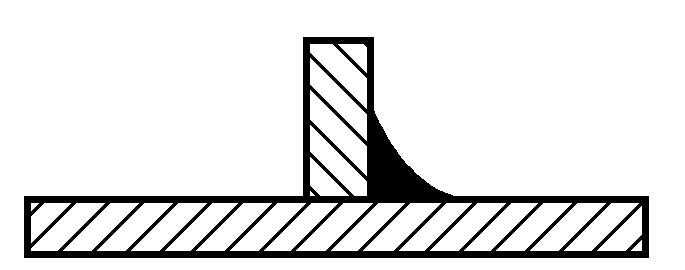 | 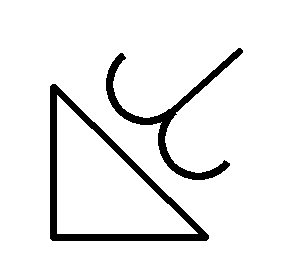 |
Tabel 2-18 Contoh Penandaan Simbol Tambahan
| Tidak. | Simbol | Diagram | Contoh Anotasi |
| 1 | 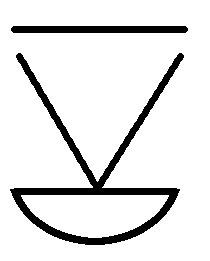 | 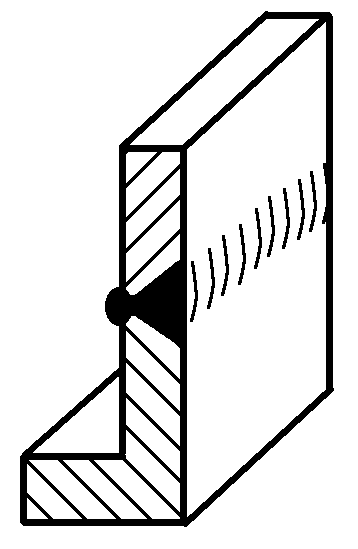 | 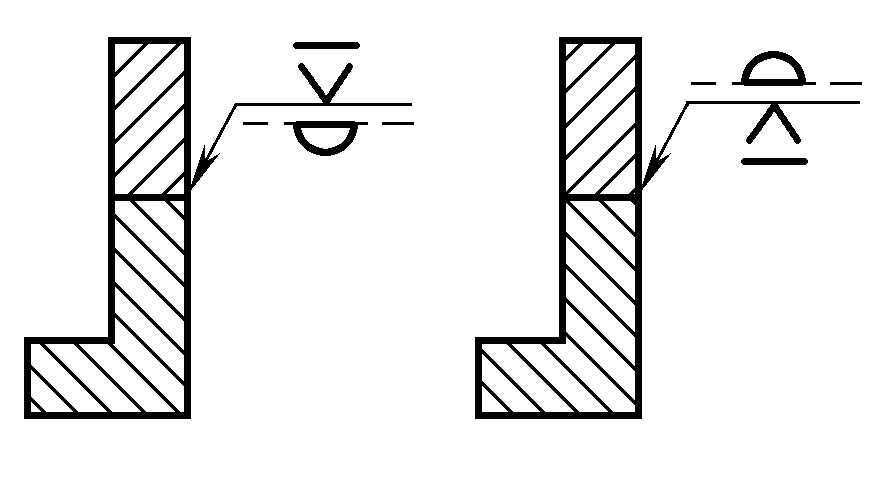 |
| 2 | 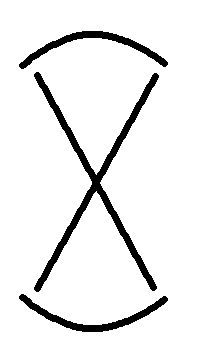 | 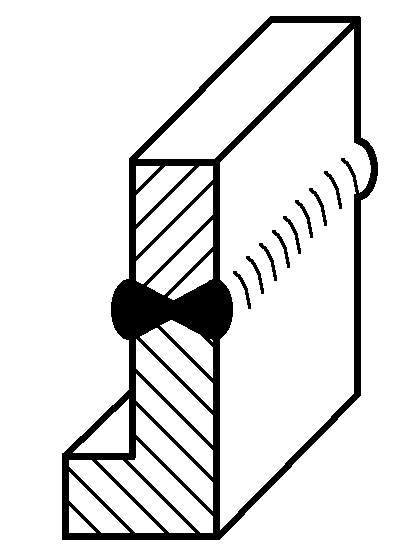 | 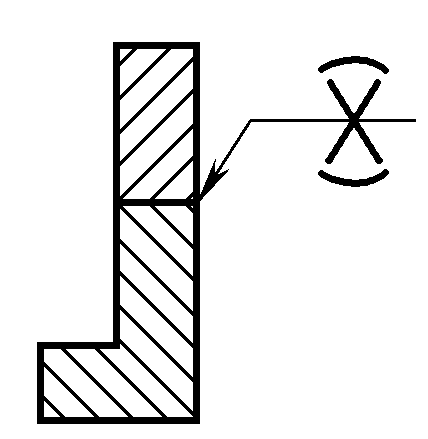 |
| 3 | 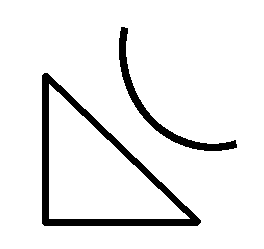 | 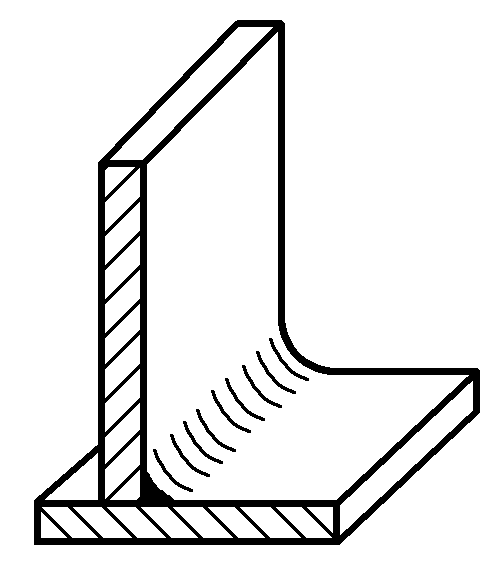 | 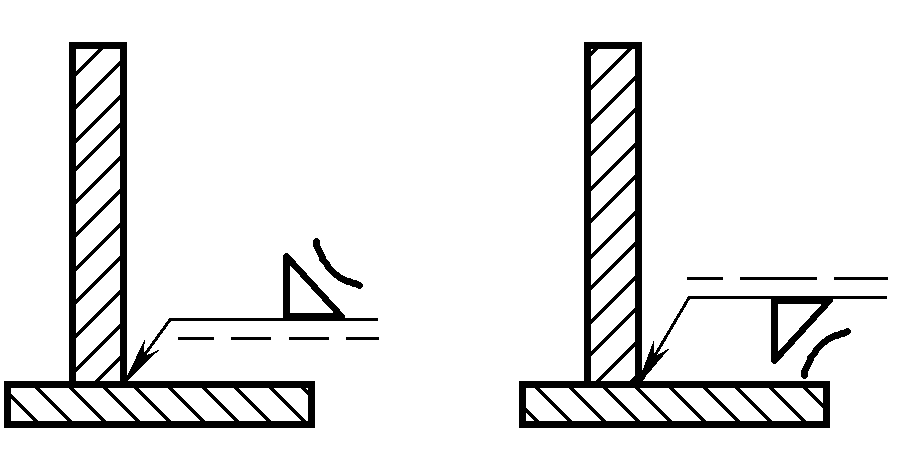 |
Garis pemimpin terdiri dari garis panah, garis referensi (solid dan putus-putus), dan ekor, seperti yang ditunjukkan pada Gambar 2-57.
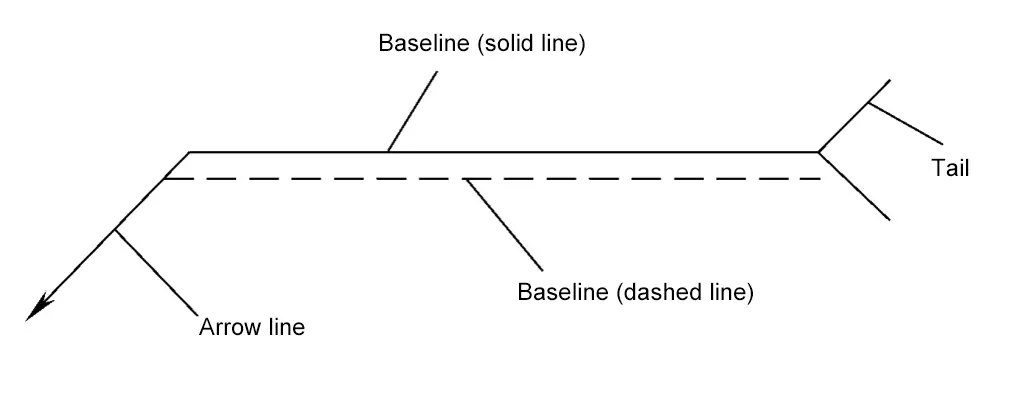
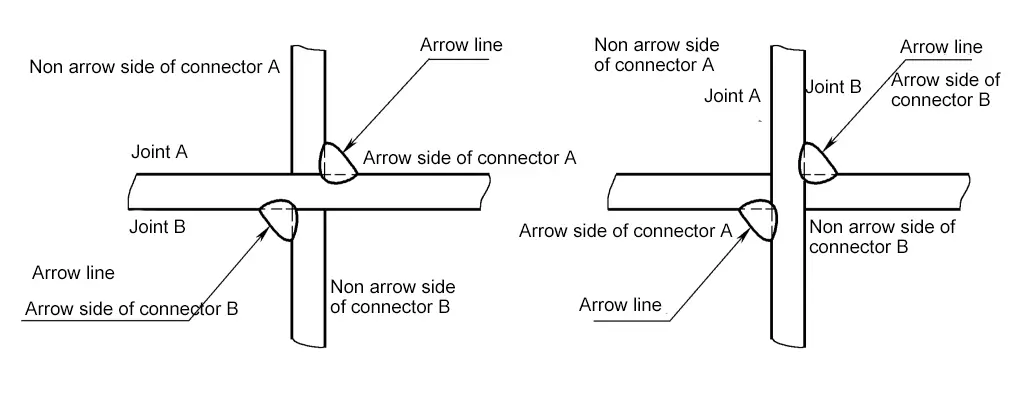
(1) Garis Panah
Sambungan yang ditunjuk langsung oleh panah adalah "sisi panah" dari sambungan, dan sisi yang berlawanan adalah "sisi bukan panah" dari sambungan, seperti yang ditunjukkan pada Gambar 2-58.
(2) Garis Datum
Garis datum pada umumnya harus sejajar dengan tepi bawah gambar, tetapi bisa juga tegak lurus jika perlu. Posisi garis padat dan putus-putus dapat dipertukarkan sesuai kebutuhan. Ketika menandai las simetris atau las dua sisi, garis putus-putus dapat dihilangkan.
(3) Ekor
Umumnya dihilangkan. Bagian ekor hanya ditambahkan jika ada persyaratan atau penjelasan tambahan untuk pengelasan.
Apabila perlu untuk sekadar menggambar lasan pada gambar, lasan dapat diwakili oleh pandangan, pandangan penampang, atau pandangan melintang, atau dapat diwakili secara skematis oleh gambar isometrik.
Ketika merepresentasikan lasan dengan pandangan, metode penggambarannya adalah seperti yang ditunjukkan pada Gambar 2-59, di mana lasan yang diwakili oleh Gambar 2-59a dan b berupa rangkaian garis padat diperbolehkan digambar dengan tangan; lasan yang diwakili oleh Gambar 2-59c ditunjukkan dengan garis tebal.
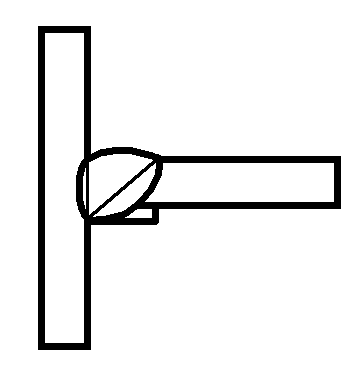
Pada pandangan yang mewakili permukaan las, garis besar las biasanya digambar dengan garis tebal yang solid. Jika perlu, bentuk kemiringan sebelum pengelasan dapat digambar dengan garis padat tipis, seperti ditunjukkan pada Gambar 2-60.
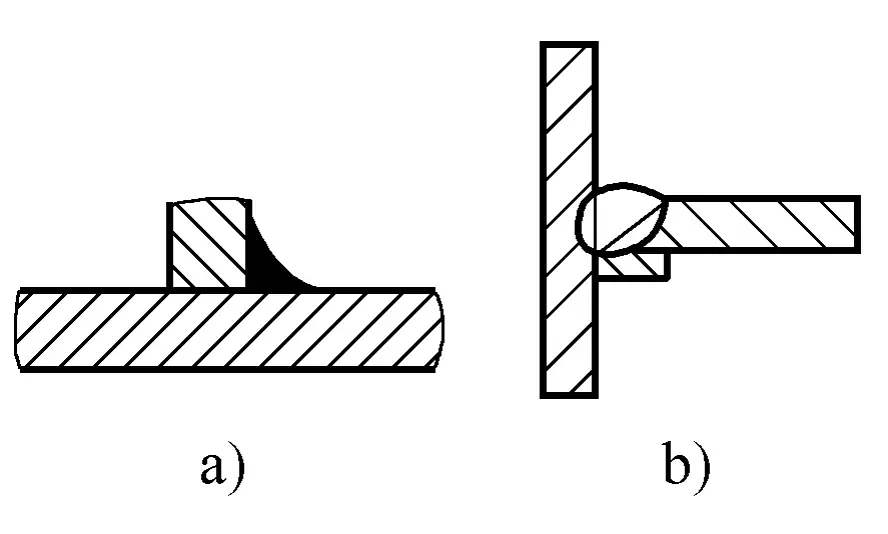
Pada pandangan penampang atau pandangan melintang, zona fusi logam las biasanya diarsir dengan warna hitam, seperti yang ditunjukkan pada Gambar 2-61a. Jika juga diperlukan untuk merepresentasikan bentuk bevel, dll., bagian zona fusi biasanya digariskan dengan garis tebal yang solid, dan jika perlu, bentuk bevel sebelum pengelasan digambar dengan garis tipis yang solid, seperti yang ditunjukkan pada Gambar 2-61b.
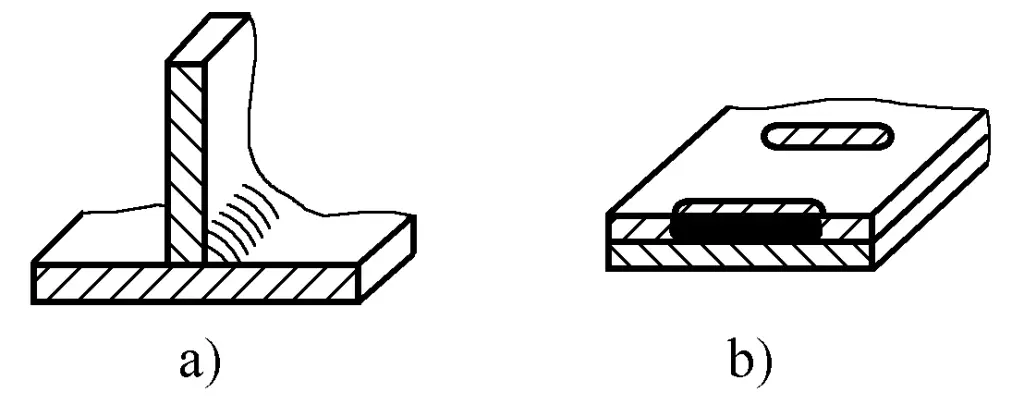
Metode merepresentasikan pengelasan dengan gambar isometrik adalah seperti yang ditunjukkan pada Gambar 2-62.
Bila perlu, area las dapat diperbesar dan diberi label seperti ditunjukkan pada Gambar 2-63.
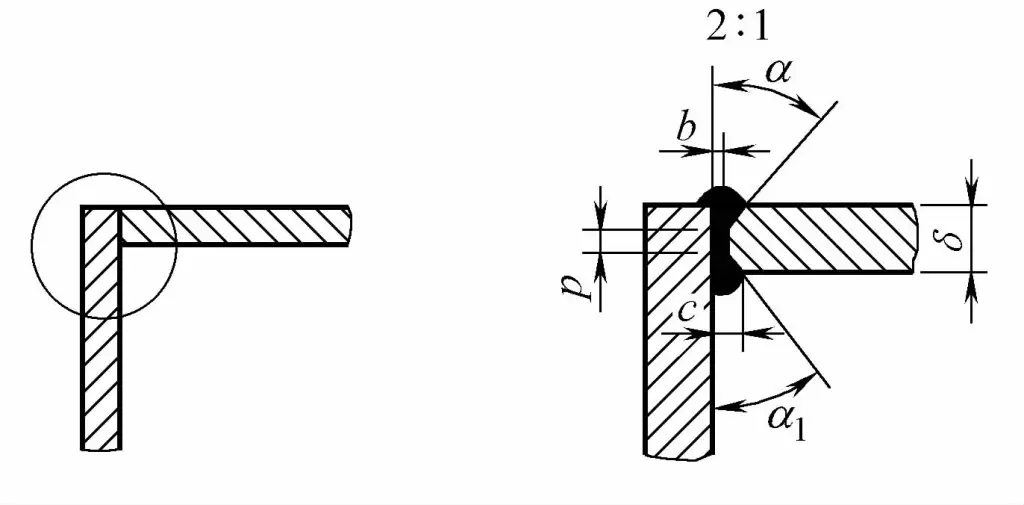
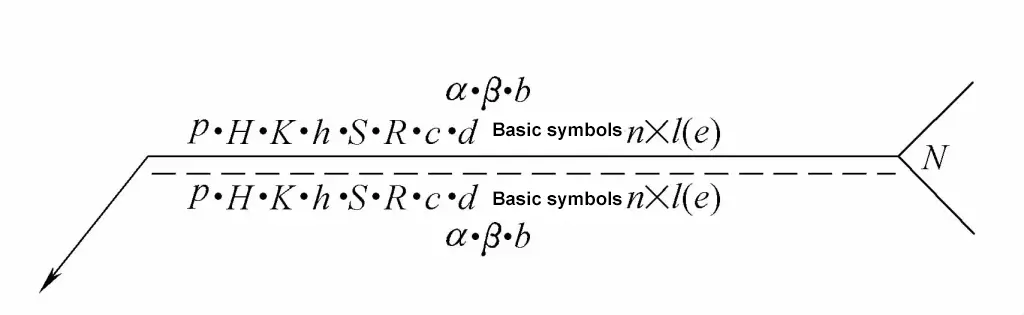
1) Dimensi horizontal diberi label di sisi kiri simbol dasar.
2) Dimensi vertikal diberi label di sisi kanan simbol dasar.
3) Sudut kemiringan, sudut alur, dan celah akar diberi label pada bagian atas atau bawah simbol dasar.
4) Jumlah lasan yang identik diberi label di bagian akhir.
5) Apabila terdapat banyak dimensi yang sulit dibedakan, simbol dimensi yang sesuai dapat ditandai di depan data dimensi.
6) Dimensi yang menentukan posisi las tidak boleh ditandai dalam simbol las, tetapi harus ditandai pada gambar.
7) Jika tidak ada tanda dimensi di sisi kanan simbol dasar dan tidak ada petunjuk lain, berarti pengelasan dilakukan secara kontinu di sepanjang benda kerja.
8) Jika tidak ada tanda dimensi di sisi kiri simbol dasar dan tidak ada petunjuk lain, berarti las butt harus ditembus sepenuhnya.
9) Apabila las steker dan las slot memiliki tepi miring, dimensi bagian bawahnya harus ditandai.
Metode penandaan simbol dimensi las ditunjukkan pada Gambar 2-64.
Simbol dimensi las yang umum ditunjukkan pada Tabel 2-19.
Tabel 2-19 Simbol Ukuran Jahitan Las yang Umum
| Simbol | Nama | Diagram |
| δ | Ketebalan Benda Kerja |  |
| α | Sudut Kemiringan |  |
| β | Sudut Wajah Miring | 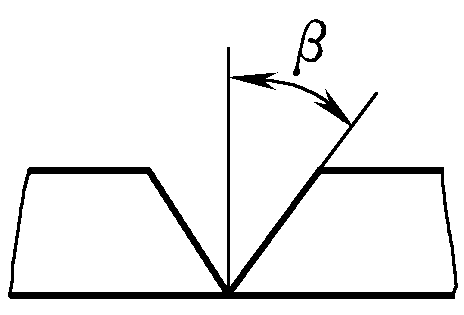 |
| b | Celah Akar | 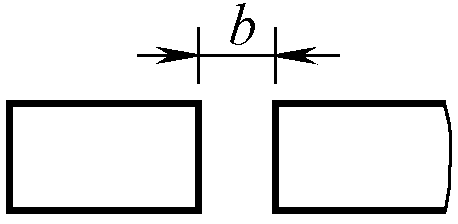 |
| P | Blunt Edge | 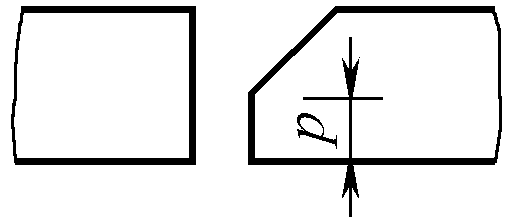 |
| R | Jari-jari Akar | 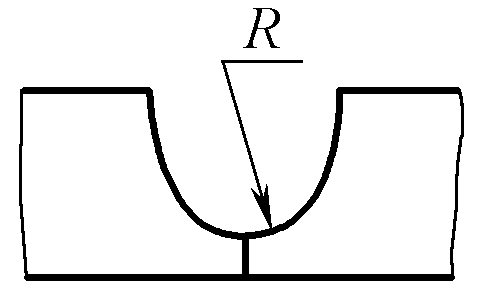 |
| H | Kedalaman Bevel | 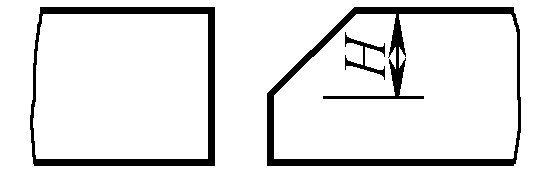 |
| S | Ketebalan Las Efektif | 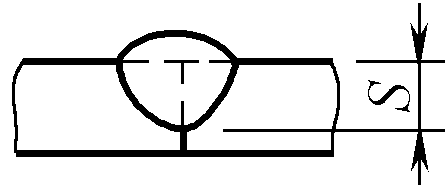 |
| c | Lebar Las | 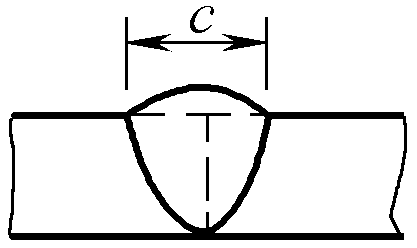 |
| K | Ukuran Jari Kaki Las | 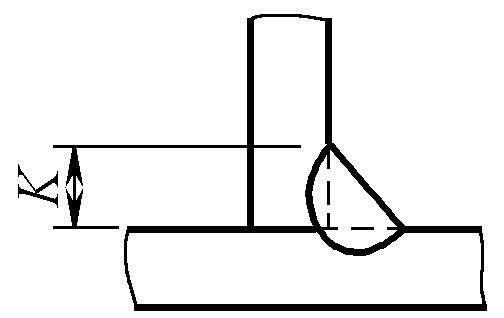 |
| d | Las Titik: Diameter Nugget Steker Las: Diameter Lubang | 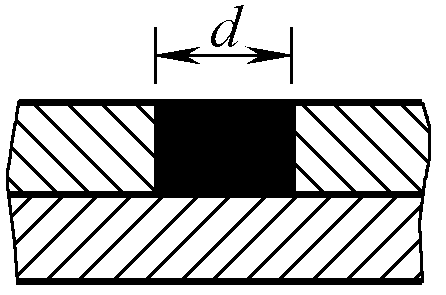 |
| n | Jumlah Segmen Las | 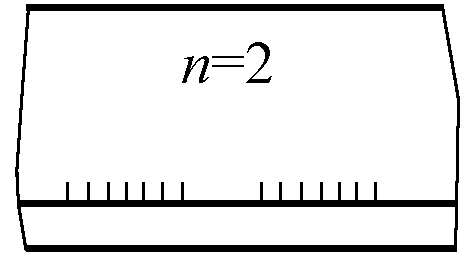 |
| l | Panjang Las | 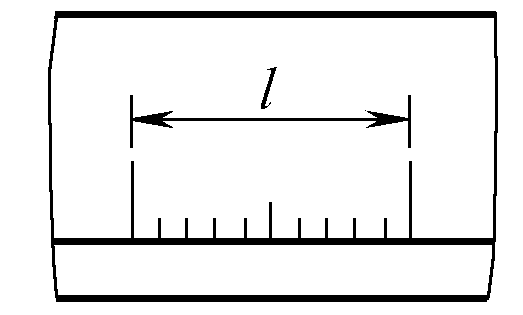 |
| e | Jarak Las | 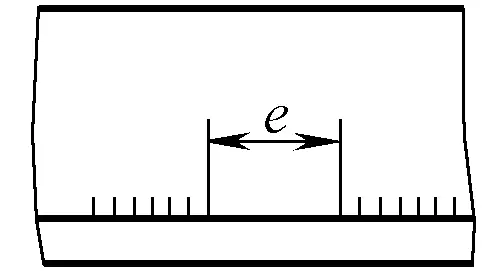 |
| N | Jumlah Lasan Identik | 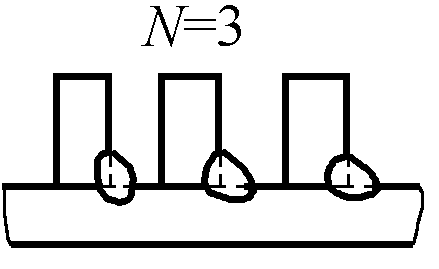 |
| h | Kelebihan Tinggi Badan | 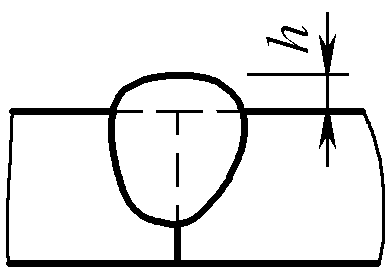 |
1) Pengelasan periferal.
Ketika lapisan las mengelilingi benda kerja, simbol melingkar dapat digunakan, seperti yang ditunjukkan pada Gambar 2-65.
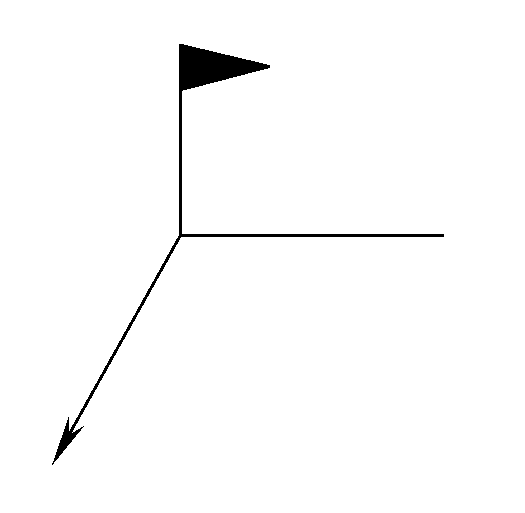
2) Pengelasan lapangan.
Bendera kecil mewakili bidang atau las di tempat, seperti yang ditunjukkan pada Gambar 2-66.
Penerapan anotasi ukuran simbol jahitan las ditunjukkan pada Tabel 2-20.
| Tidak. | Nama | Diagram | Simbol Dimensi | Metode Anotasi |
| 1 | Las Pantat | 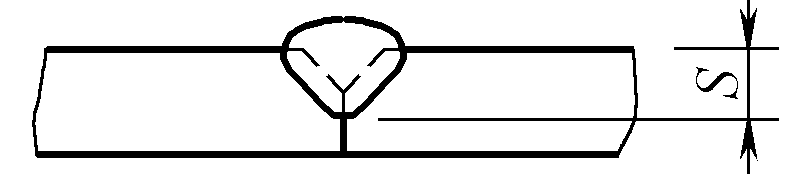 | S: Ketebalan Las yang Efektif | 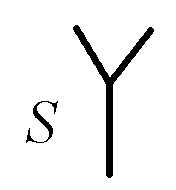 |
| 2 | Pengelasan Fillet Kontinu | 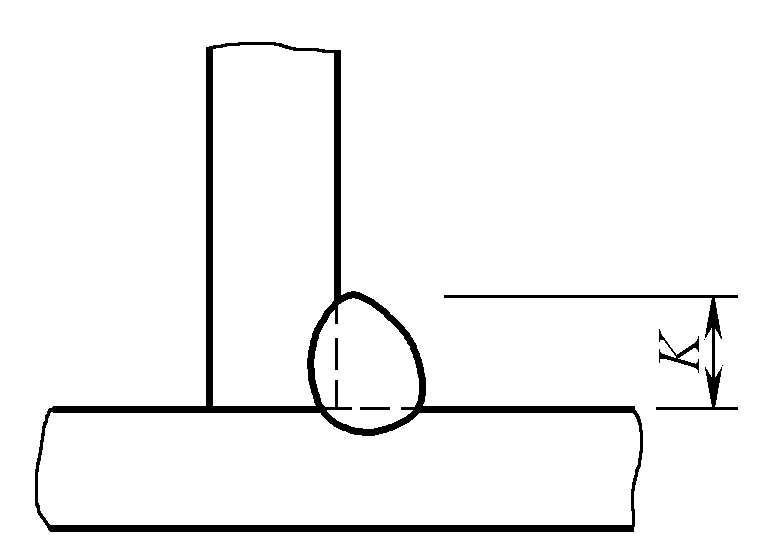 | K: Ukuran Kaki Las | 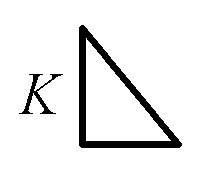 |
| 3 | Pengelasan Fillet Terputus-putus |  | I: Panjang Las e: Jarak n: Jumlah Segmen Las K: Ukuran Kaki Las |  |
| 4 | Pengelasan Fillet Terputus-putus Terhuyung-huyung |  | l: Panjang Las e: Jarak n: Jumlah Segmen Las K: Ukuran Kaki Las |  |
| 5 | Pasang Las atau Las Slot |  | l: Panjang Las e: Jarak n: Jumlah Segmen Las c: Lebar Slot |  |
 | e: Jarak n: Jumlah Segmen Las d: Diameter Lubang |  | ||
| 6 | Las Titik |  | n: Jumlah Titik Las e: Jarak Antara Titik Las d: Diameter Inti Fusi | 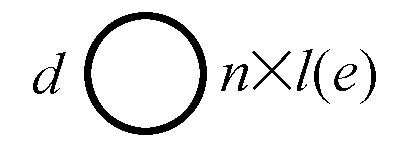 |
| 7 | Las Jahitan | 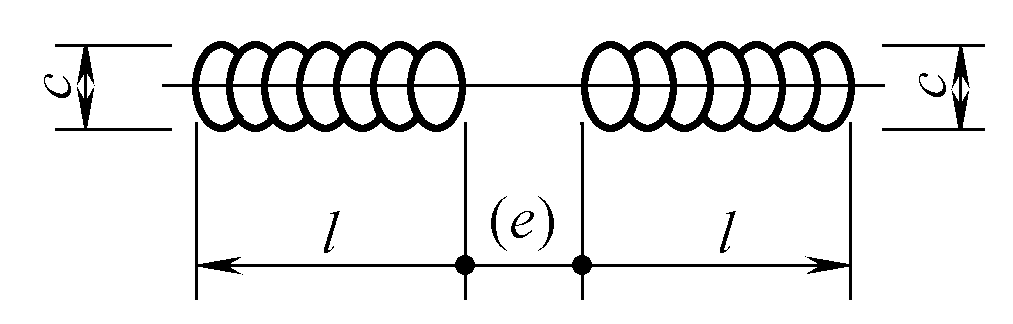 | l: Panjang Las e: Jarak n: Jumlah Segmen Las c: Lebar Las | 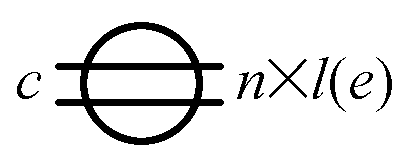 |
Metode notasi yang disederhanakan untuk simbol las ditunjukkan pada Tabel 2-21.
Tabel 2-21 Metode notasi yang disederhanakan untuk simbol las
| Tidak. | Metode anotasi | Penjelasan | Diagram |
| 1 | Anotasi Tunggal | Ketika memberi keterangan ukuran las simetris terhuyung-huyung dalam simbol las, diperbolehkan untuk memberi keterangan pada garis referensi sekali saja. | 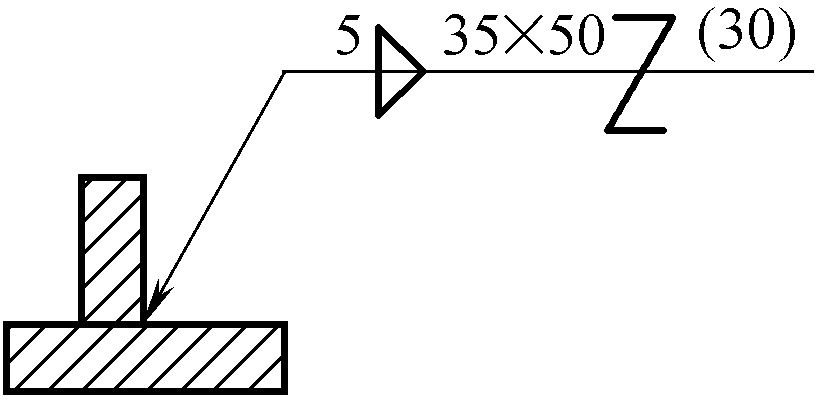 |
| 2 | Penghilangan Anotasi Jumlah Segmen | Jika tidak ada persyaratan ketat untuk jumlah segmen untuk las intermiten, las intermiten simetris, dan las intermiten terhuyung-huyung, penghilangan jumlah segmen las diperbolehkan. | 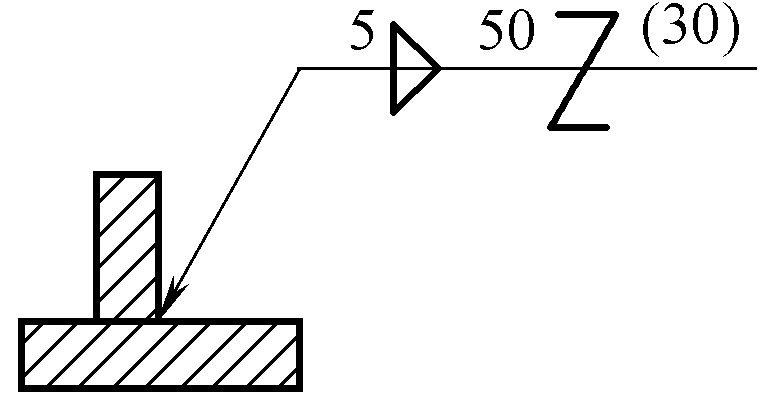 |
| 3 | Anotasi Kolektif | Pada gambar yang sama, ketika beberapa lasan memiliki ukuran kemiringan dan simbol lasan yang sama, anotasi kolektif dapat digunakan. | 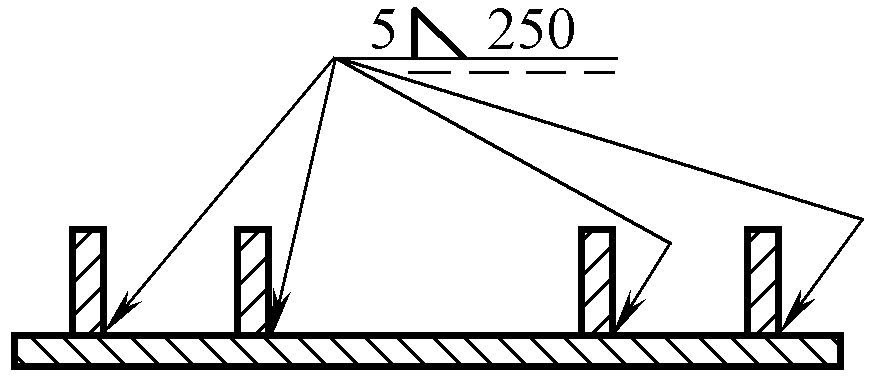 |
| 4 | Anotasi Kuantitas Pengelasan | Pada gambar yang sama, ketika beberapa las berada pada posisi yang sama dalam sambungan, penyederhanaan dapat dilakukan dengan memberi keterangan jumlah las yang sama pada akhir simbol las. Namun demikian, jenis las yang lain masih perlu diberi keterangan secara terpisah. | 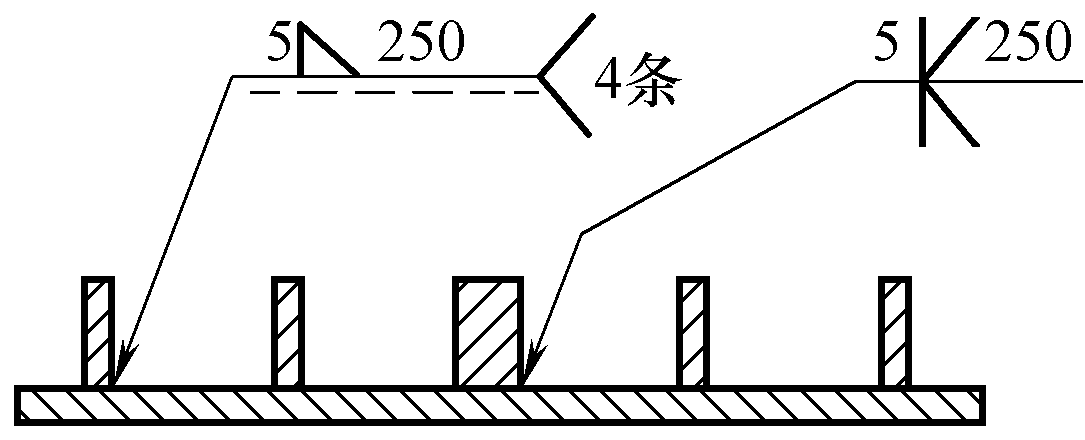 |
| 5 | Anotasi Kode yang Disederhanakan | Untuk menyederhanakan metode anotasi atau apabila lokasi anotasi terbatas, kode las yang disederhanakan dapat dianotasi. Namun, arti dari kode yang disederhanakan ini harus dijelaskan di bawah gambar atau di dekat bilah judul. Ketika kode yang disederhanakan digunakan, kode dan simbol yang dijelaskan di bawah gambar atau di dekat bilah judul harus berukuran 1,4 kali lebih besar daripada kode dan simbol yang diberi anotasi pada gambar. | 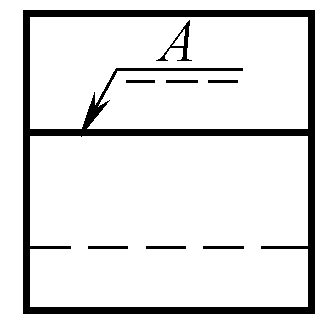 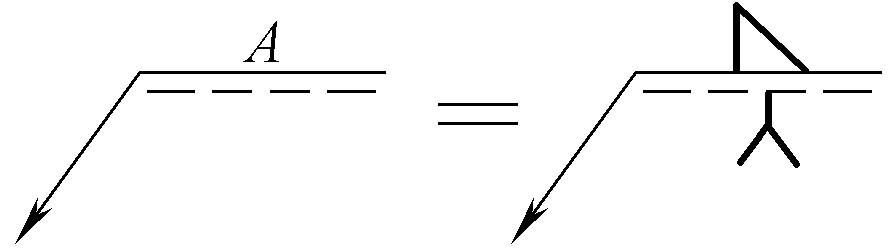 |
| 6 | Penghilangan Garis Referensi atau Anotasi Panjang Las | Dalam kasus yang tidak menimbulkan kesalahpahaman, dan ketika garis panah mengarah ke las sementara tidak ada persyaratan las pada sisi yang bukan panah, menghilangkan garis referensi (garis putus-putus) pada sisi yang bukan panah diperbolehkan. Ketika posisi awal dan akhir dari panjang las sudah jelas (seperti yang ditentukan oleh dimensi komponen, dll.), menghilangkan panjang las pada simbol las diperbolehkan. | 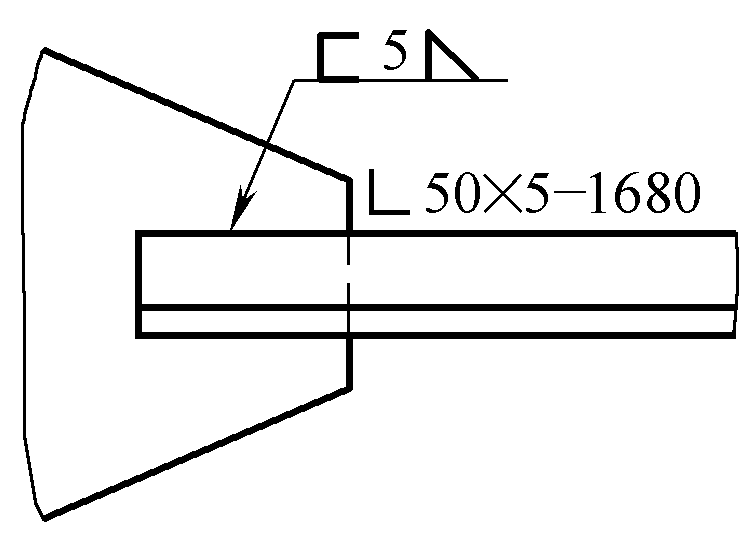 |
Tabel 2-22 Pengelasan dan kode metode proses terkait (dikutip dari GB/T5185-2005)
| Kode | Metode Pengelasan |
|---|---|
| 1 | Pengelasan Busur |
| 101 | Pengelasan Busur Logam |
| 11 | Pengelasan Busur Tanpa Gas |
| 111 | Pengelasan Busur Logam Terlindung |
| 112 | Pengelasan Gravitasi |
| 114 | Pengelasan Busur Inti Fluks Terlindung Sendiri |
| 12 | Pengelasan Busur Terendam |
| 121 | Pengelasan Busur Terendam Kawat Tunggal |
| 121 | Pengelasan Busur Terendam Elektroslag |
| 123 | Pengelasan Busur Terendam Multi-Kawat |
| 124 | Pengelasan Busur Terendam yang Ditambahkan Serbuk Logam |
| 125 | Pengelasan Busur Terendam Berinti Fluks |
| 13 | Pengelasan Busur Logam Terlindung Gas |
| 131 | Pengelasan Gas Inert Logam (MIG) |
| 135 | Pengelasan Gas Aktif Logam (MAG) |
| 156 | Pengelasan Busur Inti Fluks Berpelindung Gas Non-Inert |
| 137 | Pengelasan Busur Inti Fluks Berpelindung Gas Inert |
| 14 | Pengelasan Busur Las Gas Terlindung Elektroda Non-Habis Pakai |
| 141 | Pengelasan Gas Tungsten Inert (TIG) |
| 15 | Pengelasan Busur Plasma |
| 151 | Pengelasan MIG Busur Plasma |
| 152 | Permukaan Serbuk Busur Plasma |
| 18 | Metode Pengelasan Busur Lainnya |
| 185 | Pengelasan Busur Busur Magnetik |
| 2 | Pengelasan Perlawanan |
| 21 | Pengelasan Titik |
| 211 | Pengelasan Titik Satu Sisi |
| 212 | Pengelasan Titik Dua Sisi |
| 22 | Pengelasan Jahitan |
| 221 | Pengelasan Jahitan Pangkuan |
| 222 | Pengelasan Jahitan Datar |
| 225 | Pengelasan Jahitan Butt Film Tipis |
| 226 | Pengelasan Jahitan Pita |
| 23 | Pengelasan Proyeksi |
| 231 | Pengelasan Proyeksi Satu Sisi |
| 232 | Pengelasan Proyeksi Dua Sisi |
| 24 | Pengelasan Flash |
| 241 | Pengelasan Flash yang Dipanaskan Sebelumnya |
| 242 | Pengelasan Flash Non-Pemanasan Awal |
| 25 | Pengelasan Butt Resistance |
| 29 | Metode Pengelasan Resistensi Lainnya |
| 291 | Pengelasan Resistensi Frekuensi Tinggi |
| 3 | Pengelasan Gas |
| 31 | Pengelasan Bahan Bakar Oxy |
| 311 | Pengelasan Oxyacetylene |
| 312 | Pengelasan Oksipropana |
| 313 | Pengelasan Oksihidrogen |
| 4 | Pengelasan Tekanan |
| 41 | Pengelasan Ultrasonik |
| 42 | Pengelasan Gesekan |
| 44 | Pengelasan Tingkat Energi Tinggi |
| 45 | Pengelasan Difusi |
| 47 | Pengelasan Pneumatik |
| 48 | Pengelasan Tekanan Dingin |
| 5 | Pengelasan Sinar Energi Tinggi |
| 51 | Pengelasan Berkas Elektron |
| 511 | Pengelasan Berkas Elektron Vakum |
| 512 | Pengelasan Berkas Elektron Non-Vakum |
| 52 | Pengelasan Laser |
| 521 | Pengelasan Laser Solid-State |
| 522 | Pengelasan Laser Gas |
| 7 | Metode Pengelasan Lainnya |
| 71 | Pengelasan Thermit |
| 72 | Pengelasan Elektroslag |
| 73 | Pengelasan Titik Busur Gas Terlindung |
| 74 | Pengelasan Induksi |
| 741 | Pengelasan Pantat Induksi |
| 742 | Pengelasan Jahitan Induksi |
| 75 | Pengelasan Radiasi Cahaya |
| 753 | Pengelasan Inframerah |
| 77 | Pengelasan Tahan Benturan |
| 78 | Pengelasan Pejantan |
| 782 | Pengelasan Pejantan Perlawanan |
| 783 | Pengelasan Busur Tusuk Busur dengan Ferrule Keramik atau Gas Pelindung |
| 784 | Pengelasan Busur Busur Hubung Singkat |
| 785 | Pengelasan Stud Pelepasan Kapasitor |
| 786 | Pengelasan Stud Pelepasan Kapasitor dengan Ujung Pengapian |
| 787 | Pengelasan Stud Busur dengan Kerah yang Dapat Melebur |
| 788 | Pengelasan Stud Gesekan |
| 8 | Pemotongan dan Pemotongan Gas |
| 81 | Pemotongan Api |
| 82 | Pemotongan Busur |
| 821 | Pemotongan Busur Udara |
| 822 | Pemotongan Oxy-Arc |
| 83 | Pemotongan Busur Plasma |
| 84 | Pemotongan Laser |
| 86 | Mencungkil Api |
| 87 | Pencungkil Busur Karbon |
| 871 | Pencungkil Busur Karbon Udara |
| 872 | Pencungkil Busur Karbon Oxy |
| 88 | Mencungkil Plasma |
| 9 | Mematri, Menyolder, dan Mematri |
| 91 | Mematri Keras |
| 911 | Mematri Keras Inframerah |
| 912 | Api Mematri Keras |
| 913 | Tungku Mematri Keras |
| 914 | Celupkan Brazing Keras |
| 915 | Pematerian Keras Mandi Garam |
| 916 | Induksi Mematri Keras |
| 918 | Resistensi Mematri Keras |
| 919 | Diffusion Hard Brazing |
| 924 | Vakum Mematri Keras |
| 93 | Metode Mematri Keras Lainnya |
| 94 | Solder Lembut |
| 941 | Solder Lembut Inframerah |
| 942 | Penyolderan Lembut Api |
| 943 | Tungku Solder Lembut |
| 944 | Celupkan Solder Lembut |
| 945 | Solder Lembut Mandi Garam |
| 946 | Penyolderan Lembut Induksi |
| 947 | Penyolderan Lembut Ultrasonik |
| 948 | Resistensi Solder Lembut |
| 949 | Penyolderan Lembut Difusi |
| 951 | Penyolderan Gelombang |
| 952 | Besi Solder |
| 954 | Penyolderan Lembut Vakum |
| 956 | Seret Solder |
| 96 | Metode Penyolderan Lembut Lainnya |
| 97 | Mematri |
| 971 | Gas Brazing |
| 972 | Mematri Busur |
Catatan: Metode pengelasan berikut ini sudah dihapus dalam standar baru (GB/T5185-2005) dari standar lama (GB/T5185-1985), metode pengelasan ini masih dapat digunakan untuk acara-acara khusus, atau muncul dalam berbagai dokumen dari masa lalu.
Tabel 2-23 Contoh notasi kode metode pengelasan
| Contoh Anotasi | Arti |
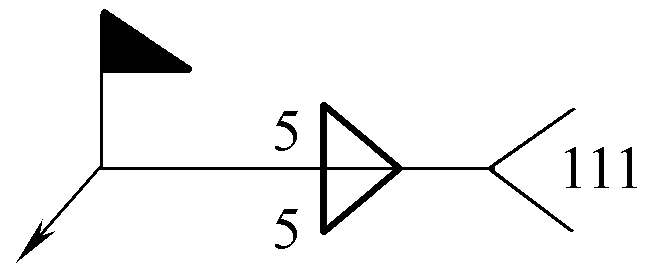 | Las fillet simetris dengan ukuran kaki 5mm dilas di lokasi konstruksi menggunakan las busur logam berpelindung. |
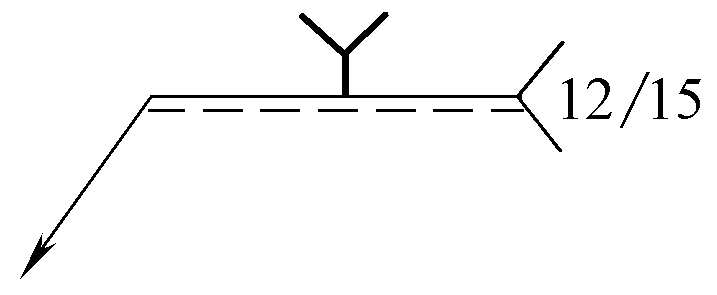 | Dengan las alur-V bermata tumpul, pertama-tama lakukan pengelasan akar dengan las busur plasma, kemudian tutup permukaannya dengan las busur terendam. |







