Jak zapewnić precyzyjne i bezpieczne gięcie metalu w swoim warsztacie? Ten artykuł zawiera podstawowe informacje na temat obliczania tonażu prasy krawędziowej, wyjaśniając krytyczne czynniki, takie jak rodzaj materiału, grubość blachy i długość gięcia. Dowiedz się, jak korzystać z tych obliczeń, aby uniknąć typowych pułapek, zapewniając zarówno długowieczność sprzętu, jak i jakość gięć. Dzięki praktycznym wskazówkom i interaktywnemu kalkulatorowi zyskasz pewność siebie, aby za każdym razem wykonywać perfekcyjne gięcia.
Ostatnia aktualizacja:
23 sierpnia 2024 r.
Udostępnij swoje polubienie:
Spis treści
Co to jest tonaż prasy krawędziowej?
Tonaż prasy krawędziowej odnosi się do siły wymaganej do gięcia metalu za pomocą prasy krawędziowej. Jest ona zazwyczaj mierzona w tonach (krótkich tonach w USA) lub tonach metrycznych (tonach) na stopę lub metr długości gięcia. Na przykład 100-tonowa prasa krawędziowa może wywierać do 100 ton siły na całej długości łoża.
Wymagany tonaż zależy od kilku czynników:
Właściwości materiału (typ, grubość, wytrzymałość na rozciąganie)
Kąt zgięcia
Szerokość otworu matrycy
Długość zakrętu
Kalkulator tonażu prasy krawędziowej
Jak wiadomo, różne kraje używają różnych jednostek, niektóre kraje używają jednostek metrycznych, a inne jednostek brytyjskich. Dla Twojej wygody, kalkulator tonażu na stronie prasa krawędziowa Stworzona przez nas maszyna może zaspokoić powyższe dwie różne potrzeby jednocześnie.
Jeśli chcesz dowiedzieć się więcej na temat formuły obliczania tonażu prasy krawędziowej, zapoznaj się z poniższą sekcją ten artykuł. Baw się dobrze.
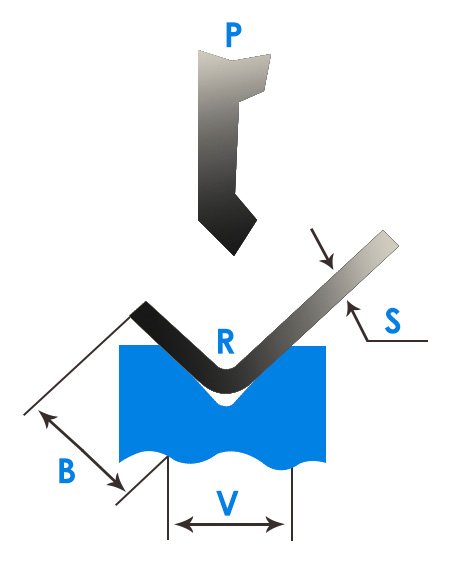
Obliczenie wymaganego tonażu dla operacji prasy krawędziowej jest niezbędne do zapewnienia dokładnego gięcia bez uszkodzenia sprzętu lub przedmiotu obrabianego. Standardowy wzór używany do obliczania tonażu jest następujący:
(gdy σb = 450N/mm²)
Tutaj P reprezentuje wymagany tonaż, S to grubość materiału (w mm), L to długość gięcia (w mm), a V to otwór matrycy (w mm). We wzorze tym σb oznacza wytrzymałość materiału na rozciąganie (w N/mm²).
Innym wariantem wzoru na oszacowanie wymaganego tonażu jest:
Oba te wzory zapewniają niezawodny sposób obliczania tonażu wymaganego do operacji gięcia pneumatycznego.
Przykład obliczeń:
Materiał: stal miękka
Grubość: 4 mm
Długość gięcia: 3000 mm
Otwór matrycy: 8×4=32
Jeśli obliczymy według pierwszego wzoru, otrzymamy:
P=650×4²×3/32=975KN 975KN=99,49Ton
Jeśli obliczymy według drugiego wzoru, otrzymamy: P=1.42×450×4²×3/32=958.5KN 958,5KN=97,8Ton
Korzystając z dwóch różnych metod obliczeniowych, uzyskaliśmy nacisk gięcia zbliżony do 100 ton. Biorąc pod uwagę współczynnik bezpieczeństwa, zalecamy wybór giętarki o nacisku gięcia co najmniej 120 ton.
Kluczowe zmienne w obliczaniu tonażu
Dokładne obliczenie tonażu opiera się na dogłębnym zrozumieniu kilku krytycznych zmiennych. Ta sekcja szczegółowo analizuje te zmienne, badając ich wzajemne oddziaływanie i wpływ na siłę wymaganą do precyzyjnego gięcia metalu.
A. Właściwości materiału
Rodzaj materiału i wytrzymałość na rozciąganie Różne materiały wymagają różnej siły do zginania ze względu na ich unikalne struktury molekularne i właściwości mechaniczne. Kluczową właściwością wpływającą na wymagania dotyczące tonażu jest wytrzymałość na rozciąganie.
Stal miękka (ASTM A36): Wytrzymałość na rozciąganie wynosząca około 58 000 psi jest często wykorzystywana jako punkt odniesienia do obliczeń tonażu.
Stal nierdzewna (304): Wytrzymałość na rozciąganie wynosi około 85 000 psi, co wymaga około 1,5 raza większego tonażu niż w przypadku stali miękkiej.
Aluminium (6061-T6): Pomimo niższej wytrzymałości na rozciąganie wynoszącej 45 000 psi, jego unikalne właściwości często wymagają tonażu podobnego do stali miękkiej.
Badanie opublikowane w Journal of Materials Processing Technology (2021) wykazało, że stale wysokowytrzymałe o wytrzymałości na rozciąganie przekraczającej 100 000 psi mogą wymagać do 2,5 razy większego tonażu niż stal miękka do równoważnych operacji gięcia.
Grubość Grubość materiału ma wykładniczy wpływ na wymagany tonaż. Zależność ta jest zwykle wyrażana jako:
Tonaż ∝ (Grubość)²
Na przykład, podwojenie grubości materiału czterokrotnie zwiększa wymagany tonaż. Zależność ta została potwierdzona w kompleksowej analizie przeprowadzonej przez Precision Metalforming Association, w której zbadano ponad 10 000 operacji gięcia w różnych branżach.
B. Parametry gięcia
Długość gięcia Wymagania dotyczące tonażu rosną liniowo wraz z długością gięcia. Często stosowanym prostym wzorem jest:
Całkowity tonaż = tonaż na stopę × długość łuku (w stopach)
Na przykład, jeśli dane wygięcie wymaga siły 20 ton na stopę, wygięcie o długości 5 stóp wymagałoby siły 100 ton.
Otwór V-die Szerokość otworu matrycy V znacząco wpływa na wymagania dotyczące tonażu. Szerszy otwór zmniejsza wymaganą siłę, ale może mieć wpływ na dokładność gięcia. Optymalna szerokość matrycy V wynosi zazwyczaj 8-krotność grubości materiału dla gięcia pneumatycznego.
Badanie opublikowane w International Journal of Machine Tools and Manufacture (2023) wykazało, że zwiększenie szerokości matrycy V z 6 do 8-krotności grubości materiału może zmniejszyć zapotrzebowanie na tonaż nawet o 25% przy zachowaniu dokładności gięcia w zakresie ±0,5 stopnia.
Kąt zgięcia Ostrzejsze kąty zgięcia wymagają użycia większej siły. Podczas gdy 90-stopniowe zagięcia są najbardziej powszechne, kąty mogą się znacznie różnić w zależności od zastosowania.
Gięcie pod kątem 30 stopni: Zazwyczaj wymaga około 60% tonażu potrzebnego do gięcia pod kątem 90 stopni.
Gięcie 120 stopni: Może wymagać do 130% tonażu dla zagięcia 90 stopni.
Zależności te zostały ustalone w wyniku szeroko zakrojonych testów przeprowadzonych przez Stowarzyszenie Producentów i Fabrykantów i są powszechnie stosowane w standardowych kalkulatorach tonażu.
C. Czynniki związane z oprzyrządowaniem
Standardowe oprzyrządowanie Standardowe matryce typu V i stemple stanowią podstawę dla większości obliczeń tonażu. Jednak nawet w przypadku standardowych narzędzi, różnice mogą wpływać na wymagania dotyczące tonażu:
Promień stempla: Mniejszy promień zazwyczaj wymaga większego tonażu, ale zapewnia ostrzejsze zagięcie.
Promień ramienia matrycy: Większy promień może zmniejszyć zapotrzebowanie na tonaż, ale może wpłynąć na dokładność gięcia.
Specjalne oprzyrządowanie (np. obcinanie, narzędzia offsetowe) Specjalistyczne oprzyrządowanie często wymaga dostosowania współczynników do standardowych obliczeń tonażu:
Narzędzia do obszywania: Mogą wymagać do 4 razy większego tonażu niż standardowe V-dies dla tego samego materiału.
Narzędzia offsetowe: Mogą wymagać od 1,5 do 2 razy większego tonażu ze względu na złożony rozkład naprężeń podczas gięcia.
Badanie przeprowadzone w 2022 r. przez Precision Metalforming Association wykazało, że w warsztatach używających specjalistycznego oprzyrządowania bez odpowiedniej regulacji tonażu odnotowano 35% wyższy wskaźnik awarii narzędzi i odrzucania części.
Optymalizacja pracy prasy krawędziowej
A. Wybór odpowiedniej wydajności urządzenia
Wybór prasy krawędziowej o odpowiedniej wydajności tonażowej ma kluczowe znaczenie dla wydajnej i bezpiecznej pracy:
Dopasowanie wydajności do wymagań: Idealnie byłoby, gdyby prasa krawędziowa działała na poziomie 80-90% swojej znamionowej wydajności w celu uzyskania optymalnej wydajności. Badanie przeprowadzone przez Precision Metalforming Association (2023) wykazało, że maszyny stale pracujące poniżej 60% lub powyżej 95% ich znamionowej wydajności odnotowały o 25% wyższe koszty konserwacji w okresie pięciu lat.
Uwzględnienie przyszłych potrzeb: Wybierając maszynę, należy wziąć pod uwagę potencjalne przyszłe wymagania. Powszechną zasadą jest wybór prasy krawędziowej o wydajności o 20-30% większej niż obecne maksymalne potrzeby, aby uwzględnić przyszły wzrost lub nieoczekiwane wymagania dotyczące pracy.
Uwagi dotyczące obciążenia rozproszonego: W przypadku długich części należy rozważyć maszyny z systemami koronowania, aby zapewnić równomierny rozkład siły.
B. Wybór odpowiedniego oprzyrządowania
Właściwy dobór narzędzi może znacząco wpłynąć na wymagany tonaż i jakość gięcia:
Wybór matrycy: Szersze otwory matrycy generalnie wymagają mniejszego tonażu, ale mogą wpływać na dokładność gięcia. Badanie z 2022 roku opublikowane w Journal of Manufacturing Processes wykazało, że zwiększenie szerokości matrycy z 6 do 8-krotności grubości materiału zmniejszyło wymagany tonaż nawet o 18% przy zachowaniu dokładności kąta gięcia w zakresie ±0,5 stopnia.
Promień uderzenia: Mniejsze promienie stempli tworzą ostrzejsze zagięcia, ale wymagają większego tonażu. Na przykład, zmniejszenie promienia stempla z 1/32″ do 1/64″ dla gięcia pod kątem 90 stopni w stali miękkiej o grubości 16 może zwiększyć wymagany tonaż o około 15%.
Specjalistyczne oprzyrządowanie: Rozważ specjalistyczne narzędzia do złożonych części. Na przykład narzędzia do gięcia rotacyjnego mogą zmniejszyć wymagania tonażowe dla niektórych geometrii nawet o 40% w porównaniu z tradycyjnym gięciem V-die.
C. Dostrajanie parametrów gięcia
Optymalizacja parametrów gięcia może prowadzić do znacznej poprawy wydajności i jakości części:
Optymalizacja sekwencji zgięć: Właściwe sekwencjonowanie gięć może zmniejszyć całkowite zapotrzebowanie na tonaż i poprawić dokładność. Oprogramowanie Amada VPSS 3i, na przykład, zawiera automatyczny optymalizator sekwencji gięcia, który może zmniejszyć całkowite zapotrzebowanie na tonaż nawet o 25% dla złożonych części z wieloma gięciami.
Regulacja prędkości i czasu oczekiwania: Regulacja prędkości suwaka i czasu przebywania w dolnej części suwu może mieć wpływ na sprężynowanie i wymagany tonaż. Badanie opublikowane w International Journal of Machine Tools and Manufacture (2023) wykazało, że optymalizacja tych parametrów może zmniejszyć sprężynowanie nawet o 30% w przypadku stali o wysokiej wytrzymałości.
Pozycjonowanie tylnego miernika: Precyzyjne pozycjonowanie tylnego zderzaka zapewnia stałą lokalizację gięcia i może zmniejszyć wymagany tonaż, zapobiegając nadmiernemu gięciu. Nowoczesne systemy, takie jak Trumpf ACB (Automatically Controlled Bending), mogą regulować pozycję zderzaka tylnego w czasie rzeczywistym w oparciu o zmierzone sprężynowanie, poprawiając dokładność i zmniejszając wymagania dotyczące tonażu.
D. Techniki kompensacji sprężynowania
Zarządzanie sprężynowaniem ma kluczowe znaczenie dla uzyskania dokładnych zagięć przy jednoczesnym zminimalizowaniu wymaganego tonażu:
Przegięcie: Tradycyjne gięcie wymaga większego tonażu, ale można je zoptymalizować.
Aktywne systemy pomiaru kąta: Systemy mierzą kąty gięcia w czasie rzeczywistym podczas procesu gięcia, umożliwiając natychmiastową regulację i zmniejszając potrzebę nadmiernego gięcia.
Strategie specyficzne dla materiału: Różne materiały wymagają różnych metod kompensacji sprężynowania. Na przykład aluminium wymaga zazwyczaj 2-3 razy większej kompensacji sprężynowania niż stal miękka dla równoważnych grubości.
Wdrożenie tych strategii optymalizacji może prowadzić do znacznej poprawy operacji pras krawędziowych. Studium przypadku opublikowane w Journal of Cleaner Production (2024) donosi, że średniej wielkości zakład produkcyjny osiągnął wzrost wydajności o 22%, zmniejszenie ilości odpadów materiałowych o 15% i zmniejszenie zużycia energii o 18% po wdrożeniu kompleksowego programu optymalizacji pras krawędziowych opartego na dokładnych obliczeniach tonażu i dostrajaniu parametrów.
Starannie dobierając maszyny i narzędzia, precyzyjnie dostosowując parametry gięcia i stosując zaawansowane techniki kompensacji sprężynowania, producenci mogą zmaksymalizować korzyści płynące z dokładnych obliczeń tonażu, co prowadzi do poprawy jakości części, zmniejszenia ilości odpadów i zwiększenia ogólnej wydajności.
Słowniczek pojęć związanych z obliczaniem tonażu
Aby zapewnić kompleksowe zrozumienie obliczania tonażu prasy krawędziowej, niezbędne jest jasne zrozumienie terminologii stosowanej w tej dziedzinie. Niniejszy słownik zawiera definicje kluczowych terminów, skrótów i symboli powszechnie spotykanych w obliczeniach tonażu i operacjach pras krawędziowych.
A. Podstawowe terminy
Tonaż: Siła wymagana do zginania metalu, zwykle mierzona w tonach lub tonach metrycznych.
Prasa krawędziowa: Obrabiarka używana do gięcia blachy poprzez zaciśnięcie jej między stemplem a matrycą.
Gięcie pneumatyczne: Metoda gięcia, w której stempel nie osiąga dna w matrycy, zazwyczaj wymagająca najmniejszego tonażu.
Gięcie dolne: Metoda gięcia, w której stempel styka się z dnem matrycy, wymagająca większego tonażu niż gięcie pneumatyczne.
Coining: Metoda gięcia wykorzystująca ekstremalną siłę do tłoczenia metalu między stemplem a matrycą, wymagająca największego tonażu.
B. Terminy związane z materiałami
Wytrzymałość na rozciąganie: Maksymalne naprężenie, jakie materiał może wytrzymać podczas rozciągania przed pęknięciem.
Wytrzymałość na rozciąganie: Naprężenie, przy którym materiał zaczyna odkształcać się plastycznie.
K-Factor: Wartość używana do obliczania osi neutralnej w zakręcie, wpływająca na obliczenia tonażu.
Springback: Tendencja metalu do częściowego powrotu do pierwotnego kształtu po zgięciu.
C. Terminy dotyczące narzędzi
V-Die: Dolna część narzędzia do gięcia z otworem w kształcie litery V.
Punch: Górna część narzędzia do gięcia, która dociska materiał do matrycy.
Otwarcie matrycy: Szerokość matrycy V, krytyczny czynnik w obliczeniach tonażu.
Promień przebicia: Promień końcówki stempla, wpływający na wewnętrzny promień zagięcia.
D. Terminy związane z obliczeniami
Dodatek na zginanie: Długość łuku przechodzącego przez zgięcie w osi neutralnej materiału.
Odliczenie zakrętu: Różnica między sumą długości kołnierzy a całkowitą długością płaskiego wzoru.
Kąt zgięcia: Kąt, pod którym materiał jest zginany, zwykle mierzony od wewnętrznej strony zgięcia.
Długość gięcia: Długość zagięcia wzdłuż osi zagięcia.
E. Terminy zaawansowane
Ukoronowanie: Lekko wypukła krzywa zastosowana do łoża lub suwaka prasy krawędziowej w celu skompensowania ugięcia pod obciążeniem.
Adaptacyjne zginanie: Proces, w którym prasa krawędziowa automatycznie dostosowuje parametry w oparciu o informacje zwrotne w czasie rzeczywistym.
Koperta tonażu: Zakres tonażu, jaki prasa krawędziowa może bezpiecznie zastosować na całej długości łoża.
F. Skróty i symbole
CNC: komputerowe sterowanie numeryczne
FEA: Analiza metodą elementów skończonych
OEE: Ogólna efektywność sprzętu
HSS: stal o wysokiej wytrzymałości
UHSS: stal o bardzo wysokiej wytrzymałości
IoT: Internet rzeczy
AI: sztuczna inteligencja
ML: Uczenie maszynowe
σ (sigma): Używane do reprezentowania naprężeń w obliczeniach
ε (epsilon): Używany do reprezentowania odkształcenia w obliczeniach
E: Moduł Younga, miara sztywności materiału.
G. Terminy specyficzne dla branży
Wykres granic formowania (FLD): Graficzne przedstawienie granic formowalności materiału.
Minimum Promień gięcia: Najmniejszy promień, jaki można wygiąć bez uszkodzenia materiału.
Współczynnik dopuszczalnego wygięcia (BAF): Współczynnik stosowany w obliczeniach naddatku na zginanie, różniący się w zależności od materiału i kąta zgięcia.
Tonaż na metr (TPM): Miara wymaganej siły zginającej na jednostkę długości, powszechnie stosowana w systemach metrycznych.
H. Terminy związane z nowymi technologiami
Cyfrowy bliźniak: Wirtualna reprezentacja fizycznej prasy krawędziowej wykorzystywana do symulacji i optymalizacji.
Predykcyjne modelowanie tonażu: Wykorzystanie sztucznej inteligencji i danych historycznych do przewidywania wymaganego tonażu dla nowych części lub materiałów.
Analiza rozkładu sił (FDA): Zaawansowane obliczenia rozkładu sił zginających wzdłuż długości zgięcia.
Wykrywanie właściwości materiałów w czasie rzeczywistym (RTMPS): Nowa technologia pomiaru właściwości materiału podczas procesu gięcia.
Blockchain Tonnage Verification (BTV): Wykorzystanie technologii blockchain w celu zapewnienia integralności i identyfikowalności obliczeń tonażu.
Zrozumienie tych terminów ma kluczowe znaczenie dla wszystkich osób zaangażowanych w operacje związane z prasami krawędziowymi, od operatorów i programistów po inżynierów i menedżerów. W miarę rozwoju tej dziedziny prawdopodobnie pojawią się nowe terminy, odzwierciedlające postęp w technologii i metodologii.
Niniejszy glosariusz służy jako podstawa jasnej komunikacji i zrozumienia w złożonym świecie obliczania tonażu prasy krawędziowej. Ważne jest, aby pamiętać, że chociaż definicje te są ogólnie akceptowane, mogą istnieć niewielkie różnice między różnymi producentami lub regionami. Aby uzyskać najbardziej precyzyjne definicje w danym kontekście, należy zawsze zapoznać się z instrukcjami obsługi konkretnego sprzętu lub normami branżowymi.
Czy kiedykolwiek spotkałeś się z nagłymi zatrzymaniami lub tajemniczymi awariami podczas korzystania z prasy krawędziowej? Zrozumienie, jak obsługiwać i rozwiązywać problemy z tym niezbędnym...