
プレスブレーキの操作方法と機械故障のトラブルシューティング
プレスブレーキを使っていて、突然の停止や謎の故障に直面したことはありませんか?この重要なプレスブレーキの操作方法とトラブルシューティングを理解することは、...
正確で安全な金属曲げ加工を行うにはどうしたらよいでしょうか?この記事では、プレスブレーキのトン数計算の要点を掘り下げ、材料の種類、板厚、曲げ長さなどの重要な要素について説明します。よくある落とし穴を避け、設備の寿命と曲げ品質の両方を確保するための計算方法をご覧ください。実践的なヒントとインタラクティブな計算機により、毎回完璧な曲げ加工を行う自信がつきます。

プレスブレーキのトン数とは、プレスブレーキ機械を使って金属を曲げるのに必要な力のことです。通常、曲げ長さ1フィートまたは1メートルあたりのトン(米国では短トン)またはメートルトン(トン)で測定されます。例えば、100トンのプレスブレーキは、ベッド長さ全体で最大100トンの力を加えることができます。
必要なトン数はいくつかの要因に左右される:
ご存知のように、国によって使用する単位が異なり、メートル単位を使用する国もあれば、イギリス単位を使用する国もあります。便利なように、トン数計算機の プレスブレーキ 私たちが作ったマシンは、上記の2つの異なるニーズを同時に満たすことができます。
プレスブレーキのトン数の計算式について詳しくお知りになりたい方は、以下をご参照ください。 この記事.お楽しみください。
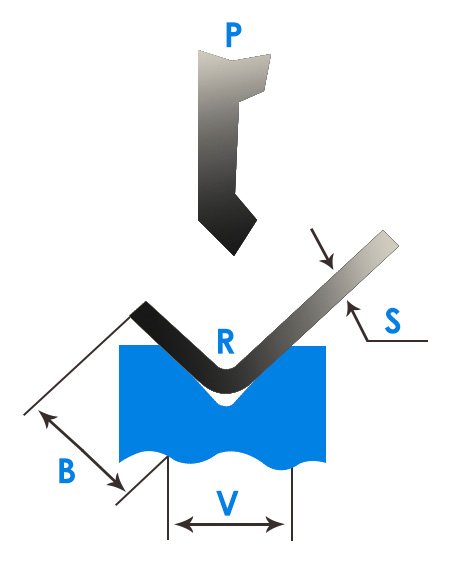
下型の推奨V字開度
| 材料の厚さ S | 0.5-2.5mm | 3-8mm | 9-10mm | >12mm |
| 下型V字開口部 | 6×S | 8×S | 10×S | 12×S |
Vダイ開口部からの曲げ内半径
| 素材 | V |
| 軟鋼 | 1/6 × V |
| ステンレス | 1/5 × V |
| アルミニウム | 1/8 × V |
その他の必要トン数 金属
| ソフトブラス | トン数×0.5 |
| ソフト・アルミニウム | トン数×0.5 |
| ステンレス | トン数×1.5 |
| 高張力鋼板 | トン数×2.75 |
ヘミングトン数軟鋼
| t,mm | 引裂きt/m | フルヘム |
| 0.6 | 9 | 23 |
| 1 | 15 | 40 |
| 1.5 | 22 | 63 |
| 2 | 30 | 80 |
| 2.5 | 55 | 90 |
| 3 | 77 | 100 |
関連計算機 曲げ荷重計算機 (V、U、ワイプ曲げ)
プレスブレーキ操作に必要なトン数を計算することは、装置やワークを損傷することなく正確な曲げを行うために不可欠です。トン数計算に使用される標準式は以下の通りです:
(σb=450N/mm²の場合)
ここで、P は必要なトン数、S は材料の厚さ(mm)、L は曲げ長さ(mm)、V はダイス開口部(mm)です。この式において、σbは材料の引張強さ(単位:N/mm²)である。
必要トン数を見積もる公式の別のバリエーションは以下の通り:
これらの公式はいずれも、エアベンド作業に必要なトン数を計算するための信頼できる手段である。
計算例:
最初の式で計算すると、こうなる:
p=650×4²×3/32=975kn
975KN=99.49トン
2番目の式で計算すると、こうなる:
P=1.42×450×4²×3/32=958.5KN
958.5KN=97.8トン
2つの異なる計算方法を用いて、100トンに近い曲げ圧力を得ました。安全率を考慮すると、少なくとも120トンの曲げ圧力を持つ曲げ機械を選択することをお勧めします。
正確なトン数計算は、いくつかの重要な変数を完全に理解することに依存します。このセクションでは、これらの変数を詳しく調べ、それらがどのように相互作用し、正確な金属曲げに必要な力に影響を与えるかを探ります。
A.材料特性
Journal of Materials Processing Technology』誌(2021年)に掲載された研究によると、引張強度が10万psiを超える高強度鋼は、同等の曲げ加工に軟鋼の最大2.5倍のトン数を必要とする。
トン数 ∝ (厚さ)² (重量)
例えば、材料の厚さを2倍にすると、必要トン数は4倍になる。この関係は、精密金属成形協会による包括的な分析で確認されています。この分析では、さまざまな業界にわたる10,000以上の曲げ加工が調査されました。
B.曲げパラメータ
総トン数=フィート当たりのトン数×ベンド長さ(フィート単位)
例えば、あるベンドに1フィートあたり20トンの力が必要な場合、5フィートのベンドには100トンの力が必要になる。
International Journal of Machine Tools and Manufacture (2023)に掲載された研究によると、Vダイ幅を材料厚の6倍から8倍にすることで、曲げ精度を±0.5度以内に維持しながら、必要トン数を最大25%削減できることがわかった。
これらの関係は、製造業者協会による広範なテストを通じて確立され、業界標準のトン数計算機で広く使用されている。
C.工具要素
精密金属成形協会が2022年に金属加工工場を対象に行った調査では、適切なトン数調整を行わずに特殊工具を使用している工場では、工具の不具合や部品の不良率が35%と高くなっていることが明らかになった。
A.適切な機械容量の選択
効率的で安全な作業には、適切なトン数のプレスブレーキを選ぶことが重要です:
B.適切な工具の選択
適切な工具の選択は、必要なトン数と曲げ品質に大きな影響を与えます:
C.曲げパラメーターの微調整
曲げパラメータを最適化することで、効率と部品の品質を大幅に向上させることができます:
D.スプリングバック補正技術
スプリングバックの管理は、必要なトン数を最小限に抑えながら正確な曲げを実現するために非常に重要です:
これらの最適化戦略を実施することで、プレスブレーキのオペレーションを大幅に改善することができます。Journal of Cleaner Production (2024)に掲載されたケーススタディでは、ある中規模の加工工場が、正確なトン数計算とパラメーターの微調整に基づく包括的なプレスブレーキ最適化プログラムを実施した結果、生産性が22%向上し、材料廃棄が15%削減され、エネルギー消費が18%削減されたことが報告されています。
機械と工具を慎重に選択し、曲げパラメータを微調整し、高度なスプリングバック補正技術を採用することで、メーカーは正確なトン数計算の利点を最大限に生かすことができ、部品品質の向上、廃棄物の削減、全体的な効率の向上につながります。
プレスブレーキのトン数計算を包括的に理解するためには、現場で使用される用語を明確に把握することが不可欠です。この用語集では、トン数計算やプレスブレーキの操作でよく使用される主要な用語、略語、記号の定義を示します。
A.基本用語
B.素材関連用語
C.ツーリング用語
D.計算関連用語
E.上級用語
F.略語と記号
G. 業界特有の用語
H.新興技術用語
これらの用語を理解することは、オペレーターやプログラマーからエンジニアやマネージャーに至るまで、プレスブレーキの操作に関わるすべての人にとって極めて重要です。この分野が進化し続けるにつれて、技術や方法の進歩を反映した新しい用語が登場する可能性があります。
この用語集は、プレスブレーキのトン数計算という複雑な世界において、明確なコミュニケーションと理解の基礎となるものです。これらの定義は一般的に受け入れられていますが、メーカーや地域によって若干の違いがあることにご注意ください。特定の状況における最も正確な定義については、常に特定の機器マニュアルまたは業界標準を参照してください。







