
Problemen met stempelende aluminiumplaten oplossen
Heb je je ooit afgevraagd waarom aluminium staal vervangt bij de productie van auto's? Autofabrikanten zijn in een race om auto's lichter en...
Waarom houden gebogen metalen platen hun vorm vaak niet? Het antwoord ligt in een fenomeen dat bekend staat als terugvering. Dit treedt op wanneer het metaal na het buigen gedeeltelijk terugkeert naar zijn oorspronkelijke vorm, onder invloed van factoren zoals materiaaleigenschappen, buigradius en uitgeoefende kracht. In dit artikel onderzoeken we wat de oorzaak is van terugvering, hoe het de precisie beïnvloedt en effectieve strategieën om het te minimaliseren. Inzicht in deze concepten kan de nauwkeurigheid en kwaliteit van je metaalbewerkingsprojecten sterk verbeteren. Duik in dit artikel om te leren hoe je terugvering kunt beheersen en steeds weer perfecte bochten kunt maken.
Het buigen van plaatmetaal gaat gepaard met zowel plastische als elastische vervorming. Bij het verwijderen van de buigkrachtverdwijnt de elastische vervorming onmiddellijk en blijft alleen de plastische vervorming over.
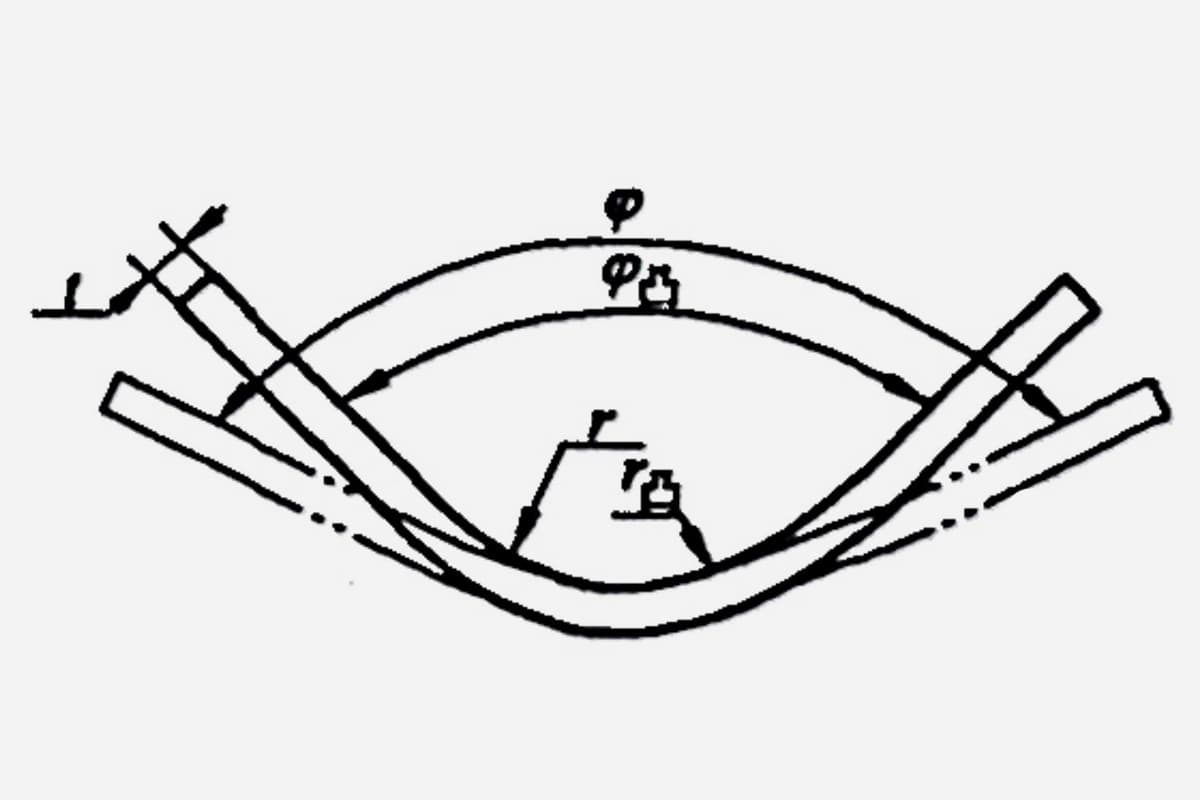
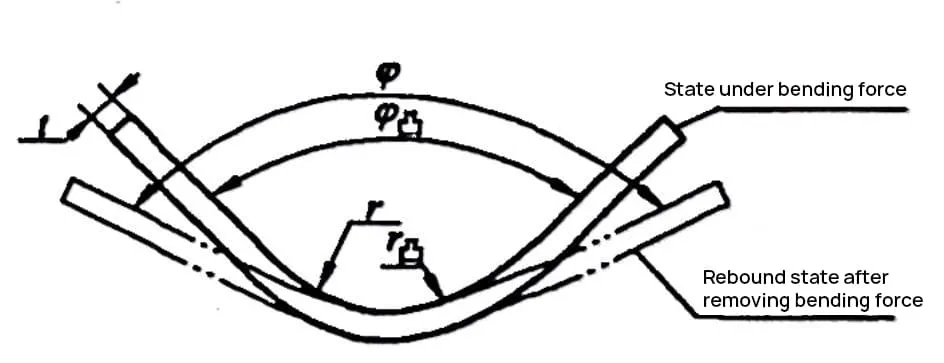
Dit resulteert in een discrepantie tussen de vorm en grootte van het gebogen onderdeel en de buigmatrijs, een fenomeen dat we terugvering noemen. Het schematische diagram van terugvering wordt getoond in Figuur 1-1.
Bij buigbewerkingen komt terugvering vaak voor en het is een belangrijke factor die de nauwkeurigheid van gebogen onderdelen beïnvloedt.
Het verschil in vorm en grootte tussen het gebogen onderdeel en de buigmatrijs wordt de terugveringswaarde genoemd. De terugveringshoek van de buiging wordt aangeduid met ∆φ=φ-φ凸en de terugveringswaarde van de buigradius wordt aangeduid met ∆r=r-r凸. Als de buigradius groot is, moet naast het bepalen van de terugveerhoek ∆φ ook de terugveerwaarde ∆r van de bocht worden bepaald. straal moet ook worden berekend.
De factoren die de terugvering van gebogen onderdelen beïnvloeden zijn talrijk en zeer complex. We zullen hier voornamelijk een paar van de belangrijkste bespreken.
De grootte van de terugveringshoek is recht evenredig met de vloeigrens αa van het materiaal en omgekeerd evenredig met de elasticiteitsmodulus (E). Dat wil zeggen, hoe hoger de vloeigrens en hoe kleiner de elasticiteitsmodulus van het materiaal, hoe kleiner de terugvering; omgekeerd, hoe groter de terugvering.
Voor gebogen onderdelen met hoge precisie-eisen moet, om terugvering te minimaliseren, koolstofstaal met een laag koolstofgehalte worden gekozen in plaats van materialen zoals koolstofstaal met een hoog koolstofgehalte of roestvast staal.
Hoe groter de relatieve buigradius (r/t), hoe kleiner de mate van buigvervorming, resulterend in een kleiner gebied van plastische vervorming binnen de blenk en een kleinere mate van totale vervorming. Daarom neemt het aandeel plastische vervorming in de totale vervorming af, wat leidt tot een grotere terugvering.
Omgekeerd betekent een kleinere relatieve buigradius een hogere mate van buigvervorming, wat resulteert in een kleinere terugvering. Dit is een belangrijk concept. Als de materiaaleigenschappen het toelaten, moet voor de vulling van gebogen plaatdelen de kleinst mogelijke buigradius worden gekozen om de bewerkingsprecisie te verbeteren.
Het is vooral opmerkelijk dat onderdelen met een grote buigradius bepaalde uitdagingen met zich meebrengen bij het beheersen van de bewerkingsprecisie en -kwaliteit.
Wanneer de buigradius en materiaaldikte vastliggen, geldt dat hoe groter de centrale buighoek (α=180°-φ), hoe groter het gebied dat betrokken is bij de buigvervorming en hoe groter de geaccumuleerde hoeveelheid elastische vervorming, wat leidt tot een grotere totale terugvering.
Omgekeerd betekent een kleinere centrale buighoek een kleiner vervormingsgebied, wat resulteert in een kleinere geaccumuleerde hoeveelheid elastische vervorming en dus een kleinere totale terugvering.
Bij een bepaalde buigradius, centrale hoek en materiaaldikte resulteert een grotere buigkracht F in minder terugvering, terwijl een kleinere buigkracht leidt tot meer terugvering.
Bij vrij buigen (zie figuur 1-2) veert het werkstuk onder invloed van de matrijsgroef in dezelfde richting terug in zowel het rechthoekige deel als het R-deel van de ronde hoek, wat resulteert in een maximale terugvering en geen negatieve terugvering. De richting van de terugvering tijdens het correctiebuigen van het werkstuk wordt getoond in Figuur 1-3.

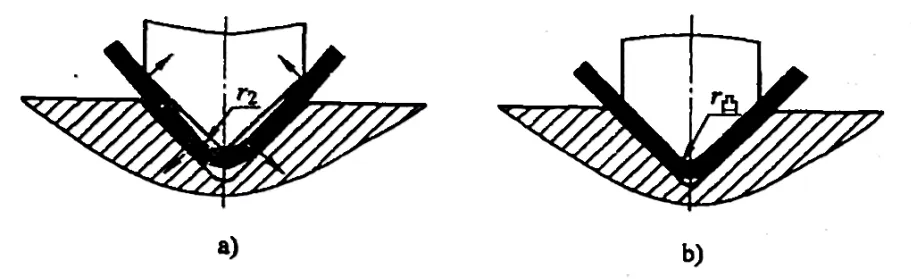
In termen van de terugvering van de rechte rand van het werkstuk, onder invloed van het V-vormige oppervlak van de matrijs, raakt de blenk de pons op drie punten, zoals getoond in Figuur 1-3a. Als de stempel blijft dalen, is de vervormingsrichting van de rechte rand tegengesteld aan die van het vrije buigen (zie Figuur 1-2).
Na het buigen wordt, onder invloed van de buigkracht, het vervormde oppervlak dat tijdens het buigproces in de blenk ontstaat, opnieuw afgevlakt en hecht zich volledig aan de stempel en matrijs, zoals getoond in Figuur 1-3b.
Na het verwijderen van de buigkracht is de terugvering van de rechte rand van het werkstuk naar de binnenkant van de V-vorm (negatieve terugvering), terwijl het R-deel van de ronde hoek terugveert naar de buitenkant van de V-vorm (positieve terugvering), waarbij de twee terugveringsrichtingen tegengesteld zijn.
Voor de terugvering van het R-deel van de ronde hoek van het werkstuk vermindert de drukkracht van de stempel en matrijs de trekspanning van de buitenste vezels van het R-deel van de ronde hoek, waardoor drukspanning ontstaat in de buurt van de neutrale laag van het R-deel van de ronde hoek.
Naarmate de correctiekracht toeneemt, breidt de drukspanningszone zich geleidelijk uit naar de buitenste laag, wat aangeeft dat de volledige of het grootste deel van de doorsnede van de blenk onder drukspanning staat. Daarom is de terugveringsrichting van de binnenste en buitenste gebieden van het R-deel van de ronde hoek consistent, waardoor de terugvering van het R-deel bij correctiebuiging veel minder is dan bij vrije buiging.
Uit de bovenstaande analyse blijkt duidelijk dat de terugvering van het buiggedeelte R en het rechte gedeelte elkaar opheffen. De totale terugvering kan positief, nul of negatief zijn, afhankelijk van de relatieve buigradius (r/t), de breedte van de onderste matrijssleuf Bv, de centrale buighoek a en de grootte van de buigkracht F.
Als de relatieve buigradius (r/t) klein is, de breedte van de onderste matrijssleuf Bv groot is, de centrale hoek a klein is en de buigkracht F groot is, treedt een negatieve terugvering op. In de werkelijke productie zijn er veel factoren die de terugvering beïnvloeden, waardoor het moeilijk is om de terugvering op nul te krijgen.
Daarom moeten parameters zoals de relatieve krommingsradius (r/t), de breedte van de onderste matrijssleuf Bv en de buigkracht F goed gekozen worden om de terugvering onder controle te houden en de precisie en kwaliteit van het gebogen onderdeel te garanderen.
De vorm, grootte en matrijsstructuur van het gebogen onderdeel hebben ook invloed op de terugvering. Als de rechte rand van het gebogen werkstuk kort is, is de terugvering groter. De terugvering van een V-vormig gebogen deel is groter dan die van een U-vormig gebogen deel. Hoe complexer het gebogen deel, hoe meer afgeronde hoeken in het R-deel dat in één buiging wordt gevormd, hoe groter de onderlinge terughoudendheid tijdens het buigen, hoe groter de tekenvormcomponent en hoe kleiner de terugvering.
Bij het buigen van een U-vormig deel heeft de spleet tussen de convexe en concave matrijs een belangrijk effect op de terugvering van het U-vormige deel. Hoe groter de spleet, hoe groter de terugvering; omgekeerd, hoe kleiner de spleet, hoe kleiner de terugvering door het verdunningseffect (extrusie) van de matrijs op de plaat. Als de diepte van de holle matrijs te klein is, is de terugvering ook groot.
Bovendien zal bij het buigen van een U-vormig onderdeel zonder bovengereedschap en zonder correctie, het rechttrekken van de onderste boogvorm en de terugvering van de boog resulteren in een naar buiten gerichte (positieve) terugvering.
Als er geen bovengereedschap wordt gebruikt en de correctie later wordt uitgevoerd, omdat de onderste boogvorm als laatste wordt afgevlakt, zal er een terugvering in dezelfde richting als de onderste boogvorm optreden wanneer de convexe matrijs omhoog komt, wat resulteert in een binnenwaartse (negatieve) terugvering.
Als er een bovengereedschap wordt gebruikt, zal het materiaal aan de onderkant van de convexe matrijs niet vanaf het begin doorbuigen en kan het werkstuk alleen naar buiten terugveren. Door de druk van het bovengereedschap aan te passen, kunnen de terugveringen van het ondergereedschap en het booggedeelte elkaar opheffen, wat kan leiden tot een werkstuk met minimale terugvering.
In de productiepraktijk, om een onderdeel met een bepaalde vorm en maatnauwkeurigheid te vervaardigen, rijst vaak de vraag hoe groot de terugveringswaarde moet zijn. Er zijn veel factoren die de terugvering beïnvloeden, de theoretische berekeningsmethoden zijn extreem complex en zeer onnauwkeurig, waardoor ze geen praktische waarde hebben. Meestal wordt de terugveerwaarde in eerste instantie bepaald op basis van empirische gegevens en eenvoudige berekeningen en vervolgens gecorrigeerd na meerdere buigtests.
Als de relatieve buigstraal (r/t)<5, is de verandering in de kromtestraal niet significant en kan deze worden genegeerd, waarbij alleen naar de terugvering van de hoek wordt gekeken. De terugvering voor een enkele vrije hoek van 90° wordt getoond in Tabel 1-1.
Tabel 1-1 Terugveerhoek voor enkelvoudig 90° vrij buigen
| Materialen | r/t | Materiaal Dikte t/mm | ||
| <0.8 | 0.8~2 | >2 | ||
| Koolstofarm staal | <1 | 4° | 2° | 0° |
| Messing (δb=350MPa) | 1-5 | 5° | 3° | 1° |
| Aluminium, zink | >5 | 6° | 4° | 2° |
| Middelgroot Koolstofstaal (δb=400-500MPa) | <1 | 5° | 2° | 0° |
| Hard messing (δb=350-400MPa) | 1-5 | 6° | 3° | 1° |
| Hard Brons (δb=350-400MPa) | >5 | 8° | 5° | 3° |
| Staal met hoog koolstofgehalte (δb>550MPa) | <1 | 7° | 4° | 2° |
| 1~5 | 9° | 5° | 3° | |
| >5 | 12° | 7° | 6° | |
| Hard aluminium (2A12) | <2 | 2° | 3° | 4°30′ |
| 2-5 | 4° | 6° | 8°30′ | |
| >5 | 6°30′ | 10° | 14° | |
Uit bovenstaande analyse kan worden afgeleid dat hoe groter de relatieve buigradius (r/t), hoe kleiner de mate van buigvervorming en dus hoe groter de terugvering. Niet alleen vertoont het onderdeel hoekterugvering, maar er is ook een aanzienlijke terugvering in de buigradius. In dergelijke gevallen kunnen berekeningen worden uitgevoerd met de zuiver plastische buigformule en vervolgens worden gecorrigeerd in de werkelijke productie.
Zoals geïllustreerd in figuur 1-1 zijn de berekeningsformules voor de straal van het werkstuk van de convexe matrijs en de centrale hoek van het afgeronde deel, volgens zuivere berekeningen, als volgt:

In de formule,
Bij het buigproces van plaatwerkonderdelen is er altijd sprake van terugvering door de gelijktijdige optredende plastische en elastische vervorming, die niet kan worden geëlimineerd.
Daarom moeten bij de praktische productie maatregelen worden genomen om de fouten te compenseren die worden veroorzaakt door de terugvering van gebogen onderdelen om de productkwaliteit te garanderen.
Gangbare methoden om de terugvering te verminderen zijn over het algemeen compensatietechnieken, correctiemethoden, het veranderen van de spanningsomstandigheden en het verbeteren van het ontwerp van gebogen onderdelen.
Er zijn veel factoren die de terugvering van gebogen onderdelen beïnvloeden en er moeten verschillende maatregelen worden genomen voor verschillende invloedsfactoren of er kan een combinatie van verschillende methoden worden gebruikt om de terugvering te verminderen.
Zonder het functionele gebruik van het gebogen onderdeel te beïnvloeden, kan het verbeteren van sommige structurele ontwerpen van het gebogen onderdeel de terugveringshoek verminderen. Bijvoorbeeld, het onderdrukken van versterkingsribben in het buiggebied (afb. 7-4a) of het gebruik van gevormde randen (afb. 7-4b) kan de stijfheid en plastische vervorming van het gebogen deel verhogen en zo de terugvering verminderen.
Als aan de gebruiksvereisten wordt voldaan, kan het gebruik van materialen met een hoge elasticiteitsmodulus, lage vloeigrens, lage hardheid en goede plasticiteit de terugvering verminderen en de terugvering gemakkelijker controleren.
1) Vervang vrij buigen door corrigerend buigen.

2) Voor koudvervormde geharde plaat kan voor het buigen worden gegloeid om de vloeigrens (a) te verlagen, waardoor de terugvering wordt geminimaliseerd. Het uitharden kan na het buigen worden uitgevoerd, maar wees voorzichtig: als het uitharden de bruikbaarheid van het materiaal beïnvloedt, moet dit proces niet worden toegepast.
3) De ponsradius moet zo dicht mogelijk bij de minimale buigradius liggen en de matrijsdiepte moet over het algemeen >10t zijn.
4) Voor grote (lange) buigingen met een relatieve buigradius (r/t>100), is het grootste deel van de blenk elastisch vervormd, wat resulteert in een aanzienlijke terugvering. Sommige kunnen zelfs onmogelijk te vormen zijn met conventionele buigmethoden. In zulke gevallen kan trekbuigen worden gebruikt.
Trekken is een stempelproces waarbij de blanke plaat wordt gebogen tot een bepaalde kromming, vorm en afmeting, zoals getoond in Figuur 1-5a. Het is geschikt voor werkstukken met een grote relatieve buigradius en wordt veel gebruikt bij de productie van hogedrukvaten, stalen platen en skeletten van scheepsrompen, diverse vaten en randen voor kasten.
Bij trekbuigen wordt een bepaalde trekspanning op de blenk gezet voordat deze wordt gebogen. De gecombineerde kracht van deze trekspanning en de drukspanning van de binnenste laag van het buigen van het blenk moet iets groter zijn dan de vloeigrens van het materiaal (a), en de buigvervorming wordt voltooid onder deze trektoestand. De interne spanningsverdeling in de blenk tijdens het trekken wordt getoond in Figuur 1-5b.
Er zijn drie methodes voor trekbuigen: buigen na het aanbrengen van trekspanning, trekspanning aanbrengen tijdens het buigen en strekken na het buigen. Van deze drie methoden resulteert strekken na buigen in de kleinste terugslagwaarde.
Trekbuigen verhoogt niet alleen de vervorming van het gebogen deel, maar veroorzaakt ook bijna uniforme plastische vervorming over de hele doorsnede van het gebogen deel. Hierdoor kan de terugvering van het gebogen deel sterk worden verminderd.
5) Voor onderdelen die nauwkeurig gebogen moeten worden, kan na het buigen een vervormingsproces worden toegevoegd.
Op basis van de geschatte of experimentele terugslagwaarde kunnen we compenseren (of aftrekken) binnen de vorm en grootte van het werkende deel van de mal, zodat het gebogen deel de vorm en grootte krijgt die de producttekening vereist.
1) Zachte materialen zoals 0215, 0235, 08, 10, 20, H2 zacht messing, enz. hebben een buigterugslaghoek φ <5°. Als de materiaaldikteafwijking klein is, kan een helling (terugslagcompensatiehoek) worden ontworpen op de stempel of matrijs. De speling tussen de stempel en de matrijs is gelijk aan de minimale materiaaldikte, of zelfs negatieve speling kan worden gebruikt om de terugvering te overwinnen, zoals getoond in Figuur 1-6.
2) Voor zachte materialen zoals Q215, Q235, 08, 10, 20 en H62 zacht messing, wanneer de materiaaldikte meer dan 0,8 mm bedraagt en de buigradius groot is, kan het werkende deel van de pons ontworpen worden om een gelokaliseerd uitsteeksel te hebben. Dit concentreert de werkdruk van de pons op de hoek van de buiging.
Door de spanning bij de bocht te verhogen, versterken we de plastische vervormingscomponent in de vervormingszone en verbeteren we de spanningsverdeling, waardoor de elastische vervorming afneemt en de terugvering wordt geminimaliseerd, zoals getoond in Figuur 1-7.

3) Voor harde materialen zoals Q275, 45, 50, H62 hard messing, enz., wanneer de buigradius r>t, kan de terugveringscompensatiehoek worden ontworpen op de matrijs of stempel volgens de vooraf geschatte of experimenteel verkregen terugveringswaarde, om de terugvering te elimineren.
Als alternatief kan de bovenkant van de matrijs worden ontworpen als een boogvormig oppervlak (voor U-vormig buigen), zoals getoond in Figuur 1-8, waardoor een lokale omgekeerde kromming aan de onderkant ontstaat. Als het werkstuk uit de matrijs wordt gehaald, veroorzaakt de terugvering van de omgekeerde kromming een negatieve terugvering aan beide zijden, waardoor de positieve terugvering van de zijwanden wordt gecompenseerd.
4) Bij Z-vormig buigen kunnen de twee buighoeken van de Z-vormige bocht verschillende terugveringswaarden hebben, wat kan leiden tot niet-parallelle boven- en onderoppervlakken op het Z-vormige onderdeel. Om dit fenomeen te vermijden, moeten de stempel en matrijs naar buiten gekanteld worden met een hoek van Δφ. Voor koudgewalste platen met een dikte van minder dan 1 mm is de kantelhoek meestal 2°~3°, zoals getoond in Figuur 1-9.

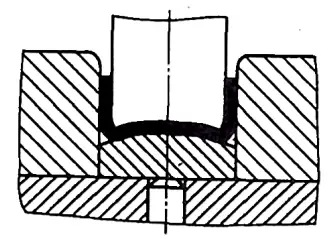
5) Voor zachtere materialen kan een rubberen matrijs gebruikt worden in plaats van een harde matrijs, zoals getoond in Figuur 1-10. Omdat rubber de druk in alle richtingen kan overbrengen, zoals een vloeistof in een stijve matrijs, ondergaat het buigproces gunstige veranderingen in vergelijking met het gebruik van een stijve matrijs.

De plaat wordt volledig ondersteund op het rubber en de middelste ondersteuning is sterker dan de zijkanten, zodat wanneer de twee rechte wanden van de plaat om de ronde hoek van de pons worden gebogen, ze volledig aan het ponsoppervlak blijven kleven en het rechte wanddeel niet te veel buigt, waardoor de terugvering vermindert.
Als rubberen elastomeren met een hoge hardheid worden gebruikt, is het effect zelfs nog beter. Naast hoge precisie laat het gebruik van rubberen matrijzen geen krassen achter op het oppervlak van de gebogen onderdelen en de veelzijdigheid van rubberen en rubberen elastomeer matrijzen is zeer goed.
De matrijsafstand draagt bij tot een verminderde terugvering. Als de speling tussen de vlakken van de buigmatrijs kleiner is dan de materiaaldikte, kan de terugvering aanzienlijk worden verminderd of zelfs resulteren in een lichte negatieve terugvering. Geschikt enkelzijdig buigen matrijsafstand is tussen 0,02 mm en 0,5 mm minder dan de materiaaldikte, meestal ingesteld op 0,03 mm.
Te kleine spelingen kunnen leiden tot materiaalverdunning, krassen op het werkstukoppervlak en een kortere levensduur van de matrijs. Wanneer de plaatdikte negatief afwijkt, kan een te grote spleet tussen de stempel en de matrijs ook terugvering veroorzaken. De oplossing is het ontwerpen van buigmatrijzen met instelbare speling, zoals getoond in Figuur 1-11.







