Che cos'è il tonnellaggio della pressa piegatrice?
Il tonnellaggio delle presse piegatrici si riferisce alla forza necessaria per piegare il metallo utilizzando una pressa piegatrice. Si misura tipicamente in tonnellate (tonnellate corte negli Stati Uniti) o tonnellate metriche (tonnellate) per piede o metro di lunghezza di piegatura. Ad esempio, una pressa piegatrice da 100 tonnellate può esercitare fino a 100 tonnellate di forza su tutta la lunghezza del piano di lavoro.
Il tonnellaggio richiesto dipende da diversi fattori:
Proprietà del materiale (tipo, spessore, resistenza alla trazione)
Angolo di curvatura
Larghezza di apertura dello stampo
Lunghezza della curva
Calcolo del tonnellaggio della pressa piegatrice
Come sapete, i diversi Paesi utilizzano unità di misura diverse: alcuni utilizzano unità metriche e altri unità britanniche. Per comodità, il calcolatore di tonnellaggio di pressa piegatrice La macchina da noi realizzata è in grado di soddisfare contemporaneamente queste due diverse esigenze.
Per saperne di più sulla formula di calcolo del tonnellaggio delle presse piegatrici, è possibile consultare il sito web questo articolo. Godetevelo.
Apertura a V consigliata dello stampo inferiore
Spessore del materiale S
0,5-2,5 mm
3-8 mm
9-10 mm
>12 mm
Apertura a V dello stampo inferiore
6×S
8×S
10×S
12×S
Raggio interno di curvatura dall'apertura dello stampo a V
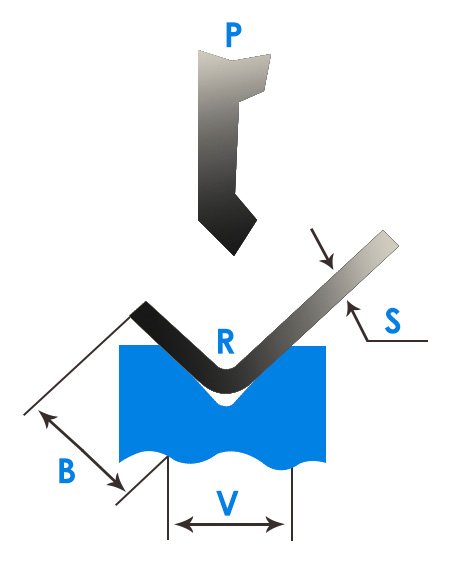
La formula per il calcolo del tonnellaggio delle presse piegatrici
Il calcolo del tonnellaggio richiesto per un'operazione di pressa piegatrice è essenziale per garantire una piegatura accurata senza danneggiare l'attrezzatura o il pezzo. La formula standard utilizzata per il calcolo del tonnellaggio è la seguente:
(quando σb = 450N/mm²)
Qui, P rappresenta il tonnellaggio richiesto, S è lo spessore del materiale (in mm), L è la lunghezza di piegatura (in mm) e V è l'apertura dello stampo (in mm). In questa formula, σb è la resistenza alla trazione del materiale (in N/mm²).
Un'altra variante della formula per la stima del fabbisogno di tonnellaggio è la seguente:
Entrambe le formule offrono uno strumento affidabile per calcolare il tonnellaggio necessario per un'operazione di piegatura ad aria.
Esempio di calcolo:
Materiale: acciaio dolce
Spessore: 4 mm
Lunghezza di piegatura: 3000 mm
Apertura stampo: 8×4=32
Se calcoliamo con la prima formula, otteniamo:
P=650×4²×3/32=975KN 975KN=99,49Tonnellate
Se si calcola con la seconda formula, si ottiene: P=1.42×450×4²×3/32=958.5KN 958,5KN=97,8Tonnellate
Utilizzando due diversi metodi di calcolo, abbiamo ottenuto una pressione di piegatura vicina alle 100 tonnellate. Considerando il fattore di sicurezza, consigliamo di scegliere una piegatrice con una pressione di piegatura di almeno 120 tonnellate.
Variabili chiave nel calcolo del tonnellaggio
Un calcolo accurato del tonnellaggio si basa su una comprensione approfondita di diverse variabili critiche. Questa sezione esamina queste variabili in dettaglio, esplorando il modo in cui interagiscono e influenzano la forza necessaria per una precisa piegatura del metallo.
A. Proprietà del materiale
Tipo di materiale e resistenza alla trazione Materiali diversi richiedono quantità diverse di forza per piegarsi, a causa delle loro strutture molecolari e proprietà meccaniche uniche. La proprietà chiave che influisce sui requisiti di tonnellaggio è la resistenza alla trazione.
Acciaio dolce (ASTM A36): Con una resistenza alla trazione di circa 58.000 psi, viene spesso utilizzato come base per il calcolo del tonnellaggio.
Acciaio inossidabile (304): Ha una resistenza alla trazione di circa 85.000 psi e richiede un tonnellaggio circa 1,5 volte superiore a quello dell'acciaio dolce.
Alluminio (6061-T6): Nonostante la resistenza alla trazione inferiore, pari a 45.000 psi, le sue proprietà uniche richiedono spesso un tonnellaggio simile a quello dell'acciaio dolce.
Uno studio pubblicato nel Journal of Materials Processing Technology (2021) ha rilevato che gli acciai ad alta resistenza con carichi di rottura superiori a 100.000 psi possono richiedere fino a 2,5 volte il tonnellaggio dell'acciaio dolce per operazioni di piegatura equivalenti.
Spessore Lo spessore del materiale ha un effetto esponenziale sul tonnellaggio richiesto. La relazione è tipicamente espressa come:
Tonnellaggio ∝ (spessore)²
Ad esempio, raddoppiando lo spessore del materiale si quadruplica il tonnellaggio richiesto. Questa relazione è stata confermata da un'analisi completa della Precision Metalforming Association, che ha esaminato oltre 10.000 operazioni di piegatura in diversi settori industriali.
B. Parametri di flessione
Lunghezza della curva I requisiti di tonnellaggio aumentano linearmente con la lunghezza della curva. Una formula semplice spesso utilizzata è:
Tonnellata totale = Tonnellata per piede × Lunghezza della curva (in piedi)
Ad esempio, se una particolare curva richiede 20 tonnellate per piede, una curva di 5 piedi richiederà 100 tonnellate di forza.
Apertura della matrice a V La larghezza dell'apertura dello stampo a V influisce in modo significativo sui requisiti di tonnellaggio. Un'apertura più ampia riduce la forza necessaria, ma può influire sulla precisione della piegatura. La larghezza ottimale dell'utensile a V è in genere pari a 8 volte lo spessore del materiale per la piegatura ad aria.
Uno studio pubblicato sull'International Journal of Machine Tools and Manufacture (2023) ha rilevato che l'aumento della larghezza dell'utensile a V da 6 a 8 volte lo spessore del materiale può ridurre i requisiti di tonnellaggio fino a 25%, mantenendo la precisione di piegatura entro ±0,5 gradi.
Angolo di curvatura Gli angoli di curvatura più stretti richiedono una forza maggiore. Sebbene le curve a 90 gradi siano le più comuni, gli angoli possono variare notevolmente a seconda dell'applicazione.
Curva a 30 gradi: In genere richiede circa 60% del tonnellaggio necessario per una curva a 90 gradi.
Curva a 120 gradi: Può richiedere fino a 130% del tonnellaggio per una curva a 90 gradi.
Questi rapporti sono stati stabiliti attraverso test approfonditi dalla Fabricators & Manufacturers Association e sono ampiamente utilizzati nei calcolatori di tonnellaggio standard del settore.
C. Fattori di attrezzaggio
Utensili standard I punzoni e le pinze a V standard sono la base per la maggior parte dei calcoli di tonnellaggio. Tuttavia, anche nell'ambito degli utensili standard, le variazioni possono influire sui requisiti di tonnellaggio:
Raggio di punzonatura: Un raggio più piccolo richiede in genere un tonnellaggio maggiore, ma produce una piega più netta.
Raggio della spalla dello stampo: Un raggio maggiore può ridurre i requisiti di tonnellaggio, ma può influire sulla precisione della piegatura.
Utensili speciali (ad esempio, orlatura, utensili offset) Gli utensili speciali spesso richiedono fattori di aggiustamento per il calcolo del tonnellaggio standard:
Strumenti per l'orlatura: Possono richiedere un tonnellaggio fino a 4 volte superiore a quello degli utensili a V standard per lo stesso materiale.
Utensili offset: Può essere necessario un tonnellaggio da 1,5 a 2 volte superiore a quello standard a causa della complessa distribuzione delle sollecitazioni durante la piegatura.
Un'indagine condotta nel 2022 dalla Precision Metalforming Association sulle officine di fabbricazione dei metalli ha rivelato che le officine che utilizzano utensili specializzati senza un'adeguata regolazione del tonnellaggio registrano un tasso 35% più elevato di guasti agli utensili e di scarto dei pezzi.
Ottimizzazione delle operazioni di pressa piegatrice
A. Selezione della giusta capacità della macchina
La scelta di una pressa piegatrice con una capacità di tonnellaggio adeguata è fondamentale per un funzionamento efficiente e sicuro:
Adattare la capacità ai requisiti: Idealmente, una pressa piegatrice dovrebbe funzionare a 80-90% della sua capacità nominale per ottenere prestazioni ottimali. Uno studio della Precision Metalforming Association (2023) ha rilevato che le macchine che operano costantemente al di sotto di 60% o al di sopra di 95% della loro capacità nominale hanno registrato costi di manutenzione superiori di 25% in un periodo di cinque anni.
Considerare le esigenze future: Quando si sceglie una macchina, bisogna tenere conto delle potenziali esigenze future. Una regola comune è quella di scegliere una pressa piegatrice con una capacità superiore di 20-30% rispetto alle attuali esigenze massime, per far fronte a una crescita futura o a richieste di lavoro impreviste.
Considerazioni sul carico distribuito: Per i pezzi lunghi, considerare macchine con sistemi di coronamento per garantire una distribuzione uniforme della forza.
B. Scelta dell'utensileria appropriata
La scelta corretta degli utensili può influire in modo significativo sul tonnellaggio richiesto e sulla qualità della piegatura:
Selezione degli stampi: Le aperture dello stampo più ampie richiedono in genere meno tonnellaggio, ma possono influire sull'accuratezza della piegatura. Uno studio del 2022 pubblicato sul Journal of Manufacturing Processes ha rilevato che l'aumento della larghezza dello stampo da 6 a 8 volte lo spessore del materiale ha ridotto il tonnellaggio richiesto fino a 18%, mantenendo la precisione dell'angolo di piegatura entro ±0,5 gradi.
Raggio di punzonatura: Raggi di punzonatura più piccoli creano curve più nette, ma richiedono un tonnellaggio maggiore. Ad esempio, riducendo il raggio di punzonatura da 1/32″ a 1/64″ per una curva a 90 gradi in acciaio dolce da 16 può aumentare il tonnellaggio richiesto di circa 15%.
Utensili specializzati: Considerate strumenti specializzati per i pezzi complessi. Gli strumenti di piegatura rotazionale, ad esempio, possono ridurre i requisiti di tonnellaggio per alcune geometrie fino a 40% rispetto alla piegatura tradizionale con stampi a V.
C. Messa a punto dei parametri di flessione
L'ottimizzazione dei parametri di piegatura può portare a miglioramenti significativi dell'efficienza e della qualità dei pezzi:
Ottimizzazione della sequenza di curve: Una corretta sequenza di curve può ridurre i requisiti di tonnellaggio complessivi e migliorare la precisione. Il software Amada VPSS 3i, ad esempio, include un ottimizzatore automatico della sequenza delle curve che può ridurre i requisiti di tonnellaggio totale fino a 25% per i pezzi complessi con più curve.
Regolazione della velocità e del tempo di sosta: La regolazione della velocità della slitta e del tempo di sosta a fondo corsa può influire sul ritorno elastico e sul tonnellaggio richiesto. Uno studio pubblicato sull'International Journal of Machine Tools and Manufacture (2023) ha dimostrato che l'ottimizzazione di questi parametri può ridurre il ritorno elastico fino a 30% negli acciai ad alta resistenza.
Posizionamento del calibro posteriore: Il posizionamento preciso del calibro posteriore garantisce una posizione coerente della piega e può ridurre il tonnellaggio richiesto evitando una piegatura eccessiva. I sistemi moderni come l'ACB (Automatically Controlled Bending) di Trumpf possono regolare la posizione del calibro posteriore in tempo reale in base al ritorno elastico misurato, migliorando la precisione e riducendo i requisiti di tonnellaggio.
D. Tecniche di compensazione del ritorno elastico
La gestione del ritorno elastico è fondamentale per ottenere curve precise riducendo al minimo il tonnellaggio richiesto:
Sovracurvatura: La piegatura tradizionale richiede un tonnellaggio maggiore, ma può essere ottimizzata.
Sistemi di misurazione angolare attivi: I sistemi misurano gli angoli di piegatura in tempo reale durante il processo di piegatura, consentendo regolazioni immediate e riducendo la necessità di piegature eccessive.
Strategie specifiche per i materiali: Materiali diversi richiedono approcci diversi alla compensazione del ritorno elastico. Ad esempio, l'alluminio richiede in genere una compensazione del ritorno elastico 2-3 volte superiore rispetto all'acciaio dolce per spessori equivalenti.
L'implementazione di queste strategie di ottimizzazione può portare a miglioramenti significativi nelle operazioni di pressa piegatrice. Un caso di studio pubblicato nel Journal of Cleaner Production (2024) ha riportato che un'officina di medie dimensioni ha ottenuto un aumento della produttività di 22%, una riduzione degli scarti di materiale di 15% e una diminuzione del consumo energetico di 18% dopo aver implementato un programma completo di ottimizzazione delle presse piegatrici basato su calcoli accurati del tonnellaggio e sulla messa a punto dei parametri.
Selezionando con cura le macchine e gli utensili, mettendo a punto i parametri di piegatura e utilizzando tecniche avanzate di compensazione del ritorno elastico, i produttori possono massimizzare i vantaggi di un calcolo accurato del tonnellaggio, con conseguente miglioramento della qualità dei pezzi, riduzione degli scarti e aumento dell'efficienza complessiva.
Glossario dei termini di calcolo del tonnellaggio
Per garantire una comprensione completa del calcolo del tonnellaggio delle presse piegatrici, è essenziale avere una chiara comprensione della terminologia utilizzata nel settore. Questo glossario fornisce le definizioni dei termini chiave, delle abbreviazioni e dei simboli che si incontrano comunemente nel calcolo del tonnellaggio e nelle operazioni di pressatura.
A. Termini di base
Tonnellate: La forza necessaria per piegare il metallo, tipicamente misurata in tonnellate o tonnellate metriche.
Pressa piegatrice: Macchina utensile utilizzata per piegare la lamiera bloccandola tra un punzone e una matrice.
Curvatura ad aria: Un metodo di piegatura in cui il punzone non si inserisce nella matrice, che in genere richiede un tonnellaggio minimo.
Piegatura del fondo: Un metodo di piegatura in cui il punzone entra in contatto con la parte inferiore dello stampo, che richiede un tonnellaggio maggiore rispetto alla piegatura ad aria.
Coniatura: Un metodo di piegatura che utilizza una forza estrema per imprimere il metallo tra il punzone e la matrice, richiedendo il massimo del tonnellaggio.
B. Termini relativi ai materiali
Resistenza alla trazione: La sollecitazione massima che un materiale può sopportare mentre viene allungato prima di rompersi.
Resistenza allo snervamento: La sollecitazione alla quale un materiale inizia a deformarsi plasticamente.
Fattore K: Un valore utilizzato per calcolare l'asse neutro in una curva, che influisce sui calcoli del tonnellaggio.
Ritorno a molla: La tendenza del metallo a ritornare parzialmente alla sua forma originale dopo la piegatura.
C. Termini dell'utensileria
V-Die: La parte inferiore dell'utensile di piegatura con apertura a V.
Punch: La parte superiore dello strumento di piegatura che preme il materiale nella matrice.
Apertura dello stampo: La larghezza dello stampo a V, un fattore critico nel calcolo del tonnellaggio.
Raggio di punzonatura: Il raggio della punta del punzone, che influenza il raggio interno della curva.
D. Termini relativi al calcolo
Tolleranza alla curvatura: La lunghezza dell'arco che attraversa la curva in corrispondenza dell'asse neutro del materiale.
Deduzione della curva: La differenza tra la somma delle lunghezze delle flange e la lunghezza complessiva del modello piatto.
Angolo di curvatura: L'angolo attraverso il quale il materiale viene piegato, in genere misurato dall'interno della curva.
Lunghezza della curva: La lunghezza della curva lungo l'asse della stessa.
E. Termini avanzati
Incoronazione: La leggera curva convessa applicata al piano o allo slittone di una pressa piegatrice per compensare la deflessione sotto carico.
Curvatura adattiva: Un processo in cui la pressa piegatrice regola automaticamente i parametri in base al feedback in tempo reale.
Busta per il tonnellaggio: L'intervallo di tonnellaggio che una pressa piegatrice può applicare in sicurezza sulla lunghezza della sua tavola.
F. Abbreviazioni e simboli
CNC: Controllo numerico computerizzato
FEA: Analisi degli elementi finiti
OEE: Efficacia complessiva dell'apparecchiatura
HSS: Acciaio ad alta resistenza
UHSS: Acciaio ultraresistente
IoT: Internet degli oggetti
AI: Intelligenza Artificiale
ML: Apprendimento automatico
σ (sigma): Utilizzato per rappresentare le sollecitazioni nei calcoli
ε (epsilon): Utilizzato per rappresentare la deformazione nei calcoli
E: Modulo di Young, misura della rigidità di un materiale.
G. Termini specifici del settore
Diagramma limite di formazione (FLD): Rappresentazione grafica dei limiti di formabilità di un materiale.
Minimo Raggio di curvatura: Il raggio più piccolo che può essere piegato senza danneggiare il materiale.
Fattore di piegatura (BAF): Coefficiente utilizzato nei calcoli della tolleranza di curvatura, che varia in base al materiale e all'angolo di curvatura.
Tonnellate per metro (TPM): Misura della forza di flessione richiesta per unità di lunghezza, comunemente utilizzata nei sistemi metrici.
H. Termini della tecnologia emergente
Gemello digitale: Una rappresentazione virtuale di una pressa piegatrice fisica utilizzata per la simulazione e l'ottimizzazione.
Modellazione predittiva del tonnellaggio: Utilizzando l'intelligenza artificiale e i dati storici per prevedere il tonnellaggio richiesto per nuovi pezzi o materiali.
Analisi della distribuzione delle forze (FDA): Calcolo avanzato della distribuzione delle forze di flessione lungo la lunghezza di una curva.
Rilevamento in tempo reale delle proprietà dei materiali (RTMPS): Tecnologia emergente per misurare le proprietà dei materiali durante il processo di piegatura.
Blockchain Tonnage Verification (BTV): Utilizzo della tecnologia blockchain per garantire l'integrità e la tracciabilità dei calcoli del tonnellaggio.
La comprensione di questi termini è fondamentale per chiunque sia coinvolto nelle operazioni di pressatura, dagli operatori e programmatori agli ingegneri e ai dirigenti. Con la continua evoluzione del settore, è probabile che emergano nuovi termini, che riflettono i progressi della tecnologia e della metodologia.
Questo glossario serve come base per una comunicazione e una comprensione chiare nel complesso mondo del calcolo del tonnellaggio delle presse piegatrici. È importante notare che, sebbene queste definizioni siano generalmente accettate, possono esistere leggere variazioni tra i diversi produttori o regioni. Per le definizioni più precise nel vostro contesto specifico, fate sempre riferimento ai manuali delle apparecchiature specifiche o agli standard industriali.
Non dimenticatevi che condividere è un'opera di carità! : )
Volete migliorare la vostra officina di lavorazione dei metalli con la pressa piegatrice perfetta? Sia che siate agli inizi o che vogliate fare un upgrade,...
Immaginate di trasformare un foglio di metallo piatto e senza vita in un componente piegato con precisione che si inserisce perfettamente in una struttura più grande....
La scelta del giusto tonnellaggio della pressa piegatrice per il progetto di piegatura della lamiera non è solo una necessità tecnica, ma un fattore critico...
Vi siete mai trovati di fronte ad arresti improvvisi o a misteriosi malfunzionamenti durante l'utilizzo di una pressa piegatrice? Capire come far funzionare e risolvere i problemi di questa...
I nostri ingegneri di vendita sono prontamente disponibili a rispondere a qualsiasi domanda e a fornirvi un preventivo immediato e adatto alle vostre esigenze.